Установка для нанесення покриттів




Формула / Реферат
1. Установка (1) для нанесення покриттів для покриття подовженого пластмасового та/або металевого профілю (8) засобом (L1, L2) для покриття, зі станцією (2) попередньої обробки, станцією (3) нанесення покриттів та/або станцією (4) сушіння, причому профіль (8) уздовж установки (1) для нанесення покриттів транспортується транспортувальним засобом (15), яка відрізняється тим, що транспортувальний засіб має профільований ролик (10) по суті з горизонтальною віссю обертання, який має принаймні одне заглиблення (10.1) і принаймні один уступ (10.2) та/або одну опорну поверхню (10.3).
2. Установка (1) для нанесення покриттів за п. 1, яка відрізняється тим, що транспортувальний засіб (15) має декілька роликів (9) з вертикальною віссю обертання, які виконані відповідно з можливістю регулювання принаймні в одному просторовому напрямку, переважним чином у двох просторових напрямках.
3. Установка (1) для нанесення покриттів за п. 1, яка відрізняється тим, що ролики (9, 10) виконані принаймні, частково, заземленими.
4. Установка (1) для нанесення покриттів за одним із попередніх пунктів, яка відрізняється тим, що вона має перекладувач (20), який піднімає профіль із транспортувального засобу (15) і опускає на інший транспортувальний засіб, причому перекладувач має опорну щоку (20.1), яка має принаймні по суті те ж саме профілювання, що і ролик (9).
5. Установка (1) для нанесення покриттів за одним із попередніх пунктів, яка відрізняється тим, що станція (2) попередньої обробки має самооновлюваний чистячий засіб, насамперед чистячу серветку.
6. Установка (1) для нанесення покриттів за п. 5, яка відрізняється тим, що чистячий засіб (12) переміщується проти напрямку руху профілів (8).
7. Установка (1) для нанесення покриттів за одним із попередніх пунктів, яка відрізняється тим, що станція (3) нанесення покриттів складається з однієї секції, яка має дві камери (16.1, 16.1') нанесення покриттів і транспортувальний засіб (15.1'), і яка виконана з можливістю переміщення поперек напрямку (5) транспортування профілю (8).
8. Установка (1) для нанесення покриттів за одним із попередніх пунктів, яка відрізняється тим, що станція (3) нанесення покриттів складається із двох секцій, які мають відповідно дві камери (16.1+16.2 або 16.1'+16.2') нанесення покриттів і відповідно транспортувальний засіб (15.1'+15.2'), і які виконані з можливістю переміщення відповідно поперек напрямку (5) транспортування профілю (8).
9. Установка (1) для нанесення покриттів за п. 8, яка відрізняється тим, що праворуч і ліворуч від транспортувального засобу (15') розташовані відповідно дві камери (16.1, 16.1', 16.2, 16.2') нанесення покриттів і вони підключені відповідно до одного і того ж засобу (L1, L2) для покриття.
10. Установка (1) для нанесення покриттів за одним із попередніх пунктів, яка відрізняється тим, що нижче за потоком від станції (2) попередньої обробки та/або від станції (3) нанесення покриттів відносно до напрямку транспортування транспортувального засобу (15) над транспортувальним засобом (15) передбачена камера підвищеного тиску.
Текст
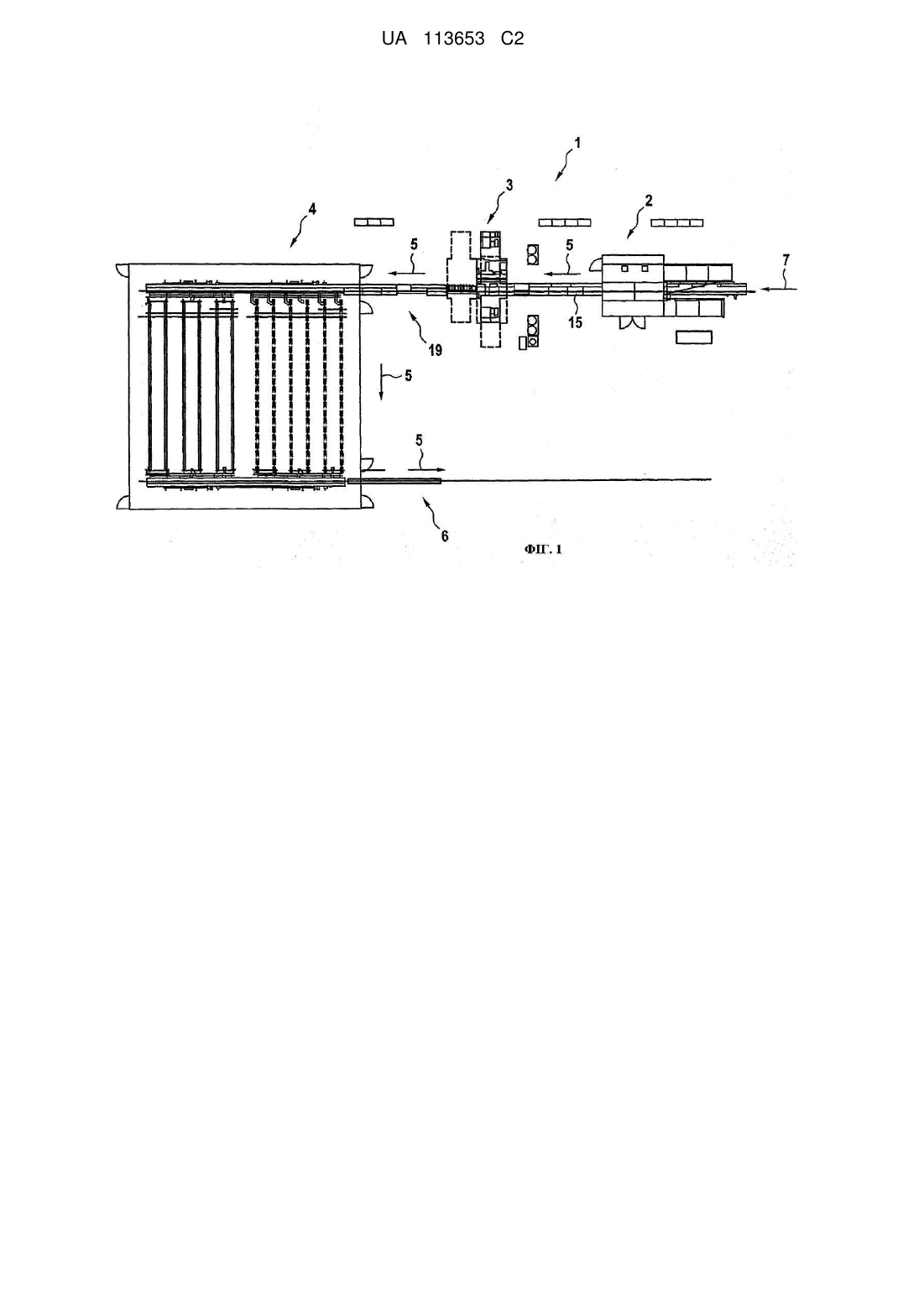
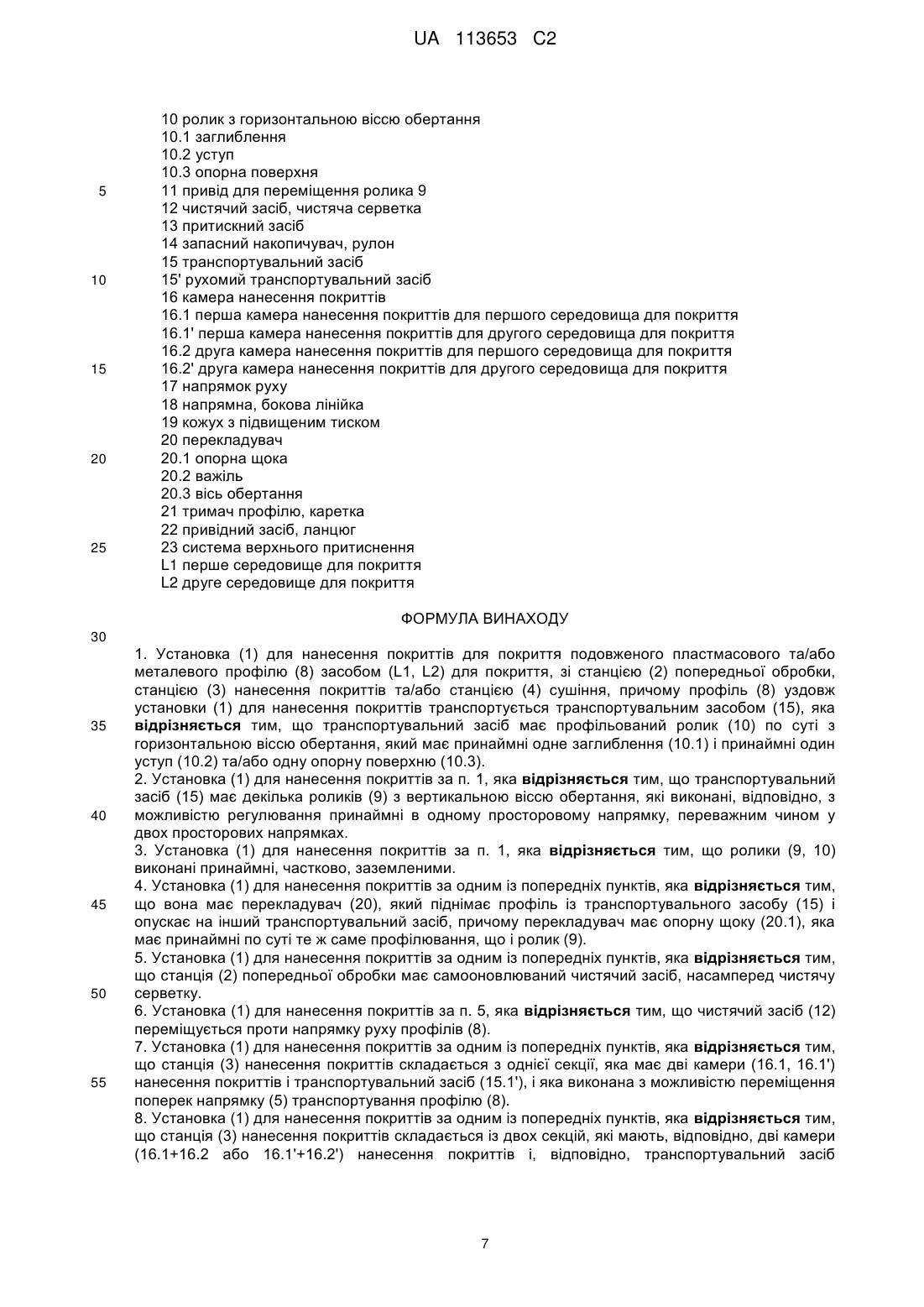
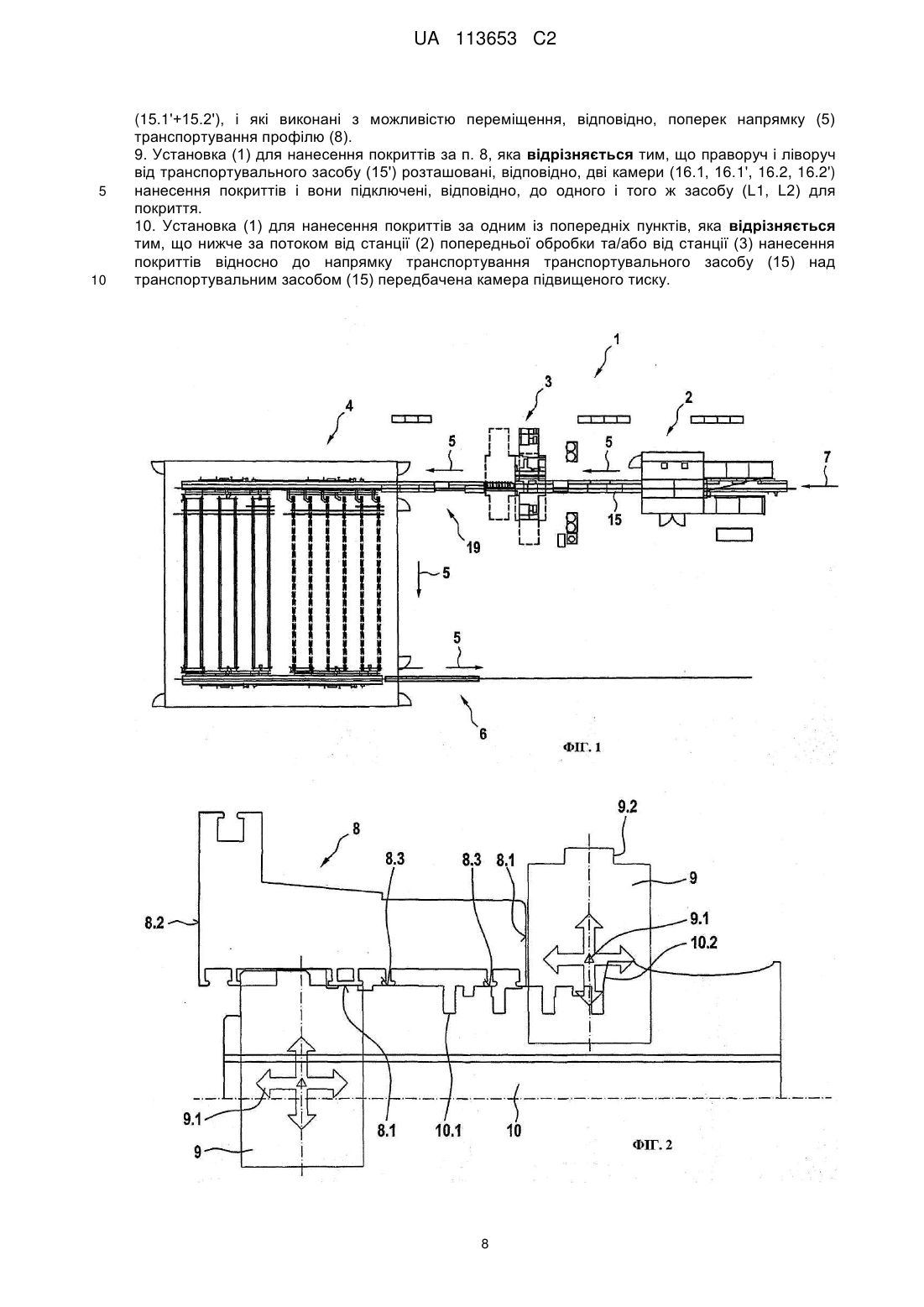
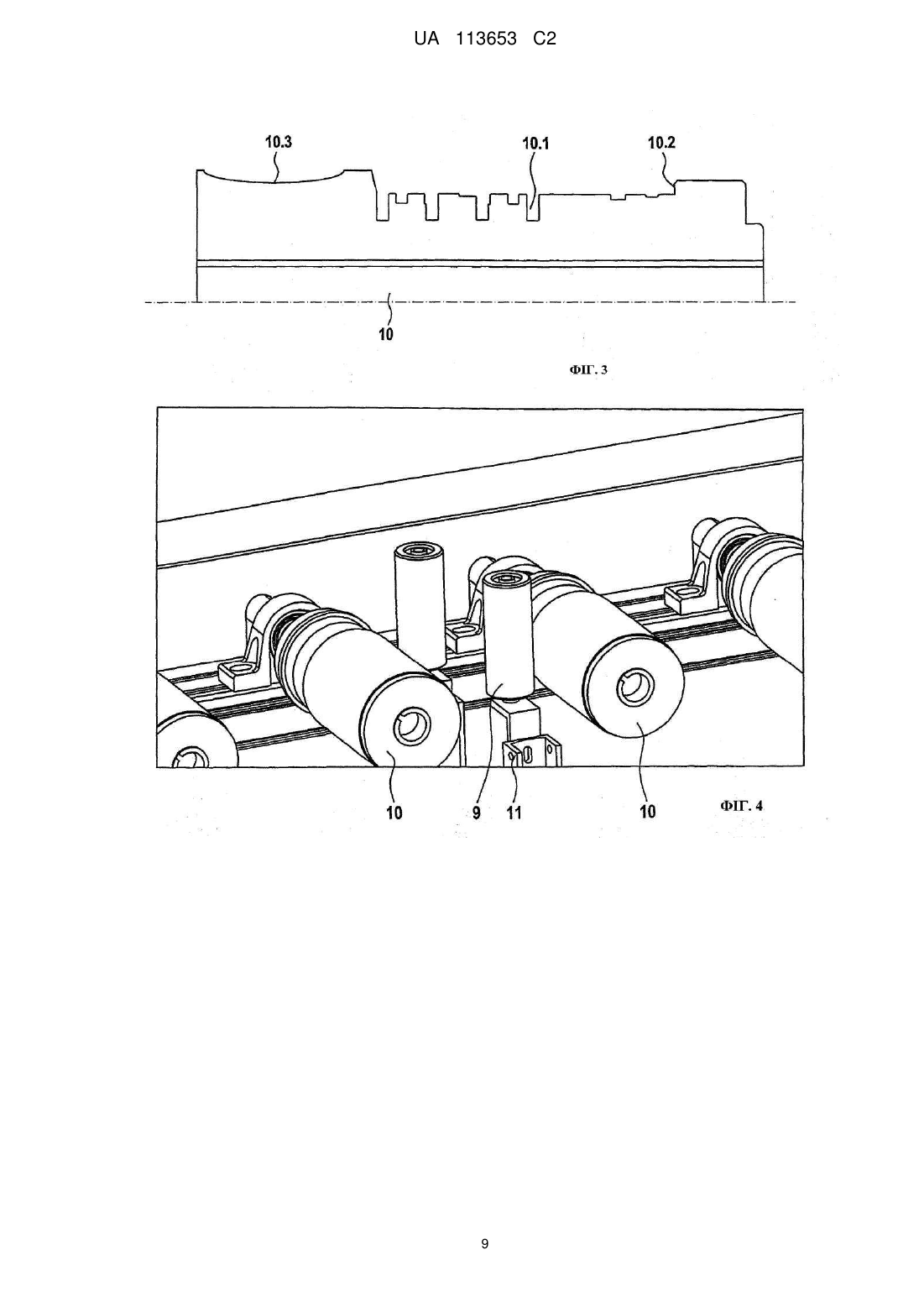
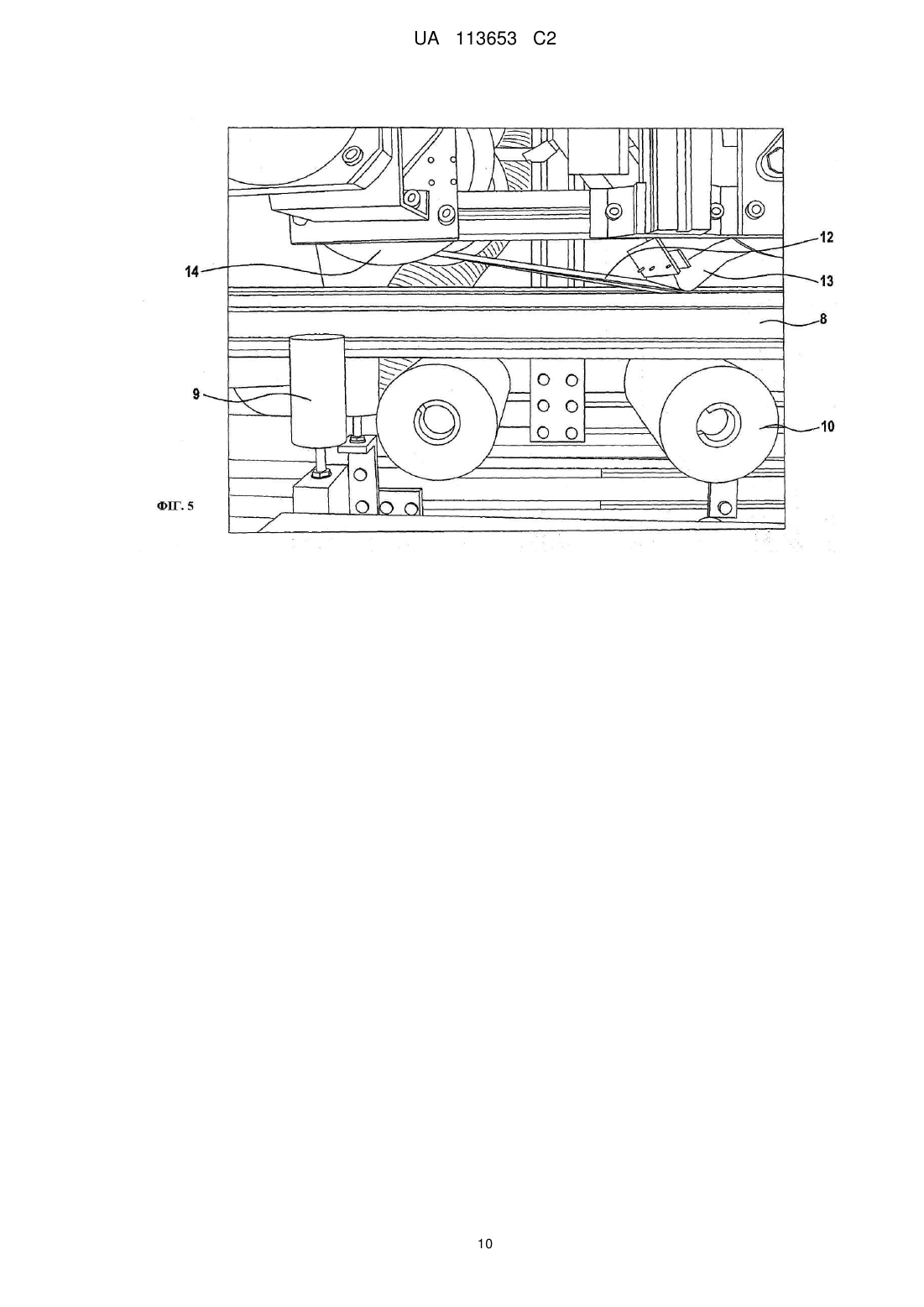
Реферат: Винахід належить до установки для нанесення покриттів для покриття подовженого пластмасового та/або металевого профілю засобом для покриття, зі станцією попередньої обробки, станцією нанесення покриттів та/або станцією сушіння, причому профіль уздовж установки для нанесення покриттів транспортується транспортувальним засобом, який має профільований ролик з горизонтальною віссю обертання, який має принаймні одне заглиблення і принаймні один уступ та/або одну опорну поверхню. UA 113653 C2 (12) UA 113653 C2 UA 113653 C2 5 10 15 20 25 30 35 40 45 50 55 60 Цей винахід відноситься до установки для нанесення покриттів для покриття подовженого дерев'яного, пластмасового та/або металевого профілю засобом для покриття, зі станцією попередньої обробки, станцією нанесення покриттів та/або станцією сушки, причому профіль уздовж установки для нанесення покриттів транспортується транспортувальним засобом. Такого роду установки для нанесення покриттів відомі із сучасного стану техніки та застосовуються, наприклад, для того, щоб покривати паркетні дошки лаком або тому подібне. Є, однак, бажання мати можливість покривати також комплексні профілі, такі як, наприклад, дверні або віконні профілі, щоб ці профілі можна було пропонувати в різних кольорах та/або із захистом від атмосферного впливу. Виходячи із зазначеного, задачею цього винаходу було надання в розпорядження установки для нанесення покриттів, за допомогою якої можуть бути покриті різні комплексні дверні та/або віконні профілі. Ця задача вирішена за допомогою установки для нанесення покриттів для покриття подовженого дерев'яного, пластмасового та/або металевого профілю засобом для покриття, зі станцією попередньої обробки, станцією нанесення покриттів та/або станцією сушки, причому профіль уздовж установки для нанесення покриттів транспортується транспортувальним