Спосіб виготовлення поверхневого покриття (варіанти) та поверхневе покриття (варіанти)
Номер патенту: 75477
Опубліковано: 17.04.2006
Автори: Куртуа Жан-Франсуа, Шарес Клод, Менар Рене, Кальда Віктор
Формула / Реферат
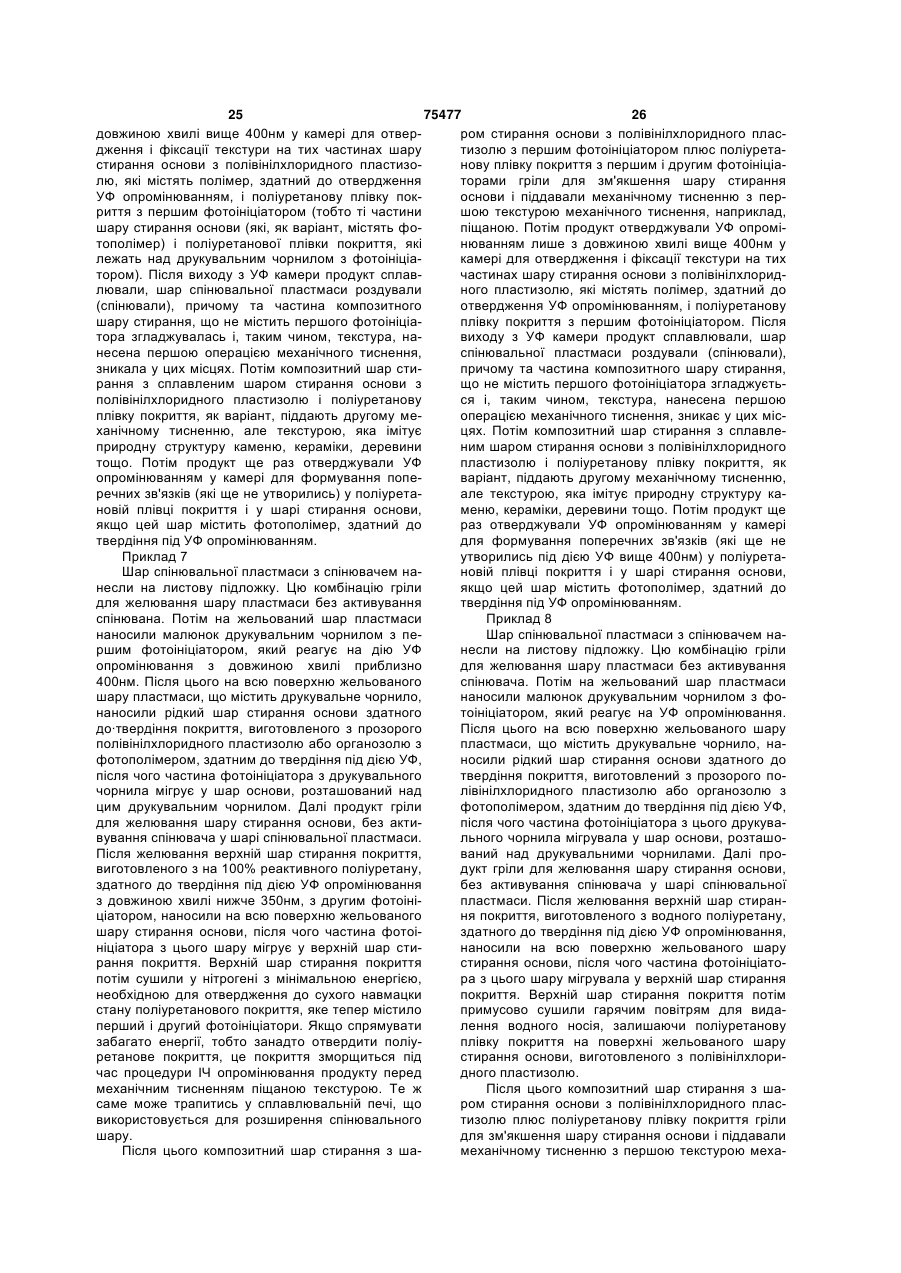
1. Спосіб виготовлення поверхневого покриття, який включає таку послідовність операцій:
(a) нанесення на основу шару пластмаси, що містить спінювач,
(b) нагрівання шару пластмаси до температури желювання цього шару пластмаси, без активування спінювача, для формування жельованого шару пластмаси, який має поверхню,
(c) нанесення на поверхню жельованого шару пластмаси першого малюнка або першої структури першим друкувальним чорнилом, що містить фотоініціатор,
(d) нанесення на поверхню жельованого шару пластмаси другого малюнка або другої структури другим друкувальним чорнилом, що містить фотоініціатор і інгібітор розширення,
(e) нанесення здатного до твердіння покриття на поверхню жельованого шару пластмаси і на перше і друге друкувальні чорнила,
(f) желювання здатного до твердіння покриття,
(g) нагрівання для зм'якшення жельованого здатного до твердіння покриття,
(h) механічне тиснення зм'якшеного жельованого здатного до твердіння покриття,
(і) активування фотоініціатора і отвердження поверхневих частин здатного до твердіння покриття, розташованих над першим і другим друкувальними чорнилами,
(j) нагрівання для активування спінювача і сплавлювання разом здатного до твердіння покриття, шару пластмаси і основи, причому спінювання шару пластмаси під другим друкувальним чорнилом інгібується, а механічне тиснення у поверхневих зонах над непродрукованими частинами згладжується.
2. Спосіб за п. 1, який відрізняється тим, що додатково включає механічне тиснення здатного до твердіння покриття у частинах, що не лежать над першим і другим друкувальними чорнилами.
3. Спосіб за п. 1, який відрізняється тим, що здатне до твердіння покриття містить ініціатор створення поперечних зв'язків, а отвердження здійснюють нагріванням під час сплавлювання.
4. Спосіб за п. 1, який відрізняється тим, що поверхневе покриття вибирають з групи, яку складають листова підлога, плитка і стінне покриття.
5. Спосіб за п. 1, який відрізняється тим, що поверхневе покриття охолоджують перед нагріванням для зм'якшення жельованого здатного до твердіння покриття.
6. Спосіб за п. 1, який відрізняється тим, що поверхневе покриття охолоджують, після чого повторно нагрівають для зм'якшення перед необов'язковим механічним тисненням.
7. Спосіб за п. 1, який відрізняється тим, що після желювання шару пластмаси поверхневе покриття охолоджують перед нанесенням друкувального чорнила.
8. Спосіб за п. 1, який відрізняється тим, що здатне до твердіння покриття містить термічний ініціатор створення поперечних зв'язків.
9. Спосіб за п. 6, який відрізняється тим, що здатне до твердіння покриття містить тверді частки.
10. Спосіб за п. 1, який відрізняється тим, що додатково включає нанесення одного або більше додаткових друкувальних чорнил на поверхню жельованого шару пластмаси.
11. Спосіб за п. 10, який відрізняється тим, що одне або більше додаткових друкувальних чорнил містять фотоініціатор.
12. Спосіб за п. 10, який відрізняється тим, що одне або більше додаткових друкувальних чорнил містять інгібітор.
13. Спосіб за п. 11, який відрізняється тим, що одне або більше додаткових друкувальних чорнил, що містять фотоініціатор, містять також інгібітор.
14. Спосіб виготовлення поверхневого покриття, який включає таку послідовність операцій:
(a) нанесення на основу шару пластмаси, що містить спінювач,
(b) нагрівання шару пластмаси до температури желювання цього шару пластмаси,
(c) нанесення на жельований шар пластмаси малюнка або структури друкувальним чорнилом, що містить фотоініціатор,
(d) нанесення здатного до твердіння покриття на жельований шар пластмаси і на друкувальне чорнило,
(e) желювання здатного до твердіння покриття,
(f) нагрівання жельованого здатного до твердіння покриття для зм'якшення,
(g) механічне тиснення зм'якшеного здатного до твердіння покриття, (h) активування фотоініціатора і отвердження здатного до твердіння покриття, розташованого над друкувальним чорнилом,
(і) нагрівання для отвердження неотверджених частин здатного до твердіння покриття і
сплавлювання отвердженого цим покриття, шару пластмаси і основи разом.
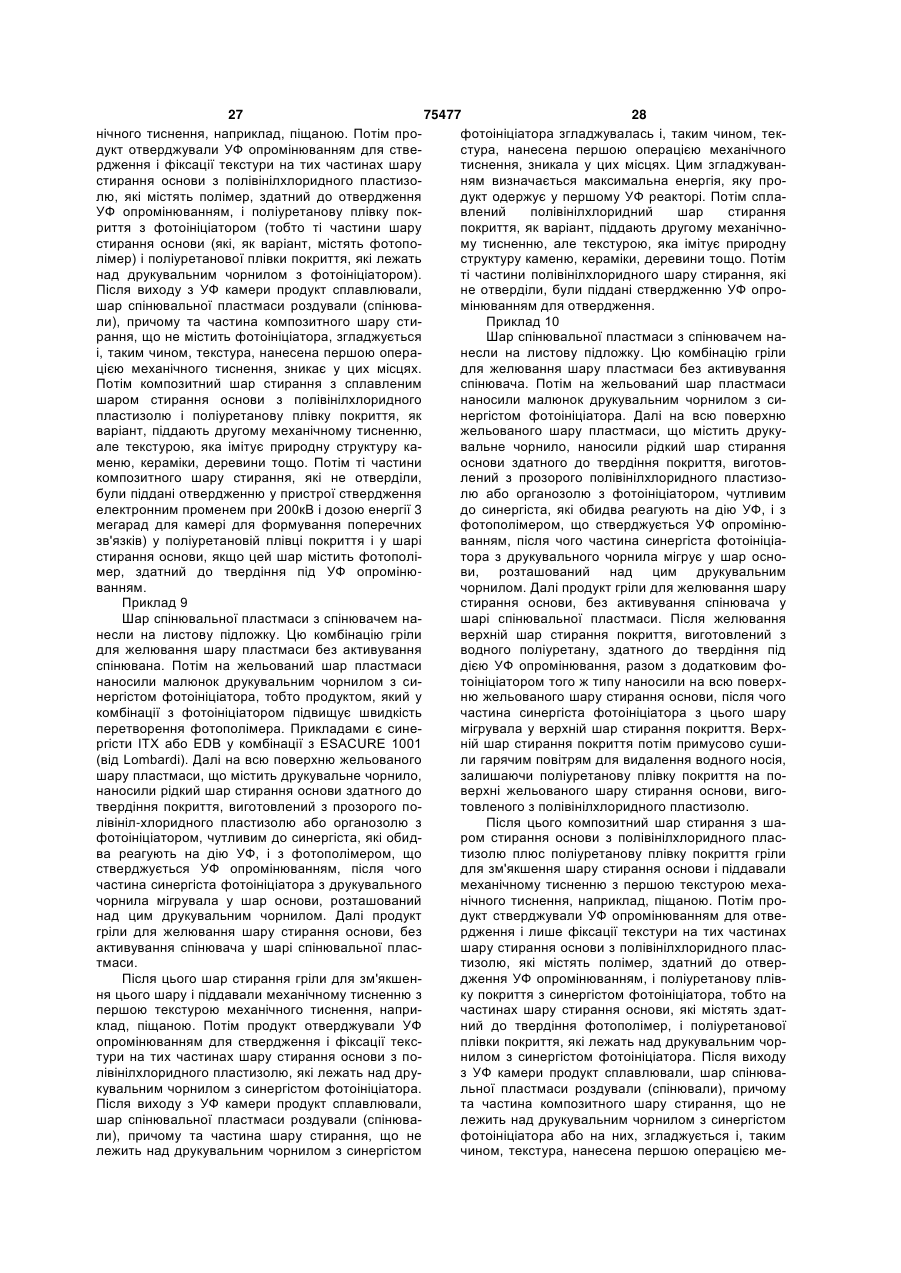
15. Поверхневе покриття, яке включає:
(a) основу,
(b) спінений і хімічно тиснений шар пластмаси, який лежить над основою,
(c) структуру, нанесену на зазначений спінений шар пластмаси чорнилом, що містить фотоініціатор,
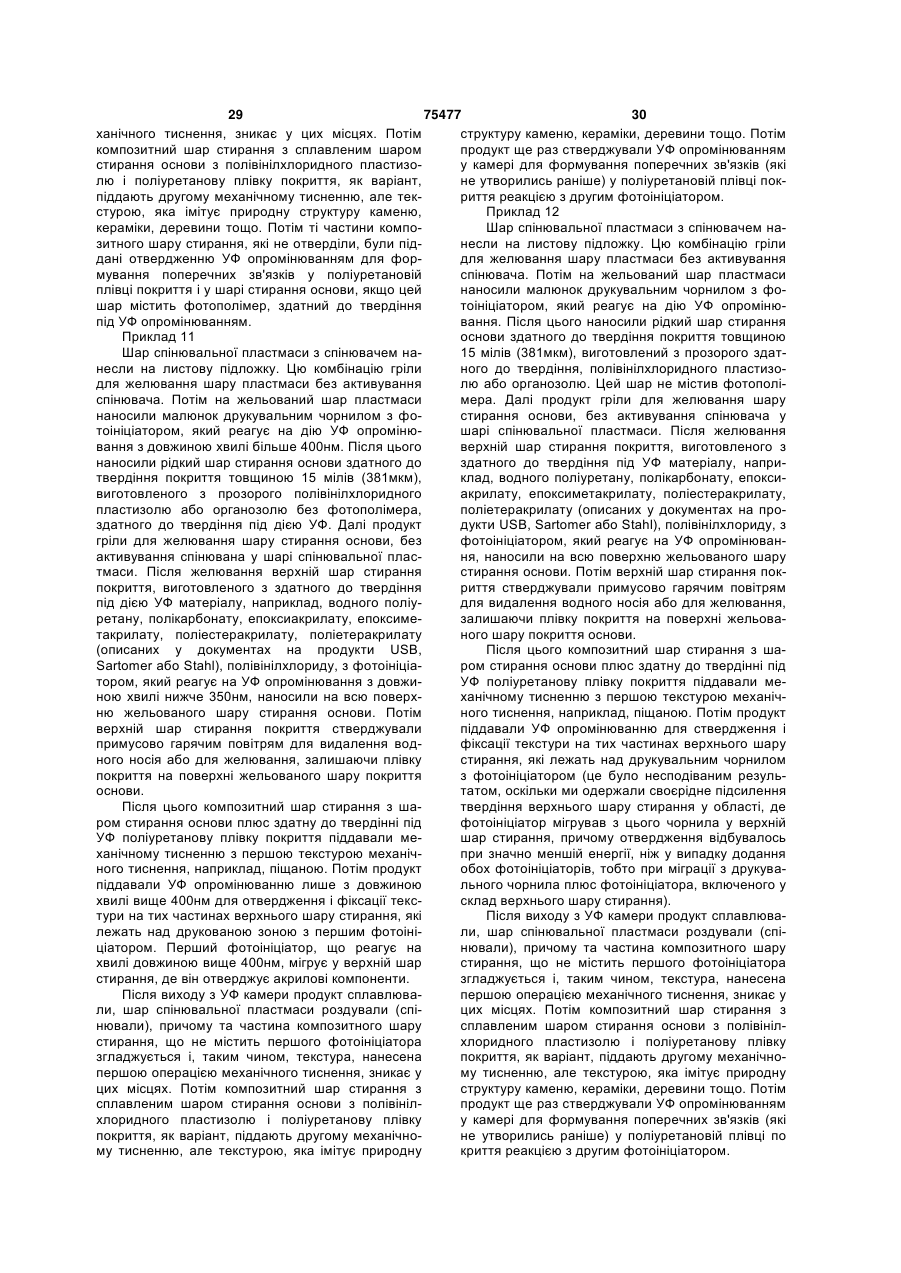
(d) отверджене покриття або отверджений шар, який лежить над спіненим шаром пластмаси і чорнилом, причому частина цих отвердженого покриття або отвердженого шару, розташована над чорнилом, є хімічно тисненою і механічно тисненою з першою механічно тисненою текстурою, яка має відносно велику глибину тиснення порівняно з зерном матування.
