Пиляльне полотно з одержаною методом порошкової металургії різальною частиною
Номер патенту: 115522
Опубліковано: 27.11.2017
Автори: Калісканоглу Деврім, Келлєци Герт, Кулльман Йорг Х.
Формула / Реферат
1. Пиляльне полотно (1), що містить
тіло (2), яке несе зубці (3), і
множину зубців (3), розташованих на тілі (2), яке несе зубці, причому кожний зуб (3) має вершину (8) зуба з різальною крайкою (9), яке відрізняється тим, що різальна крайка (9) і щонайменше ще одна частина вершини (8) зуба (3) складається з одержаного методом порошкової металургії і грубозернистого випаленого сталевого сплаву з металоподібними карбідами (16) з середнім розміром зерна від 2,0 до 4,0 мкм.
2. Пиляльне полотно (1) за п. 1, яке відрізняється тим, що металоподібні карбіди (16) мають середній розмір зерна від 2,3 до 3,9 мкм.
3. Пиляльне полотно (1) за п. 2, яке відрізняється тим, що металоподібні карбіди (16) мають середній розмір зерна щонайменше 2,8 мкм.
4. Пиляльне полотно (1) за будь-яким з пп. 1-3, яке відрізняється тим, що як сталевий сплав воно містить інструментальну або швидкорізальну сталь.
5. Пиляльне полотно (1) за будь-яким з пп. 1-4, яке відрізняється тим, що як металоподібні карбіди (16) воно містить М6С-карбіди (18) і МС-карбіди (19).
6. Пиляльне полотно (1) за будь-яким з пп. 1-5, яке відрізняється тим, що сталевий сплав в своїй структурі має сумарний вміст карбідної фази у вигляді М6С-карбіду (18) і МС-карбіду (19) щонайменше 7 об. % від структури.
7. Пиляльне полотно (1) за будь-яким з пп. 1-6, яке відрізняється тим, що відпал до великого зерна здійснений при температурі щонайменше 1100 °C, але щонайменше на 10 °C нижче температури плавлення структурної фази сталевого сплаву з найменшою температурою плавлення.
8. Пиляльне полотно (1) за будь-яким з пп. 1-7, яке відрізняється тим, що сталевий сплав має твердість щонайменше 60 HRC.
9. Пиляльне полотно (1) за будь-яким з пп. 1-8, яке відрізняється тим, що сталевий сплав має твердість 60-67 HRC.
10. Пиляльне полотно (1) за будь-яким з пп. 1-9, яке відрізняється тим, що сталевий сплав має коефіцієнт посилення напружень 13-16 MPa/ √mm3.
11. Пиляльне полотно (1) за будь-яким з пп. 1-10, яке відрізняється тим, що зубці (3) мають відповідну основу (4) зуба, яка прилягає до тіла (2), яке несе зубці, причому основа (4) зуба складається щонайменше частково з того ж матеріалу, що і тіло (2), яке несе зубці.
12. Пиляльне полотно (1) за будь-яким з пп. 1-11, яке відрізняється тим, що зубці (3) мають відповідно в області вершини (8) зуба ділянку (10) несучої смуги і ділянку (11) крайкового дроту, причому ділянка (11) крайкового дроту складається з одержаного методом порошкової металургії і грубозернистого випаленого сталевого сплаву і утворює різальну частину (13).
13. Пиляльне полотно (1) за п. 12, яке відрізняється тим, що ділянка (11) крайкового дроту з'єднана з ділянкою (10) несучої смуги, зокрема приварена без використання просадок.
14. Пиляльне полотно (1) за будь-яким з пп. 1-13, яке відрізняється тим, що кожний зуб (3) в зоні вершини (8) має вставку (15) з одержаного методом порошкової металургії і грубозернистого випаленого сталевого сплаву, що утворює різальну частину (13).
15. Пиляльне полотно (1) за п. 14, яке відрізняється тим, що вставка (15) з'єднана з основою (4) зуба без використання присадок, зокрема приварена.
16. Пиляльне полотно (1) за будь-яким з пп. 1-15, яке відрізняється тим, що сталевий сплав має наступний склад, в мас. %:
вуглець
0,8-1,4
хром
3,5-5,0
молібден
0,1-10,0
ванадій
0,8-10,5
вольфрам
0,1-10,0
кобальт
1,0-12,0
залізо та неминучі домішки
решта.
17. Пиляльне полотно (1) за будь-яким з пп. 1-16, яке відрізняється тим, що пиляльне полотно (1) є пиляльною стрічкою, зокрема, для пиляння металу.
18. Пиляльне полотно (1) за будь-яким з пп. 1-17, яке відрізняється тим, що сталевий сплав містить металоподібні карбіди (16), зокрема М6С-карбіди (18) і МС-карбіди (19), які в матриці (17) мають вміст вуглецю 0,45-0,75 мас. %.
Текст
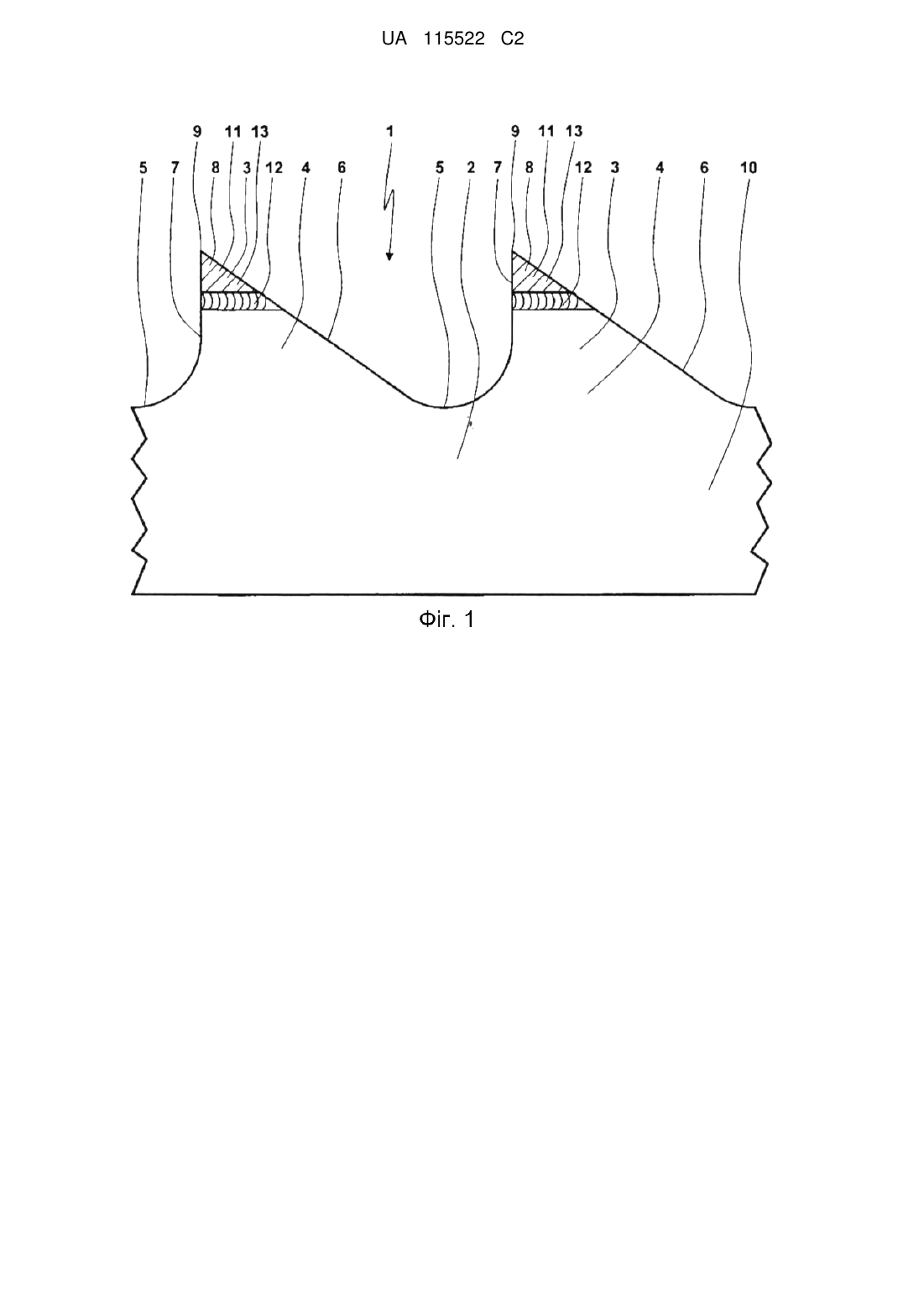
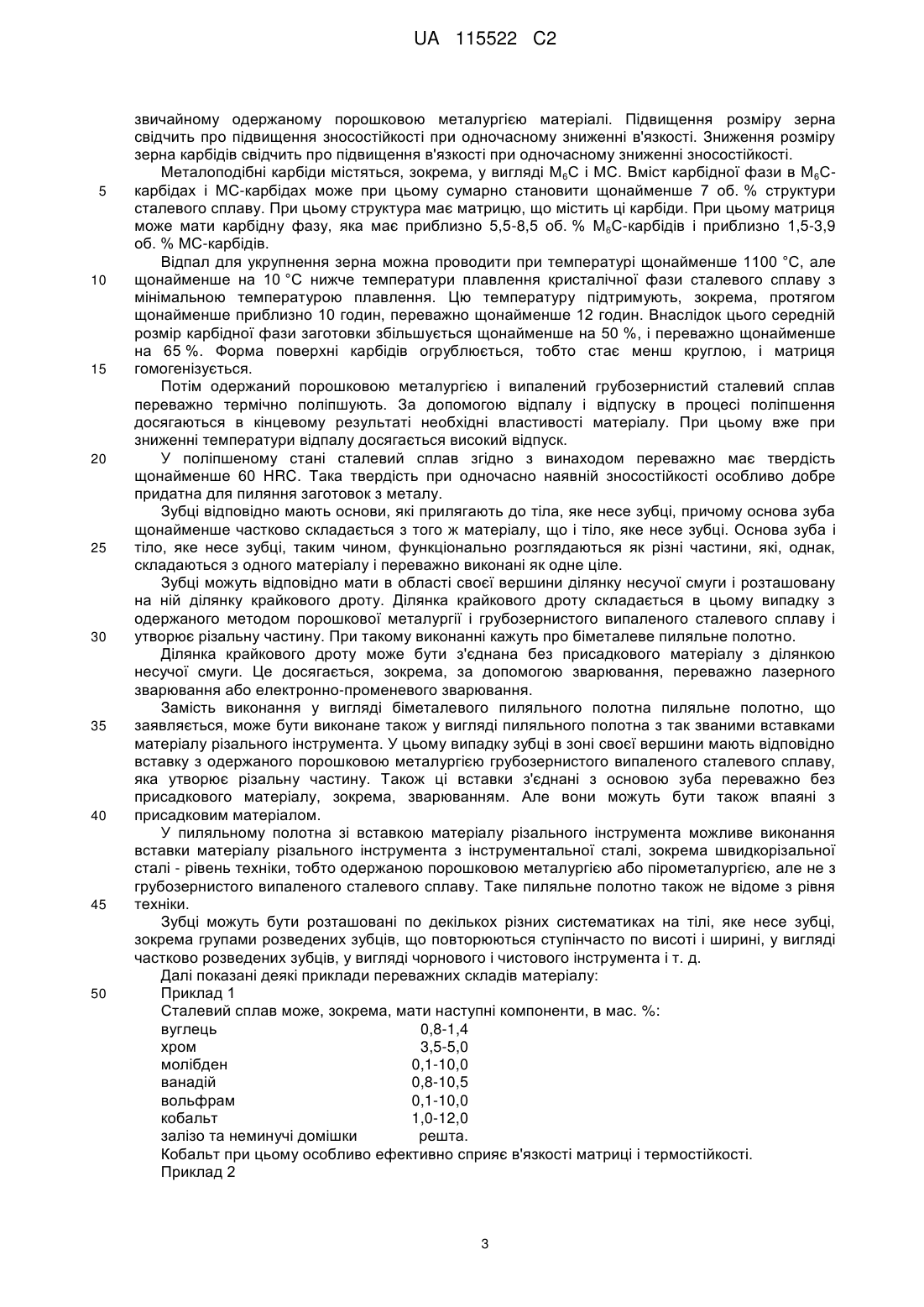
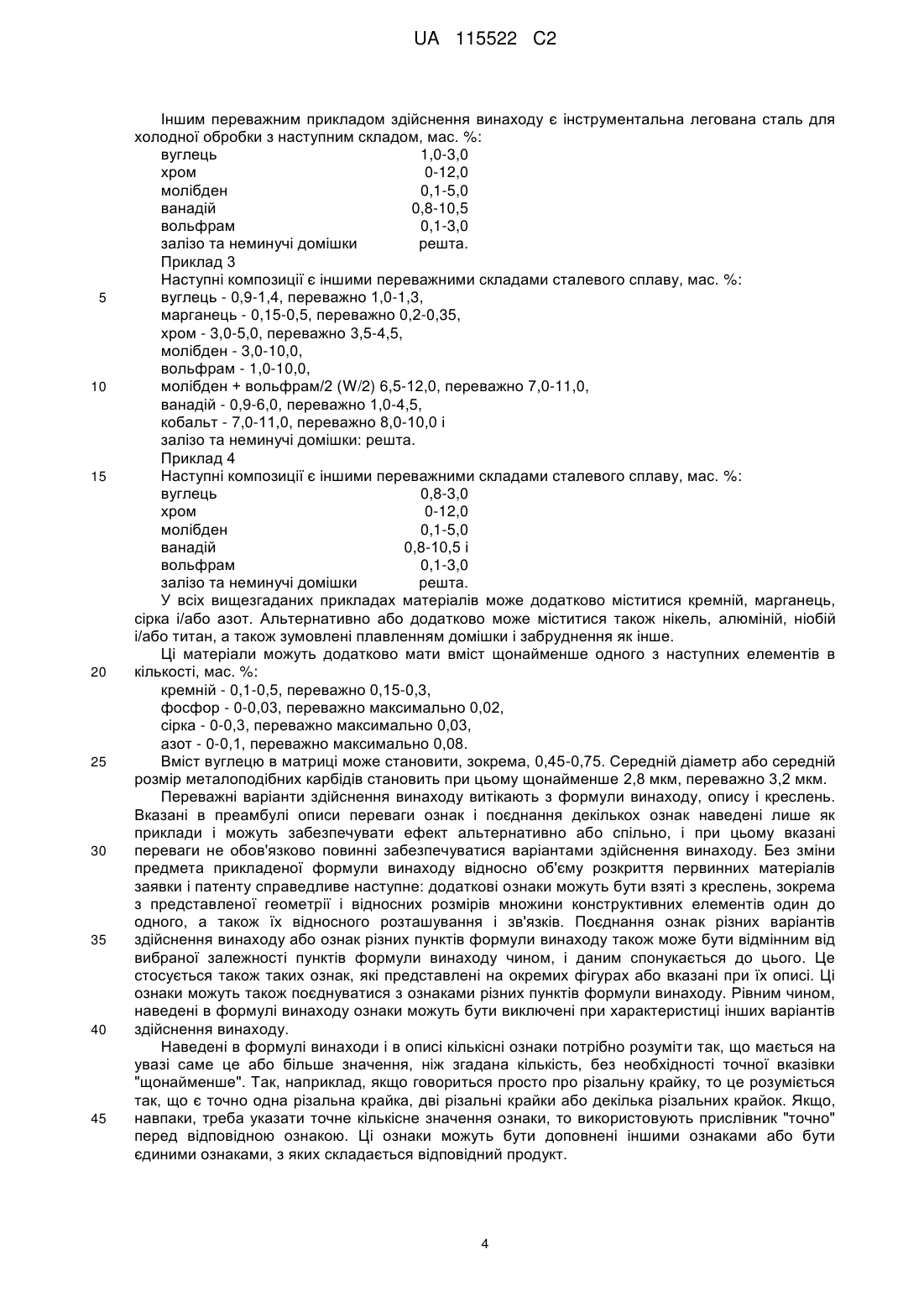
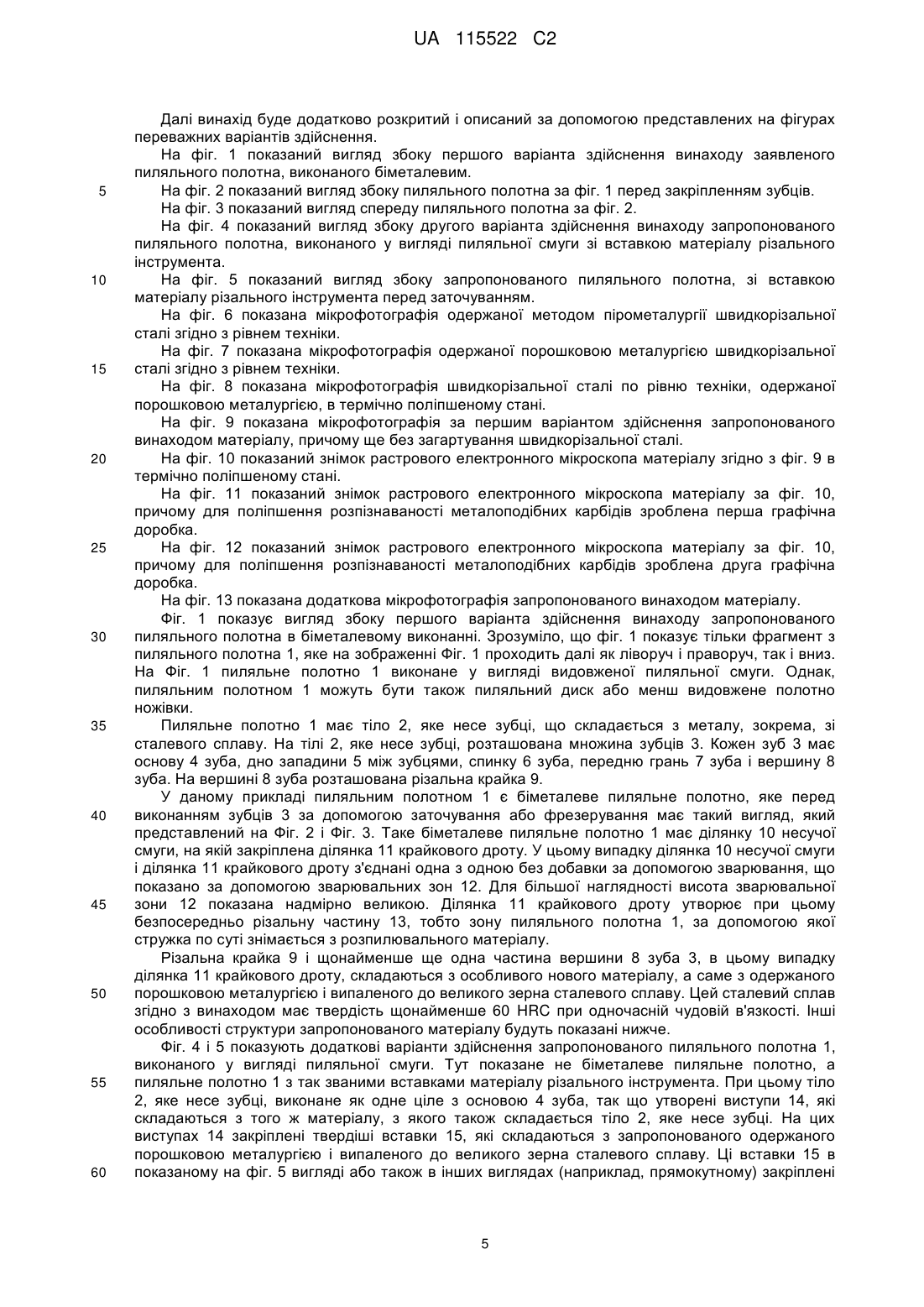
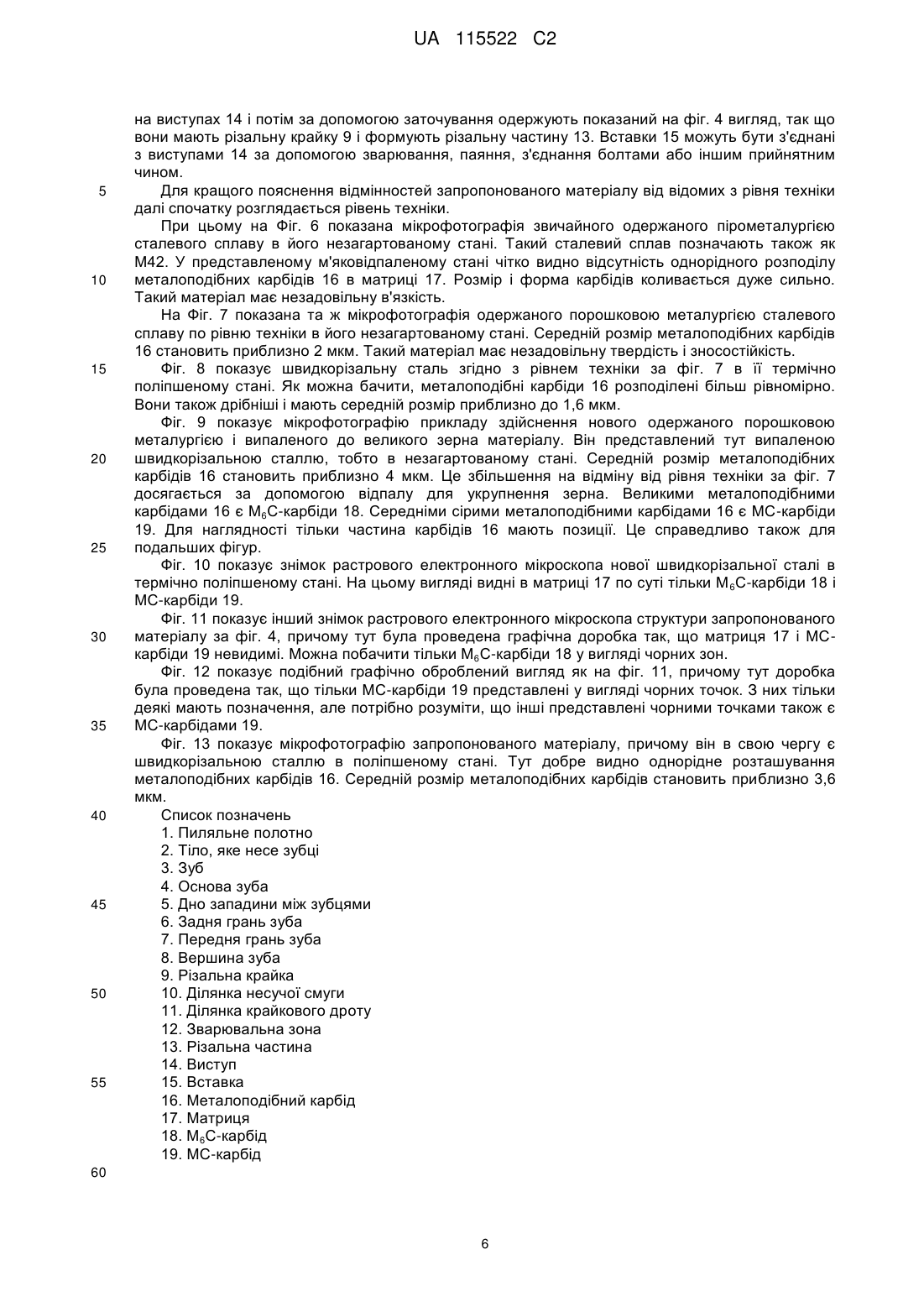
