Установка для нанесення покриттів
Номер патенту: 67171
Опубліковано: 10.02.2012
Автори: Костюк Геннадій Ігорович, Мінаєв Микола Олександрович, Сисоєв Юрій Олександрович, Сисоєв Андрій Юрійович



Формула / Реферат
1. Установка для нанесення покриттів, що містить вакуумну камеру із вакуумно-дуговим джерелом плазми і приєднаним до нього блоком живлення дугового розряду, тримач підкладки із виробами, що оброблюються, розташований всередині вакуумної камери, високовольтний блок іонного очищення із системою захисту і сполучну лінію, підключену входом до виходу високовольтного блока іонного очищення із системою захисту, а виходом до тримача підкладки і вакуумної камери, яка відрізняється тим, що в установку введена додаткова система захисту, підключена з однієї сторони до виходу сполучної лінії, а з іншої сторони до тримача підкладки і вакуумної камери.
2. Установка за п. 1, яка відрізняється тим, що як додаткову систему захисту використовують тиристор, катодом приєднаний до негативного виводу сполучної лінії, анодом до позитивного виводу сполучної лінії, а входом підключений до виходу датчика струму в ланцюзі тримача підкладки.
Текст
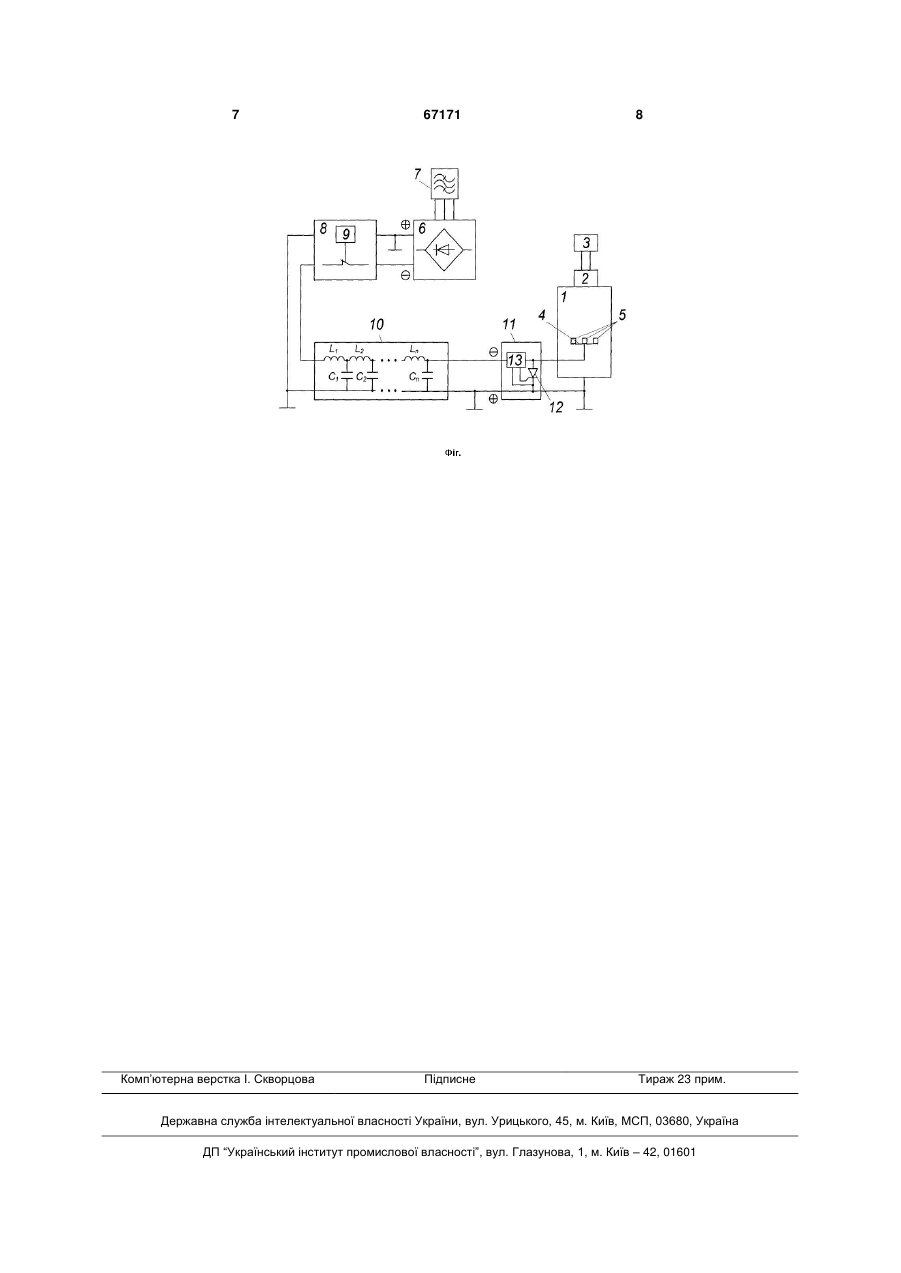
1. Установка для нанесення покриттів, що містить вакуумну камеру із вакуумно-дуговим джерелом плазми і приєднаним до нього блоком живлення дугового розряду, тримач підкладки із виробами, що оброблюються, розташований всередині 3 ковольтного тліючого розряду, що також знижує ефективність процесу іонного очищення. Найбільш близьким по технічній суті до установки нанесення покриттів, що заявляється, є пристрій по авт. свід. СРСР № 1450398, що вибраний як прототип. Даний пристрій містить вакуумну камеру із джерелом плазми і приєднаним до нього блоком живлення дугового розряду, тримач підкладки із оброблюваними виробами, розташований всередині вакуумної камери, високовольтний блок іонного очищення із системою захисту й сполучну лінію, підключену входом до виходу високовольтного блока іонного очищення із системою захисту, а виходом до тримача підкладки і вакуумної камери. У даному пристрої як система захисту від утворення мікродугових прив'язок на поверхні виробів використовується ключ на електронній лампі, що забезпечує імпульсну подачу високої напруги на тримач підкладки тривалістю декілька мкс із паузами близької тривалості. Таке технічне рішення значно знижує імовірність утворення мікродугових прив'язок на поверхні оброблюваних виробів. Разом з тим пристрою-прототипу властиві істотні недоліки, розглянуті нижче. 1. Використання імпульсного режиму іонного очищення збільшує час проведення процесу. При імпульсній послідовності, близькій до меандру, тривалість іонного очищення збільшиться більш ніж в 2 рази, що, природно, знижує продуктивність роботи всієї установки в цілому і не завжди дозволяє отримати необхідну якість покриттів за рахунок більшого часу досягнення необхідної температури поверхні виробу. 2. Для кожного виду покриттів і матеріалу оброблюваних деталей необхідно визначати найбільш відповідний режим між тривалістю імпульсу й паузою між ними. Це пов'язане з тією обставиною, що за час паузи на оброблюваній поверхні йде формування плівки з атомів і іонів плазми, що генеруються джерелом плазми. За час, рівний тривалості імпульсу, необхідно не тільки видалити плівку, що утворилася, але й зробити очищення й самої поверхні матеріалу деталі. Оскільки матеріали мають коефіцієнти розпилення, які відрізняються, то й час видалення плівок різних матеріалів буде різним. Все це в остаточному підсумку позначається на якості покриттів. 