16. Поверхневе покриття за п. 15, яке відрізняється тим, що чорнило містить також інгібітор.
17. Поверхневе покриття за п. 15, яке відрізняється тим, що частина отвердженого покриття або отвердженого шару, яка не лежить над чорнилом, виконана механічно тисненою з другою механічно тисненою текстурою, відмінною від першої механічно тисненої текстури.
18. Поверхневе покриття, яке включає:
(a) основу,
(b) шар пластмаси, який лежить над підложкою,
(c) структуру, нанесену на зазначений шар пластмаси чорнилом, що містить фотоініціатор,
(d) отверджене покриття або отверджений шар, який лежить над спіненим шаром пластмаси і чорнилом, причому частина отвердженого покриття або отвердженого шару, розташована над чорнилом, є механічно тисненою з першою механічно тисненою текстурою, яка має відносно велику глибину тиснення порівняно з зерном матування.
19. Спосіб виготовлення поверхневого покриття, який включає таку послідовність операцій:
(a) нанесення на основу шару пластмаси, що містить спінювач,
(b) нанесення на поверхню шару пластмаси першого малюнка або першої структури першим друкувальним чорнилом, що містить фотоініціатор,
(c) нанесення на поверхню жельованого шару пластмаси другого малюнка або другої структури другим друкувальним чорнилом, що містить фотоініціатор і інгібітор розширення,
(d) нанесення здатного до твердіння шару на шар пластмаси і на перше і друге друкувальні чорнила,
(e) нагрівання для розм'якшення здатного до твердіння шару,
(f) механічне тиснення зм'якшеного здатного до твердіння шару,
(g) активування фотоініціатора і отвердження поверхневих частин здатного до твердіння шару, розташованих над першим і другим друкувальними чорнилами,
(h) нагрівання для активування спінювача і отвердження неотверджених частин здатного до твердіння шару, причому спінювання шару пластмаси під другим друкувальним чорнилом інгібується, а механічне тиснення у поверхневих зонах над непродрукованими частинами згладжується.
20. Спосіб за п. 19, який відрізняється тим, що додатково включає механічне тиснення отвердженого покриття у частинах, що не лежать над першим і другим друкувальними чорнилами.
21. Спосіб виготовлення поверхневого покриття, який включає таку послідовність операцій:
(a) нанесення на основу шару пластмаси, що містить спінювач,
(b) нагрівання шару пластмаси до температури желювання цього шару пластмаси, без активування спінювача, для формування жельованого шару пластмаси, який має поверхню,
(c) нанесення на поверхню жельованого шару пластмаси першого малюнка або першої структури першим друкувальним чорнилом, що містить фотоініціатор,
(d) нанесення на поверхню жельованого шару пластмаси другого малюнка або другої структури другим друкувальним чорнилом, що містить фотоініціатор і інгібітор розширення,
(e) нанесення здатного до твердіння покриття на жельований шар пластмаси і на перше і друге друкувальні чорнила,
(f) желювання здатного до твердіння покриття,
(g) нанесення на поверхню жельованого здатного до твердіння покриття верхнього шару стирання покриття, яке включає здатний до твердіння під ультрафіолетом поліуретан на водній основі без фотоініціатора,
(h) сушіння верхнього шару стирання покриття,
(і) нагрівання для зм'якшення жельованого здатного до твердіння покриття,
(j) механічне тиснення верхнього шару стирання покриття і зм'якшеного здатного до твердіння покриття,
(k) активування фотоініціатора і отвердження поверхневих частин здатного до твердіння покриття, розташованих над першим і другим друкувальними чорнилами,
(l) нагрівання для активування спінювача і сплавлювання разом здатного до твердіння покриття, шару пластмаси і основи, причому спінювання шару пластмаси під другим друкувальним чорнилом інгібується, а механічне тиснення у поверхневих зонах над непродрукованими частинами згладжується,
(m) нанесення розчину спирту і фотоініціатора на верхній шар стирання покриття,
(n) випарювання спирту,
(о) активування фотоініціатора у верхньому шарі стирання покриття для отвердження цього шару.
22. Спосіб за п. 21, який відрізняється тим, що після операції (l) додатково здійснюють механічне тиснення здатного до твердіння покриття у частинах, що не лежать над першим і другим друкувальними чорнилами.
23. Спосіб виготовлення поверхневого покриття, який включає таку послідовність операцій:
(a) нанесення на основу шару пластмаси, що містить спінювач,
(b) нагрівання шару пластмаси до температури желювання цього шару пластмаси,
(c) нанесення на поверхню жельованого шару пластмаси малюнка або структури друкувальним чорнилом, що містить фотоініціатор,
(d) нанесення здатного до твердіння покриття на жельований шар пластмаси і на друкувальне чорнило,
(e) желювання здатного до твердіння покриття,
(f) нанесення на поверхню жельованого здатного до твердіння покриття верхнього шару стирання покриття, яке включає здатний до твердіння під ультрафіолетом поліуретан на водній основі без фотоініціатора,
(g) сушіння верхнього шару стирання покриття,
(h) нагрівання для зм'якшення жельованого здатного до твердіння покриття,
(і) механічне тиснення верхнього шару стирання покриття і зм'якшеного здатного до твердіння покриття,
(j) активування фотоініціатора і отвердження здатного до твердіння покриття, розташованого над друкувальним чорнилом,
(k) нагрівання для отвердження неотверджених частин здатного до твердіння покриття і сплавлювання разом отвердженого покриття, верхнього шару стирання покриття, шару пластмаси і основи.
24. Спосіб за п. 23, який відрізняється тим, що додатково включає механічне тиснення отвердженого покриття у зонах, що не лежать над друкувальним чорнилом.
25. Спосіб виготовлення поверхневого покриття, який включає таку послідовність операцій:
(a) нанесення на основу шару пластмаси, що містить спінювач,
(b) нанесення на поверхню жельованого шару пластмаси першого малюнка або першої структури першим друкувальним чорнилом, що містить фотоініціатор,
(c) нанесення на поверхню жельованого шару пластмаси другого малюнка або другої структури другим друкувальним чорнилом, що містить фотоініціатор і інгібітор розширення,
(d) нанесення здатного до твердіння шару на шар пластмаси і на перше і друге друкувальні чорнила,
(e) желювання здатного до твердіння шару,
(f) нанесення на поверхню жельованого здатного до твердіння шару верхнього шару стирання покриття, яке включає здатний до твердіння під ультрафіолетом поліуретан на водній основі без фотоініціатора,
(g) сушіння верхнього шару стирання покриття,
(h) нагрівання для зм'якшення здатного до твердіння шару,
(і) механічне тиснення верхнього шару стирання покриття і зм'якшеного здатного до твердіння шару,
(j) активування фотоініціатора і отвердження поверхневих частин здатного до твердіння шару, розташованих над першим і другим друкувальними чорнилами,
(k) нагрівання для активування спінювача і отвердження неотверджених частин здатного до твердіння шару, причому спінювання шару пластмаси під другим друкувальним чорнилом інгібується, а механічне тиснення у поверхневих зонах над непродрукованими частинами згладжується,
(l) нанесення розчину спирту і фотоініціатора на верхній шар стирання покриття,
(m) випарювання спирту,
(n) активування фотоініціатора у верхньому шарі стирання покриття для отвердження цього шару.
26. Спосіб за п. 25, який відрізняється тим, додатково включає механічне тиснення здатного до твердіння покриття у частинах, що не лежать над першим і другим друкувальними чорнилами.
27. Спосіб виготовлення поверхневого покриття, який включає таку послідовність операцій:
(a) нанесення на основу шару пластмаси, що містить спінювач,
(b) нагрівання шару пластмаси до температури желювання цього шару пластмаси, без активування спінювача, для формування жельованого шару пластмаси, який має поверхню,
(c) нанесення на поверхню жельованого шару пластмаси першого малюнка або першої структури першим друкувальним чорнилом, що містить перший фотоініціатор, який реагує при освітленні його і отвердженні поверхні ультрафіолетовим випромінюванням з довжиною хвилі вище приблизно 400 нм,
(d) нанесення на поверхню жельованого шару пластмаси другого малюнка або другої структури другим друкувальним чорнилом, що містить зазначений перший фотоініціатор і інгібітор розширення,
(e) нанесення здатного до твердіння покриття на жельований шар пластмаси і на перше і друге друкувальні чорнила,
(f) желювання здатного до твердіння покриття,
(g) нанесення на поверхню жельованого здатного до твердіння покриття верхнього шару стирання покриття, яке включає другий фотоініціатор, що реагує під дією ультрафіолетового випромінювання з довжиною хвилі нижче приблизно 350 нм, і здатний до твердіння під ультрафіолетом поліуретан на водній основі,
(h) сушіння верхнього шару стирання покриття,
(і) нагрівання для зм'якшення жельованого здатного до твердіння покриття,
(j) механічне тиснення верхнього шару стирання покриття і зм'якшеного здатного до твердіння покриття,
(k) активування першого фотоініціатора і oтвердження поверхневих частин здатного до твердіння покриття, розташованих над першим і другим друкувальними чорнилами,
(l) нагрівання для активування спінювача і сплавлювання разом здатного до твердіння покриття, шару пластмаси і основи, причому спінювання шару пластмаси під другим друкувальним чорнилом інгібується, а механічне тиснення у поверхневих зонах над непродрукованими частинами згладжується,
(m) активування другого фотоініціатора і отвердження верхнього шару стирання покриття.
28. Спосіб за п. 27, який відрізняється тим, що додатково включає механічне тиснення здатного до твердіння покриття у частинах, що не лежать над першим і другим друкувальними чорнилами.
29. Спосіб виготовлення поверхневого покриття, який включає таку послідовність операцій:
(a) нанесення на основу шару пластмаси, що містить спінювач,
(b) нагрівання шару пластмаси до температури желювання цього шару пластмаси,
(c) нанесення на поверхню жельованого шару пластмаси малюнка або структури друкувальним чорнилом, що містить перший фотоініціатор, який реагує під дією ультрафіолетового випромінювання з довжиною хвилі вище приблизно 400 нм,
(d) нанесення здатного до твердіння покриття на жельований шар пластмаси і на друкувальне чорнило,
(e) желювання здатного до твердіння покриття,
(f) нанесення на поверхню жельованого здатного до твердіння покриття верхнього шару стирання покриття, яке включає другий фотоініціатор, що реагує під дією ультрафіолетового випромінювання з довжиною хвилі нижче приблизно 350 нм, і здатний до твердіння під ультрафіолетом поліуретан на водній основі,
(g) сушіння верхнього шару стирання покриття,
(h) нагрівання для зм'якшення жельованого здатного до твердіння покриття,
(і) механічне тиснення зм'якшеного здатного до твердіння покриття,
(j) активування фотоініціатора і отвердження поверхневих частин здатного до твердіння покриття, розташованих над друкувальним чорнилом,
(k) нагрівання для отвердження неотверджених частин здатного до твердіння покриття, сплавлювання отвердженого цим здатного до твердіння покриття, шару пластмаси і підложки,
(l) активування другого фотоініціатора і отвердження верхнього шару стирання покриття.
30. Спосіб виготовлення поверхневого покриття, який включає таку послідовність операцій:
(a) нанесення на основу шару пластмаси, що містить спінювач,
(b) нанесення на поверхню шару пластмаси першого малюнка або першої структури першим друкувальним чорнилом, що містить перший фотоініціатор, який реагує під дією ультрафіолетового випромінювання з довжиною хвилі вище приблизно 400 нм,
(c) нанесення на поверхню жельованого шару пластмаси другого малюнка або другої структури другим друкувальним чорнилом, що містить зазначений перший фотоініціатор і інгібітор розширення,
(d) нанесення здатного до твердіння шару на шар пластмаси і на перше і друге друкувальні чорнила,
(e) желювання здатного до твердіння шару,
(f) нанесення на поверхню жельованого здатного до твердіння шару верхнього шару стирання покриття, яке включає другий фотоініціатор, що реагує під дією ультрафіолетового випромінювання з довжиною хвилі нижче приблизно 350 нм, і здатний до твердіння під ультрафіолетом поліуретан на водній основі,
(g) сушіння верхнього шару стирання покриття,
(h) нагрівання для зм'якшення здатного до твердіння шару,
(і) механічне тиснення верхнього шару стирання покриття і зм'якшеного здатного до твердіння покриття,
(j) активування першого фотоініціатора і отвердження поверхневих частин здатного до твердіння шару, розташованих над першим і другим друкувальними чорнилами,
(k) нагрівання для активування спінювача і отвердження неотверджених частин здатного до твердіння шару, причому спінювання шару пластмаси під другим друкувальним чорнилом інгібується, а механічне тиснення у поверхневих зонах над непродрукованими частинами згладжується,
(l) активування другого фотоініціатора і отвердження верхнього шару стирання покриття.
31. Спосіб за п. 30, який відрізняється тим, що додатково включає механічне тиснення здатного до твердіння покриття у частинах, що не лежать над першим і другим друкувальними чорнилами.
