Блок, виготовлений з пресованої деревини (варіанти), спосіб його виготовлення і його використання


Формула / Реферат
1. Блок, виготовлений з пресованої деревини, який відрізняється тим, що містить деревні частинки і гідравлічний в'яжучий матеріал, причому блок виготовляють за допомогою способу, відповідно до якого вихідна суміш, що містить частинки деревини і гідравлічний в'яжучий матеріал, витримується під тиском протягом всього строку схоплювання в'яжучого матеріалу, причому частинки деревини становлять щонайменше 75 % і, переважно від 75 % до 95 % від загального об'єму сухого матеріалу у вихідній суміші, а величина тиску становить менше 1 МПа.
2. Блок, виготовлений з пресованої деревини, який відрізняється тим, що має щільність, що перевищує 500 кг/м3.
3. Блок за п. 1 або 2, який відрізняється тим, що він має міцність на стиснення при штампуванні, що перевищує 3 МПа.
4. Блок за одним з пп. 1-3, який відрізняється тим, що частинки деревини містять деревну стружку, змішану, у випадку необхідності, з волокнами рослинного походження, переважно тонку деревну стружку, переважно стружку, що одержується при роботі різальних інструментів деревообробних верстатів.
5. Блок за одним з пп. 1-4, який відрізняється тим, що згаданий в'яжучий матеріал являє собою матеріал на основі цементу.
6. Блок за одним з пп. 1-3, який відрізняється тим, що згаданий в'яжучий матеріал являє собою матеріал на основі гіпсу.
7. Блок за одним з пп. 1-3, який відрізняється тим, що згаданий в'яжучий матеріал являє собою матеріал на основі вапна.
8. Блок за одним з пп. 1-5, який відрізняється тим, що він виробляється на основі суміші, яка містить на 100 % об'єму сухого матеріалу від 75 % до 95 % частинок деревини і приблизно від 5 % до 25 % гідравлічного в'яжучого матеріалу, а об'єм води становить від 10 % до 30 % від загального об'єму сухого матеріалу.
9. Блок за одним з пп. 1-6, який відрізняється тим, що він виробляється на основі суміші, яка містить на 100 % об'єму сухого матеріалу від 50 % до 90 % деревної стружки, приблизно від 5 % до 25 % волокон рослинного походження і приблизно від 5 % до 25 % гідравлічного в'яжучого матеріалу, а об'єм води становить від 10 % до 30 % від загального об'єму сухого матеріалу.
10. Блок за одним з пп. 1-9, який відрізняється тим, що використовувана суміш додатково містить одну або декілька домішок, призначених для фарбування, прискорення або сповільнення схоплювання в'яжучого матеріалу, для підвищення гідроізоляційних властивостей, для надання вогнестійкості, фунгіцидної або інсектицидної обробки, для флюїдизації суміші, для прискореного тверднення або для одержання суміші з підвищеними експлуатаційними характеристиками.
11. Блок за одним з пп. 1-9, який відрізняється тим, що суміш, що використовується, додатково містить волокна, що підкріплюють цей пресований блок.
12. Блок за одним з пп. 1-11, який відрізняється тим, що він має щільність, що перевищує приблизно 500 кг/м3 і переважно перевищує 800 кг/м3.
13. Спосіб виготовлення блока з пресованої деревини, згідно з яким формують в ливарній формі або заливають в ливарну форму (50) або (159) суміш, яка містить частинки деревини і гідравлічний в'яжучий матеріал, замішаний водою, причому частинки деревини становлять щонайменше 75 %, переважно від 75 % до 95 %, від загального об'єму сухого матеріалу вихідної суміші, прикладають до цієї суміші деякий тиск і підтримують цей тиск протягом всього часу схоплювання згаданого в'яжучого матеріалу.
14. Спосіб за п. 13, який відрізняється тим, що суміш відливають в ливарній формі (50), яка містить кришку (54), що служить для забезпечення пресування, при цьому ливарна форма (50) містить засіб блокування (66) згаданої кришки (54) на заздалегідь визначеній висоті (68).
15. Спосіб за п. 14, який відрізняється тим, що засіб блокування ливарної форми (50) містить лапки (66), що блокують кришку (54) за допомогою защіпання.
16. Спосіб за одним з пп. 14 або 15, який відрізняється тим, що бокові поверхні (58, 60) ливарної форми (50) виконані з можливістю відкриватися для того, щоб звільнити кришку (54), причому поворотні засоби (72) і засоби (74) фіксації виконані з можливістю забезпечення з'єднання цих бокових поверхонь (58, 60).
17. Спосіб за одним з пп. 14-16, який відрізняється тим, що згадана ливарна форма містить отвори, виконані в її основі.