засобом, причому транспортувальний засіб має профільований ролик по суті з горизонтальною віссю обертання, який має принаймні одне заглиблення та принаймні один уступ та/або одну опорну поверхню, однак, переважним образом, не має постійної упорної сторони. Здійснені стосовно даного предмета цього винаходу розкриття однаковим чином поширюються на інші предмети цього винаходу та навпаки. Цей винахід відноситься до установки для нанесення покриттів з подовженими дерев'яними, пластмасовими та/або металевими профілями, які можуть бути покриті засобом для покриття, наприклад лаком, насамперед водорозчинним лаком. При цьому частково або повністю покривається, насамперед, периметр профілю. Дана установка для нанесення покриттів має, переважним чином, станцію попередньої обробки, на якій профіль спочатку звільняється від відкладань. Слідом за видаленням відкладань може здійснюватись підготовка поверхні до лакування. Потім здійснюється покриття профілю на станції нанесення покриттів, на якій покривається поверхня профілю. Надалі, нанесений засіб для покриття, наприклад лак, згодом сушиться на станції сушки. Згідно з винаходом, дана установка для нанесення покриттів має транспортувальний засіб, який транспортує профілі від входу до виходу установки для нанесення покриттів. Далі, згідно з винаходом, даний транспортувальний засіб має принаймні один, переважним чином безліч, профільованих роликів, тобто роликів, які мають непостійний поперечний перетин. Ці профільовані ролики обертаються, переважним чином, навколо по суті горизонтальної осі обертання. Кожний ролик постачений, переважним чином, тим же самим профілем, який згідно з винаходом має принаймні одне заглиблення, принаймні один уступ та/або одну опорну поверхню. Завдяки цьому ролики проводять профіль при його транспортуванні через установку для нанесення покриттів згідно з винаходом без контакту ролика з поверхнями профілю, які покриваються. Переважним чином, кожний ролик має безліч, насамперед різних, заглиблень, уступів та/або опорних поверхонь, так що на відповідній до винаходу установці для нанесення покриттів можуть бути покриті різні профілі без необхідності заміни роликів. Далі, згідно з винаходом транспортувальний засіб та/або профільований ролик не має постійних упорних сторін для всіх різних профілів, що покриваються, тобто різні профілі не завжди мають той самий упор, а упор може бути різним від профілю до профілю. Звідси випливає високий рівень гнучкості при покритті профілів. Переважним чином, ролики встановлені на їхніх відповідних осях обертання за допомогою швидкодіючих запорів, так що вони можуть бути швидко замінені. Переважним чином, установка для нанесення покриттів згідно з винаходом має дисплей та засіб введення. За допомогою засобу введення експлуатаційник може повідомити установці для нанесення покриттів, який наступний профіль має покриватись наступним при заміні профілю. Тоді дисплей показує експлуатаційникові, як він повинен укладати профіль, що покривається, на горизонтальний ролик, тобто яка опорна поверхня профілю з якою опорною поверхнею ролика повинна контактувати та/або яку опорну поверхню профілю на яку опорну поверхню ролика необхідно укласти. По суті горизонтальні ролики можуть бути такими, що приводяться в рух, або може бути передбачено лише їх вільне обертання. Відповідно до іншого або до переважного предмета цього винаходу, транспортувальний засіб має декілька роликів по суті з вертикальною віссю обертання кожного з них, які виконані відповідно з можливістю регулювання у двох просторових напрямках, насамперед переважно у 1 UA 113653 C2 5 10 15 20 25 30 35 40 45 50 55 вертикальному та горизонтальному просторових напрямках. Дані ролики слугують у якості бокової напрямної для профілю, що покривається. Здійснені стосовно даного предмета цього винаходу розкриття однаковим чином поширюються на інші предмети цього винаходу та навпаки. Завдяки можливості регулювання роликів у двох просторових напрямках, вони можуть бути оптимальним чином підігнані до відповідного до профілю що покривається. Регулювання роликів відбувається, переважним чином, автоматично при заміні профілю. Переважним чином, передбачено по два ролики, розташовані напроти один одного, праворуч і ліворуч від профілю. Відносно напрямку транспортування профілів, переважним чином, по два ролики з вертикальною віссю обертання чергуються із профільованим роликом по суті з горизонтальною віссю обертання. Ролики по суті з вертикальною віссю обертання теж доводять до прилягання з профілем, що покривається, так, щоб вони не прилягали до поверхонь, що покриваються. Ролики по суті з вертикальною віссю обертання, переважним чином, теж мають не постійний поперечний перетин, а принаймні один уступ. При регулюванні роликів на новий профіль одночасно регулюються, переважним чином, декілька роликів з однієї сторони профілю. За рахунок цього є достатнім, якщо лише один приводний двигун переставляє безліч роликів принаймні в одному просторовому напрямку. Переважним чином, для кожного просторового напрямку передбачений принаймні один виконавчий двигун. По суті вертикальні ролики можуть приводитися в рух, або може бути передбачене лише їх вільне