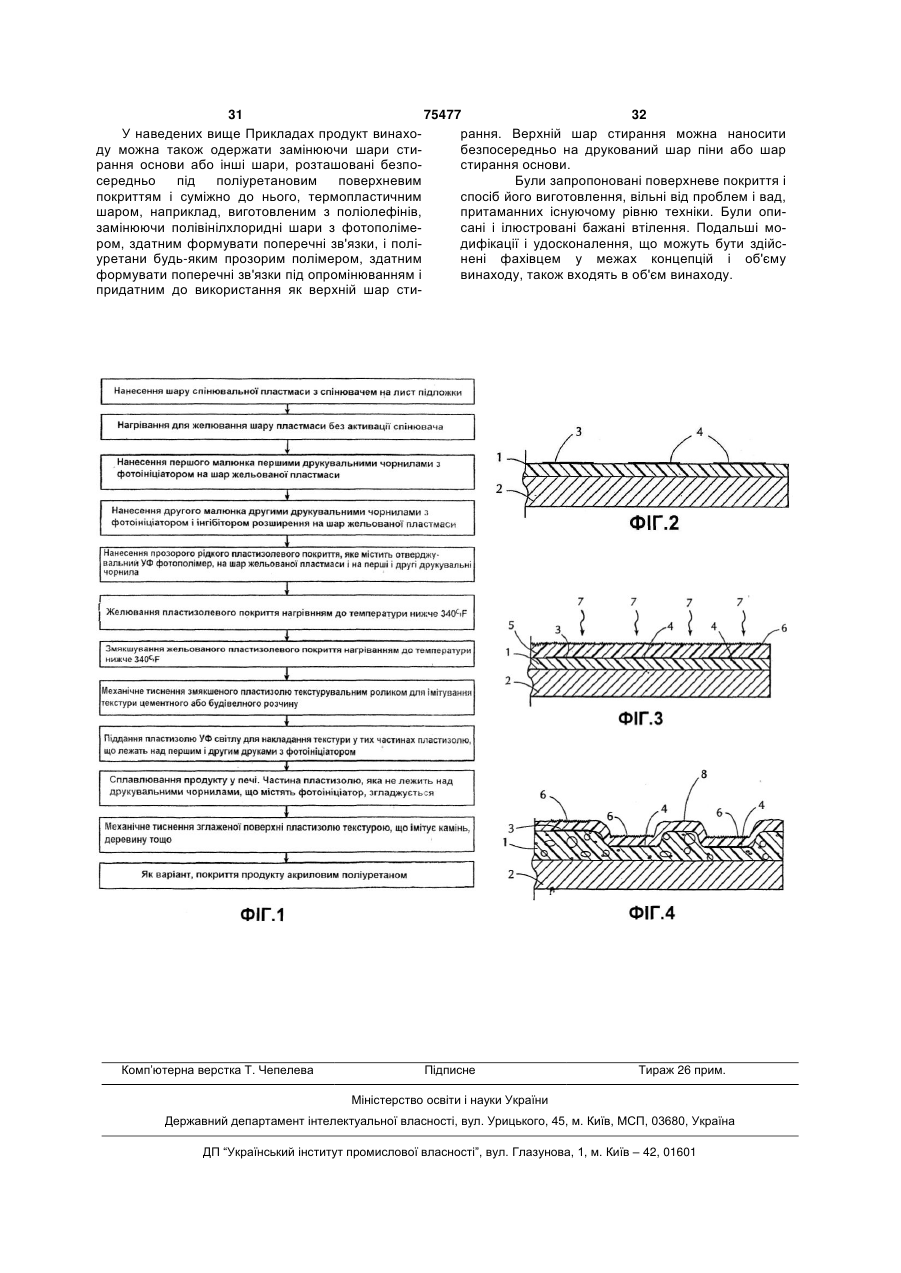
32. Поверхневе покриття, яке включає:
(a) основу,
(b) спінений і хімічно тиснений шар пластмаси, який лежить над основою,
(c) структуру, нанесену на зазначений спінений шар пластмаси чорнилом, що містить фотоініціатор,
(d) отверджене покриття або отверджений шар, який лежить над спіненим шаром пластмаси і чорнилом, причому частина отвердженого покриття або отвердженого шару, розташована над чорнилом, є хімічно і механічно тисненою,
(e) хімічно і механічно тиснений поліуретановий верхній шар стирання покриття.
33. Поверхневе покриття, яке включає:
(a) основу,
(b) шар пластмаси, який лежить над основою,
(c) структуру, нанесену на зазначений шар пластмаси чорнилом, що містить фотоініціатор,
(d) отверджене покриття або отверджений шар, які лежать над спіненим шаром пластмаси і чорнилом, причому ці отверджене покриття або отверджений шар, розташовані над чорнилом, є і механічно тисненими,
(e) механічно тиснений поліуретановий верхній шар стирання покриття.
Текст
1. Спосіб виготовлення поверхневого покриття, який включає таку послідовність операцій: (a) нанесення на основу шару пластмаси, що містить спінювач, (b) нагрівання шару пластмаси до температури желювання цього шару пластмаси, без активування спінювача, для формування жельованого шару пластмаси, який має поверхню, (c) нанесення на поверхню жельованого шару пластмаси першого малюнка або першої структури першим друкувальним чорнилом, що містить фотоініціатор, (d) нанесення на поверхню жельованого шару пластмаси другого малюнка або другої структури другим друкувальним чорнилом, що містить фотоініціатор і інгібітор розширення, (e) нанесення здатного до твердіння покриття на поверхню жельованого шару пластмаси і на перше і друге друкувальні чорнила, (f) желювання здатного до твердіння покриття, (g) нагрівання для зм'якшення жельованого здатного до твердіння покриття, (h) механічне тиснення зм'якшеного жельованого здатного до твердіння покриття, (і) активування фотоініціатора і отвердження поверхневих частин здатного до твердіння покриття, 2 (19) 1 3 75477 4 13. Спосіб за п.11, який відрізняється тим, що шого малюнка або першої структури першим друодне або більше додаткових друкувальних чорнил, кувальним чорнилом, що містить фотоініціатор, що містять фотоініціатор, містять також інгібітор. (c) нанесення на поверхню жельованого шару 14. Спосіб виготовлення поверхневого покриття, пластмаси другого малюнка або другої структури який включає таку послідовність операцій: другим друкувальним чорнилом, що містить фото(a) нанесення на основу шару пластмаси, що місініціатор і інгібітор розширення, тить спінювач, (d) нанесення здатного до твердіння шару на шар (b) нагрівання шару пластмаси до температури пластмаси і на перше і друге друкувальні чорнила, желювання цього шару пластмаси, (e) нагрівання для розм'якшення здатного до твер(c) нанесення на жельований шар пластмаси мадіння шару, люнка або структури друкувальним чорнилом, що (f) механічне тиснення зм'якшеного здатного до містить фотоініціатор, твердіння шару, (d) нанесення здатного до твердіння покриття на (g) активування фотоініціатора і отвердження пожельований шар пластмаси і на друкувальне чорверхневих частин здатного до твердіння шару, нило, розташованих над першим і другим друкувальни(e) желювання здатного до твердіння покриття, ми чорнилами, (f) нагрівання жельованого здатного до твердіння (h) нагрівання для активування спінювача і отверпокриття для зм'якшення, дження неотверджених частин здатного до твер(g) механічне тиснення зм'якшеного здатного до діння шару, причому спінювання шару пластмаси твердіння покриття, (h) активування фотоініціатора під другим друкувальним чорнилом інгібується, а і отвердження здатного до твердіння покриття, механічне тиснення у поверхневих зонах над нерозташованого над друкувальним чорнилом, продрукованими частинами згладжується. 20. Спосіб за п.19, який відрізняється тим, що (і) нагрівання для отвердження неотверджених частин здатного до твердіння покриття і додатково включає механічне тиснення отверджесплавлювання отвердженого цим покриття, шару ного покриття у частинах, що не лежать над перпластмаси і основи разом. шим і другим друкувальними чорнилами. 15. Поверхневе покриття, яке включає: 21. Спосіб виготовлення поверхневого покриття, (a) основу, який включає таку послідовність операцій: (b) спінений і хімічно тиснений шар пластмаси, (a) нанесення на основу шару пластмаси, що місякий лежить над основою, тить спінювач, (c) структуру, нанесену на зазначений спінений (b) нагрівання шару пластмаси до температури шар пластмаси чорнилом, що містить фотоініціажелювання цього шару пластмаси, без активувантор, ня спінювача, для формування жельованого шару (d) отверджене покриття або отверджений шар, пластмаси, який має поверхню, який лежить над спіненим шаром пластмаси і чор(c) нанесення на поверхню жельованого шару нилом, причому частина цих отвердженого покритпластмаси першого малюнка або першої структури тя або отвердженого шару, розташована над чорпершим друкувальним чорнилом, що містить фонилом, є хімічно тисненою і механічно тисненою з тоініціатор, першою механічно тисненою текстурою, яка має (d) нанесення на поверхню жельованого шару відносно велику глибину тиснення порівняно з зепластмаси другого малюнка або другої структури рном матування. другим друкувальним чорнилом, що містить фото16. Поверхневе покриття за п.15, яке відрізняєтьініціатор і інгібітор розширення, ся тим, що чорнило містить також інгібітор. (e) нанесення здатного до твердіння покриття на 17. Поверхневе покриття за п.15, яке відрізняєтьжельований шар пластмаси і на перше і друге друся тим, що частина отвердженого покриття або кувальні чорнила, отвердженого шару, яка не лежить над чорнилом, (f) желювання здатного до твердіння покриття, виконана механічно тисненою з другою механічно (g) нанесення на поверхню жельованого здатного тисненою текстурою, відмінною від першої механідо твердіння покриття верхнього шару стирання чно тисненої текстури. покриття, яке включає здатний до твердіння під 18. Поверхневе покриття, яке включає: ультрафіолетом поліуретан на водній основі без (a) основу, фотоініціатора, (b) шар пластмаси, який лежить над підложкою, (h) сушіння верхнього шару стирання покриття, (c) структуру, нанесену на зазначений шар пласт(і) нагрівання для зм'якшення жельованого здатномаси чорнилом, що містить фотоініціатор, го до твердіння покриття, (d) отверджене покриття або отверджений шар, (j) механічне тиснення верхнього шару стирання який лежить над спіненим шаром пластмаси і чорпокриття і зм'якшеного здатного до твердіння покнилом, причому частина отвердженого покриття риття, або отвердженого шару, розташована над чорни(k) активування фотоініціатора і отвердження полом, є механічно тисненою з першою механічно верхневих частин здатного до твердіння покриття, тисненою текстурою, яка має відносно велику глирозташованих над першим і другим друкувальнибину тиснення порівняно з зерном матування. ми чорнилами, 19. Спосіб виготовлення поверхневого покриття, (l) нагрівання для активування спінювача і сплавякий включає таку послідовність операцій: лювання разом здатного до твердіння покриття, (a) нанесення на основу шару пластмаси, що місшару пластмаси і основи, причому спінювання тить спінювач, шару пластмаси під другим друкувальним чорни(b) нанесення на поверхню шару пластмаси перлом інгібується, а механічне тиснення у поверхне 5 75477 6 вих зонах над непродрукованими частинами зглаініціатора, джується, (g) сушіння верхнього шару стирання покриття, (m) нанесення розчину спирту і фотоініціатора на (h) нагрівання для зм'якшення здатного до тверверхній шар стирання покриття, діння шару, (n) випарювання спирту, (і) механічне тиснення верхнього шару стирання (о) активування фотоініціатора у верхньому шарі покриття і зм'якшеного здатного до твердіння шастирання покриття для отвердження цього шару. ру, 22. Спосіб за п.21, який відрізняється тим, що (j) активування фотоініціатора і отвердження попісля операції (l) додатково здійснюють механічне верхневих частин здатного до твердіння шару, тиснення здатного до твердіння покриття у частирозташованих над першим і другим друкувальнинах, що не лежать над першим і другим друкувами чорнилами, льними чорнилами. (k) нагрівання для активування спінювача і отвер23. Спосіб виготовлення поверхневого покриття, дження неотверджених частин здатного до тверякий включає таку послідовність операцій: діння шару, причому спінювання шару пластмаси (a) нанесення на основу шару пластмаси, що міспід другим друкувальним чорнилом інгібується, а тить спінювач, механічне тиснення у поверхневих зонах над не(b) нагрівання шару пластмаси до температури продрукованими частинами згладжується, желювання цього шару пластмаси, (l) нанесення розчину спирту і фотоініціатора на (c) нанесення на поверхню жельованого шару верхній шар стирання покриття, пластмаси малюнка або структури друкувальним (m) випарювання спирту, чорнилом, що містить фотоініціатор, (n) активування фотоініціатора у верхньому шарі (d) нанесення здатного до твердіння покриття на стирання покриття для отвердження цього шару. 26. Спосіб за п.25, який відрізняється тим, додатжельований шар пластмаси і на друкувальне чорнило, ково включає механічне тиснення здатного до (e) желювання здатного до твердіння покриття, твердіння покриття у частинах, що не лежать над (f) нанесення на поверхню жельованого здатного першим і другим друкувальними чорнилами. до твердіння покриття верхнього шару стирання 27. Спосіб виготовлення поверхневого покриття, покриття, яке включає здатний до твердіння під який включає таку послідовність операцій: ультрафіолетом поліуретан на водній основі без (a) нанесення на основу шару пластмаси, що місфотоініціатора, тить спінювач, (g) сушіння верхнього шару стирання покриття, (b) нагрівання шару пластмаси до температури (h) нагрівання для зм'якшення жельованого здатжелювання цього шару пластмаси, без активуванного до твердіння покриття, ня спінювача, для формування жельованого шару (і) механічне тиснення верхнього шару стирання пластмаси, який має поверхню, покриття і зм'якшеного здатного до твердіння пок(c) нанесення на поверхню жельованого шару риття, пластмаси першого малюнка або першої структури (j) активування фотоініціатора і отвердження здатпершим друкувальним чорнилом, що містить перного до твердіння покриття, розташованого над ший фотоініціатор, який реагує при освітленні його друкувальним чорнилом, і отвердженні поверхні ультрафіолетовим випро(k) нагрівання для отвердження неотверджених мінюванням з довжиною хвилі вище приблизно частин здатного до твердіння покриття і сплавлю400 нм, вання разом отвердженого покриття, верхнього (d) нанесення на поверхню жельованого шару шару стирання покриття, шару пластмаси і основи. пластмаси другого малюнка або другої структури 24. Спосіб за п.23, який відрізняється тим, що другим друкувальним чорнилом, що містить задодатково включає механічне тиснення отверджезначений перший фотоініціатор і інгібітор розшиного покриття у зонах, що не лежать над друкуварення, льним чорнилом. (e) нанесення здатного до твердіння покриття на 25. Спосіб виготовлення поверхневого покриття, жельований шар пластмаси і на перше і друге друякий включає таку послідовність операцій: кувальні чорнила, (a) нанесення на основу шару пластмаси, що міс(f) желювання здатного до твердіння покриття, тить спінювач, (g) нанесення на поверхню жельованого здатного (b) нанесення на поверхню жельованого шару до твердіння покриття верхнього шару стирання пластмаси першого малюнка або першої структури покриття, яке включає другий фотоініціатор, що першим друкувальним чорнилом, що містить фореагує під дією ультрафіолетового випромінювантоініціатор, ня з довжиною хвилі нижче приблизно 350 нм, і (c) нанесення на поверхню жельованого шару здатний до твердіння під ультрафіолетом поліурепластмаси другого малюнка або другої структури тан на водній основі, другим друкувальним чорнилом, що містить фото(h) сушіння верхнього шару стирання покриття, ініціатор і інгібітор розширення, (і) нагрівання для зм'якшення жельованого здатно(d) нанесення здатного до твердіння шару на шар го до твердіння покриття, пластмаси і на перше і друге друкувальні чорнила, (j) механічне тиснення верхнього шару стирання (e) желювання здатного до твердіння шару, покриття і зм'якшеного здатного до твердіння пок(f) нанесення на поверхню жельованого здатного риття, до твердіння шару верхнього шару стирання пок(k) активування першого фотоініціатора і риття, яке включає здатний до твердіння під ультoтвердження поверхневих частин здатного до тверафіолетом поліуретан на водній основі без фотордіння покриття, розташованих над першим і дру 7 75477 8 гим друкувальними чорнилами, другим друкувальним чорнилом, що містить за(l) нагрівання для активування спінювача і сплавзначений перший фотоініціатор і інгібітор розшилювання разом здатного до твердіння покриття, рення, шару пластмаси і основи, причому спінювання (d) нанесення здатного до твердіння шару на шар шару пластмаси під другим друкувальним чорнипластмаси і на перше і друге друкувальні чорнила, лом інгібується, а механічне тиснення у поверхне(e) желювання здатного до твердіння шару, вих зонах над непродрукованими частинами згла(f) нанесення на поверхню жельованого здатного джується, до твердіння шару верхнього шару стирання пок(m) активування другого фотоініціатора і отверриття, яке включає другий фотоініціатор, що реадження верхнього шару стирання покриття. гує під дією ультрафіолетового випромінювання з 28. Спосіб за п.27, який відрізняється тим, що довжиною хвилі нижче приблизно 350 нм, і здатдодатково включає механічне тиснення здатного ний до твердіння під ультрафіолетом поліуретан до твердіння покриття у частинах, що не лежать на водній основі, над першим і другим друкувальними чорнилами. (g) сушіння верхнього шару стирання покриття, 29. Спосіб виготовлення поверхневого покриття, (h) нагрівання для зм'якшення здатного до тверякий включає таку послідовність операцій: діння шару, (a) нанесення на основу шару пластмаси, що міс(і) механічне тиснення верхнього шару стирання тить спінювач, покриття і зм'якшеного здатного до твердіння пок(b) нагрівання шару пластмаси до температури риття, желювання цього шару пластмаси, (j) активування першого фотоініціатора і отвер(c) нанесення на поверхню жельованого шару дження поверхневих частин здатного до твердіння пластмаси малюнка або структури друкувальним шару, розташованих над першим і другим друкучорнилом, що містить перший фотоініціатор, який вальними чорнилами, реагує під дією ультрафіолетового випромінюван(k) нагрівання для активування спінювача і отверня з довжиною хвилі вище приблизно 400 нм, дження неотверджених частин здатного до твер(d) нанесення здатного до твердіння покриття на діння шару, причому спінювання шару пластмаси жельований шар пластмаси і на друкувальне чорпід другим друкувальним чорнилом інгібується, а нило, механічне тиснення у поверхневих зонах над не(e) желювання здатного до твердіння покриття, продрукованими частинами згладжується, (f) нанесення на поверхню жельованого здатного (l) активування другого фотоініціатора і отвердо твердіння покриття верхнього шару стирання дження верхнього шару стирання покриття. 