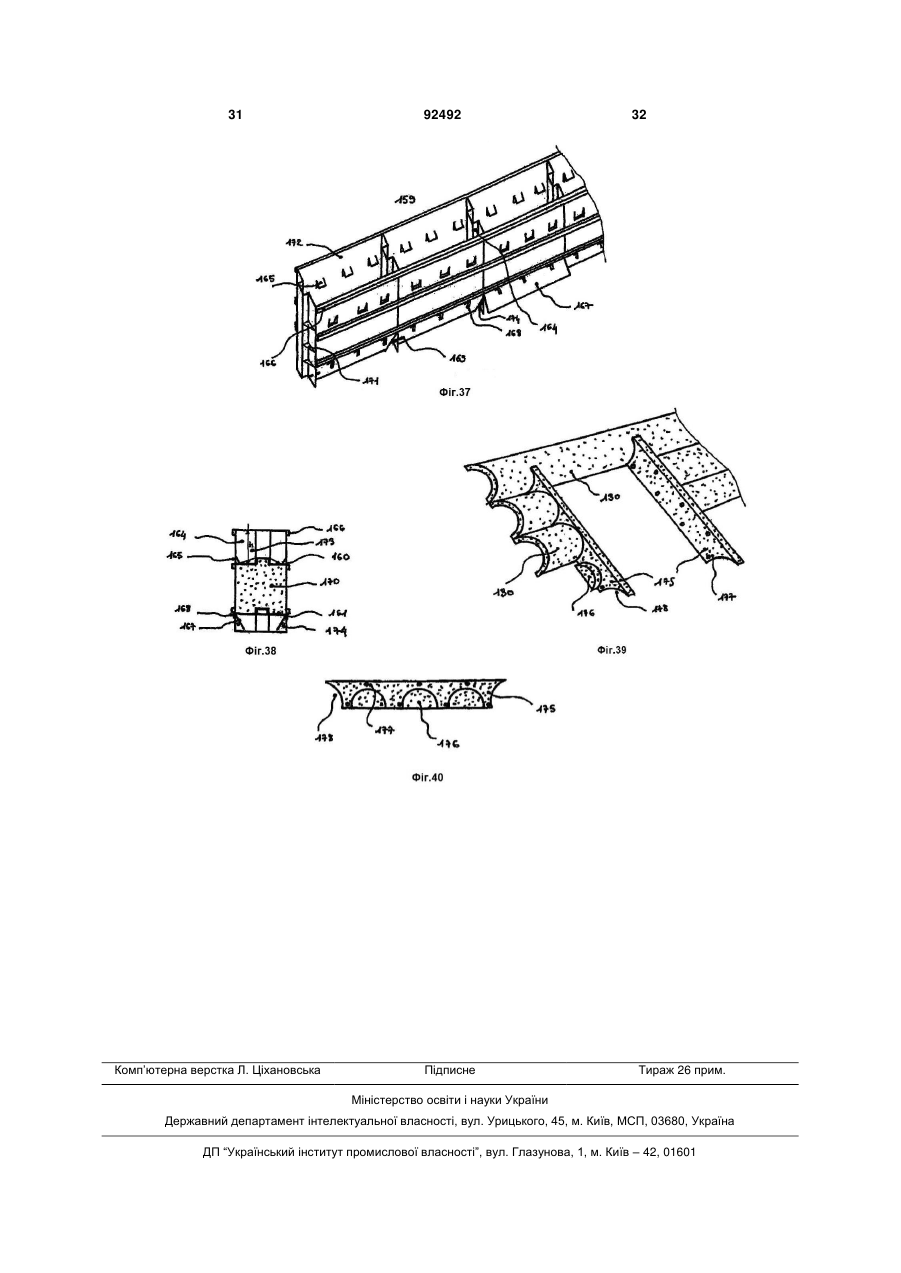
18. Спосіб за п. 13, який відрізняється тим, що згадану суміш формують в ливарній формі (159), яка містить донну частину (161), що блокується за допомогою двох бокових поворотних елементів (167), які фіксують за допомогою шпонок (169), і кришку (160), що служить для забезпечення пресування, при цьому ливарна форма (159) містить засіб (165) блокування кришки (160) на визначеній висоті (173).
19. Спосіб за п. 18, який відрізняється тим, що засіб блокування донної частини (161) ливарної форми (159) містить бокові поворотні елементи (167), виконані з можливістю повороту на осі за допомогою шарніра (168), і засоби блокування цих поворотних елементів за допомогою шпонок (169).
20. Спосіб за одним з пп. 18, 19, який відрізняється тим, що засіб блокування ливарної форми (159) містить лапки (165), що блокують кришку (160) за допомогою защіпання.
21. Спосіб за одним з пп. 18-20, який відрізняється тим, що бокові поворотні елементи (167) виконані з можливістю розблокування шляхом видалення шпонок (169) з вивільненням донної частини (161) ливарної форми, блока (170) і кришки (160) після схоплювання в'яжучого матеріалу.
22. Спосіб за одним з пп. 18-21, який відрізняється тим, що ливарні форми (159) можуть бути розміщені поруч одна з одною і з'єднані між собою своїми бічними сторонами.