Реферат: Винахід належить до галузі порошкової металургії та машинобудування, а саме – до складу пиляльного полотна з одержаною методом порошкової металургії різальною частиною. Пиляльне полотно (1) містить тіло (2), яке несе зубці (3), і множину зубців (3), розташованих на тілі (2), яке несе зубці. Зубці (3) мають відповідно вершину зуба (8) і різальну крайку (9). Різальна крайка (9) і щонайменше ще одна частина вершини зуба (8) складаються з одержаного методом порошкової металургії і грубозернистого випаленого сталевого сплаву. Винахід забезпечує підвищення зносостійкості та різальної здатності. UA 115522 C2 (12) UA 115522 C2 UA 115522 C2 5 10 15 20 25 30 35 40 45 50 55 60 Винахід належить до конструкції пиляльного полотна з тілом, яке несе зубці і множиною зубців, які розташовані на тілі, яке несе зубці, і кожний з яких має вершину зуба з різальною крайкою. Такі пиляльні полотна можуть бути сформовані, зокрема, у вигляді протяжної пиляльної стрічки з лінійним розташуванням зубців один за одним або також у вигляді ножівкового полотна, пиляльного диска, полотна для пиляльних верстатів, полотна шабельної пилки або полотна лобзика. Тіло, яке несе зубці, і основа зуба виконані переважно з металу, зокрема з термічно поліпшеної сталі. Різальна крайка і щонайменше ще одна частина вершини зуба складається також з металу, зокрема з легованої інструментальної сталі або швидкорізальної сталі, причому цей матеріал твердіший, ніж матеріал тіла, який несе зубці, внаслідок чого пиляльне полотно загалом особливо добре придатне для пиляння металевих заготовок. Але також можливо пиляти такими пиляльними полотнами інші заготовки, зокрема деревину. Пиляльне полотно з тілом, яке несе зубці, і множиною зубців, розташованих на тілі, яке несе зубці, відоме з німецької заявки на патент DE 42 00 423 А1. Це полотно відоме також під маркою "FUTURA" фірми-заявника. Кожний зуб має вершину з різальною поверхнею, і зубці розташовані ступінчасто по висоті і ширині в групі, яка повторюється вздовж тіла, яке несе зубці. Біметалеве пиляльне полотно відоме з австрійської заявки на патент AT 507 956 А1. Це пиляльне полотно має ділянку несучої смуги з термічно поліпшеної сталі і розташовану на ньому закріплену за допомогою зварювання крайову ділянку з інструментальної сталі, зокрема зі швидкорізальної сталі. В основі винаходу лежить задача, запропонувати пиляльне полотно з високою потужністю різання і одночасно високою зносостійкістю. Задача винаходу вирішується згідно з винаходом ознаками незалежних пунктів формули винаходу. Додаткові переважні варіанти здійснення винаходу охарактеризовані в залежних пунктах формули винаходу. Пиляльне полотно має тіло, яке несе зубці, і множину зубців, розташованих на тілі, яке несе зубці. Зубці мають по одній вершині і різальній частині. Різальна частина і щонайменше ще одна частина вершини зуба складаються з одержаного порошковою металургією і грубозернистого випаленого сталевого сплаву. Визначення понять Пиляльне полотно: під пиляльним полотном в цій заявці розуміють протяжну пиляльну смугу, ножівкове полотно, пиляльний диск або іншу можливу форму пиляльного полотна. Тіло, яке несе зубці: під тілом, яке несе зубці, в цій заявці розуміють частину пиляльного полотна, на якій розташовані зубці пиляльного полотна. Часто в цьому контексті кажуть також про "основну частину" пиляльного полотна. Однак термін "тіло, яке несе зубці" покликане виразити те, що воно є частиною пиляльного полотна, яке саме не може бути позначене як зуб, але на якому розташовані зубці. При цьому беручи до уваги, що тут існують відмінності між функціональним і матеріальним, відмінності між тілом, яке несе зубці, і зубцями. Функціонально зуб починається зі своєї основи в зоні дна западини між зубцями. Однак ця основа зуба складається часто з того ж матеріалу, що і тіло, яке несе зубці, і сформована як одне ціле з ним. Інакше кажучи, частина цього матеріалу виконує функцію тіла, яке несе зубці, а інша частина функцію основи зуба і, отже, зуба. Розділення по матеріалу має в цьому випадку місце лише далі, в повернутій від тіла, яке несе зубці, зоні вершини зуба. Одержання методом порошкової металургії: під одержанням методом порошкової металургією розуміють одержання металевого порошку і його подальшу обробку. Як правило, воно має щонайменше три етапи, а саме одержання металевого порошку з відносно тонкою карбідною фазою, формоутворення і спікання. Відпал для укрупнення зерна: під відпалом для укрупнення зерна в цій заявці розуміють певну термообробку сталевого сплаву. Відпал для укрупнення зерна означає також високий відпал і служить для підвищення розміру зерна і однорідності матриці в металевому сплаві за допомогою нагрівання протягом порівняно довгого часу витримки. Карбіди: карбіди - це група речовин бінарних хімічних сполук з одного елемента Е і вуглецю С загальної формули ЕxСy. Металоподібні карбіди: металоподібними карбідами є карбіди, у яких елемент Е є металом М. Металоподібні карбіди можуть також містити декілька різних металів. Високолеговані ледебуритні інструментальні сталі кристалізуються у відлитих злитках з утворенням щонайменше порівняно великих карбідів і карбідних агломератів, які шикуються в умовах деформованого матеріалу залежно від перебігу деформації в чіткі карбідні лінії. Такі матеріали мають анізотропні механічні