31. Спосіб за п.30, який відрізняється тим, що покриття, яке включає другий фотоініціатор, що реагує під дією ультрафіолетового випромінювандодатково включає механічне тиснення здатного ня з довжиною хвилі нижче приблизно 350 нм, і до твердіння покриття у частинах, що не лежать здатний до твердіння під ультрафіолетом поліуренад першим і другим друкувальними чорнилами. тан на водній основі, 32. Поверхневе покриття, яке включає: (g) сушіння верхнього шару стирання покриття, (a) основу, (h) нагрівання для зм'якшення жельованого здат(b) спінений і хімічно тиснений шар пластмаси, ного до твердіння покриття, який лежить над основою, (і) механічне тиснення зм'якшеного здатного до (c) структуру, нанесену на зазначений спінений твердіння покриття, шар пластмаси чорнилом, що містить фотоініціа(j) активування фотоініціатора і отвердження потор, верхневих частин здатного до твердіння покриття, (d) отверджене покриття або отверджений шар, розташованих над друкувальним чорнилом, який лежить над спіненим шаром пластмаси і чор(k) нагрівання для отвердження неотверджених нилом, причому частина отвердженого покриття частин здатного до твердіння покриття, сплавлюабо отвердженого шару, розташована над чорнивання отвердженого цим здатного до твердіння лом, є хімічно і механічно тисненою, покриття, шару пластмаси і підложки, (e) хімічно і механічно тиснений поліуретановий (l) активування другого фотоініціатора і отверверхній шар стирання покриття. дження верхнього шару стирання покриття. 33. Поверхневе покриття, яке включає: 30. Спосіб виготовлення поверхневого покриття, (a) основу, який включає таку послідовність операцій: (b) шар пластмаси, який лежить над основою, (a) нанесення на основу шару пластмаси, що міс(c) структуру, нанесену на зазначений шар пласттить спінювач, маси чорнилом, що містить фотоініціатор, (b) нанесення на поверхню шару пластмаси пер(d) отверджене покриття або отверджений шар, які шого малюнка або першої структури першим друлежать над спіненим шаром пластмаси і чорникувальним чорнилом, що містить перший фотоінілом, причому ці отверджене покриття або отверціатор, який реагує під дією ультрафіолетового джений шар, розташовані над чорнилом, є і мехавипромінювання з довжиною хвилі вище приблизнічно тисненими, но 400 нм, (e) механічно тиснений поліуретановий верхній (c) нанесення на поверхню жельованого шару шар стирання покриття. пластмаси другого малюнка або другої структури 9 Винахід стосується способу виготовлення механічно тисненої синтетичної поверхні і виробів, одержаних у цей спосіб. Зокрема, винахід стосується механічно тиснених покриттів підлоги, оброблених для створення селективно тиснених частин поверхні, і створення таким чином більш реалістичного зовнішнього вигляду. За зовнішнім виглядом поверхня може бути схожою, наприклад, на керамічну плитку, камінь, цеглу, піщаник, пробку, деревину і у деяких втіленнях текстуровані лінії або лінії цементної маси, а також їх комбінації, наприклад, піщаника і керамічної плитки, текстурованої деревини і гладкої кераміки, пробки і деревини, і каменю або шиферу. Синтетичні поверхневі покриття, включаючи листове покриття підлог, покриття стін і плитки використовують у побутових, комерційних і інституційних застосуваннях, де декоративність, тривалість і легкість встановлення є важливими факторами. Ці поверхневі покриття можуть бути виготовлені як імітації різних типів кам'яної кладки, наприклад, керамічної плитки, каменю і цегли, або для створення унікальних сполучень кольорів, часток і інших декоративних елементів, які не можна створити з іншими типами поверхневих покриттів. На сучасному ринку з боку споживачів зростає попит на синтетичні покриття з поліпшеними текстурними якостями, наприклад, з здатністю реалістично імітувати не лише текстуру матеріалів, наприклад, керамічну плитку, камінь, цеглу, піщаник, пробку, деревину і їх комбінації, але й текстуру цементного розчину або будівельного розчину, які звичайно використовуються каменярами або іншими фахівцями для заповнення з'єднань між такими матеріалами і фіксації їх у бажаних положеннях. В індустрії поверхневих покриттів використовують механічне тиснення, хімічне тиснення, комбінації цих операцій, трафаретний друк тощо для одержання конструкційних ефектів і текстур згідно з вимогами споживача. У патенті США RE. 33 599 описано процес селективного матування на синтетичних покриттях шляхом нанесення на несучу підложку (здатну або нездатну до розширення) (1) полімерного покриття, яке містить щонайменше один перший ініціатор полімеризації, на щонайменше першу вибрану зону і (2) щонайменше другого покриття, що включає мономер з поперечними зв'язками, який містить щонайменше один другий ініціатор полімеризації на щонайменше другу вибрану зону. Друга зона може перекривати щонайменше частину першої зони. Перший і другий ініціатори активуються чітко визначеними "спектральними зонами". Після попереднього желювання виконують операцію загального гранулювання на щонайменше частині поверхні з подальшим ствердженням першої вибраної зони і фіксації цим гранулювання. Потім виконують желювання для згладжування гранулювання у другій зоні. Продукт має селективно матований вигляд. Інший спосіб виготовлення диференційно глянсованих продуктів описано [у патенті США 4 298 646]. Ефект текстури поверхні згідно з винаходом одержують створенням відносно великих глибин тиснення порівняно з неглибоким гранулюванням 75477 10 або запилюванням, які були використані у згаданих патентах для одержання селективного ефекту матування або глянсування. Зокрема, задачею винаходу є створення у поверхневих покриттях реалістичної імітації не лише текстури поверхні різних каменярських матеріалів, наприклад, керамічної плитки, каменю, цегли, піщаника, пробки, деревини і їх комбінацій, але й текстури цементного розчину або будівельного розчину, які звичайно використовуються каменярами або іншими фахівцями для заповнення з'єднань між такими матеріалами. Згідно з винаходом запропоновано новий спосіб одержання вибраних зон певного вигляду, наприклад, текстурованих ліній цементного розчину, на поверхні синтетичного поверхневого покриття. У одному з втілень для одержання такого продукту шар здатної до спінювання пластмаси, яка містить спінювач, наносять на листову підложку. Цю комбінацію гріють для желювання шару пластмаси без активування спінювача. Потім на жельований шар пластмаси друкувальним чорнилом з фотоініціатором наносять перший малюнок. Далі на жельований шар пластмаси друкувальним чорнилом, що містить інгібітор розширення і фотоініціатор, наносять другий малюнок, після чого частина інгібітору мігрує у жельований шар пластмаси. Після операцій друку виготовлене з пластизолю рідке здатне до твердіння покриття з здатним до твердіння під ультрафіолетом фотополімером, наприклад, з акриловим мономером або олігомером наносять на всю поверхню жельованого шару пластмаси, включаючи перші і друге друкувальне чорнило, після чого частина фотоініціатора з друкувальних чорнил мігрує у покриття, здатне до твердіння. Це покриття потім желюють, з охолодженням або без нього, і після цього пом'якшують поверхню нагріванням. Пом'якшене здатне до твердіння покриття піддають загальному механічному тисненню текстурою, наприклад, такою, що імітує цементний розчин, після чого продукт отверджують підцанням ультрафіолетовому опромінюванню у камері для створення текстури цементного розчину у тих частинах покриття, що покривають друку вальне чорнило і містять частину фотоініціатора. Після видалення з ультрафіолетової камери продукт вносять у сплавлювальну і розширювальну піч, де частина здатного до твердіння покриття, яка не покриває друкувальне чорнило і містить фотоініціатор, згладжується, внаслідок чого текстура, що імітує цементний розчин, зникає у цих місцях. Крім того, ті частини шару жельованої пластмаси, які не містять інгібітору, нанесеного з другим друкувальним чорнилом, спінюються і розширюються. Поверхню згладженого здатного до твердіння покриття після цього можна, як варіант, піддати механічному тисненню вдруге, але тепер текстурою, яка імітує текстуру каменю, деревини тощо, як це було описано вище. Для захисту поверхні продукту від витирання на неї, як варіант, наносять функціональне покриття, наприклад, акриловий поліуретан. Фахівцю зрозуміло, що у цьому процесі можуть бути використані більш, ніж двоє друкувальних чорнил, і продукт і кожні з чорнил можуть, як варіант, містити фотоініціатор і/або інгібітор. Зрозуміло, що для 11 75477 12 одержання бажаного декоративного ефекту разом рнило" і "друге друкувальне чорнило" слугують з друкувальним чорнилом, що не містить фотоінілише для розрізнення чорнил і не обов'язково відціатора або інгібітора, може бути використане чоповідають порядку їх нанесення на шар жельоварнило, що містить фотоініціатор і/або інгібітор. ної пластмаси або на підложку; крім того, це не У іншому втіленні винаходу друкувальне чорозначає що для одержання бажаного продукту з нило без інгібіторів друком наносять у вигляді мамалюнком і бажаними кольорами використовуютьлюнка або структури безпосередньо на підложку, ся лише двоє чорнил. На всю поверхню шару жеяка не має шару спінювальної пластмаси. Продукт льованої пластмаси, що включає перші і друге має плоску поверхню з різними текстурами або друкувальне чорнило, наносять рідке прозоре здазовнішнім виглядом, включаючи у деяких випадках тне до твердіння покриття, яке містить акриловий тримірний малюнок. У цьому втіленні, якщо тексмономер або олігомер, здатний під дією ультрафітуровані лінії цементного розчину є частиною маолету формувати поперечні зв'язки, і, як варіант, люнка або структури, ці лінії будуть на одному рівініціатор утворення таких зв'язків, наприклад, таке ні з верхньою поверхнею продукту, тобто не джерело радикалів, як пероксид. Після цього фобудуть рельєфними. тоініціатор з першого і другого друкувальних чорУ іншому втіленні винаходу замість спінюванил мігрує у здатне до твердіння покриття, нанельного і/або здатного до твердіння покриття викосене на чорнило. Фотоініціатор має бути обраний ристано виготовлені каландруванням і/або екструтаким чином, щоб швидкість його мігрування з зією плівки, як це описано нижче. друкувальних чорнил у покриття була близькою до Згідно з ще одним втіленням, для одержання швидкості виконання всього процесу виготовлення селективно тиснених поверхневих покриттів з уреповерхневого покриття. Підложку, шар пластмаси, тановою поверхнею використовується друкувальперше і друге друкувальні чорнила і рідке здатне не чорнило і шари стирання з різними фотоініціадо твердіння покриття разом гріють для желюванторами, які реагують на ультрафіолетові ня останнього. Поверхню здатного до твердіння випромінювання різної довжини хвилі. покриття потім зм'якшують нагріванням, після чого Всі процентні значення наведено як відношенце зм'якшене покриття піддають механічному тисня маса/маса, якщо не зумовлено інше. ненню текстурувальним валком згідно з відомими У кресленнях: методами. Бажано, щоб текстурувальний валик Фіг.1 - послідовність операцій способу вистворював імітацію піску, цементного розчину, бунаходу, дівельного розчину, пробки, тераццо тощо, як це Фіг.2 - частковий перетин продукту, виготовлебуло описано. Час і температура, потрібні для женого згідно з процесом, ілюстрованим Фіг.1, перед лювання мають бути достатньо малими, щоб унинанесенням здатного до твердіння покриття на кнути ініціювання термічного формування поперешар жельованої пластмаси; ця Фіг. і Фіг.3, 4 є личних зв'язків у здатному До твердіння покритті. ше ілюстративними і їх елементи зображені без Якщо не використовується ініціатор термічного дотримання масштабу, формування поперечних зв'язків, для такого форФіг.3 - частковий перетин продукту, виготовлемування можна використати, як відомо, електронного згідно з процесом, ілюстрованим Фіг.1, під час ний промінь, як це розглядається далі у приоперації отвердження ультрафіолетом, кладах. Фіг.4 - частковий перетин продукту, виготовлеДля фіксації тисненої текстури у зонах здатноного згідно з процесом, ілюстрованим Фіг.1 після го до твердіння покриття, що лежать над першим і другої операції механічного тиснення. другим друкувальними чорнилами, які містять фоФіг.1 ілюструє нанесення шару спінювальної тоініціатор, у цьому покритті, яке містить стверпластмаси з спінювачем на листову підложку. джувальний ультрафіолетом акриловий мономер Комбінацію гріють до желювання шару пластмаси або олігомер, створюють поперечні зв'язки ультабез активування спінювального агента. Потім звифіолетовим опромінюванням у камері. Це опромічайними способами на шар жельованої пластмаси нювання розкладає фотоініціатор з утворенням першим друкувальним чорнилом з фотоініціатовільних радикалів або іонів, необхідних для створом наносять перший малюнок або структуру. Далі рення поперечних зв'язків у компонентах акрилозвичайними способами на шар жельованої пластвого мономеру або олігомеру здатного до твердінмаси другим друкувальним чорнилом з інгібітором ня покриття. розширення і фотоініціатором наносять другий Після цього продукт вносять у сплавлювальну малюнок або структуру, після чого інгібітор, присупіч, де нагрівають до 205ЕС, внаслідок чого ті частній у другому друкувальному чорнилі, мігрує у тини здатного до твердіння покриття, які не покришар жельованої пластмаси під другим друкувальвають першого або другого друкувального чорниним чорнилом. Інгібітор має бути обраний таким ла, зріджуються і еластизуються таким чином, що чином, щоб швидкість його мігрування з другого деформація здатного до твердіння покриття у цих друкувального чорнила у шар жельованої пластчастинах, створена механічним тисненням текстумаси була близькою до швидкості виконання всьорованим роликом, зникає, тобто