обертання. Згідно із переважною формою виконання транспортувальна система має верхнє притиснення, яке передбачено, насамперед, перед станцією нанесення покриттів, і притискає відповідний профіль до роликів по суті з горизонтальною віссю обертання. До виходу зі станції нанесення покриттів відповідні профілі транспортуються, переважним чином, так, що їх відповідні кінці стикаються. Проте, особливо переважно, кожний із профілів після виходу зі станції нанесення покриттів прискорюється так, що між ними встановлюється інтервал, тобто вони розділяються поштучно. В кінці партії, що покривається, передбачається, переважним чином, так звана "болванка", за допомогою якої установка для нанесень покриттів згідно з винаходом, переважним чином, розпізнає, що необхідно покривати новий профіль. Дана "болванка" залишається, переважним чином, на станції нанесення покриттів. "Болванка" може бути знову виштовхнута зі станції нанесення покриттів першим профілем нової партії. Альтернативно, "болванка" може бути також вилучена з установки для нанесення покриттів вручну. Згідно ще одному іншому переважному або відповідному до винаходу предмету цього винаходу ролики виконані, принаймні, частково заземленими, так що статичний заряд, насамперед, на профілях виникнути не може. Згідно ще одному іншому переважному або відповідному до винаходу предмету цього винаходу транспортувальний засіб має перекладувач, який піднімає профіль із транспортувального засобу та відкладає на інший транспортувальний засіб, причому перекладувач має опорну щоку, яка має, принаймні, по суті те ж саме профілювання, що і профільований ролик по суті з горизонтальною віссю обертання. Здійснені стосовно даного предмета цього винаходу розкриття однаковим чином поширюються на інші предмети цього винаходу та навпаки. Переважним чином, обидва транспортувальних засоби при піднятті або ж відкладанні відповідного профілю стоять нерухомими або ж рухаються зі зниженою швидкістю. Відповідно до іншого або до переважного предмета цього винаходу станція попередньої обробки має самооновлюваний чистячий засіб, насамперед, чистячу серветку. Здійснені стосовно даного предмета цього винаходу розкриття однаковим чином поширюються на інші предмети цього винаходу та навпаки. Самооновлюваний чистячий засіб у значенні даного винаходу означає, що забруднений чистячий засіб оновляється автоматично. Під чистячим засобом розуміється, переважним чином, чистяча серветка з паперу, целюлози, матерії та тому подібного. Дана чистяча серветка, передбачається, переважним чином, на запасному рулоні, а забруднена внаслідок чищення чистяча серветка, особливо переважно, знову намотується на рулон. Змотування та намотування чистячої серветки може відбуватись безперервно або з перериваннями, причому напрямок руху чистячої серветки, особливо переважно, є протилежним напрямку транспортування профілів. Чистяча серветка, переважним чином, притискається до профілю, який покривається, насамперед до поверхонь 2 UA 113653 C2 5 10 15 20 25 30 35 40 45 50 55 60 профілю, які повинні бути покриті. За допомогою переміщення чистячої серветки відносно профілю, з профілю видаляються забруднення. Переважним чином, вище за напрямом руху перед очищенням передбачене попереднє очищення, під час якого видаляється бруд, який злегка пристав, та/або поверхня профілю, що покривається, робиться шорсткуватою. Дане попереднє очищення здійснюється, наприклад, за допомогою очищення щітками, насамперед дуже тонкими щітками із кольорових металів, особливо переважно бронзовими щітками. Нижче за потоком від попереднього очищення передбачена, переважним чином, деіонізація профілів. Далі або альтернативно, здійснюється, переважним чином, нанесення, насамперед, рідкого або газоподібного чистячого засобу, наприклад, за допомогою сопел, насамперед сопел тонкого розпилення. Після цього даний чистячий засіб знову стирається із профілю, переважним чином, чистячою серветкою. Слідом за протиранням, переважним чином, профіль звільняється від залишків чистячих засобів за допомогою відфільтрованого повітря, для чого він, наприклад, обдувається. Станція попередньої обробки знаходиться, переважним чином, у приміщенні, яке знаходиться під пониженим тиском, так що пари чистячих засобів, зо виникають, можуть бути відсмоктані. Альтернативно або додатково, профіль може бути оброблений за допомогою полум'я, наприклад за допомогою газового полум'я або плазмового струменя. Згідно із іще одним іншим або переважним предметом цього винаходу, станція нанесення покриттів установки для нанесення покриттів складається із двох секцій, кожна з яких має по дві камери нанесення покриттів і транспортувальний пристрій, та кожна із яких передбачена здатною переміщуватись поперек напрямку транспортування заготовки. Здійснені стосовно даного предмета цього винаходу розкриття однаковим чином поширюються на інші предмети цього винаходу та навпаки. Відносно напрямку руху профілів обидві секції розташована одна за іншою. Переважним чином, кожна камера нанесення покриттів має вхідну та вихідну матриці, кожна з яких підігнана до поперечного перетину профілю, що покривається. Внаслідок того, що станція нанесення покриттів має дві секції з відповідно двома