23. Блок, виготовлений з пресованої деревини, за одним з пп. 1-12, який відрізняється тим, що цей блок являє собою елемент перегородки, що містить на своїй периферійній частині подовжні виступи (12) або подовжні канавки (14), призначені для забезпечення його зв'язку із суміжними блоками.
24. Блок за п. 23, який відрізняється тим, що згаданий елемент перегородки (10) є плоским.
25. Блок за п. 24, який відрізняється тим, що плоский елемент перегородки (10) містить на одній зі своїх кромок зубці (22), які вставляються в проміжки між зубцями (22) іншого плоского елемента.
26. Блок за п. 23, який відрізняється тим, що елемент перегородки містить дві подовжні канавки (86), реалізовані на ребрі двох протилежних бокових поверхонь.
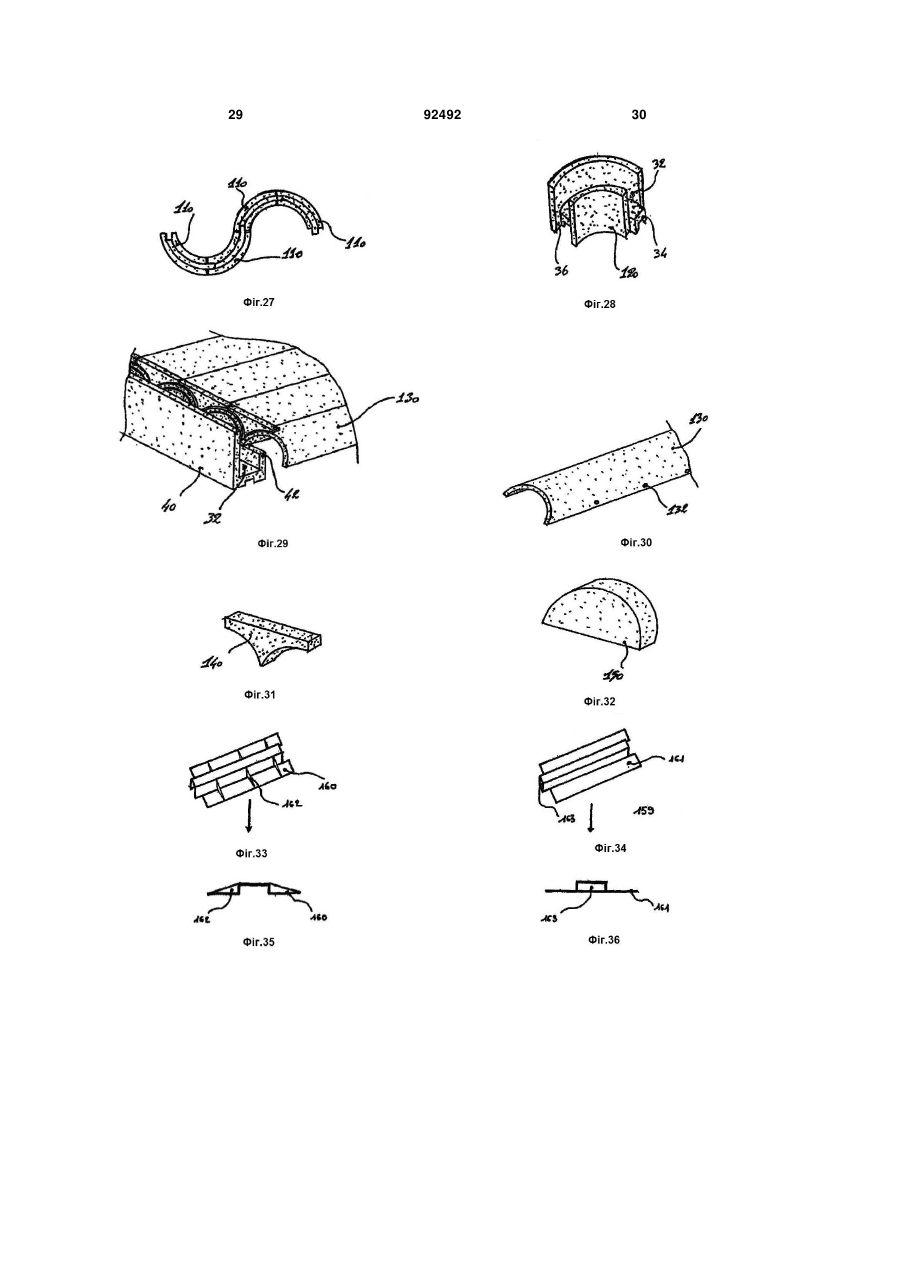
27. Блок за п. 23, який відрізняється тим, що елемент перегородки (110) є криволінійним.
28. Блок за п. 23, який відрізняється тим, що елемент перегородки (38, 40, 120) містить в своїй верхній частині подовжній канал (32), який утворює один безперервний канал разом з аналогічними каналами інших елементів, що примикають до нього в горизонтальному напрямку елементів.