згладжується. го процесу виготовлення поверхневого покриття. Крім того, частина шару спінювальної пластмаси, Зрозуміло, що малюнком другого друкувального яка не лежить під другим друкувальним чорнилом, чорнила зручно зробити проміжок між двома плитщо містіть інгібітор, спінюється і розширюється. ками для імітування покриття керамічною плиткою. Залишки мономеру або олігомеру, що не прореаВинахід не обмежується таким малюнком і припусгували у ультрафіолетовій камері, можуть бути кає нанесення будь-якого бажаного малюнка. Зропіддані твердінню термоініціатором, як варіант, зуміло також, що терміни "перше друкувальне човведеним у здатне до твердіння покриття. Важли 13 75477 14 во вибрати такий термоініціатор, який починає тоініціатора. Відповідно, другий фотоініціатор реастверджувати залишки мономеру або олігомеру гує у діапазоні нижче 350нм, бажано, нижче 320нм. після згладжування останньої частини. Випромінювання вище 350нм можна одержати Далі продукт може бути підданий другій опевід будь-якої з наявних типів ламп (V-лампа (легорації механічного тиснення звичайними методами, вана галієм), D-лампа, Η-лампа тощо). Найкраще якою на поверхню згладженого здатного до твервибирати лампу яка сильно випромінює у спектрадіння покриття наносять іншу текстуру, наприклад, льній області >350нм. Бажаною є V-лампа, яка дає природного вигляду каменю, деревини тощо, опимаксимальне випромінювання у області вище саних вище. Після цього на продукт, як варіант, 350нм і мінімальне у нижчій області. може бути нанесене функціональне покриття, наЩоб відокремити випромінювання у області приклад, акриловий поліуретан. вище 350нм від повного випромінювання, необхідВажливою особливістю способу і продукту вино відфільтровувати випромінювання лампи нижче находу є те, що всю поверхню продукту можна 350нм. Для поглинання випромінювання з довжиспочатку текстурувати у першій операції механічною хвилі нижче 350нм можна застосувати скляного тиснення без нанесення спеціального малюнний фільтр, який пропускає випромінювання з вика текстурувальним роликом, пов'язаного з малющою довжиною хвилі. Для такого скла треба нком або структурою поверхневого покриття. Це підтримувати низьку контрольовану температуру, зумовлюється тим що зони поверхні здатного до оскільки його розташовують під ультрафіолетовою твердіння покриття, не зафіксовані після першого лампою, яка генерує значне інфрачервоне випромеханічного тиснення, пом'якшуються під час помінювання. Бажано використовувати дихроїчні дальшої обробки сплавленням і розширенням і рефлектори. стають гладкими внаслідок теплового розрідження Далі розглядаються кожний компонент продукпластмаси [див. патент США 3 887 678]. ту і операція виготовлення згідно з різними бажаПродукт, що має структуру, ілюстровану Фіг.2ними і альтернативними втіленнями. 4, виготовляють згідно з процесом Фіг.1. Шар 1 Підложка спінювальної пластмаси (Фіг.2) з спінювачем наноПідложкою є відносно плоский, волокнистий сять на лист підложки 2. Цю комбінацію гріють для або не волокнистий підтримуючий матеріал, нажелювання шару 1 пластмаси. На шар 1 жельоваприклад, волокнистий, валяний або плетений відної пластмаси наносять перший і другий малюнки носно плоский лист з накладених одно на одне першим друкувальним чорнилом 3, яке містить волокон, що перетинаються. За бажанням підложфотоініціатор, і другим друкувальним чорнилом 4, ка може включати фетр або папери, плетені або яке містить інгібітор розширення і фотоініціатор. неплетені. Вона може включати в'язаний або вигоНа всю поверхню шару 1 жельованої пластмаси і товлений у інший спосіб текстильний матеріал або на перше і друге друкувальні чорнила наносять тканини, виготовлені з целюлозних, скляних, припрозоре рідке здатне до твердіння покриття 5 родних або штучних органічних волокон, або за(Фіг.3). Після нагрівання здатного до твердіння кріплену або незакріплену тканину, або листи, випокриття 5 для желювання і зм'якшення зм'якшене готовлені з неї, або може бути заповнена або здатне до твердіння покриття 5 піддають механічнезаповнена термопластичними або термореактиному тисненню текстурованим роликом для форвними полімерними матеріалами. Вона може мати мування першої текстури ,6. Текстуроване здатне компактний шар. Ці інші матеріали для підложки є до твердіння покриття потім піддають ультрафіодобре відомими і не потребують розгляду. летовому опромінюванню 7, і продукт піддають Шар спінювальної пластмаси сплавлюванню у печі для згладжування тієї частиШар спінювальної пластмаси може включати ни здатного до твердіння покриття 5, яка не лебудь-який відомий матеріал, здатний утворювати жить над друкувальними чорнилами 3, 4, внасліна підложці спінені шари пластмаси. Бажаним мадок чого у цій частині зникає текстура, створена теріалом є полівінілхлоридний пластизоль, оргапершим механічним тисненням (Фіг.4). Крім того, ті нозоль, поліолефін, іономер, пластифікована полічастини шару 1 жельованої пластмаси, які не місвінілхлоридна або термопластична гума. Цей шар тять інгібітору, внесеного з другим друкувальним може бути пігментований або не пігментований. У чорнилом, спінюються і розширюються. Згладжені першому випадку бажано вибирати колір, який є частини здатного до твердіння покриття піддають середнім з кольорів кінцевого продукту, завдяки другому механічному тисненню для створення чому зовнішній , вигляд і естетичні якості продукту другої текстури 8. Після цього продукт, як варіант, зберігаються протягом його використання. Середможе бути покритий функціональним покриттям нім кольором фахівці вважають враження від ко(не показаним). льору при розгляданні поверхні з відстані більше 5 У іншому втіленні винаходу використовується футів 0,5м). отвердження ультрафіолетовим опромінюванням Шар спінювальної пластмаси може включати у двох різних діапазонах спектра. Це дозволяє будь-який матеріал з полівінілхлоридної смоли, досягти селективного створення поперечних зв'язяку звичайно використовують для покриття декоків у шарі стирання за допомогою різних фотоініціративних листових матеріалів, зокрема, може аторів. Перший фотоініціатор, що використовуєтьвключати (але не лише) описані [у патенті США 3 ся у друкувальних чорнилах, має проявляти 458 337]. Замість вказаних у цьому патенті спінюдостатнє поглинання у діапазоні вище 350нм, бавача і роздуваючого агента, можна використовуважано, вище 400нм. Другий фотоініціатор, який вити суміш азодикарбонаміду і р,р'користовується у композиційному шарі стирання, оксибіс(бензолсульфонілгідразид)у, як спінюючого не може мати поглинання у діапазоні першого фоагента. При потребі хімічного інгібування можуть 15 75477 16 бути використані каталізатор і додаткові інгредієнвода кімнатної або низької температури. Охолоти, наприклад, стабілізатори, каталізатор спінюдження можна здійснити також за допомогою венвання і роздування тощо Хоча бажаною спінюватиляторів або фенів. Такий же процес желювання, льною пластмасою є полівініл-хлоридна як це зрозуміло фахівцю, здійснюють, коли шар гомополімерна смола, можна використовувати інші пластмаси не містить спінюючого , або роздуваювінілхлоридні смоли. Придатними є і інші синтетичого агента. Для підготування шару для друку мочні смоли, наприклад, полістирол, заміщений поліжуть бути використані процедури каландрування стирол (бажано, щоб замісники були вибрані з або екструзії з подальшим ламінуванням на підгрупи, яку складають алкіл з 1-10 карбонами, баложку або лист подібної композиції. жано, з 1-4 карбонами, і арил з 6-14 карбонами), Друкувальні чорнила поліолефіни, наприклад, поліетилен і поліпропіУ описаному вище бажаному втіленні на желен, акрилати і метакрилати, поліамід, поліестери і льований шар пластмаси першим друкувальним будь-яка інша природна або синтетична смола. чорнилом з фотоініціатором наносять перший маСклад шару спінювальної пластмаси має бути люнок, після чого на цей шар другим друкувальсумісний з підложкою і друкувальними чорнилами і ним чорнилом з фотоініціатором і інгібітором розпісля желювання має утворювати гладку однорідширення наносять другий малюнок. Придатними є ну поверхню для першого і другого друкувальних друкувальні чорнила, які звичайно використовують чорнил. Склад шару має бути також сумісний з при виготовленні поверхневих покриттів, включаскладом всіх компонентів продукту і, отже, узгоючи пластизолеві базовані на розчиннику системи джуватись з принципами винаходу. Для виготові системи базовані на воді. Для одержання бажалення шару спінювальної пластмаси не обов'язконих структур можуть бути використані і інші друкуво використовувати пластизоль. Можна вальні чорнила без фотоініціатора або інгібітору використовувати органозолі і водні латекси, а як розширення. Крім того, не обов'язково використодиспергуючі і суспендуючі середовища можна вивувати і перші, і друге друкувальне чорнило, якщо користовувати органічні розчини і воду замість використовується щонайменше одне друкувальне пластифікатора, як у випадку використання пласчорнило без фотоініціатора. Кожне чорнило можна тизолю. використовувати окремо або у комбінації з іншими Спінювальну пластмасу у рідкому стані нанодрукувальними чорнилами, які не містять фотоінісять суттєво однорідним шаром на підложку звиціатора або інгібітору розширення. Якщо не викочайними методами, наприклад, ножовим роликористовується шар спінювальної пластмаси, чорнивим пристроєм, прямим роликом, обертальним ла з інгібітором розширення не потрібні. сітчастим шаблоном, бруском, зворотним роликом Перші, другі і інші друкувальні чорнила можуть або бруском з намотуванням дроту. Для винаходу бути пігментованими або не пігментованими і моне має значення вибір засобу нанесення шару жуть містити органічні або неорганічні пігменти, спінювальної пластмаси, і винахід припускає занаприклад, діоксид титану, оксид заліза, вугільну стосування будь-якого засобу. чорну, слюду, перламутр тощо. У одну або більше Товщина рідкого шару спінювальної пластмакомпозицій друкувальних чорнил можуть бути доси під час його нанесення на підложку має бути дані декоративні відбиваючі частки, наприклад, суттєво однорідною і становити від приблизно 2 металічні. Типи і компоненти перших, других і інмілів (51мкм) до приблизно 30 мілів (762мкм), баших друкувальних чорнил можуть бути однаковижано, від приблизно 6 мілів (152мкм) до приблизно ми або різними. 16 мілів (404мкм). Конкретна товщина шару залеПерше і друге друкувальні чорнила містять жить від призначення продукту. фотоініціатор. Наприклад (але без обмеження), Замість шару спінювальної пластмаси на підзгідно з винаходом можуть бути використані такі ложку у такий же спосіб може бути нанесений шар ініціатори, що створюють поперечні зв'язки: бензпластмаси без спінюючого або роздуваючого агенфенон, 2-хлортіоксантон, 2-метитіоксантон, бензота. їнетиловий етер, бензоїнізопропіловий етер, бенЖелювання зилдиметилкеталь, 1,1,1-трихлорацетофенон, 1Після нанесення на підложку шару рідкої спіфеніл-1,2-пропандіон-2-(етоксикарбоніл)оксид, нювальної пластмаси, що містить спінювач, їх радіетоксиацетофенон і дибензосуберон. Вміст фозом нагрівають протягом часу і при температурі, тоініціаторів у чорнилах має становити від приблидостатніх для желювання шару пластмаси, але не зно 1% до приблизно 15%, бажано приблизно 10% достатніх для активування або розкладання роз(за масою). дуваючого або спінюючого агента. Цього можна Друге друкувальне чорнило містить також інгідосягти у печі або у розігрітому хромовому барабітор розширення. Наприклад (але без обмеженбані. При використанні печі хороші результати ня), згідно з винаходом можуть бути використані одержуються, коли час витримування у печі станотакі інгібітори: бензотриазол, толілтриазол, фумавить від приблизно 0,5хвил. до приблизно 3,5хвил. рова кислота і тримелітангідрид. Вибір інгібітору при температурі від приблизно 80ЕС до приблизно не є суттєвим для винаходу і припустимими є і інші 175ЕС. При вищих температурах час витримуванінгібітори. ня скорочується, при нижчих - подовжується. Після Наносити чорнила на жельований шар пластцього шар охолоджують для підготування поверхні маси можна ротогравуванням, флексиграфією, під друк. Охолодження здійснюють, вводячи шар трафаретним друком, накатуванням і іншими спожельованої спінювальної пластмаси (а іноді нижсобами, що використовуються для нанесення покній бік підложки) у контакт з одним або більше риття на підлоги або стіни. охолоджувальними барабанами, у яких циркулює Коли друге друкувальне чорнило наносять на 17 75477 18 жельований шар пластмаси, інгібітор, що міститьламінуванням. ся у чорнилах, мігрує у цей шар під чорнилами. Коли здатне до твердіння покриття у рідкому Зрозуміло, що, згідно з винаходом, для нанеклейкому нежельованому стані наносять на жесення малюнків або структур на підложку або на льований шар пластмаси і чорнила, воно є одноріжельований шар пластмаси можуть бути викорисдним за товщиною, яка становить від приблизно 2 тані одні, двоє або більше друкувальних чорнил. мілів (51мкм) до приблизно 40 мілів (1016мкм), Кожне чорнило може містити фотоініціатор і/або бажано, від приблизно 8 мілів (203мкм) до приблиінгібітор, хоча для нанесення малюнка може бути зно 20 мілів (5080мкм). Покриття може бути тонвикористане чорнило без фотоініціатора або інгібішим або товщим залежно від застосування. Здаттору. Порядок нанесення може бути будь-яким і не не до твердіння покриття наносять звичайними обмежує винаходу. Місця нанесення чорнила мометодами, наприклад, як це було описано для шажуть перекриватись. ру спінювальної пластмаси. Засоби нанесення не При використанні для ствердження ультрафіє важливими для винаходу і можуть бути будьолетового випромінювання у двох спектральних якими. областях друкувальні чорнила (з інгібітором піни Бажано, щоб здатне до твердіння покриття або без нього) мають фотоініціатор, який поглинає утворювало прозорий шар, який може мати певний це випромінювання у спектральній області вище відтінок, але має бути прозорим і проникним для 350нм. Такі фотоініціатори є у продажу і включаультрафіолету. Це покриття може містити тверді ють (без обмеження): частки, наприклад, уламки, пластівці тощо. IRGACURE 784 Наприклад (але без обмеження) здатні до фоIRGACURE 819 рмування поперечних зв'язків мономери, придатні IRGACURE 1700 для застосування у винаході, включають такі споIRGACURE 1800 луки: етиленглікольдиметакрилат, етиленглікольIRGACURE 1850 діакрилат, діетиленглікольдиметакрилат, діетилеDAROCUR4265 нглікольдіакрилат, триетиленглікольдиметакрилат, При експериментах у друкувальних чорнилах трираетиленглікольдіакрилат, тетраетиленглікобули використані фотоініціатори у концентрації льдиметакрилат, тетра-етиленглікольдіакрилат, 20%, але припустимими є і інші концентрації, як це поліетиленглікольдиметакрилат, поліетиленгліковідомо з техніки нанесення друком певної кількості льдіакрилат, 1,3-бутиленглікольдиметакрилат, 1,4реагенту на поверхню з використанням чорнила, бутиленглікольдиметакрилат, 1,3що містить визначену концентрацію реагенту. Для бутиленглікольдіакрилат, 1,4одержання бажаного результату разом з друкувабутиленглікольдіакрилат, 1,6льними чорнилами необхідно вносити фотоініціагексанедіолдиметакрилат, 1,4тор у кількості, достатній, щоб примусити фотоінігексанедіолдіакрилат, неопентилглікольдіакрилат, ціатор мігрувати у здатне до твердіння покриття. неопентилглікольдиметакрилат, (етоксилований) Достатні межі концентрації визначаються частково біс-фенол-А-диметакрилат, дивінілбензол, дивінікількістю ліній на дюйм, нарізаних на друкувальлтолуол, триметилолпропантриметакрилат, триному циліндрі. Звичайно кількість ліній на дюйм метилолпропантриакрилат, пентаеритритолтриакстановить приблизно 80-220, бажано, 90-130. Межі рилат, гліцерилтриметакрилат, достатніх концентрацій фотоініціаторів у друкувапентаеритритолтетракрилат і пентаеритритолтетльних чорнилах становлять звичайно приблизно 5рметакрилат. 