камерами нанесення покриттів, можливе дуже швидке переналагодження установки на новий профіль та/або на нове середовище для покриття, тому що для покриття відповідного профілю завжди використовується тільки одна із чотирьох камер нанесення покриттів. У секції, камери нанесення покриттів якої не використовуються, її транспортувальний засіб використовується для того, щоб транспортувати профіль далі. Згідно із переважною формою виконання, передбачено відповідно по дві камери нанесення покриттів праворуч і ліворуч від транспортувального засобу, та обидві камери нанесення покриттів з однієї сторони відповідно підключені до того самого засобу для покриття. Згідно з іще однією іншою переважною або відповідною до винаходу формою виконання цього винаходу передбачено, що нижче за потоком від станції попередньої обробки та/або від станції нанесення покриттів над транспортувальним засобом знаходиться камера підвищеного тиску. За допомогою даної камери підвищеного тиску забезпечується запобігання контакту запиленого повітря з очищеним та/або покритим профілем. Підвищений тиск утворюється, переважним чином, очищеним, насамперед відфільтрованим, повітрям. Далі винаходи роз'яснюються за допомогою фігур 1-10. Дані роз'яснення є лише прикладами та не обмежують загальних ідей винаходу. Роз'яснення відносяться однаковою мірою до всіх предметів цього винаходу. Фіг. 1 показує установку для нанесення покриттів згідно з винаходом. Фіг. 2 показує напрямний засіб установки для нанесення покриттів. Фіг. 3 показує профілювання транспортувального засобу. Фіг. 4 показує інші деталі транспортувального засобу, насамперед вертикально розташовані напрямні ролики між власне транспортувальними роликами. Фіг. 5 показує очищення профілю серветкою. Фіг. 6 показує деталі станції нанесення покриттів для швидкої заміни кольору або ж профілю. Фіг. 7 показує вхідну зону станції нанесення покриттів. Фіг. 8 показує перекладувач. Фіг. 9 показує зону передачі між напрямним засобом і станцією сушки. Фіг. 10 показує вихідну зону станції сушки. Фіг. 1 показує установку 1 для нанесення покриттів згідно з винаходом, яка в даному випадку має станцію 2 попередньої обробки, станцію 3 нанесення покриттів і станцію 4 сушки. Профілі, що покриваються, укладаються на вході 7 на транспортувальний засіб 15 і після цього 3 UA 113653 C2 5 10 15 20 25 30 35 40 45 50 55 60 транспортуються за допомогою даного транспортувального засобу 15 на станцію попередньої обробки. Там відбувається очищення профілю, насамперед його поверхонь, що покриваються. Переважним чином, очищення складається з попереднього очищення, при якому видаляється бруд, що злегка пристав, наприклад щітками, насамперед тонкими щітками з кольорових металів, насамперед бронзовими щітками, і при необхідності поверхня профілів одночасно робиться злегка шорсткуватою. Після закінченню цього слідує деіонізація заготовок за допомогою відповідного пристрою, а потім, наприклад, хімічна попередня обробка профілів рідкою або газоподібною субстанцією, яка наноситься на профіль за допомогою, наприклад, сопел тонкого розпилення, а потім знову видаляється протиральною серветкою. Альтернативно або додатково, на станції попередньої обробки може здійснюватись обробка профілів за допомогою полум'я, наприклад, за допомогою газового полум'я або плазмового струменя, наприклад, по поверхні профілю. Потім профіль транспортується транспортувальним засобом 15 у зображеному за допомогою стрілки 5 напрямку на станцію нанесення покриттів. Зона між станцією 2 попередньої обробки та станцією 3 нанесення покриттів, переважним чином, захищена кожухом, насамперед кожухом з підвищеним тиском, щоб запобігти повторному забрудненню очищених профілів. До виходу зі станції 3 нанесення покриттів профілі транспортуються так, що їх торцеві сторони відповідно стикаються. Станція 3 нанесення покриттів має принаймні одну камеру нанесення покриттів, через яку профіль транспортується та при цьому покривається. При цьому нанесення покриття може здійснюватись на зовнішній периметр профілю та/або на поверхні, що знаходяться всередині, причому кольори відповідно можуть бути різними. Зовнішній периметр теж може бути покритий, наприклад, різними кольорами. Камера нанесення покриттів має, переважним чином, вхідну та вихідну матриці, поперечний перетин яких підігнано до поперечного перетину профілю, що покривається, так що між матрицею та профілем є лише малий зазор. Усередині камери переважає, переважним чином, трохи знижений тиск. В області вхідної матриці розташовано, переважним, чином, безліч сопел для розпилення засобу для покриття, які наносять середовище для покриття на профіль. У камері нанесення покриттів, насамперед в області вихідної матриці, зайвий матеріал покриття знову відсмоктується із профілю, насамперед за допомогою того, що повітря, яке підсмоктується, втягується крізь зазор між матрицею та профілем. Після лакування профілі рухаються, переважним чином, через прискорювану ділянку, насамперед прискорюваний рольганг, внаслідок чого між профілями утворюється проміжок. Даний проміжок потрібен, насамперед, для того, щоб передавати профілі із транспортувального засобу 15 на станцію 4 сушки. У сушарці станції