3. У даному пристрої сполучна лінія, що забезпечує електричний зв'язок високовольтного блока іонного очищення і системи захисту з тримачем підкладки, підключена входом до виходу високовольтного блока іонного очищення із системою захисту, а виходом до тримача підкладки і вакуумної камери. Таке схемне рішення приводить до того, що при відключенні високовольтного блока іонного очищення системою захисту енергія, яка запасена в сполучній лінії, буде йти на підживлення виниклих мікроприв'язок, що приводить до зниження якості виробів, що обробляються. При експлуатації у виробничих умовах, як правило, всі допоміжні системи розташовують в окремому приміщенні, з'єднуючи їх з робочою камерою досить довгими лініями. Довжина цих ліній може досягати 10 і більше метрів. Високовольтний блок живлення іонного очищення приєднують до три 67171 4 мача підкладки вакуумної камери з виробами, що обробляються, звичайно коаксіальним кабелем. Енергії, яка запасена в кабелі (сполучній лінії), при спрацьовуванні системи захисту, може вистачати на живлення виниклого мікродугового розряду під час паузи. Під час наступного імпульсу буде відбуватися зарядка самої лінії й підживлення вже існуючого мікродугового розряду. Таким чином, незважаючи на спрацьовування системи захисту, у пристрої-прототипі можливі випадки тривалого існування мікродугових прив'язок, що знижує якість поверхні оброблюваних деталей. Зниження якості полягає в тім, що виникаючі катодні плями мікродуги залишають на оброблюваній поверхні характерний автограф - ерозійний слід у вигляді «ялинки». Технічною задачею запропонованої установки для нанесення покриттів є підвищення якості покриттів на виробах, що оброблюються. Поставлена задача вирішується тим, що в установку для нанесення покриттів, що містить вакуумну камеру із вакуумно-дуговим джерелом плазми і приєднаним до нього блоком живлення дугового розряду, тримач підкладки із виробами, що оброблюються, розташований всередині вакуумної камери, високовольтний блок іонного очищення із системою захисту і сполучну лінію, підключену входом до виходу високовольтного блока іонного очищення із системою захисту, а виходом до тримача підкладки і вакуумної камери, згідно з корисною моделлю, введена додаткова система захисту, підключена з однієї сторони до виходу сполучної лінії, а з іншої сторони до тримача підкладки і вакуумної камери. В установці як додаткову систему захисту можна використовувати тиристор, катодом приєднаний до негативного виводу сполучної лінії, анодом до позитивного виводу сполучної лінії, а входом підключений до виходу датчика струму в ланцюзі тримача підкладки. Причинно-наслідковий зв'язок між сукупністю ознак, що заявляються, та технічним результатом полягає у такому. Введення додаткової системи захисту і її спрацьовуванні при виникненні мікродугового розряду, по-суті, приводить до закорочування сполучної лінії і до скидання запасеної в ній енергії, що у цьому випадку не може бути використана для підтримки мікродугового розряду. Оцінимо енергію W, що запасається в сполучній (довгій) лінії в ході процесу іонного очищення, яка має розподілену індуктивність L=L+L2+ ... +Ln і розподілену ємність С=С1++С2+ ... +Сn. При