властивості і різну, залежно від напрямку, зносостійкість. Такі матеріали вимагають щонайменше порівняно витратного способу термічного поліпшення і 1 UA 115522 C2 5 10 15 20 25 30 35 40 45 50 зносяться, зокрема, на вершинах зуба, що піддаються навантаженню пиляльного полотна щонайменше за рахунок вищербин на крайках через утому матеріалу і/або розтріскування при знакозмінних навантаженнях. Вищербини на крайках можуть також виникати за рахунок великих карбідів, які знаходяться на різальній крайці. Правда, таку втому матеріалу можна скоротити за рахунок використання одержаних порошковою металургією сталевих сплавів. Але при цьому виявилося, що значного збільшення терміну служби при експлуатації не досягається. Хоча ці заготовки значною мірою ізотропні і добре обробляються, все ж вони мають лише обмежений потенціал твердості. При цьому під потенціалом твердості розуміють ступінь підвищення твердості при відпусканні області зв'язаного аустеніту мартенситно перетвореного матеріалу із залишковим аустенітом. Крім цього, карбіди в такому сталевому сплаві, що зумовлено методом обробки, дуже малі і мають глобулярну форму. При цьому вони не такі зносостійкі. Таким чином, запропоноване пиляльне полотно в зоні різальної крайки зубців і щонайменше ще однієї частини вершини зуба складається з одержаного особливим чином сталевого сплаву. Цей сталевий сплав одержують, передусім, методом порошкової металургії. За рахунок одержання порошковою металургією в порівнянні з одержанням пірометалургічним методом досягається підвищення кількості металоподібних карбідів і зменшується їх середній розмір. При цьому карбіди мають зумовлену методом обробки глобулярну або круглу форму. При цьому такий матеріал є порівняно в'язким, але ще не має необхідної зносостійкості. За допомогою додаткового подальшого відпалу для укрупнення зерна кількість карбідів знову знижується і підвищується їх середній розмір. За допомогою відпалу через коагуляцію виникають швидше "грубі" карбіди. Збільшується кількість і розмір металоподібних карбідів, які приводять до збалансованого співвідношення показників високої в'язкості і високої зносостійкості, які інакше знаходилися б в суперечності. За рахунок цієї особливої обробки матеріалу не тільки підвищується середній розмір карбідної фази, але і досягається підвищена однорідність матриці. Такі порівняно великі карбіди залишаються також при великому абразивному навантаженні в структурному з'єднанні, оскільки і матриця, яка містить ці карбіди, зберігає за допомогою відпалу для укрупнення зерна переважні характеристики. Більш "грубі" карбіди виробляють краще різання і є зносостійкими. Грубі карбіди мають також порівняно невеликі радіуси і гострі крайки. Ці радіуси становлять, зокрема, менше 1 мкм. Запропонований сталевий сплав має внаслідок цього високу в'язкість руйнування і уповільнене розростання тріщин і переважний коефіцієнт посилення напружень К, дорівнює MPa 9 20 або mm 3 MPa 12 16 , або mm 3 MPa 13 16 , або mm 3 MPa 14 16 . mm 3 Пластична деформація як ступінь в'язкості запропонованого сталевого сплаву лежить, зокрема, між 3 і 4 %. Завдяки цим новим властивостям щонайменше частини вершин зубців досягається підвищений потенціал твердості при поліпшеній зносостійкості. Завдяки поліпшеній зносостійкості знижується небезпека руйнування в зоні різальної крайки. Внаслідок цього пиляльне полотно, що заявляється, має істотно підвищену різальну здатність. Матеріалом сталевого сплаву може бути, зокрема, інструментальна сталь. Інструментальних сталей стосуються, як відомо, інструментальні леговані сталі для холодної обробки, інструментальні леговані сталі для виготовлення гарячих штампів і швидкорізальні сталі. Переважно використовують швидкорізальну сталь. Наприклад, можна використовувати ледебуритну інструментальну сталь. Сталевий сплав має переважно металоподібні карбіди з середнім розміром від більше ніж 2,0 мкм до менше ніж 4,0 мкм, зокрема між 2,3 і 3,9 мкм. При цьому вони мають розмір, зокрема, щонайменше 2,8 мкм. Цей середній розмір карбідів, таким чином, менший, ніж у матеріалу, одержаного пірометалургією, звичайно карбіди мають середній розмір від приблизно 4 до 5 мкм. Але вони більші середнього розміру металоподібного карбіду на приблизно 2 мкм в 2 UA 115522 C2 5 10 15 20 25 30 35 40 45 50 звичайному одержаному порошковою металургією матеріалі. Підвищення розміру зерна свідчить про підвищення зносостійкості при одночасному зниженні в'язкості. Зниження розміру зерна карбідів свідчить про підвищення в'язкості при одночасному зниженні зносостійкості. Металоподібні карбіди містяться, зокрема, у вигляді М6С і МС. Вміст карбідної фази в М6Скарбідах і МС-карбідах може при цьому сумарно становити щонайменше 7 об. % структури сталевого сплаву. При цьому