сушки профілі транспортуються, як це позначено також за допомогою стрілки 5, безперервно або з перериваннями. Напрямок руху транспортувального засобу в сушарці передбачений тут під прямим кутом до напрямку транспортування в камері нанесення покриттів. Для цього сушарка має транспортувальний засіб, у якому передбачена одна доріжка або декілька доріжок, у цьому випадку - дві доріжки, тобто через сушарку транспортується два профілі паралельно, у цьому випадку - один біля одного. Кероване за допомогою світлового затвора транспортування відповідного профілю зупиняється або перед однією, або перед іншою доріжкою, і потім відповідний профіль піднімається із транспортувального засобу 15 і опускається на транспортувальний засіб сушильного пристрою. Підняття відповідного профілю може здійснюватись за допомогою підйомника, як він зображений, наприклад, на фіг. 8, або за допомогою переміщуючого транспортувального пристрою. Транспортувальний пристрій у сушарці складається з безлічі тримачів, які передбачені один за одним на безкінечному транспортувальному ланцюзі, та від якого вони приводяться в рух у тактовому режимі. Переважним чином, передбачена безліч таких тримачів профілю/ транспортувальних ланцюгів/ транспортувальних засобів паралельно один одному. Після укладення нового профілю на вході сушарки на один або декілька тримачів профілю він рухається через сушарку до станції підняття на виході. Там аналогічним або ідентичним піднімальним пристроєм профіль піднімається із тримача (тримачів) профілю та опускається на вихідний рольганг, за допомогою якого він транспортується до виходу 6. Укладення невисушеного профілю відбувається, переважним чином, не одночасно з підняттям висушеного профілю, а обидві ці станції приводяться в дію, переважним чином, окремо одна від одної, тобто після укладення невисушеного профілю на вході сушарки висушений профіль на виході сушарки піднімається і т.д. При укладенні або ж піднятті транспортувальний засіб, переважним чином, стоїть. Завдяки цьому тримачі профілю завжди знаходяться у точній станції укладення або ж у точній станції підняття та поздовжні подовження в результаті зношування або внаслідок коливань температури ланцюга не відіграють ніякої ролі для станціонування тримачів профілю. При необхідності є, однак, можливість того, що тримачі профілю здійснюють поздовжнє переміщення, яке орієнтується за 4 UA 113653 C2 5 10 15 20 25 30 35 40 45 50 55 60 поздовжнім переміщенням перекладувача та внаслідок цього втримує станцію профілів на перекладувачі відносно тримача профілю. Вивіз профілів після сушки може здійснюватись за допомогою профільованих транспортувальних роликів або непрофільованої прямої транспортувальної системи. У переважній формі виконання кожний профіль після сушки може бути ще обтягнутий захисною плівкою та після цього покладений, наприклад, на піддон. За допомогою установки згідно з винаходом можуть покриватись профілі будь-якого типу. Переважним чином, мова йде про пластмасові, насамперед із ПВХ, або металеві, насамперед алюмінієві, профілі. Насамперед, за допомогою установки покриваються профілі для виготовлення рами вікна або дверей. Фіг. 2 і 3 показують деталі транспортувального засобу 15, на якому зображений профіль 8, що покривається. Цей профіль 8 повинен бути покритий на поверхні 8.2, яка покривається. Для того щоб профіль можна було транспортувати в точній станції, транспортувальний засіб має профільований ролик 10, який передбачений таким, що обертаються навколо горизонтальної осі. Даний профільований транспортувальний ролик має принаймні одне, у цьому випадку безліч заглиблень 10.1, а також принаймні один уступ 10.2 та/або принаймні одну опорну поверхню 10.3. Кожний вертикальний напрямний ролик 9, як зображено за допомогою подвійних стрілок 9.1, виконаний з можливістю регулювання у двох спрямованих перпендикулярно один одному просторових напрямках, які розташовані, переважним чином, в одній площині. Альтернативно, принаймні один напрямний ролик може бути виконаний таким, що також переміщується лише в одному напрямку. Завдяки цьому профіль 8 може направлятись збоку без контактування роликів 9 з поверхнею 8.2, яка покривається. Крім того, можна виявити, що ролики 9, переважним чином, теж мають уступ 9.2, завдяки чому знову підвищується гнучкість їх застосування для бокового спрямування профілю 8. Фахівець розуміє, що завдяки виконанню безлічі заглиблень, або ж принаймні одного уступу, та принаймні однієї, переважним чином декількох, опорних поверхонь, є можливим покриття безлічі різних профілів без необхідності заміни ролика 10 або ж роликів 9. Припасування ролика 9 до відповідного профілю здійснюється, переважним чином, автоматично після того, як робітник задасть установці, який профіль має покриватись наступним. Особливо переважно, установка має дисплей, який показує робітникові, як він повинен укладати відповідний профіль 8 на ролик 10. Фіг. 4 ще раз показує просторове розташування горизонтальних профільованих роликів 10 або ж роликів 9, що обертаються навколо вертикальної осі обертання. Між двома роликами 10, переважним чином, розташовано два ролики 9, які знаходяться праворуч і ліворуч від профілю і які, особливо