30%, але, залежно від застосування, концентрації Здатне до твердіння покриття, яке містить реаможуть бути більшими або меншими. гент, здатний утворювати поперечні зв'язки, моноЗдатне до твердіння покриття мер і/або олігомер, має містити 2-40%, бажано, Після нанесення на жельований шар пластма10% мономеру (за масою). си друкувальних чорнил на всю поверхню жельоПриклади здатного утворювати поперечні зв'яваного шару пластмаси, включаючи поверхню зки мономеру можна знайти [у патенті США 6 першого і другого друкувальних чорнил, наносять 146711]. рідке здатне до твердіння покриття, яке містить Верхній шар стирання здатний до формування поперечних зв'язків фотоЦей шар звичайно використовується у втіленполімер або мономер, наприклад, акриловий моні, де передбачено отвердження ультрафіолетономер або олігомер, і, як варіант, термальний інівим випромінюванням у двох областях спектра, ціатор утворення поперечних зв'язків. У бажаному але може бути використаний і в інших втіленнях втіленні фотоініціатор з першого і другого друку(див. нижче). Якщо ця композиція використовуєтьвальних чорнил мігрує у ту частину здатного до ся у втіленні, де передбачено отвердження ульттвердіння шару, який був нанесений поверх цих рафіолетовим випромінюванням у двох областях чорнил. Цей шар може включати пластизоль, тобспектра, вона включає фотоініціатор, який не погто відносно високо молекулярний полівінілхлорид, линає у області спектра вище 350нм. Придатні диспергований у одному або більше пластифікафотоініціатори є у продажу і включають (не лише) торах. Після нагрівання або сплавлювання пласIRGACURE 184 і IRGACURE 2959. При цьому витизоль утворює міцну пластифіковану масу. Згідно користовується базований на воді уретан, здатній з винаходом, пластизольні композиції можуть до твердіння під ультрафіолетом. Його наносять включати органозолі. Можна використовувати прона поверхню жельованого здатного до твердіння зору каландровану або екструговану плівку того ж покриття (який тут названо також базовим шаром складу. її наносять на друкований жельований стирання) і сушать для утворення плівки, яку можшар пластмаси відомими способами, наприклад, на піддати механічному тисненню. Прикладами 19 75477 20 придатних покриттів можуть бути Stahl TRL 101 і відбувається злиття підложки, шару пластмаси, Stahl TRL 248. друкувальних чорнил і здатного до твердіння покНагрівання і перша операція тиснення риття і відбувається спінювання і розширення тих Для приготування здатного до твердіння покчастин жельованого шару пластмаси, який не лериття до механічного тиснення його желюють нажить під другим друкувальним чорнилом, яке місгріванням. Продукт проводять через піч з температить інгібітор. Крім того, ці частини (поверхні) здатурою від приблизно 70ЕС до приблизної 70ЕС, тного до твердіння покриття які не зазнали бажано, від приблизно 135ЕС до приблизної 60ЕС, ствердження, тобто не лежать над першими або протягом приблизно від 0,75 до 3хв. Для цього другим друкувальним чорнилом, розм'якшаться, і звичайно використовують піч з рециркуляцією гатому у цих місцях деформація і текстурування у рячого повітря або інфрачервону (ІЧ) піч. Одержаздатному до твердіння покритті, викликані першою ну поверхню потім перед пресуванням роликом операцією механічного тиснення, зникнуть, тобто для тиснення зм'якшують нагріванням, бажано, у згладяться. Зокрема, під час цієї операції та часІЧ печі, при температурі приблизно від 150ЕС до тина здатного до твердіння покриття, яка не за170ЕС, бажано, приблизно при 160ЕС, виміряних знала отвердження (утворення поперечних зв'язпірометром. ків) під час УФ опромінювання, зазнає зм'якшення, З опису і Формули винаходу зрозуміло, що яке призводить до згладжування текстурованої операція механічного тиснення завжди включає поверхні, в той час, як та частина здатного до твенагрівання і зм'якшення поверхні перед обробкою рдіння покриття, яка зазнала отвердження протяроликом для тиснення для одержання бажаної гом УФ опромінювання, зберігає текстурований механічно тисненої текстури. Механічне тиснення вигляд. Таке розм'якшення вимагає виконання застосовують до жельованої гладкого затверділопершого загального тиснення при найнижчій можго матеріалу, який перед тисненням роликом підливій температурі для мінімізації пластичного комдають поверхневому нагріванню. понента механічної деформації, створеної у здатПісля достатнього зм'якшення здатного до ному до твердіння покритті роликом для тиснення. твердіння покриття його піддають механічному Друга операція тиснення (не обов'язкова) тисненню текстурованим роликом, який імітує текПісля виймання з сплавлювальної печі ті часстуру піску, цементного або будівельного розчину тини здатного до твердіння покриття (отвердженотощо, як було описано вище. Текстурований рого) які не лежать над друкувальними чорнилами і, лик, як відомо фахівцям, притискають з зусиллям, отже, були згладжені, піддають механічному тисяке залежить від бажаного рівня текстурування. ненню Звичайними засобами, наприклад, текстуОтвердження ультрафіолетом (УФ) рувальним роликом або іншим відомим засобом, Перед УФ ствердженням продукт має бути які несуть такі текстури, як природна текстура каохолоджений, оскільки це знижує появу парів у УФ меню, деревини тощо, описані вище. камері, які знижують проникність для УФ до продуФункціональне покриття кту. Після завершення першої операції тиснення, Після сплавлювання і розширення або, як вапродукт вносять у камеру, де піддають опромінюріант, після завершення операції другого механічванню від УФ лампи для формування поперечних ного тиснення продукт охолоджують до приблизно зв'язків у тій частині здатного до твердіння покрит15-80ЕС звичайними засобами, наприклад, у повітя, яке лежить над першим і другим друкувальнитряних або водяних барабанах. Після цього, як ми чорнилами, що містять фотоініціатор. Ця опеваріант, на продукт наносять функціональне покрація фіксує тиснену текстуру на частинах риття, наприклад, акриловий поліуретан, звичайповерхні пластизолю, розташованих над чорниланими засобами, наприклад, друкувальними цилінми з фотоініціатором. драми, роликами тощо. Операцію отвердження ультрафіолетом можДалі наведено необмежуючі приклади конкрена проводити у УФ реакторі, де продукт піддають тних і бажаних втілень продукту винаходу і спосодії сфокусованого або дифузного, бажано, сфокубів його виготовлення. сованого, УФ опромінювання з енергією від прибЗастосування каландрованої або екструговализно 100 до приблизно 1500мДж/см2 при потужної плівки ності приблизно 400Вт на дюйм (160Вт/см), Як уже відзначалось, замість одного або обох використовуючи лампи Н-типу, V-типу або D-типу, спінювальних шарів і/або здатного до твердіння бажано Η-типу. Такий реактор можна придбати від покриття можна використовувати каландровані 1ST (Німеччина). Як уже відзначалось, деякі втіабо екструговані плівки. Коли використовується лення винаходу передбачають УФ опромінювання спінювальна плівка, її формують у каландрувальу двох областях спектра. Приклади цих втілень ній або екструзійній матриці при температурі нижрозглядаються нижче. че температури розкладання спінювального або Злиття і розширення роздуваючого агента, або каталізованого спінюваПісля отвердження здатного до твердіння покльного або роздуваючого агента. При використанні риття у камері, продукт виймають і вносять у плівки замість здатного до твердіння шару її обросплавлювальну піч з температурою від приблизно бляють у каландрувальній або екструзійній матри175ЕС до приблизно 220ЕС, бажано, приблизно ці в умовах, які не призводять до суттєвого розк205ЕС. Час витримки у печі - від приблизно 1 до ладання пероксиду, тобто вона залишається приблизно 3хвил. Для цього звичайно використоздатною до твердіння. При використанні плівкових вують піч з рециркуляцією гарячого повітря і/або ІЧ матеріалів, їх ламінують до поверхні продукту спопіч. собами, відомими фахівцям. При таких температурах і при такій витримці 21 75477 22 Приклад 1 Приклад 2 На спінювальній основі друкували керамічний Керамічний/шиферний малюнок з лініями цемалюнок з лініями цементного розчину. Чорнило у ментного розчину був напечатаний на спінювальцих лініях містило інгібітор і фотоініціатор (Р1). ній основі. У лініях цементного розчину цього маБуло нанесене прозоре пластизолеве покриття люнка чорнило містило інгібітор, а у зоні шиферу (А1) товщиною 0,010 дюйма (0,25мм), яке містило повний тон був напечатаний чорнилом з фотоініціздатний до твердіння акриловий мономер і інше атором (Р2). Було нанесене прозоре пластизолеве джерело радикалів (пероксид), щоб забезпечити покриття (А2) товщиною 0,014 дюйма (0,35мм), яке наявність залишків мономеру, що не прореагував, містило здатний до твердіння акриловий мономер і коли продукт залишає УФ реактор. інше джерело радикалів (пероксид), щоб забезпеПластизоль (А1) гріли до 150ЕС для желюванчити наявність залишків мономеру, що не прореаня, після чого поверхню піддавали ІЧ нагріванню гував, коли продукт залишає УФ реактор. Далі будо 160EF для зм'якшення поверхні перед механічли повторені операції Прикладу 1, але з ним тисненням. Потім всю поверхню продукту підвикористанням ролика (Е2) для тиснення, який давали механічному тисненню піщаним текстуромав текстуру шиферу, замість текстури піску (Е1). ваним роликом (Е1). Після сплавлювання і роздування продукту він був Для фіксації тисненої текстури у зоні пластиохолоджений і прокатаний. Шиферна текстура золевого шару стирання, яка покриває чорнило була розташована лише над місцями, де продукт (Р1), жельовану поверхню продукту піддавали УФ мав шиферний друк. Це дає краще відтворення опромінюванню з енергією 1000мДж/см2 лампою оригінального сполучення шиферу і кераміки. Н-типу для формування поперечних зв'язків у моУ цьому прикладі склад шару стирання (А2) номері. був таким: Для формування; рельєфу продукт вносили у Інгредієнти Частка (за сплавлювальну піч, де гріли при 205ЕС протягом масою) 2хвил. для роздування спінювального шару і ствоSANTICIZER 377 400 рення заглиблень у місцях, пропечатаних чорниТХІВ 45 лом Р1. У зонах тисненого пластизолевого шару з SARTOMER SR-350 220 поперечними зв'язками, розташованих на напечаDICUP (10%-й розчин) у таних цементних розчинах, зафіксувалась текстуSANTICIZER 377 21 ра, створена УФ обробкою, а решта поверхні зглаТепловий стабілізатор 98 дилась через зм'якшення. Розширювач поліхлорвінілу 136 Цією процедурою була створена тримірна іміПоліхлорвінілова паста (75 Kv) 930 тація реального цементного розчину. Оскільки для Приклад 3 створення текстури була використана техніка друНа спінювальній основі був напечатаний маку, продукт далі був підданий тисненню самолюнок, що виглядав як стара кераміка. У лініях писом. цементного розчину цього малюнка чорнило місПісля сплавлювання продукту механічним титило інгібітор і фотоініціатор (Р1), а у деяких зонах сненням була нанесена інша текстура на підняті кераміки чорнило містило фотоініціатор (Р2). Було частини продукту. Як варіант, продукт далі можна нанесене прозоре пластизолеве покриття (A3) покрити поліуретаном, який можна отвердити натовщиною 0,020 дюйма (0,51мм), яке містило здагріванням або УФ опромінюванням. Для нанесення тний до твердіння акриловий мономер і інше джецього покриття тонким шаром можна використати рело радикалів (пероксид), щоб забезпечити наяповітряний ніж, який збереже початкову текстуру вність залишків мономеру, що не прореагував, непокритого продукту. Після цього продукт охолоколи продукт залишає УФ реактор. Далі були поджують і прокатують. вторені операції Прикладу 1, але з використанням У цьому прикладі чорнильна композиція (Р1) текстури піску (Е1). Після сплавлювання і роздумістила: вання продукту він був охолоджений і прокатаний. Інгредієнти Кількість (% Продукт виглядав як стара керамічна підлога з за масою) витертими поверхнями і плямами тривимірного Прозорий носій 82 цементного розчину. Інгібітор (толілтриазол) 10 У цьому прикладі склад шару стирання (A3) Фотоініціатор (IRGACURE 2959) 8 був таким: Колір згідно з маІнгредієнти Частка (за люнком масою) Склад шару стирання (А1): SANTICIZER 377 400 Інгредієнти Частка (за ТХІВ 45 масою) SARTOMER SR-350 220 SANTICIZER 377 400 DICUP (10%-й розчин) у 21 ТХІВ 45 SANTICIZER 377 SARTOMER SR-350 110 Тепловий стабілізатор 98 DICUP (10%-й розчин) у Розширювач поліхлорвінілу 136 SANTICIZER 377 21 Поліхлорвінілова паста (75 Kv) 930 Тепловий стабілізатор 98 Приклад 4 Розширювач поліхлорвінілу 136 На першій компактній основі був напечатаний Поліхлорвінілова паста (75 Kv) 930 малюнок деревини з планками з помітками і лініями з'єднання. У лініях з'єднання і помітках чорнило 23 75477 24 містило фотоініціатор (Р2). Було нанесене прозоре шару стирання основи (які, як варіант, містять фопластизолеве покриття (А4) товщиною 0,004 дюйтополімер) і поліуретанової плівки покриття, які ма (0,1 мм), яке містило здатний до твердіння аклежать над друкувальним чорнилом з фотоініціариловий мономер і інше джерело радикалів (перотором). Після виходу з УФ камери продукт сплавксид), щоб забезпечити наявність залишків лювали, шар спінювальної пластмаси роздували мономеру, що не прореагував, коли продукт зали(спінювали), причому та частина композитного шає УФ реактор. Далі