використанні коаксіального кабелю як сполучної лінії його повні індуктивність і ємність можна знайти з виразів: L=(0l/2)·ln(R2/R1) і С = (20l)/ln(R2/R1), де l - довжина кабелю; R1 - радіус внутрішнього проведення; R2 - радіус обплетення; - магнітна проникність діелектрика, що заповнює проміжок між внутрішнім проводом і обплетенням кабелю; -7 0=4·10 Гн/м; - діелектрична проникність діе-12 лектрика; 0=8,85·10 Ф/м. 5 Енергія, запасена в лінії, складається з енергій, запасеної в магнітному полі індуктивності й електричному полі конденсатора: W=WL+W c. Значення W L і W C визначаються з виразів: 2 2 WL=LI /2 і W c=CU /2. Маючи енергію W, лінія, що підводить, може забезпечувати існування катодної плями з усередненим струмом і і падінням напруги на ньому u у перебігу часу t: t=W/i·u. Взявши для оцінки наявні на практиці або бли-6 -12 зькі до них значення L=0,3·10 Гн/м; С=55·10 Ф/м; l=10 м; I=10 А; U=1500 В; і=10 А; u=30 В, -6 отримуємо величину t, рівну 2,6·10 с. Таким чином, уже відключивши за допомогою системи захисту високовольтний блок іонного очищення, ще протягом декількох мікросекунд буде відбуватися підживлення катодної плями на поверхні виробу. При цьому, вважаючи швидкість катодної плями v порядку 100÷200 м/с, на поверхні оброблюваного виробу може утворитися ерозійний слід довжиною від часток до одного міліметра, що є істотним недоліком пристрою-прототипу. Введення в установку для нанесення покриттів, що заявляється, додаткової системи захисту, як така може служити відповідним чином підключений тиристор, і її спрацьовуванні при виникненні прив'язки, приводить практично до її миттєвого зникнення за рахунок виключення підведення до неї енергії зі сполучної лінії. На кресленні показана установка для нанесення покриттів. Установка для нанесення покриттів містить вакуумну камеру 1, приєднане до неї вакуумнодугове джерело плазми 2, яке живиться від блока живлення дугового розряду 3. Всередині вакуумної камери 1 розміщений тримач підкладки 4 з оброблюваними виробами 5. В установці напруга іонного очищення формується високовольтним блоком іонного очищення 6, підключеним до електричної мережі 7. До виходу високовольтного блока іонного очищення 6 підключена система захисту 8 із блоком керування 9. Вихід системи захисту 8 підключений до входу сполучної лінії 10, вихід якої з'єднаний з додатковою системою захисту 11, що з іншої сторони підключена до тримача підкладки 4 і вакуумної камери 1. Як додаткова система захисту може використовуватись тиристор 12, катодом приєднаний до негативного виводу сполучної лінії 10, анодом до позитивного виводу сполучної лінії 10, а входом підключений до виходу датчика струму 13 у ланцюзі тримача підкладки 4. Установка працює в такий спосіб. 67171 6 Після завантаження у вакуумну камеру 1 на тримач підкладки 4 виробів, що оброблюються 5, вакуумна камера 1 відкачується системою відкачки (на кресленні не показана) до тиску залишкових -3 газів порядку 10 Па. Потім включається вакуумно-дугове джерело плазми 2, що живиться від блока живлення дугового розряду 3. Одночасно із джерелом плазми 2 включається високовольтний блок іонного очищення 6, яке живиться від електричної мережі 7 і яке забезпечує подачу високої напруги по послідовному ланцюгу - система захисту 8, сполучна лінія 10, додаткова система захисту 11 на тримач підкладки 4 з виробами 5, що оброблюються. При наявності плазми