переважно, передбачені відносно напрямку руху профілю не лежачими один напроти одного, а, переважним чином, зміщеними відносно один одного. Обидва ролики 9 передбачені відповідно на приводі 11 для зміни їх положення, як було роз'яснено за допомогою фігур 2 і 3. Фіг. 5 показує частину станції 2 попередньої обробки установки для нанесення покриттів згідно з винаходом. У даному випадку видалення розчинених забруднень та/або нанесеного розчинника здійснюється за допомогою чистячої серветки 12, яка в даному випадку притискається до поверхні, що очищається, за допомогою, переважним чином, гнучкого притискного засобу 13. Профіль, що покривається, переміщається відносно чистячого засобу, у цьому випадку - зліва на право. Чистячим засобом у даному випадку є чистяча серветка, яка безперервно або з перериваннями змотується із запасного рулону (правий рулон), і одночасно забруднена чистяча серветка знову намотується на запасний рулон 14. Напрямок руху чистячої серветки є, переважним чином, протилежним напрямку руху профілю, що покривається. Змотування та намотування може відбуватись безперервно або з перериваннями. Внаслідок того, що нова, невикористана чистяча серветка надається безперервно або частково безперервно, якість очищення профілів, що покриваються, зберігається постійною. Фіг. 6 показує деталі станції 3 нанесення покриттів. У даному випадку вона складається із двох секцій, першої секції 16.1, 15.1', 16.1', а також другої секції 16.2, 15.2', 16.2', кожна з яких, як зображено за допомогою подвійної стрілки 17, передбачена такою, що пересувається перпендикулярно напрямку транспортування транспортувального засобу 15. Кожна секція складається відповідно із двох камер 16.1, 16.1' а також 16.2, 16.2' нанесення покриттів, між якими передбачено по транспортувальному засобу 15 1', 15.2'. У зображеному випадку транспортувальний засіб 15. 1' передбачений на одній лінії із транспортувальним засобом 15. Крім того, на одній лінії із транспортувальним засобом 15 передбачена камера 16.2 нанесення покриттів, тобто в зображеному прикладі дана камера 16.2 нанесення покриттів покриває профіль. У камерах 16.1, 16.2 нанесення покриттів профіль покривається відповідно тим самим лаком L1, причому вхідні або ж вихідні матриці обох камер 16.1, 16.2 нанесення покриттів можуть відрізнятися. Те ж саме відноситься до камер 16.1', 16.2' нанесення покриттів, причому 5 UA 113653 C2 5 10 15 20 25 30 35 40 45 50 55 60 ці камери нанесення покриттів покривають профіль лаком L2. У зображеному прикладі профіль покривається лаком L1, і профіль, що покривається, має підходящий до матриці камери 16.2 поперечний перетин. Для випадку, коли повинен бути збережений колір, але необхідно покривати інший профіль, нижня секція зміщується вліво, так що транспортувальний засіб 15.2' знаходиться на одній лінії із транспортувальним засобом 15. Верхня секція зміщується вправо, так що камера 16.1 нанесення покриттів знаходиться на одній лінії із транспортувальним засобом 15. Якщо необхідно покривати профілі лаком L2, то на одній лінії із транспортувальним засобом 15 повинна бути передбачена одна з камер. 16.1' або 16.2'. Завдяки даній конфігурації станції 3 нанесення покриттів при заміні профілю та/або засобу для покриття час простою установки для нанесення покриттів знижується до мінімуму. Фахівець розуміє, що кожна з обох секцій може бути обладнана також тільки однієї камерою нанесення покриттів. У цьому випадку забезпечується принаймні швидка заміна засобу для покриття або профілю. Крім цього, фахівець розуміє, що для того, щоб виконати відповідну швидку заміну, можна також застосувати тільки одну з двох подвійних секцій. Фіг. 7 показує зону безпосередньо вище за потоком від камери нанесення покриттів. Можна чітко бачити обидві бокові лінійки, що приводяться в рух з можливістю переміщення окремо по висоті та/або ширині, а також систему верхнього притиснення, що приводиться в рух з можливістю потрійного переміщення (висота + ширина + обертання), яка має подвійний ролик, який знаходиться в зачепленні з верхньою стороною профілю. Далі, можна виявити, що між обома роликами верхнього притиснення праворуч і ліворуч знаходиться боковий напрямний ролик. Фіг. 8 показує перекладувач 20, який у даному випадку виконаний у вигляді кривошипнокоромислового механізму з важелем 20.2, а також з опорною щокою 20.1. Можна бачити важіль 20.2 у положенні підняття (ліве положення), а також у положенні передачі (праве положення), а також у двох проміжних положеннях. Поворотна вісь перекладувача передбачена паралельною напрямку 5 транспортування. Опорна щока 20.1 має, переважним чином, той же самий, принаймні, подібний профіль, що і профільований ролик 10, так що вона може переймати профіль 8 у заданому положенні, і за допомогою повороту, у даному випадку - за годинниковою стрілкою, приймати від транспортувальної системи 15, і заданим чином передавати на транспортувальну систему сушарки. Цей перекладувач передбачений на вході та може бути застосований також на виході сушарки. Фіг. 9 показує вхід сушарки. Ліворуч можна бачити транспортувальну систему 15 з її горизонтальними роликами 10 і її вертикальними роликами 9. Якраз праворуч можна бачити вхідну зону