структура має матрицю, що містить ці карбіди. При цьому матриця може мати карбідну фазу, яка має приблизно 5,5-8,5 об. % М6С-карбідів і приблизно 1,5-3,9 об. % МС-карбідів. Відпал для укрупнення зерна можна проводити при температурі щонайменше 1100 °C, але щонайменше на 10 °C нижче температури плавлення кристалічної фази сталевого сплаву з мінімальною температурою плавлення. Цю температуру підтримують, зокрема, протягом щонайменше приблизно 10 годин, переважно щонайменше 12 годин. Внаслідок цього середній розмір карбідної фази заготовки збільшується щонайменше на 50 %, і переважно щонайменше на 65 %. Форма поверхні карбідів огрублюється, тобто стає менш круглою, і матриця гомогенізується. Потім одержаний порошковою металургією і випалений грубозернистий сталевий сплав переважно термічно поліпшують. За допомогою відпалу і відпуску в процесі поліпшення досягаються в кінцевому результаті необхідні властивості матеріалу. При цьому вже при зниженні температури відпалу досягається високий відпуск. У поліпшеному стані сталевий сплав згідно з винаходом переважно має твердість щонайменше 60 HRC. Така твердість при одночасно наявній зносостійкості особливо добре придатна для пиляння заготовок з металу. Зубці відповідно мають основи, які прилягають до тіла, яке несе зубці, причому основа зуба щонайменше частково складається з того ж матеріалу, що і тіло, яке несе зубці. Основа зуба і тіло, яке несе зубці, таким чином, функціонально розглядаються як різні частини, які, однак, складаються з одного матеріалу і переважно виконані як одне ціле. Зубці можуть відповідно мати в області своєї вершини ділянку несучої смуги і розташовану на ній ділянку крайкового дроту. Ділянка крайкового дроту складається в цьому випадку з одержаного методом порошкової металургії і грубозернистого випаленого сталевого сплаву і утворює різальну частину. При такому виконанні кажуть про біметалеве пиляльне полотно. Ділянка крайкового дроту може бути з'єднана без присадкового матеріалу з ділянкою несучої смуги. Це досягається, зокрема, за допомогою зварювання, переважно лазерного зварювання або електронно-променевого зварювання. Замість виконання у вигляді біметалевого пиляльного полотна пиляльне полотно, що заявляється, може бути виконане також у вигляді пиляльного полотна з так званими вставками матеріалу різального інструмента. У цьому випадку зубці в зоні своєї вершини мають відповідно вставку з одержаного порошковою металургією грубозернистого випаленого сталевого сплаву, яка утворює різальну частину. Також ці вставки з'єднані з основою зуба переважно без присадкового матеріалу, зокрема, зварюванням. Але вони можуть бути також впаяні з присадковим матеріалом. У пиляльному полотна зі вставкою матеріалу різального інструмента можливе виконання вставки матеріалу різального інструмента з інструментальної сталі, зокрема швидкорізальної сталі - рівень техніки, тобто одержаною порошковою металургією або пірометалургією, але не з грубозернистого випаленого сталевого сплаву. Таке пиляльне полотно також не відоме з рівня техніки. Зубці можуть бути розташовані по декількох різних систематиках на тілі, яке несе зубці, зокрема групами розведених зубців, що повторюються ступінчасто по висоті і ширині, у вигляді частково розведених зубців, у вигляді чорнового і чистового інструмента і т. д. Далі показані деякі приклади переважних складів матеріалу: Приклад 1 Сталевий сплав може, зокрема, мати наступні компоненти, в мас. %: вуглець 0,8-1,4 хром 3,5-5,0 молібден 0,1-10,0 ванадій 0,8-10,5 вольфрам 0,1-10,0 кобальт 1,0-12,0 залізо та неминучі домішки решта. Кобальт при цьому особливо ефективно сприяє в'язкості матриці і термостійкості. Приклад 2 3 UA 115522 C2 5 10 15 20 25 30 35 40 45 Іншим переважним прикладом здійснення винаходу є інструментальна легована сталь для холодної обробки з наступним складом, мас. %: вуглець 1,0-3,0 хром 0-12,0 молібден 0,1-5,0 ванадій 0,8-10,5 вольфрам 0,1-3,0 залізо та неминучі домішки решта. Приклад 3 Наступні композиції є іншими переважними складами сталевого сплаву, мас. %: вуглець - 0,9-1,4, переважно 1,0-1,3, марганець - 0,15-0,5, переважно 0,2-0,35, хром - 3,0-5,0, переважно 3,5-4,5, молібден - 3,0-10,0, вольфрам - 1,0-10,0, молібден + вольфрам/2 (W/2) 6,5-12,0, переважно 7,0-11,0, ванадій - 0,9-6,0, переважно 1,0-4,5, кобальт - 7,0-11,0, переважно 8,0-10,0 і залізо та неминучі домішки: решта. Приклад 4 Наступні композиції є іншими переважними складами сталевого сплаву, мас. %: вуглець 0,8-3,0 хром 0-12,0 молібден 0,1-5,0 ванадій 0,8-10,5 і вольфрам 0,1-3,0 залізо та неминучі домішки решта. У всіх вищезгаданих прикладах матеріалів може додатково міститися кремній, марганець, сірка і/або азот. Альтернативно або додатково може міститися також нікель, алюміній, ніобій