29. Блок, виготовлений з пресованої деревини, за одним з пп. 1-12, який відрізняється тим, що цей блок являє собою протяжний елемент (82), який утворює порожнисту балку, яка може бути заповнена в'яжучим матеріалом.
30. Блок, виготовлений з пресованої деревини, за одним з пп. 1-12, який відрізняється тим, що цей блок являє собою протяжний елемент, який утворює балку (100), що має в своєму складі вставлену в цей блок з пресованої деревини подовжню металеву арматуру (102).
31. Блок, виготовлений з пресованої деревини, за одним з пп. 1-12, який відрізняється тим, що цей блок являє собою довгомірну деталь (130) відносно невеликої товщини, що має поперечний переріз у вигляді дуги окружності, яка утворює склепіння.
32. Блок, виготовлений з пресованої деревини, за одним з пп. 1-12, який відрізняється тим, що він виконаний у вигляді верхнього елемента (140) або нижнього елемента (150), контур якого містить одну або декілька дуг окружності, що приєднуються до склепінної деталі (130).
33. Блок, виготовлений з пресованої деревини, за одним з пп. 1-12, який відрізняється тим, що цей блок являє собою довгомірну деталь (175) зі штирями (176) і вирізами (178), призначеними для того, щоб блоки (130) приєднувалися до нього своїми кінцями і перпендикулярно.
34. Використання блока, виготовленого з пресованої деревини, за одним з пп. 1-12, як конструктивного елемента в галузі будівництва будівель і споруд.
Текст
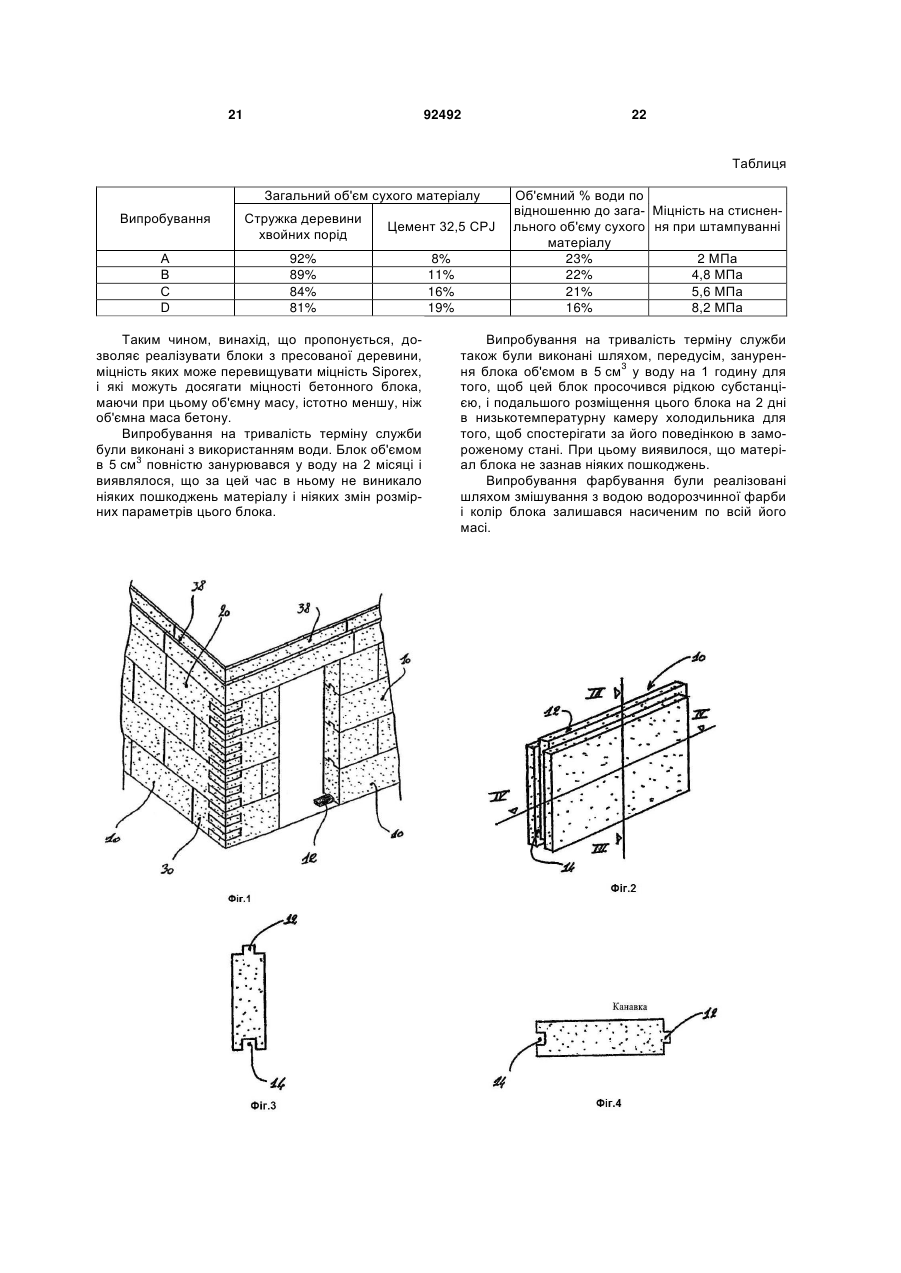
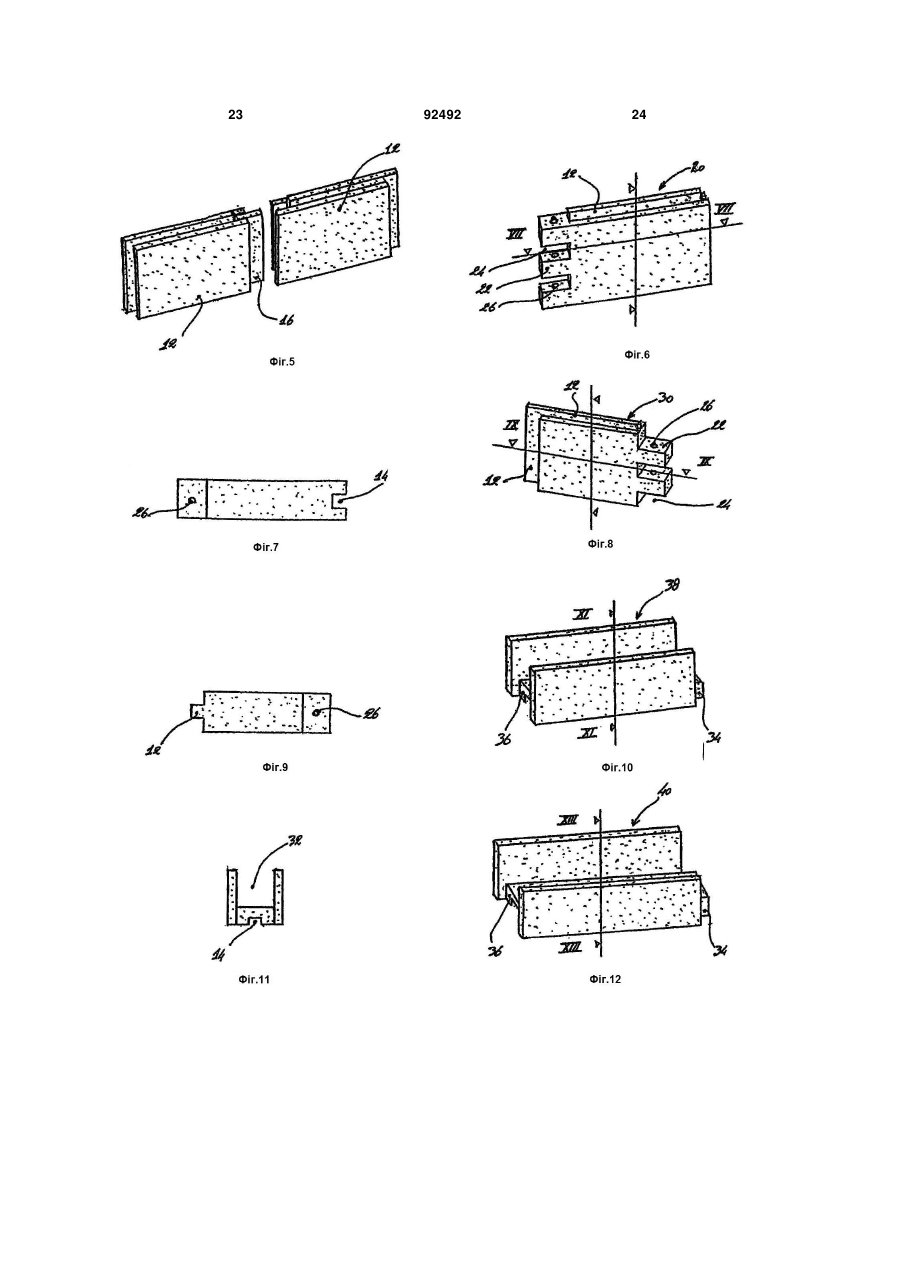
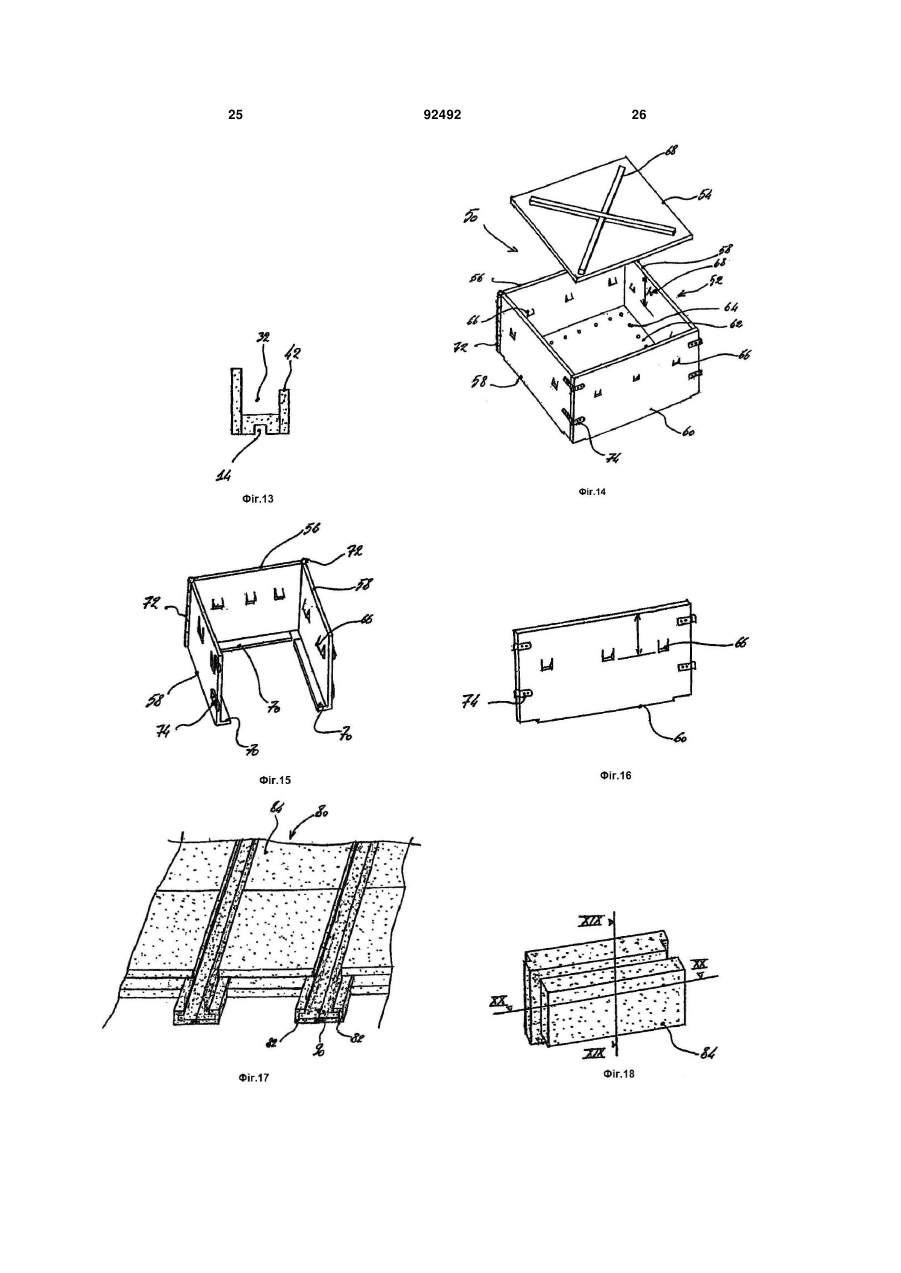
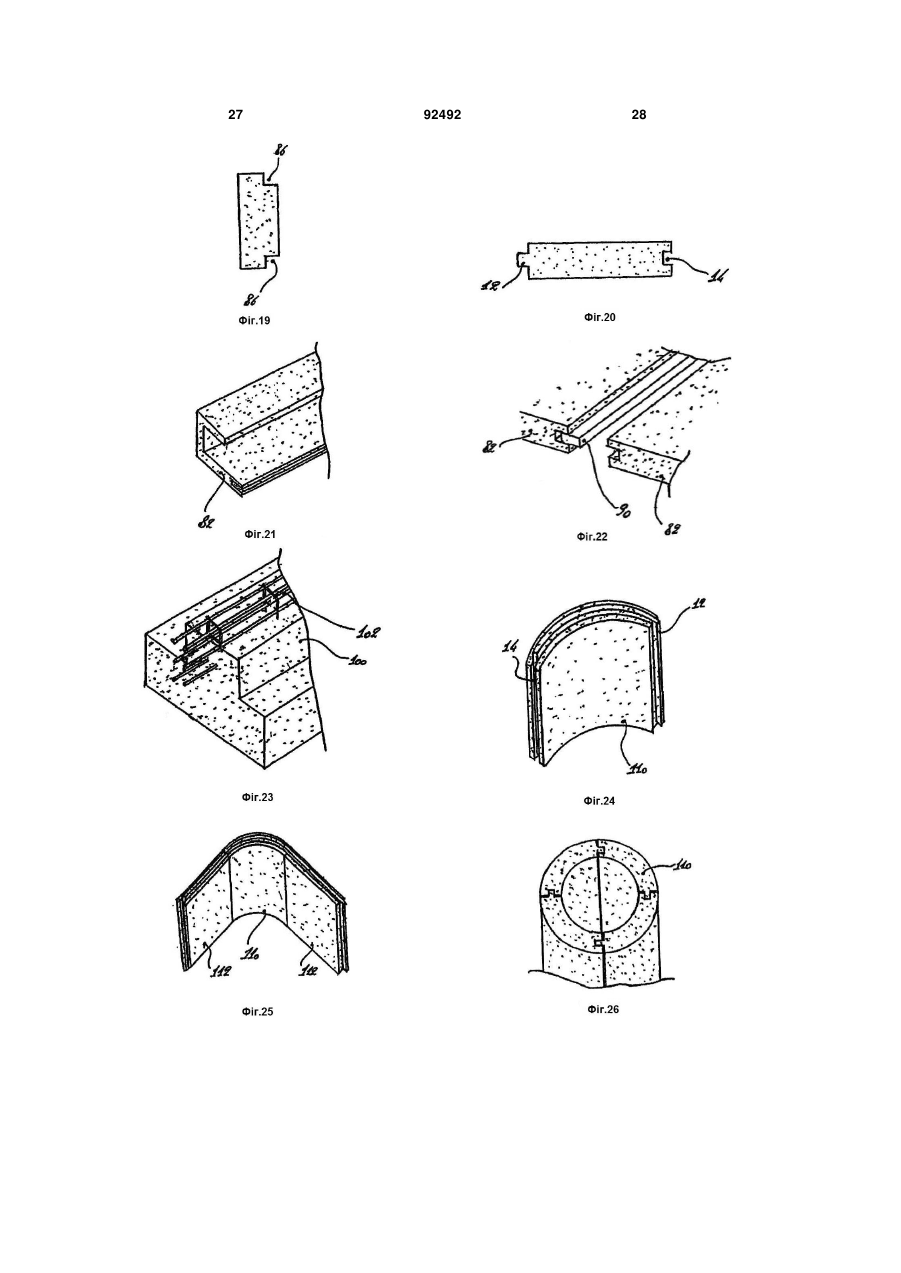