були повторені операції шару стирання, що не містить фотоініціатора (тобПрикладу 1, але з використанням ролика для тисто ті частини композитного шару стирання, що не нення (ЕЗ), який мав плоску слабку текстуру залежать над друкувальним чорнилом з фотоініціамість піщаної (Е1). Після сплавлювання і роздутором), згладжується і, таким чином, текстура, вання продукту від був охолоджений і прокатаний. нанесена першою операцією механічного тисненПродукт виглядав як дерев'яний паркет, більш ня, зникає у цих місцях. Потім композитний шар реалістичний, ніж ламінований. стирання з сплавленим шаром стирання основи з У цьому прикладі склад шару стирання (А4) полівінілхлоридного пластизолю і поліуретанову був таким: плівку покриття, як варіант, піддають другому меІнгредієнти Частка за ханічному тисненню, але текстурою, яка імітує масою) природну структуру каменю, кераміки, деревини STAHL U26253 75 тощо. Після цього поліуретанову плівку покриття SARTOMER SR-350 550 продукту покривали розчином спирту і фотоініціаDICUP (10%-й розчин) у тором, який реагує під дією УФ опромінювання. SANTICIZER 377 20 Далі продукт сушили у печі примусовим повітрям Тепловий стабілізатор 60 для випаровування спирту. Потім продукт ще раз Поліхлорвінілова паста (75 Kv) 1000 отверджували УФ опромінюванням у камері для Приклад 5 формування поперечних зв'язків у поліуретановій На листову підложку наносили шар спінюваплівці покриття і у шарі стирання основи, якщо цей льної пластмаси з спінювальним агентом. Цю комшар містить фотополімер, здатний до твердіння бінацію гріли для желювання шару пластмаси без під УФ опромінюванням. активування спінювана. Потім на жельований шар Приклад 6 пластмаси наносили малюнок друкувальним чорШар спінювальної пластмаси з спінювачем нанилом з фотоініціатором (що створює поперечні несли на листову підложку. Цю комбінацію гріли зв'язки під дією світла), який реагує під дією УФ для желювання шару пластмаси без активування опромінювання. Після операції друкування на всю спінювача. Потім на жельований шар пластмаси поверхню жельованого шару пластмаси, що містив наносили малюнок друкувальним чорнилом з педрукувальне чорнило, наносили рідкий шар стиршим фотоініціатором, який реагує на дію УФ рання основи здатного до твердіння покриття, виопромінювання з довжиною хвилі більше 400нм. готовленого з прозорого полівінілхлоридного пласПісля цього на всю поверхню жельованого шару тизолю або органозолю, як варіант, з пластмаси, що містить друкувальне чорнило, нафотополімером, здатним до твердіння під дією УФ, носили рідкий шар стирання основи здатного до після чого частина фотоініціатора з друкувального твердіння покриття, виготовленого з прозорого чорнила мігрувала у шар основи над друкувальполівінілхлоридного пластизолю або органозолю з ним чорнилом. Далі продукт гріли для желювання фотополімером, здатним до твердіння під дією УФ, шару стирання основи, без активування спінювача після чого частина фотоініціатора з друкувальних у шарі спінювальної пластмаси. Після желювання чорнил мігрувала у шар основи, розташований над верхній шар стирання покриття, виготовленого з друкувальним чорнилом. Далі продукт гріли для здатного до твердіння під дією УФ водного поліужелювання шару стирання основи, без активуванретану, вільного від фотоініціатора, наносили на ня спінювача у шарі спінювальної пластмаси. Пісвсю поверхню жельованого шару стирання осноля желювання верхній шар стирання покриття, ви, після чого частина фотоініціатора з цього шару виготовленого з водного поліуретану, здатного до мігрує у верхній шар стирання покриття. Верхній твердіння під дією УФ опромінювання з довжиною шар стирання покриття потім примусово сушили хвилі нижче 350нм, наприклад, Igracure 184, з другарячим повітрям для видалення водного носія, гим фотоініціатором, наносили на всю поверхню залишаючи поліуретанову плівку покриття на пожельованого шару стирання основи, після чого верхні жельованого шару стирання основи, вигочастина першого фотоініціатора з цього шару мігтовленого з полівінілхлоридного пластизолю. рує у верхній шар стирання покриття. Верхній шар Після цього композитний шар стирання з шастирання покриття потім примусово сушили гаряром стирання основи з полівінілхлоридного пласчим повітрям для видалення водного носія, залитизолю плюс поліуретанову плівку покриття гріли шаючи поліуретанову плівку покриття на поверхні для зм'якшення шару стирання основи і піддавали жельованого шару покриття основи, виготовленого механічному тисненню з першою текстурою мехаз полівінілхлоридного пластизолю. нічного тиснення, наприклад, піщаною. Потім проПісля цього композитний шар стирання з шадукт стверджували УФ опромінюванням у камері ром стирання основи з полівінілхлоридного пласдля отвердження і фіксації текстури на тих частитизолю плюс поліуретанову плівку покриття гріли нах шару стирання основи з полівінілхлоридного для зм'якшення шару стирання основи і піддавали пластизолю, які містять полімер, здатний до отвемеханічному тисненню з першою текстурою мехардження УФ опромінюванням, і поліуретанову плінічного тиснення, наприклад, піщаною. Потім провку покриття з фотоініціатором (тобто ті частини дукт отверджували УФ опромінюванням лише з 25 75477 26 довжиною хвилі вище 400нм у камері для отверром стирання основи з полівінілхлоридного пласдження і фіксації текстури на тих частинах шару тизолю з першим фотоініціатором плюс поліуретастирання основи з полівінілхлоридного пластизонову плівку покриття з першим і другим фотоініціалю, які містять полімер, здатний до отвердження торами гріли для зм'якшення шару стирання УФ опромінюванням, і поліуретанову плівку покоснови і піддавали механічному тисненню з перриття з першим фотоініціатором (тобто ті частини шою текстурою механічного тиснення, наприклад, шару стирання основи (які, як варіант, містять фопіщаною. Потім продукт отверджували УФ опромітополімер) і поліуретанової плівки покриття, які нюванням лише з довжиною хвилі вище 400нм у лежать над друкувальним чорнилом з фотоініціакамері для отвердження і фіксації текстури на тих тором). Після виходу з УФ камери продукт сплавчастинах шару стирання основи з полівінілхлоридлювали, шар спінювальної пластмаси роздували ного пластизолю, які містять полімер, здатний до (спінювали), причому та частина композитного отвердження УФ опромінюванням, і поліуретанову шару стирання, що не містить першого фотоініціаплівку покриття з першим фотоініціатором. Після тора згладжувалась і, таким чином, текстура, навиходу з УФ камери продукт сплавлювали, шар несена першою операцією механічного тиснення, спінювальної пластмаси роздували (спінювали), зникала у цих місцях. Потім композитний шар стипричому та частина композитного шару стирання, рання з сплавленим шаром стирання основи з що не містить першого фотоініціатора згладжуєтьполівінілхлоридного пластизолю і поліуретанову ся і, таким чином, текстура, нанесена першою плівку покриття, як варіант, піддають другому меоперацією механічного тиснення, зникає у цих місханічному тисненню, але текстурою, яка імітує цях. Потім композитний шар стирання з сплавлеприродну структуру каменю, кераміки, деревини ним шаром стирання основи з полівінілхлоридного тощо. Потім продукт ще раз отверджували УФ пластизолю і поліуретанову плівку покриття, як опромінюванням у камері для формування попеваріант, піддають другому механічному тисненню, речних зв'язків (які ще не утворились) у поліуретаале текстурою, яка імітує природну структуру кановій плівці покриття і у шарі стирання основи, меню, кераміки, деревини тощо. Потім продукт ще якщо цей шар містить фотополімер, здатний до раз отверджували УФ опромінюванням у камері твердіння під УФ опромінюванням. для формування поперечних зв'язків (які ще не Приклад 7 утворились під дією УФ вище 400нм) у поліуретаШар спінювальної пластмаси з спінювачем нановій плівці покриття і у шарі стирання основи, несли на листову підложку. Цю комбінацію гріли якщо цей шар містить фотополімер, здатний до для желювання шару пластмаси без активування твердіння під УФ опромінюванням. спінювана. Потім на жельований шар пластмаси Приклад 8 наносили малюнок друкувальним чорнилом з пеШар спінювальної пластмаси з спінювачем наршим фотоініціатором, який реагує на дію УФ несли на листову підложку. Цю комбінацію гріли опромінювання з довжиною хвилі приблизно для желювання шару пластмаси без активування 400нм. Після цього на всю поверхню жельованого спінювача. Потім на жельований шар пластмаси шару пластмаси, що містить друкувальне чорнило, наносили малюнок друкувальним чорнилом з фонаносили рідкий шар стирання основи здатного тоініціатором, який реагує на УФ опромінювання. до·твердіння покриття, виготовленого з прозорого Після цього на всю поверхню жельованого шару полівінілхлоридного пластизолю або органозолю з пластмаси, що містить друкувальне чорнило, нафотополімером, здатним до твердіння під дією УФ, носили рідкий шар стирання основи здатного до після чого частина фотоініціатора з друкувального твердіння покриття, виготовлений з прозорого почорнила мігрує у шар основи, розташований над лівінілхлоридного пластизолю або органозолю з цим друкувальним чорнилом. Далі продукт гріли фотополімером, здатним до твердіння під дією УФ, для желювання шару стирання основи, без актипісля чого частина фотоініціатора з цього друкувавування спінювача у шарі спінювальної пластмаси. льного чорнила мігрувала у шар основи, розташоПісля желювання верхній шар стирання покриття, ваний над друкувальними чорнилами. Далі провиготовленого з на 100% реактивного поліуретану, дукт гріли для желювання шару стирання основи, здатного до твердіння під дією УФ опромінювання без активування спінювача у шарі спінювальної з довжиною хвилі нижче 350нм, з другим фотоініпластмаси. Після желювання верхній шар стиранціатором, наносили на всю поверхню жельованого ня покриття, виготовленого з водного поліуретану, шару стирання основи, після чого частина фотоіздатного до твердіння під дією УФ опромінювання, ніціатора з цього шару мігрує у верхній шар стинаносили на всю поверхню жельованого шару рання покриття. Верхній шар стирання покриття стирання основи, після чого частина фотоініціатопотім сушили у нітрогені з мінімальною енергією, ра з цього шару мігрувала у верхній шар стирання необхідною для отвердження до сухого навмацки покриття. Верхній шар стирання покриття потім стану поліуретанового покриття, яке тепер містило примусово сушили гарячим повітрям для видаперший і другий фотоініціатори. Якщо спрямувати лення водного носія, залишаючи поліуретанову забагато енергії, тобто занадто отвердити поліуплівку покриття на поверхні жельованого шару ретанове покриття, це покриття зморщиться під стирання основи, виготовленого з полівінілхлоричас процедури ІЧ опромінювання продукту перед дного пластизолю. механічним тисненням піщаною текстурою. Те ж Після цього композитний шар стирання з шасаме може трапитись у сплавлювальній печі, що ром стирання основи з полівінілхлоридного пласвикористовується для розширення спінювального тизолю плюс поліуретанову плівку покриття гріли шару. для зм'якшення шару стирання основи і піддавали Після цього композитний шар стирання з шамеханічному тисненню з першою текстурою меха 27 75477 28 нічного тиснення, наприклад, піщаною. Потім профотоініціатора згладжувалась і, таким чином, текдукт отверджували УФ опромінюванням для ствестура, нанесена першою операцією механічного рдження і фіксації текстури на тих частинах шару тиснення, зникала у цих місцях. Цим згладжуванстирання основи з полівінілхлоридного пластизоням визначається максимальна енергія, яку пролю, які містять полімер, здатний до отвердження дукт одержує у першому УФ реакторі. Потім сплаУФ опромінюванням, і поліуретанову плівку поквлений полівінілхлоридний шар стирання риття з фотоініціатором (тобто ті частини шару покриття, як варіант, піддають другому механічностирання основи (які, як варіант, містять фотопому тисненню, але текстурою, яка імітує природну лімер) і поліуретанової плівки покриття, які лежать структуру каменю, кераміки, деревини тощо. Потім над друкувальним чорнилом з фотоініціатором). ті частини полівінілхлоридного шару стирання, які Після виходу з УФ камери продукт сплавлювали, не отверділи, були піддані ствердженню УФ опрошар спінювальної пластмаси роздували (спінювамінюванням для отвердження. ли), причому та частина композитного шару стиПриклад 10 рання, що не містить фотоініціатора, згладжується Шар спінювальної пластмаси з спінювачем наі, таким чином, текстура, нанесена першою операнесли на листову підложку. Цю комбінацію гріли цією механічного тиснення, зникає у цих місцях. для желювання шару пластмаси без активування Потім композитний шар стирання з сплавленим спінювача. Потім на жельований шар пластмаси шаром стирання основи з полівінілхлоридного наносили малюнок друкувальним чорнилом з сипластизолю і поліуретанову плівку покриття, як нергістом фотоініціатора. Далі на всю поверхню варіант, піддають другому механічному тисненню, жельованого шару пластмаси, що містить друкуале текстурою, яка імітує природну структуру кавальне чорнило, наносили рідкий шар стирання меню, кераміки, деревини тощо. Потім ті частини основи здатного до твердіння покриття, виготовкомпозитного шару стирання, які не отверділи, лений з прозорого полівінілхлоридного пластизобули піддані отвердженню у пристрої ствердження лю або органозолю з фотоініціатором, чутливим електронним променем при 200кВ і дозою енергії 3 до синергіста, які обидва реагують на дію УФ, і з мегарад для камері для формування поперечних фотополімером, що стверджується УФ опромінюзв'язків) у поліуретановій плівці покриття і у шарі ванням, після чого частина синергіста фотоініціастирання основи, якщо цей шар містить фотополітора з друкувального чорнила мігрує у шар осномер, здатний до твердіння під УФ опромінюви, розташований над цим друкувальним ванням. чорнилом. Далі продукт гріли для желювання шару Приклад 9 стирання основи, без активування спінювача у Шар спінювальної пластмаси з спінювачем нашарі спінювальної пластмаси. Після желювання несли на листову підложку. Цю комбінацію гріли верхній шар стирання покриття, виготовлений з для желювання шару пластмаси без активування водного поліуретану, здатного до твердіння під спінювана. Потім на жельований шар пластмаси дією УФ опромінювання, разом з додатковим фонаносили малюнок друкувальним чорнилом з ситоініціатором того ж типу наносили на всю поверхнергістом фотоініціатора, тобто продуктом, який у ню жельованого шару стирання основи, після чого комбінації