і/або титан, а також зумовлені плавленням домішки і забруднення як інше. Ці матеріали можуть додатково мати вміст щонайменше одного з наступних елементів в кількості, мас. %: кремній - 0,1-0,5, переважно 0,15-0,3, фосфор - 0-0,03, переважно максимально 0,02, сірка - 0-0,3, переважно максимально 0,03, азот - 0-0,1, переважно максимально 0,08. Вміст вуглецю в матриці може становити, зокрема, 0,45-0,75. Середній діаметр або середній розмір металоподібних карбідів становить при цьому щонайменше 2,8 мкм, переважно 3,2 мкм. Переважні варіанти здійснення винаходу витікають з формули винаходу, опису і креслень. Вказані в преамбулі описи переваги ознак і поєднання декількох ознак наведені лише як приклади і можуть забезпечувати ефект альтернативно або спільно, і при цьому вказані переваги не обов'язково повинні забезпечуватися варіантами здійснення винаходу. Без зміни предмета прикладеної формули винаходу відносно об'єму розкриття первинних матеріалів заявки і патенту справедливе наступне: додаткові ознаки можуть бути взяті з креслень, зокрема з представленої геометрії і відносних розмірів множини конструктивних елементів один до одного, а також їх відносного розташування і зв'язків. Поєднання ознак різних варіантів здійснення винаходу або ознак різних пунктів формули винаходу також може бути відмінним від вибраної залежності пунктів формули винаходу чином, і даним спонукається до цього. Це стосується також таких ознак, які представлені на окремих фігурах або вказані при їх описі. Ці ознаки можуть також поєднуватися з ознаками різних пунктів формули винаходу. Рівним чином, наведені в формулі винаходу ознаки можуть бути виключені при характеристиці інших варіантів здійснення винаходу. Наведені в формулі винаходи і в описі кількісні ознаки потрібно розуміти так, що мається на увазі саме це або більше значення, ніж згадана кількість, без необхідності точної вказівки "щонайменше". Так, наприклад, якщо говориться просто про різальну крайку, то це розуміється так, що є точно одна різальна крайка, дві різальні крайки або декілька різальних крайок. Якщо, навпаки, треба указати точне кількісне значення ознаки, то використовують прислівник "точно" перед відповідною ознакою. Ці ознаки можуть бути доповнені іншими ознаками або бути єдиними ознаками, з яких складається відповідний продукт. 4 UA 115522 C2 5 10 15 20 25 30 35 40 45 50 55 60 Далі винахід буде додатково розкритий і описаний за допомогою представлених на фігурах переважних варіантів здійснення. На фіг. 1 показаний вигляд збоку першого варіанта здійснення винаходу заявленого пиляльного полотна, виконаного біметалевим. На фіг. 2 показаний вигляд збоку пиляльного полотна за фіг. 1 перед закріпленням зубців. На фіг. 3 показаний вигляд спереду пиляльного полотна за фіг. 2. На фіг. 4 показаний вигляд збоку другого варіанта здійснення винаходу запропонованого пиляльного полотна, виконаного у вигляді пиляльної смуги зі вставкою матеріалу різального інструмента. На фіг. 5 показаний вигляд збоку запропонованого пиляльного полотна, зі вставкою матеріалу різального інструмента перед заточуванням. На фіг. 6 показана мікрофотографія одержаної методом пірометалургії швидкорізальної сталі згідно з рівнем техніки. На фіг. 7 показана мікрофотографія одержаної порошковою металургією швидкорізальної сталі згідно з рівнем техніки. На фіг. 8 показана мікрофотографія швидкорізальної сталі по рівню техніки, одержаної порошковою металургією, в термічно поліпшеному стані. На фіг. 9 показана мікрофотографія за першим варіантом здійснення запропонованого винаходом матеріалу, причому ще без загартування швидкорізальної сталі. На фіг. 10 показаний знімок растрового електронного мікроскопа матеріалу згідно з фіг. 9 в термічно поліпшеному стані. На фіг. 11 показаний знімок растрового електронного мікроскопа матеріалу за фіг. 10, причому для поліпшення розпізнаваності металоподібних карбідів зроблена перша графічна доробка. На фіг. 12 показаний знімок растрового електронного мікроскопа матеріалу за фіг. 10, причому для поліпшення розпізнаваності металоподібних карбідів зроблена друга графічна доробка. На фіг. 13 показана додаткова мікрофотографія запропонованого винаходом матеріалу. Фіг. 1 показує вигляд збоку першого варіанта здійснення винаходу запропонованого пиляльного полотна в біметалевому виконанні. Зрозуміло, що фіг. 1 показує тільки фрагмент з пиляльного полотна 1, яке на зображенні Фіг. 1 проходить далі як ліворуч і праворуч, так і вниз. На Фіг. 1 пиляльне полотно 1 виконане у вигляді видовженої пиляльної смуги. Однак, пиляльним полотном 1 можуть бути також пиляльний диск або менш видовжене полотно ножівки. Пиляльне полотно 1 має тіло 2, яке несе зубці, що складається з металу, зокрема, зі сталевого сплаву. На тілі 2, яке несе