1. Блок, виготовлений з пресованої деревини, який відрізняється тим, що містить деревні частинки і гідравлічний в'яжучий матеріал, причому блок виготовляють за допомогою способу, відповідно до якого вихідна суміш, що містить частинки деревини і гідравлічний в'яжучий матеріал, витримується під тиском протягом всього строку схоплювання в'яжучого матеріалу, причому частинки деревини становлять щонайменше 75 % і, переважно від 75 % до 95 % від загального об'єму сухого матеріалу у вихідній суміші, а величина тиску становить менше 1 МПа. 2. Блок, виготовлений з пресованої деревини, який відрізняється тим, що має щільність, що перевищує 500 кг/м3. 3. Блок за п. 1 або 2, який відрізняється тим, що він має міцність на стиснення при штампуванні, що перевищує 3 МПа. 4. Блок за одним з пп. 1-3, який відрізняється тим, що частинки деревини містять деревну стружку, змішану, у випадку необхідності, з волокнами рослинного походження, переважно тонку деревну стружку, переважно стружку, що одержується при роботі різальних інструментів деревообробних верстатів. 2 (19) 1 3 13. Спосіб виготовлення блока з пресованої деревини, згідно з яким формують в ливарній формі або заливають в ливарну форму (50) або (159) суміш, яка містить частинки деревини і гідравлічний в'яжучий матеріал, замішаний водою, причому частинки деревини становлять щонайменше 75 %, переважно від 75 % до 95 %, від загального об'єму сухого матеріалу вихідної суміші, прикладають до цієї суміші деякий тиск і підтримують цей тиск протягом всього часу схоплювання згаданого в'яжучого матеріалу. 14. Спосіб за п. 13, який відрізняється тим, що суміш відливають в ливарній формі (50), яка містить кришку (54), що служить для забезпечення пресування, при цьому ливарна форма (50) містить засіб блокування (66) згаданої кришки (54) на заздалегідь визначеній висоті (68). 15. Спосіб за п. 14, який відрізняється тим, що засіб блокування ливарної форми (50) містить лапки (66), що блокують кришку (54) за допомогою защіпання. 