станції 4 сушки з її транспортувальним засобом, який складається з безлічі безкінечних ланцюгів 22, на яких передбачені тримачі 21 профілю. У даному випадку станція сушки оснащена двома паралельними транспортувальними системами, так що між транспортувальним засобом 15 і вхідною зоною станції сушки передбачено також два паралельних перекладувача 20, що працюють незалежно один від одного. Після укладення на вході (станція укладення) нового профілю, транспортувальний ланцюг рухається через сушарку в станцію підняття у вихідній точці. Там за допомогою подібного або ідентичного піднімального пристрою 20 профіль піднімається із тримачів профілю та укладається на вихідний рольганг (зрівняй з фіг. 10). Після цього транспортувальний ланцюг з наступним тримачем профілю рухається в станцію укладення. При цьому є перевагою те, що станція укладення та станція підняття не знаходяться у тому самому положенні зупинки. Завдяки цьому можна через автоматичний натяжний пристрій ланцюга компенсувати поздовжнє подовження транспортувального ланцюга, не доводячи до зміщень станції тримача заготовки в станції укладення або в станції підняття. ПЕРЕЛІК ПОСИЛАЛЬНИХ ПОЗНАЧЕНЬ 1 установка для нанесення покриттів 2 станція попередньої обробки 3 станція нанесення покриттів 4 станція сушки 5 транспортувальний пристрій заготовки 6 вихід 7 вхід 8 пластмасовий та/або металевий профіль 8.1 опорна поверхня 8.2 поверхня, що покривається 8.3 опорна поверхня 9 ролик з вертикальною віссю обертання 9.1 напрямок 6 UA 113653 C2 5 10 15 20 25 10 ролик з горизонтальною віссю обертання 10.1 заглиблення 10.2 уступ 10.3 опорна поверхня 11 привід для переміщення ролика 9 12 чистячий засіб, чистяча серветка 13 притискний засіб 14 запасний накопичувач, рулон 15 транспортувальний засіб 15' рухомий транспортувальний засіб 16 камера нанесення покриттів 16.1 перша камера нанесення покриттів для першого середовища для покриття 16.1' перша камера нанесення покриттів для другого середовища для покриття 16.2 друга камера нанесення покриттів для першого середовища для покриття 16.2' друга камера нанесення покриттів для другого середовища для покриття 17 напрямок руху 18 напрямна, бокова лінійка 19 кожух з підвищеним тиском 20 перекладувач 20.1 опорна щока 20.2 важіль 20.3 вісь обертання 21 тримач профілю, каретка 22 привідний засіб, ланцюг 23 система верхнього притиснення L1 перше середовище для покриття L2 друге середовище для покриття ФОРМУЛА ВИНАХОДУ 30 35 40 45 50 55 1. Установка (1) для нанесення покриттів для покриття подовженого пластмасового та/або металевого профілю (8) засобом (L1, L2) для покриття, зі станцією (2) попередньої обробки, станцією (3) нанесення покриттів та/або станцією (4) сушіння, причому профіль (8) уздовж установки (1) для нанесення покриттів транспортується транспортувальним засобом (15), яка відрізняється тим, що транспортувальний засіб має профільований ролик (10) по суті з горизонтальною віссю обертання, який має принаймні одне заглиблення (10.1) і принаймні один уступ (10.2) та/або одну опорну поверхню (10.3). 2. Установка (1) для нанесення покриттів за п. 1, яка відрізняється тим, що транспортувальний засіб (15) має декілька роликів (9) з вертикальною віссю обертання, які виконані, відповідно, з можливістю регулювання принаймні в одному просторовому напрямку, переважним чином у двох просторових напрямках. 3. Установка (1) для нанесення покриттів за п. 1, яка відрізняється тим, що ролики (9, 10) виконані принаймні, частково, заземленими. 4. Установка (1) для нанесення покриттів за одним із попередніх пунктів, яка відрізняється тим, що вона має перекладувач (20), який піднімає профіль із транспортувального засобу (15) і опускає на інший транспортувальний засіб, причому перекладувач має опорну щоку (20.1), яка має принаймні по суті те ж саме профілювання, що і ролик (9). 5. Установка (1) для нанесення покриттів за одним із попередніх пунктів, яка відрізняється тим, що станція (2) попередньої обробки має самооновлюваний чистячий засіб, насамперед чистячу серветку. 6. Установка (1) для нанесення покриттів за п. 5, яка відрізняється тим, що чистячий засіб (12) переміщується проти напрямку руху профілів (8). 7. Установка (1) для нанесення покриттів за одним із попередніх пунктів, яка відрізняється тим, що станція (3) нанесення покриттів складається з однієї секції, яка має дві камери (16.1, 16.1') нанесення покриттів і транспортувальний засіб (15.1'), і яка виконана з можливістю переміщення поперек напрямку (5) транспортування профілю (8). 8. Установка (1) для нанесення покриттів за одним із попередніх пунктів, яка відрізняється тим, що станція (3) нанесення покриттів складається із двох секцій, які мають, відповідно, дві камери (16.1+16.2 або 16.1'+16.2') нанесення покриттів і, відповідно, транспортувальний засіб 7 UA 113653 C2 5 10 (15.1'+15.2'), і які виконані з можливістю переміщення, відповідно, поперек напрямку (5) транспортування профілю (8). 9. Установка (1) для нанесення покриттів за п. 8, яка відрізняється тим, що праворуч і ліворуч від транспортувального засобу (15') розташовані, відповідно, дві камери (16.1, 16.1', 16.2, 16.2') нанесення покриттів і вони підключені, відповідно, до одного і того ж засобу (L1, L2) для покриття. 10. Установка (1) для нанесення покриттів за одним із попередніх пунктів, яка відрізняється тим, що нижче за потоком від станції (2) попередньої обробки та/або від станції (3) нанесення покриттів відносно до напрямку транспортування транспортувального засобу (15) над транспортувальним засобом (15) передбачена камера підвищеного тиску. 8 UA 113653 C2 9 UA 113653 C2 10 UA 113653 C2 11 UA 113653 C2 12 UA 113653 C2 13 UA 113653 C2 Комп’ютерна верстка М. Мацело Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 14