зубці, розташована множина зубців 3. Кожен зуб 3 має основу 4 зуба, дно западини 5 між зубцями, спинку 6 зуба, передню грань 7 зуба і вершину 8 зуба. На вершині 8 зуба розташована різальна крайка 9. У даному прикладі пиляльним полотном 1 є біметалеве пиляльне полотно, яке перед виконанням зубців 3 за допомогою заточування або фрезерування має такий вигляд, який представлений на Фіг. 2 і Фіг. 3. Таке біметалеве пиляльне полотно 1 має ділянку 10 несучої смуги, на якій закріплена ділянка 11 крайкового дроту. У цьому випадку ділянка 10 несучої смуги і ділянка 11 крайкового дроту з'єднані одна з одною без добавки за допомогою зварювання, що показано за допомогою зварювальних зон 12. Для більшої наглядності висота зварювальної зони 12 показана надмірно великою. Ділянка 11 крайкового дроту утворює при цьому безпосередньо різальну частину 13, тобто зону пиляльного полотна 1, за допомогою якої стружка по суті знімається з розпилювального матеріалу. Різальна крайка 9 і щонайменше ще одна частина вершини 8 зуба 3, в цьому випадку ділянка 11 крайкового дроту, складаються з особливого нового матеріалу, а саме з одержаного порошковою металургією і випаленого до великого зерна сталевого сплаву. Цей сталевий сплав згідно з винаходом має твердість щонайменше 60 HRC при одночасній чудовій в'язкості. Інші особливості структури запропонованого матеріалу будуть показані нижче. Фіг. 4 і 5 показують додаткові варіанти здійснення запропонованого пиляльного полотна 1, виконаного у вигляді пиляльної смуги. Тут показане не біметалеве пиляльне полотно, а пиляльне полотно 1 з так званими вставками матеріалу різального інструмента. При цьому тіло 2, яке несе зубці, виконане як одне ціле з основою 4 зуба, так що утворені виступи 14, які складаються з того ж матеріалу, з якого також складається тіло 2, яке несе зубці. На цих виступах 14 закріплені твердіші вставки 15, які складаються з запропонованого одержаного порошковою металургією і випаленого до великого зерна сталевого сплаву. Ці вставки 15 в показаному на фіг. 5 вигляді або також в інших виглядах (наприклад, прямокутному) закріплені 5 UA 115522 C2 5 10 15 20 25 30 35 40 45 50 55 на виступах 14 і потім за допомогою заточування одержують показаний на фіг. 4 вигляд, так що вони мають різальну крайку 9 і формують різальну частину 13. Вставки 15 можуть бути з'єднані з виступами 14 за допомогою зварювання, паяння, з'єднання болтами або іншим прийнятним чином. Для кращого пояснення відмінностей запропонованого матеріалу від відомих з рівня техніки далі спочатку розглядається рівень техніки. При цьому на Фіг. 6 показана мікрофотографія звичайного одержаного пірометалургією сталевого сплаву в його незагартованому стані. Такий сталевий сплав позначають також як М42. У представленому м'яковідпаленому стані чітко видно відсутність однорідного розподілу металоподібних карбідів 16 в матриці 17. Розмір і форма карбідів коливається дуже сильно. Такий матеріал має незадовільну в'язкість. На Фіг. 7 показана та ж мікрофотографія одержаного порошковою металургією сталевого сплаву по рівню техніки в його незагартованому стані. Середній розмір металоподібних карбідів 16 становить приблизно 2 мкм. Такий матеріал має незадовільну твердість і зносостійкість. Фіг. 8 показує швидкорізальну сталь згідно з рівнем техніки за фіг. 7 в її термічно поліпшеному стані. Як можна бачити, металоподібні карбіди 16 розподілені більш рівномірно. Вони також дрібніші і мають середній розмір приблизно до 1,6 мкм. Фіг. 9 показує мікрофотографію прикладу здійснення нового одержаного порошковою металургією і випаленого до великого зерна матеріалу. Він представлений тут випаленою швидкорізальною сталлю, тобто в незагартованому стані. Середній розмір металоподібних карбідів 16 становить приблизно 4 мкм. Це збільшення на відміну від рівня техніки за фіг. 7 досягається за допомогою відпалу для укрупнення зерна. Великими металоподібними карбідами 16 є М6С-карбіди 18. Середніми сірими металоподібними карбідами 16 є МС-карбіди 19. Для наглядності тільки частина карбідів 16 мають позиції. Це справедливо також для подальших фігур. Фіг. 10 показує знімок растрового електронного мікроскопа нової швидкорізальної сталі в термічно поліпшеному стані. На цьому вигляді видні в матриці 17 по суті тільки М 6С-карбіди 18 і МС-карбіди 19. Фіг. 11 показує інший знімок растрового електронного мікроскопа структури запропонованого матеріалу за фіг. 4, причому тут була проведена графічна доробка так, що матриця 17 і МСкарбіди 19 невидимі. Можна побачити тільки М6С-карбіди 18 у вигляді чорних зон. Фіг. 12 показує подібний графічно оброблений вигляд як на фіг. 11, причому тут доробка була проведена так, що тільки МС-карбіди 19 представлені у вигляді чорних точок. З них тільки деякі мають