у вакуумній камері 1 і високої напруги на тримачі підкладки 4 іде процес іонного очищення поверхні виробів 5. Якщо в ході іонного очищення виникає мікродуговий розряд, що характеризується різким підвищенням струму в ланцюзі тримача підкладки, то спрацьовують: система захисту 8 і додаткова система захисту 11. Система захисту 8 за допомогою блока керування 9 відключає високовольтний блок іонного очищення 6 від сполучної лінії 10, а додаткова система захисту 11 при спрацьовуванні тиристора 12, керованого датчиком струму 13, закорочує вихід сполучної лінії 10, не дозволяючи енергії, накопиченій в лінії, живити мікродуговий розряд. Після обриву струму мікродугового розряду, обидві системи захисту повертаються в початковий стан і процес іонного очищення триває. Нанесення зміцнюючих покриттів з TiN на 7 партіях (по 39 штук у партії) інструментальних пластин, виконане на установці «Булат-6», доробленої відповідно до запропонованого технічного рішення - між виходом сполучної лінії й тримачем підкладки з оброблюваними інструментальними пластинами була встановлена додаткова система захисту (у відповідності зі схемою на кресленні), показало істотне підвищення якості покриттів. Всі оброблені інструментальні пластини мали відмінну якість покриттів, слідів впливу мікродуг не виявлено. У контрольних партіях інструментальних пластин (5 партій по 39 штук у партії) обробка проводилася на штатній установці «Булат-6» без додаткової системи захисту, кількість бракованих пластин через сліди впливу мікродуг досягалася величини 7 %. Таким чином, запропоноване рішення дозволяє досягти поставленого технічного результату, а саме: запропонована установка для нанесення покриттів істотно підвищує якість покриттів на оброблюваних виробах. 7 Комп’ютерна верстка І. Скворцова 67171 8 Підписне Тираж 23 прим. Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюDevice for application of coatings
Автори англійськоюSysoev Yurii Oleksandrovych, Kostiuk Hennadii Ihorovych, Minaiev Mykola Oleksandrovych, Sysoev Andrii Yuriiovych
Назва патенту російськоюУстановка для нанесения покрытий
Автори російськоюСисоев Юрий Александрович, Костюк Геннадий Игоревич, Минаев Николай Александрович, Сисоев Андрей Юрьевич
МПК / Мітки
МПК: C23C 14/00
Мітки: нанесення, установка, покриттів
Код посилання
<a href="https://ua.patents.su/4-67171-ustanovka-dlya-nanesennya-pokrittiv.html" target="_blank" rel="follow" title="База патентів України">Установка для нанесення покриттів</a>
Пристосування для використання в установці для нанесення на деталі покриттів, пристрій модульного типу, установка для нанесення покриттів на деталі і спосіб нанесення покриттів
Номер патенту: 49876
Опубліковано: 15.10.2002
Автори: Бьорнс Стівен Майкл, Менчетті Джон Уілліам
МПК: C23C 16/00, C23C 14/00, B05C 13/00
Мітки: використання, установці, пристрій, нанесення, типу, установка, спосіб, покриттів, пристосування, модульного, деталі
Формула / Реферат:
1. Пристосування для використання в установці для нанесення на деталі покриттів, що містить центральний елемент та пристрої для кріплення великої кількості деталей, на які необхідно нанести покриття, виконані таким чином, що поверхні деталей, на які наноситься покриття, виявляються розташованими на деякій відстані від зовнішньої поверхні центрального елемента, при цьому для нанесення на деталі покриття пристосування виконано з можливістю...