з фотоініціатором підвищує швидкість частина синергіста фотоініціатора з цього шару перетворення фотополімера. Прикладами є синемігрувала у верхній шар стирання покриття. Верхргісти ІТХ або EDB у комбінації з ESACURE 1001 ній шар стирання покриття потім примусово суши(від Lombardi). Далі на всю поверхню жельованого ли гарячим повітрям для видалення водного носія, шару пластмаси, що містить друкувальне чорнило, залишаючи поліуретанову плівку покриття на понаносили рідкий шар стирання основи здатного до верхні жельованого шару стирання основи, виготвердіння покриття, виготовлений з прозорого потовленого з полівінілхлоридного пластизолю. лівініл-хлоридного пластизолю або органозолю з Після цього композитний шар стирання з шафотоініціатором, чутливим до синергіста, які обидром стирання основи з полівінілхлоридного пласва реагують на дію УФ, і з фотополімером, що тизолю плюс поліуретанову плівку покриття гріли стверджується УФ опромінюванням, після чого для зм'якшення шару стирання основи і піддавали частина синергіста фотоініціатора з друкувального механічному тисненню з першою текстурою мехачорнила мігрувала у шар основи, розташований нічного тиснення, наприклад, піщаною. Потім пронад цим друкувальним чорнилом. Далі продукт дукт стверджували УФ опромінюванням для отвегріли для желювання шару стирання основи, без рдження і лише фіксації текстури на тих частинах активування спінювача у шарі спінювальної пласшару стирання основи з полівінілхлоридного пластмаси. тизолю, які містять полімер, здатний до отверПісля цього шар стирання гріли для зм'якшендження УФ опромінюванням, і поліуретанову плівня цього шару і піддавали механічному тисненню з ку покриття з синергістом фотоініціатора, тобто на першою текстурою механічного тиснення, напричастинах шару стирання основи, які містять здатклад, піщаною. Потім продукт отверджували УФ ний до твердіння фотополімер, і поліуретанової опромінюванням для ствердження і фіксації тексплівки покриття, які лежать над друкувальним чортури на тих частинах шару стирання основи з понилом з синергістом фотоініціатора. Після виходу лівінілхлоридного пластизолю, які лежать над друз УФ камери продукт сплавлювали, шар спінювакувальним чорнилом з синергістом фотоініціатора. льної пластмаси роздували (спінювали), причому Після виходу з УФ камери продукт сплавлювали, та частина композитного шару стирання, що не шар спінювальної пластмаси роздували (спінювалежить над друкувальним чорнилом з синергістом ли), причому та частина шару стирання, що не фотоініціатора або на них, згладжується і, таким лежить над друкувальним чорнилом з синергістом чином, текстура, нанесена першою операцією ме 29 75477 30 ханічного тиснення, зникає у цих місцях. Потім структуру каменю, кераміки, деревини тощо. Потім композитний шар стирання з сплавленим шаром продукт ще раз стверджували УФ опромінюванням стирання основи з полівінілхлоридного пластизоу камері для формування поперечних зв'язків (які лю і поліуретанову плівку покриття, як варіант, не утворились раніше) у поліуретановій плівці покпіддають другому механічному тисненню, але текриття реакцією з другим фотоініціатором. стурою, яка імітує природну структуру каменю, Приклад 12 кераміки, деревини тощо. Потім ті частини компоШар спінювальної пластмаси з спінювачем назитного шару стирання, які не отверділи, були піднесли на листову підложку. Цю комбінацію гріли дані отвердженню УФ опромінюванням для фордля желювання шару пластмаси без активування мування поперечних зв'язків у поліуретановій спінювача. Потім на жельований шар пластмаси плівці покриття і у шарі стирання основи, якщо цей наносили малюнок друкувальним чорнилом з фошар містить фотополімер, здатний до твердіння тоініціатором, який реагує на дію УФ опромінюпід УФ опромінюванням. вання. Після цього наносили рідкий шар стирання Приклад 11 основи здатного до твердіння покриття товщиною Шар спінювальної пластмаси з спінювачем на15 мілів (381мкм), виготовлений з прозорого здатнесли на листову підложку. Цю комбінацію гріли ного до твердіння, полівінілхлоридного пластизодля желювання шару пластмаси без активування лю або органозолю. Цей шар не містив фотополіспінювача. Потім на жельований шар пластмаси мера. Далі продукт гріли для желювання шару наносили малюнок друкувальним чорнилом з фостирання основи, без активування спінювача у тоініціатором, який реагує на дію УФ опромінюшарі спінювальної пластмаси. Після желювання вання з довжиною хвилі більше 400нм. Після цього верхній шар стирання покриття, виготовленого з наносили рідкий шар стирання основи здатного до здатного до твердіння під УФ матеріалу, напритвердіння покриття товщиною 15 мілів (381мкм), клад, водного поліуретану, полікарбонату, епоксивиготовленого з прозорого полівінілхлоридного акрилату, епоксиметакрилату, поліестеракрилату, пластизолю або органозолю без фотополімера, поліетеракрилату (описаних у документах на проздатного до твердіння під дією УФ. Далі продукт дукти USB, Sartomer або Stahl), полівінілхлориду, з гріли для желювання шару стирання основи, без фотоініціатором, який реагує на УФ опромінюванактивування спінювана у шарі спінювальної пласня, наносили на всю поверхню жельованого шару тмаси. Після желювання верхній шар стирання стирання основи. Потім верхній шар стирання покпокриття, виготовленого з здатного до твердіння риття стверджували примусово гарячим повітрям під дією УФ матеріалу, наприклад, водного поліудля видалення водного носія або для желювання, ретану, полікарбонату, епоксиакрилату, епоксимезалишаючи плівку покриття на поверхні жельоватакрилату, поліестеракрилату, поліетеракрилату ного шару покриття основи. (описаних у документах на продукти USB, Після цього композитний шар стирання з шаSartomer або Stahl), полівінілхлориду, з фотоініціаром стирання основи плюс здатну до твердінні під тором, який реагує на УФ опромінювання з довжиУФ поліуретанову плівку покриття піддавали меною хвилі нижче 350нм, наносили на всю поверхханічному тисненню з першою текстурою механічню жельованого шару стирання основи. Потім ного тиснення, наприклад, піщаною. Потім продукт верхній шар стирання покриття стверджували піддавали УФ опромінюванню для ствердження і примусово гарячим повітрям для видалення водфіксації текстури на тих частинах верхнього шару ного носія або для желювання, залишаючи плівку стирання, які лежать над друкувальним чорнилом покриття на поверхні жельованого шару покриття з фотоініціатором (це було несподіваним резульоснови. татом, оскільки ми одержали своєрідне підсилення Після цього композитний шар стирання з шатвердіння верхнього шару стирання у області, де ром стирання основи плюс здатну до твердінні під фотоініціатор мігрував з цього чорнила у верхній УФ поліуретанову плівку покриття піддавали мешар стирання, причому отвердження відбувалось ханічному тисненню з першою текстурою механічпри значно меншій енергії, ніж у випадку додання ного тиснення, наприклад, піщаною. Потім продукт обох фотоініціаторів, тобто при міграції з друкувапіддавали УФ опромінюванню лише з довжиною льного чорнила плюс фотоініціатора, включеного у хвилі вище 400нм для отвердження і фіксації текссклад верхнього шару стирання). тури на тих частинах верхнього шару стирання, які Після виходу з УФ камери продукт сплавлювалежать над друкованою зоною з першим фотоініли, шар спінювальної пластмаси роздували (спіціатором. Перший фотоініціатор, що реагує на нювали), причому та частина композитного шару хвилі довжиною вище 400нм, мігрує у верхній шар стирання, що не містить першого фотоініціатора стирання, де він отверджує акрилові компоненти. згладжується і, таким чином, текстура, нанесена Після виходу з УФ камери продукт сплавлювапершою операцією механічного тиснення, зникає у ли, шар спінювальної пластмаси роздували (спіцих місцях. Потім композитний шар стирання з нювали), причому та частина композитного шару сплавленим шаром стирання основи з полівінілстирання, що не містить першого фотоініціатора хлоридного пластизолю і поліуретанову плівку згладжується і, таким чином, текстура, нанесена покриття, як варіант, піддають другому механічнопершою операцією механічного тиснення, зникає у му тисненню, але текстурою, яка імітує природну цих місцях. Потім композитний шар стирання з структуру каменю, кераміки, деревини тощо. Потім сплавленим шаром стирання основи з полівінілпродукт ще раз стверджували УФ опромінюванням хлоридного пластизолю і поліуретанову плівку у камері для формування поперечних зв'язків (які покриття, як варіант, піддають другому механічноне утворились раніше) у поліуретановій плівці по му тисненню, але текстурою, яка імітує природну криття реакцією з другим фотоініціатором. 31 75477 32 У наведених вище Прикладах продукт винахорання. Верхній шар стирання можна наносити ду можна також одержати замінюючи шари стибезпосередньо на друкований шар піни або шар рання основи або інші шари, розташовані безпостирання основи. середньо під поліуретановим поверхневим Були запропоновані поверхневе покриття і покриттям і суміжно до нього, термопластичним спосіб його виготовлення, вільні від проблем і вад, шаром, наприклад, виготовленим з поліолефінів, притаманних існуючому рівню техніки. Були опизамінюючи полівінілхлоридні шари з фотополімесані і ілюстровані бажані втілення. Подальші мором, здатним формувати поперечні зв'язки, і полідифікації і удосконалення, що можуть бути здійсуретани будь-яким прозорим полімером, здатним нені фахівцем у межах концепцій і об'єму формувати поперечні зв'язки під опромінюванням і винаходу, також входять в об'єм винаходу. придатним до використання як верхній шар сти Комп’ютерна верстка Т. Чепелева Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюProcess for manufacture of surface covering (variants) and surface covering (variants)
Назва патенту російськоюСпособ изготовления поверхностного покрытия (варианты) и поверхностное покрытие (варианты)
МПК / Мітки
МПК: B32B 37/00
Мітки: поверхневого, покриття, варіанти, спосіб, поверхневе, виготовлення
Код посилання
<a href="https://ua.patents.su/16-75477-sposib-vigotovlennya-poverkhnevogo-pokrittya-varianti-ta-poverkhneve-pokrittya-varianti.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення поверхневого покриття (варіанти) та поверхневе покриття (варіанти)</a>
Карбідовольфрамове покриття (варіанти), спосіб їх виготовлення та композиційний матеріал (варіанти)
Номер патенту: 66913
Опубліковано: 15.06.2004
Автори: Кузьмін Владімір Пєтровіч, Лахоткін Юрій Вікторовіч
МПК: C23C 16/32, C23C 16/448, B32B 15/00
Мітки: варіанти, виготовлення, покриття, спосіб, карбідовольфрамове, матеріал, композиційний
Формула / Реферат:
1. Матеріал покриття, стійкий до зносу, ерозії і корозії, який являє собою карбід вольфраму, легований фтором у кількості від 0,0005 до 0,5% (мас.).2. Матеріал за п. 1, який являє собою монокарбід вольфраму WC, легований фтором у кількості від 0,0005 до 0,5% (мас.).3. Матеріал за п. 1, який являє собою напівкарбід вольфраму W2C, легований фтором у кількості від 0,0005 до 0,5% (мас.).4. Матеріал за п. 1, який являє собою...
Оптично мінливий пігмент для створення двох різних кольорів (варіанти), спосіб його виготовлення (варіанти), композиція для покриття, що містить пігмент, спосіб її виготовлення, спосіб виготовлення оптично мінл
Номер патенту: 68393
Опубліковано: 16.08.2004
Автори: Блейколм Антон, Розумек Олів'є, Мюллер Едгар
МПК: C09C 1/00, C09C 1/62, C09D 11/00
Мітки: спосіб, оптично, пігмент, мінл, кольорів, композиція, покриття, виготовлення, двох, мінливий, створення, різних, містить, варіанти
Формула / Реферат:
1. Оптично мінливий пігмент, який створює ефект зміни одного попередньо чітко визначеного кольору на інший, причому вказаний оптично мінливий пігмент включає багатошарову тонкоплівкову стопу, що виявляє здатність до інтерференції та яка має першу та другу по суті паралельні планарні поверхні, причому вказана багатошарова стопа включає непрозорий повністю відбиваючий шар, що має першу та другу по суті планарні поверхні, які є по суті...
Металева деталь (варіанти), спосіб її виготовлення (варіанти)та матеріал для термобар’єрного покриття металевої деталі
Номер патенту: 44780
Опубліковано: 15.03.2002
Автор: Мелоні Майкл Дж.
МПК: C23C 4/10, C23C 14/08, C23C 4/12, C23C 14/28
Мітки: термобар'єрного, виготовлення, спосіб, варіанти, матеріал, металева, покриття, металевої, деталі, варіанти)та, деталь
Формула / Реферат:
1. Металева деталь, що містить металеву основу і термобар'єрне керамічне покриття, яка відрізняється тим, що термобар'єрне керамічне покриття має структуру кубічного пірохлору.2. Металева деталь за п. 1, яка відрізняється тим, що основу виготовлено з металу, який вибрано з групи, що складається з сталі, жароміцних сплавів, сплавів титану та сплавів міді.3. Металева деталь за п. 1 або п. 2, яка відрізняється тим, що термобар’єрне...
Інтерференційне покриття (варіанти) та матеріал для його виготовлення (варіанти)
Номер патенту: 68929
Опубліковано: 15.03.2006
Автори: Мозкова Ольга Володимирівна, Соболь Валерій Петрович, Кочерба Григорій Іванович, Горштейн Борис Аврамович, Єфрюшина Нінель Петрівна, Зінченко Віктор Федосійович
МПК: G02B 5/28
Мітки: покриття, виготовлення, варіанти, інтерференційне, матеріал
Формула / Реферат:
Міні-санвузол, створений поєднанням з ванною або піддоном душової/парової кабіни чи гідробоксу універсальної лунки, яка може функціонувати як раковина, унітаз, пісуар та біде за умов водопостачання та каналізації.
Система термобар’єрного покриття для деталі із суперсплаву (варіанти) та спосіб її виготовлення
Номер патенту: 62944
Опубліковано: 15.01.2004
Автори: Марсін Джинін Т., Бос Садхангшу, Гупта Дінеш К., Юліон Ніколас І.
МПК: C23C 14/28, C23C 14/08, C23C 14/16, C23C 14/04
Мітки: спосіб, покриття, деталі, система, суперсплаву, термобар'єрного, виготовлення, варіанти
Формула / Реферат:
1. Система термобар'єрного покриття для деталі із суперсплаву, яка включає основу із суперсплаву, зв'язувальне покриття, шар зціплення з оксиду алюмінію та керамічний шар, який нанесено на шар оксиду алюмінію, яка відрізняється тим, що основа виконана з суперсплаву, який здатний утворювати шар зціплення з оксиду алюмінію, зв'язувальне покриття нанесено на локальну поверхню основи, при цьому частина основи залишається непокритою зв'язувальним...
Попередній патент: Спосіб виготовлення термопластичного матеріалу з волокнистим наповнювачем
Наступний патент: Ненасичений 1-аміно-алкілциклогексан nmda, 5нт3 і антагоністи нікотинового рецептора
Випадковий патент: Спосіб діагностики гнійного холангіту