позначення, але потрібно розуміти, що інші представлені чорними точками також є МС-карбідами 19. Фіг. 13 показує мікрофотографію запропонованого матеріалу, причому він в свою чергу є швидкорізальною сталлю в поліпшеному стані. Тут добре видно однорідне розташування металоподібних карбідів 16. Середній розмір металоподібних карбідів становить приблизно 3,6 мкм. Список позначень 1. Пиляльне полотно 2. Тіло, яке несе зубці 3. Зуб 4. Основа зуба 5. Дно западини між зубцями 6. Задня грань зуба 7. Передня грань зуба 8. Вершина зуба 9. Різальна крайка 10. Ділянка несучої смуги 11. Ділянка крайкового дроту 12. Зварювальна зона 13. Різальна частина 14. Виступ 15. Вставка 16. Металоподібний карбід 17. Матриця 18. М6С-карбід 19. МС-карбід 60 6 UA 115522 C2 ФОРМУЛА ВИНАХОДУ 5 10 15 20 25 30 35 40 45 50 1. Пиляльне полотно (1), що містить тіло (2), яке несе зубці (3), і множину зубців (3), розташованих на тілі (2), яке несе зубці, причому кожний зуб (3) має вершину (8) зуба з різальною крайкою (9), яке відрізняється тим, що різальна крайка (9) і щонайменше ще одна частина вершини (8) зуба (3) складається з одержаного методом порошкової металургії і грубозернистого випаленого сталевого сплаву з металоподібними карбідами (16) з середнім розміром зерна від 2,0 до 4,0 мкм. 2. Пиляльне полотно (1) за п. 1, яке відрізняється тим, що металоподібні карбіди (16) мають середній розмір зерна від 2,3 до 3,9 мкм. 3. Пиляльне полотно (1) за п. 2, яке відрізняється тим, що металоподібні карбіди (16) мають середній розмір зерна щонайменше 2,8 мкм. 4. Пиляльне полотно (1) за будь-яким з пп. 1-3, яке відрізняється тим, що як сталевий сплав воно містить інструментальну або швидкорізальну сталь. 5. Пиляльне полотно (1) за будь-яким з пп. 1-4, яке відрізняється тим, що як металоподібні карбіди (16) воно містить М6С-карбіди (18) і МС-карбіди (19). 6. Пиляльне полотно (1) за будь-яким з пп. 1-5, яке відрізняється тим, що сталевий сплав в своїй структурі має сумарний вміст карбідної фази у вигляді М 6С-карбіду (18) і МС-карбіду (19) щонайменше 7 об. % від структури. 7. Пиляльне полотно (1) за будь-яким з пп. 1-6, яке відрізняється тим, що відпал до великого зерна здійснений при температурі щонайменше 1100 °C, але щонайменше на 10 °C нижче температури плавлення структурної фази сталевого сплаву з найменшою температурою плавлення. 8. Пиляльне полотно (1) за будь-яким з пп. 1-7, яке відрізняється тим, що сталевий сплав має твердість щонайменше 60 HRC. 9. Пиляльне полотно (1) за будь-яким з пп. 1-8, яке відрізняється тим, що сталевий сплав має твердість 60-67 HRC. 10. Пиляльне полотно (1) за будь-яким з пп. 1-9, яке відрізняється тим, що сталевий сплав має 3 коефіцієнт посилення напружень 13-16 MPa/√mm . 11. Пиляльне полотно (1) за будь-яким з пп. 1-10, яке відрізняється тим, що зубці (3) мають відповідну основу (4) зуба, яка прилягає до тіла (2), яке несе зубці, причому основа (4) зуба складається щонайменше частково з того ж матеріалу, що і тіло (2), яке несе зубці. 12. Пиляльне полотно (1) за будь-яким з пп. 1-11, яке відрізняється тим, що зубці (3) мають відповідно в області вершини (8) зуба ділянку (10) несучої смуги і ділянку (11) крайкового дроту, причому ділянка (11) крайкового дроту складається з одержаного методом порошкової металургії і грубозернистого випаленого сталевого сплаву і утворює різальну частину (13). 13. Пиляльне полотно (1) за п. 12, яке відрізняється тим, що ділянка (11) крайкового дроту з'єднана з ділянкою (10) несучої смуги, зокрема приварена без використання просадок. 14. Пиляльне полотно (1) за будь-яким з пп. 1-13, яке відрізняється тим, що кожний зуб (3) в зоні вершини (8) має вставку (15) з одержаного методом порошкової металургії і грубозернистого випаленого сталевого сплаву, що утворює різальну частину (13). 15. Пиляльне полотно (1) за п. 14, яке відрізняється тим, що вставка (15) з'єднана з основою (4) зуба без використання присадок, зокрема приварена. 16. Пиляльне полотно (1) за будь-яким з пп. 1-15, яке відрізняється тим, що сталевий сплав має наступний склад в мас. %: вуглець 0,8-1,4 хром 3,5-5,0 молібден 0,1-10,0 ванадій 0,8-10,5 вольфрам 0,1-10,0 кобальт 1,0-12,0 залізо та неминучі домішки решта. 17. Пиляльне полотно (1) за будь-яким з пп. 1-16, яке відрізняється тим, що пиляльне полотно (1) є пиляльною стрічкою, зокрема, для пиляння металу. 18. Пиляльне полотно (1) за будь-яким з пп. 1-17, яке відрізняється тим, що сталевий сплав містить металоподібні карбіди (16), зокрема М6С-карбіди (18) і МС-карбіди (19), які в матриці (17) мають вміст вуглецю 0,45-0,75 мас. %. 7 UA 115522 C2 8 UA 115522 C2 9 UA 115522 C2 10 UA 115522 C2 11 UA 115522 C2 12 UA 115522 C2 13 UA 115522 C2 Комп’ютерна верстка Г. Паяльніков Міністерство економічного розвитку і торгівлі України, вул. М. Грушевського, 12/2, м. Київ, 01008, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 14