16. Спосіб за одним з пп. 14 або 15, який відрізняється тим, що бокові поверхні (58, 60) ливарної форми (50) виконані з можливістю відкриватися для того, щоб звільнити кришку (54), причому поворотні засоби (72) і засоби (74) фіксації виконані з можливістю забезпечення з'єднання цих бокових поверхонь (58, 60). 17. Спосіб за одним з пп. 14-16, який відрізняється тим, що згадана ливарна форма містить отвори, виконані в її основі. 18. Спосіб за п. 13, який відрізняється тим, що згадану суміш формують в ливарній формі (159), яка містить донну частину (161), що блокується за допомогою двох бокових поворотних елементів (167), які фіксують за допомогою шпонок (169), і кришку (160), що служить для забезпечення пресування, при цьому ливарна форма (159) містить засіб (165) блокування кришки (160) на визначеній висоті (173). 19. Спосіб за п. 18, який відрізняється тим, що засіб блокування донної частини (161) ливарної форми (159) містить бокові поворотні елементи (167), виконані з можливістю повороту на осі за допомогою шарніра (168), і засоби блокування цих поворотних елементів за допомогою шпонок (169). 20. Спосіб за одним з пп. 18, 19, який відрізняється тим, що засіб блокування ливарної форми (159) містить лапки (165), що блокують кришку (160) за допомогою защіпання. 21. Спосіб за одним з пп. 18-20, який відрізняється тим, що бокові поворотні елементи (167) виконані з можливістю розблокування шляхом видалення шпонок (169) з вивільненням донної частини (161) ливарної форми, блока (170) і кришки (160) після схоплювання в'яжучого матеріалу. 22. Спосіб за одним з пп. 18-21, який відрізняється тим, що ливарні форми (159) можуть бути роз 92492 4 міщені поруч одна з одною і з'єднані між собою своїми бічними сторонами. 