Установка для нанесення нанометричних покриттів з періодичною структурою
Номер патенту: 38846
Опубліковано: 26.01.2009
Автори: Гришкевич Олександр Дмитрович, Кучугурний Юрій Петрович
МПК: C23C 14/00
Мітки: періодичною, установка, покриттів, нанесення, структурою, нанометричних
Формула / Реферат:
Установка для нанесення нанометричних покриттів з періодичною структурою на зовнішню поверхню виробів циліндричної форми, що включає вакуумну камеру з системами вакуумного відкачування, напуску і регулювання тиску робочих газів, співвісну з вакуумною камерою систему транспортування оброблюваних виробів через робочу зону магнетронних розпилювачів з катодами, що виготовлені з різних металів, яка відрізняється тим, що містить два магнетронні...
Установка для іонно-плазмового нанесення покриттів
Номер патенту: 5699
Опубліковано: 15.03.2005
Автори: Литвиненко Володимир Вікторович, Клепіков Вячеслав Федорович, Базалєєв Микола Іванович
МПК: H05H 1/26
Мітки: установка, покриттів, нанесення, іонно-плазмового
Формула / Реферат:
Установка для іонно-плазмового нанесення покриттів у вакуумі, що складається з вакуумної камери, що має штуцери для подачі та відводу інертних газів, підкладинкоутримувача, електродугового джерела плазми, яке включає вмикаюче джерело живлення, підпалюючий пристрій, анод, катод, плазмовід з розташованим на ньому фокусуючим соленоїдом та селектором іонів, містить модулятор - оптично прозорий електрод, охоплений електромагнітною котушкою та...
Спосіб нанесення покриттів у вакуумі та пристрій для його здійснення
Номер патенту: 82889
Опубліковано: 26.05.2008
Автори: Романченко Владислав Георгійович, Костюк Геннадій Ігорович, Сисоєв Андрій Юрійович, Сисоєв Юрій Олександрович
МПК: C23C 14/34
Мітки: здійснення, вакуумі, нанесення, спосіб, покриттів, пристрій
Формула / Реферат:
1. Спосіб нанесення покриттів у вакуумі, що включає генерацію плазмового потоку з покривного матеріалу джерелом плазми, створення електричного поля, що прискорює іонний компонент плазмового потоку, подачею негативного потенціалу на тримач підкладки із розташованими на ньому виробами, що обробляють, подачу у вакуумну камеру газового компонента і конденсацію потоку іонів на поверхню цих виробів, який відрізняється тим, що в області осадження...
Спосіб нанесення покриттів і пристрій для його здійснення
Номер патенту: 48778
Опубліковано: 15.08.2002
Автори: Шубін Олександр Васильович, Новіков Анатолій Олександрович
МПК: C23C 16/00, C23C 14/00
Мітки: спосіб, пристрій, нанесення, покриттів, здійснення
Формула / Реферат:
1. Спосіб нанесення покриттів, що включає очищення підкладки, іонізацію робочого середовища в плазмовому джерелі іонів, витягування, прискорення й осадження іонного потоку на підкладці, який відрізняється тим, що перед осадженням на підкладку іонний потік розшаровують на окремі пучки, фокусують їх і пропускають через магнітну відхиляючу систему.2. Пристрій для нанесення покриттів, що містить плазмове джерело іонів і підкладку, який...
Попередній патент: Спосіб формування трапецеїдальної широтно-імпульсної модуляції напруги інвертора
Наступний патент: Пристрій для контролю ресурсу комутаційних апаратів
Випадковий патент: Спосіб виготовлення прорізної кишені в "листочку" з вшивними кінцями і двома обшивками