ДивитисяДодаткова інформація
Автори російськоюKullmann Jorg H., Kellezi Gert, Caliskanoglu Devrim
МПК / Мітки
МПК: B22F 7/08, B22F 7/06, B23D 65/00, B23D 61/00, C22C 38/30, B23D 61/12, B23D 61/14
Мітки: методом, різальною, одержаною, пиляльне, полотно, частиною, порошкової, металургії
Код посилання
<a href="https://ua.patents.su/16-115522-pilyalne-polotno-z-oderzhanoyu-metodom-poroshkovo-metalurgi-rizalnoyu-chastinoyu.html" target="_blank" rel="follow" title="База патентів України">Пиляльне полотно з одержаною методом порошкової металургії різальною частиною</a>
Виріб з швидкорізальної сталі з високою теплостійкістю, виготовлений методом порошкової металургії
Номер патенту: 76942
Опубліковано: 16.10.2006
Автори: Рабіч Роланд, Лібфарт Вернер, Майлі Інгрід
МПК: C22C 38/36, B23B 51/00, C22C 38/24, B22F 3/15, C22C 38/22, B22F 3/24, B23B 27/14, B23F 21/00
Мітки: методом, виготовлений, виріб, теплостійкістю, швидкорізальної, металургії, високою, порошкової, сталі
Формула / Реферат:
1. Виріб зі швидкорізальної сталі з високою теплостійкістю та в’язкістю, виготовлений методом порошкової металургії шляхом розпилення азотом струменя рідкого сплаву у металевий порошок і ущільнення цього порошку при високій температурі під всебічним тиском і, в разі необхідності, підданий гарячому формуванню, зокрема різальний інструмент, причому цей виріб має високий ступінь чистоти з вмістом та конфігурацією неметалічних включень у...
Легована інструментальна сталь для холодної обробки і спосіб вигототовлення методом порошкової металургії деталі або інструмента з такої сталі
Номер патенту: 76704
Опубліковано: 15.09.2006
Автори: Лібфарт Вернер, Рабіч Роланд
МПК: C22C 38/36, B22F 3/15, B23B 27/14, C22C 38/12, B21B 3/00, C22C 38/24, C22C 37/00, B21B 27/00, C22C 38/22
Мітки: інструмента, методом, порошкової, обробки, легована, сталі, сталь, спосіб, інструментальна, такої, вигототовлення, деталі, холодної, металургії
Формула / Реферат:
1. Легована інструментальна сталь для холодної обробки, яка призначена для виготовлення виробів, зокрема інструментів, методом порошкової металургії, що містить, мас. %: вуглець від 2,05 до 2,65 кремній до 2,0 марганець до 2,0 хром від 6,10 ...
Спосіб виготовлення алмазного інструменту методом порошкової металургії
Номер патенту: 19444
Опубліковано: 25.12.1997
Автори: Ліненко-Мельников Юрій Петрович, Мельник Віталій Іванович, Муровський Валерій Олександрович, Сухов Олександр Леонідович
МПК: B24D 3/06
Мітки: металургії, алмазного, виготовлення, спосіб, методом, порошкової, інструменту
Формула / Реферат:
Способ изготовления алмазного инструмента методом порошковой металлургии, включающий поочередную засыпку в пресс-форму безалмазного металлического порошка на основе титана и шихты, содержащей алмазные зерна и металлическую связку на основе титана, холодное прессование и вакуумное спекание, отличающийся тем, что используют безалмазный металлический порошок следующего состава, вес.%:а компоненты металлической связки берут в...
Спосіб виготовлення виробу із наскрізним отвором методом порошкової металургії
Номер патенту: 26725
Опубліковано: 12.11.1999
Автор: БІЛЬГРЕН Пер
Мітки: отвором, спосіб, наскрізним, виготовлення, порошкової, металургії, виробу, методом
Формула / Реферат:
1. Способ изготовления изделия со сквозным отверстием методом порошковой металлургии, в частности, полой заготовки для инструмента или толстостенной трубки, отличающийся тем, что в капсуле размещают оправку в виде трубки, имеющей одинаковую длину с капсулой и проходящую с зазором по ее длине, и расположенный с зазором внутри трубки такой же длины стержень, пространство между трубкой и внутренней поверхностью капсулы заполняют металлическим...
Швидкорізальна сталь, одержана методами порошкової металургії, спосіб її виробництва та застосування (варіанти)
Номер патенту: 90001
Опубліковано: 25.03.2010
Автор: Сундін Стефан
МПК: C22C 38/30, B22F 3/15, C22C 33/02, C22C 1/04, C22C 38/24, C22C 38/34
Мітки: застосування, одержана, сталь, виробництва, металургії, спосіб, методами, швидкорізальна, порошкової, варіанти
Формула / Реферат:
1. Швидкорізальна сталь, одержана методом порошкової металургії, яка затверділа у відсутності рідинної фази і яка має такий хімічний склад, мас. %:0,6-2,1 % С,3-5 % Cr,4-14 % Mo,максимально 3 % W, максимально 15 % Со, 0,5-4 % V,решта Fe і домішки від виробництва матеріалу, яка відрізняється тим, що додатково містить Sі на рівні 0,7 % < Sі ≤ 2 %.2. Сталь за п. 1, яка...
Попередній патент: Метод і пристосування для сортування клітин
Наступний патент: Тверді форми макроциклічних інгібіторів кінази
Випадковий патент: Обробка альфа/бета-титанових сплавів