23. Блок, виготовлений з пресованої деревини, за одним з пп. 1-12, який відрізняється тим, що цей блок являє собою елемент перегородки, що містить на своїй периферійній частині подовжні виступи (12) або подовжні канавки (14), призначені для забезпечення його зв'язку із суміжними блоками. 24. Блок за п. 23, який відрізняється тим, що згаданий елемент перегородки (10) є плоским. 25. Блок за п. 24, який відрізняється тим, що плоский елемент перегородки (10) містить на одній зі своїх кромок зубці (22), які вставляються в проміжки між зубцями (22) іншого плоского елемента. 26. Блок за п. 23, який відрізняється тим, що елемент перегородки містить дві подовжні канавки (86), реалізовані на ребрі двох протилежних бокових поверхонь. 27. Блок за п. 23, який відрізняється тим, що елемент перегородки (110) є криволінійним. 28. Блок за п. 23, який відрізняється тим, що елемент перегородки (38, 40, 120) містить в своїй верхній частині подовжній канал (32), який утворює один безперервний канал разом з аналогічними каналами інших елементів, що примикають до нього в горизонтальному напрямку елементів. 29. Блок, виготовлений з пресованої деревини, за одним з пп. 1-12, який відрізняється тим, що цей блок являє собою протяжний елемент (82), який утворює порожнисту балку, яка може бути заповнена в'яжучим матеріалом. 30. Блок, виготовлений з пресованої деревини, за одним з пп. 1-12, який відрізняється тим, що цей блок являє собою протяжний елемент, який утворює балку (100), що має в своєму складі вставлену в цей блок з пресованої деревини подовжню металеву арматуру (102). 31. Блок, виготовлений з пресованої деревини, за одним з пп. 1-12, який відрізняється тим, що цей блок являє собою довгомірну деталь (130) відносно невеликої товщини, що має поперечний переріз у вигляді дуги окружності, яка утворює склепіння. 