ДивитисяДодаткова інформація
Назва патенту англійськоюCoating system
Автори англійськоюSchiele, Stefan
Автори російськоюШиле Штэфан
МПК / Мітки
МПК: B65G 21/20, B05B 13/02, B65G 39/18, B05B 15/12
Мітки: установка, покриттів, нанесення
Код посилання
<a href="https://ua.patents.su/16-113653-ustanovka-dlya-nanesennya-pokrittiv.html" target="_blank" rel="follow" title="База патентів України">Установка для нанесення покриттів</a>
Пристосування для використання в установці для нанесення на деталі покриттів, пристрій модульного типу, установка для нанесення покриттів на деталі і спосіб нанесення покриттів
Номер патенту: 49876
Опубліковано: 15.10.2002
Автори: Бьорнс Стівен Майкл, Менчетті Джон Уілліам
МПК: C23C 16/00, B05C 13/00, C23C 14/00
Мітки: пристрій, покриттів, типу, спосіб, використання, модульного, нанесення, установці, деталі, пристосування, установка
Формула / Реферат:
1. Пристосування для використання в установці для нанесення на деталі покриттів, що містить центральний елемент та пристрої для кріплення великої кількості деталей, на які необхідно нанести покриття, виконані таким чином, що поверхні деталей, на які наноситься покриття, виявляються розташованими на деякій відстані від зовнішньої поверхні центрального елемента, при цьому для нанесення на деталі покриття пристосування виконано з можливістю...
Установка для проточного нанесення гальванічних покриттів
Номер патенту: 35860
Опубліковано: 16.04.2001
Автори: Агліулін Роман Равілійович, Шепеленко Ігор Віталійович, Черновол Михайло Іванович, Наливайко Володимир Миколайович, Катеринич Станіслав Євгенович, Солових Євген Костянтинович, Солових Андрій Євгенович
МПК: H01M 6/00
Мітки: проточного, гальванічних, покриттів, установка, нанесення
Формула / Реферат:
1. Установка для проточного нанесення гальванічних покриттів, яка складається з системи подачі повітря, яка містить компресор, ресивер нагнітання, повітряний фільтр, редуктор тиску, вентилі з електромагнітним приводом і трубопроводи, електричну чарунку та дві ємкості для електроліта, яка відрізняється тим, що ємкості виконані циліндричної форми з конусоподібним дном, при цьому з боку зрізаної вершини встановлений штуцер.2. Установка...
Установка для нанесення покриттів

Номер патенту: 67171
Опубліковано: 10.02.2012
Автори: Мінаєв Микола Олександрович, Сисоєв Андрій Юрійович, Сисоєв Юрій Олександрович, Костюк Геннадій Ігорович
МПК: C23C 14/00
Мітки: установка, нанесення, покриттів
Формула / Реферат:
1. Установка для нанесення покриттів, що містить вакуумну камеру із вакуумно-дуговим джерелом плазми і приєднаним до нього блоком живлення дугового розряду, тримач підкладки із виробами, що оброблюються, розташований всередині вакуумної камери, високовольтний блок іонного очищення із системою захисту і сполучну лінію, підключену входом до виходу високовольтного блока іонного очищення із системою захисту, а виходом до тримача підкладки і...
Установка для іонно-плазмового нанесення покриттів
Номер патенту: 5699
Опубліковано: 15.03.2005
Автори: Литвиненко Володимир Вікторович, Клепіков Вячеслав Федорович, Базалєєв Микола Іванович
МПК: H05H 1/26
Мітки: іонно-плазмового, установка, покриттів, нанесення
Формула / Реферат:
Установка для іонно-плазмового нанесення покриттів у вакуумі, що складається з вакуумної камери, що має штуцери для подачі та відводу інертних газів, підкладинкоутримувача, електродугового джерела плазми, яке включає вмикаюче джерело живлення, підпалюючий пристрій, анод, катод, плазмовід з розташованим на ньому фокусуючим соленоїдом та селектором іонів, містить модулятор - оптично прозорий електрод, охоплений електромагнітною котушкою та...
Детонаційно-газова установка для нанесення покриттів
Номер патенту: 70158
Опубліковано: 15.09.2004
Автори: Кадиров Валерій Хабібович, Ремесло Віктор Васильович, Скринський Петро Лукич
МПК: B05B 7/16
Мітки: детонаційно-газова, покриттів, установка, нанесення
Формула / Реферат:
Детонаційно-газова установка для нанесення покриттів, що містить стовбур з камерою вибуху, пристрій подачі порошку, свічку запалювання та газові розподільники, магістралі палива, кисню і повітря, пульт управління подачі газів, який складається із ресивера повітря, електромагнітних клапанів, індикаторів та регуляторів витрати газів, а також електричний пульт управління, газові розподільники мають прохідні канали для подачі палива та кисню з...
Попередній патент: Електроліт для пасивації срібла та срібних покриттів
Наступний патент: Спосіб гіперзвукового захисту танка гальченко і модуль комплексу активного його захисту
Випадковий патент: Добавка антидетонаційна універсальна до автомобільних бензинів "дау-1а"