32. Блок, виготовлений з пресованої деревини, за одним з пп. 1-12, який відрізняється тим, що він виконаний у вигляді верхнього елемента (140) або нижнього елемента (150), контур якого містить одну або декілька дуг окружності, що приєднуються до склепінної деталі (130). 33. Блок, виготовлений з пресованої деревини, за одним з пп. 1-12, який відрізняється тим, що цей блок являє собою довгомірну деталь (175) зі штирями (176) і вирізами (178), призначеними для того, щоб блоки (130) приєднувалися до нього своїми кінцями і перпендикулярно. 34. Використання блока, виготовленого з пресованої деревини, за одним з пп. 1-12, як конструктивного елемента в галузі будівництва будівель і споруд. 5 Винахід, що пропонується, стосується блоків, що виготовлені з пресованої деревини і дозволяють, за допомогою пристрою з'єднання, реалізувати різні конструкції, а також способу виготовлення таких блоків. З існуючого рівня техніки відоме використання дрібнорозмірної деревної крихти для її пресування з використанням гідравлічного в'яжучого матеріалу, наприклад, цементу, і виготовлення, шляхом формування, блоків, що використовується для спорудження будівель і споруд. Виготовлення подібних блоків описане в патентному документі FR-A-2700162, в якому представлений спосіб приготування деревної крихти та її пресування, призначеного, зокрема, для зменшення розмірних проміжків між пресованими блоками, що зазнають впливу кліматичних умов, що змінюються. Відповідно до цього способу додатково передбачається додавання нейтрального мінерального наповнювача типу піску для поліпшення розмірної стабільності блока. Приготування деревної крихти є досить складним процесом і підвищує вартість виготовлення блоків. Введення мінерального наповнювача зумовлює виникнення недоліку, зв'язаного із збільшенням щільності матеріалу і, відповідно, ваги блоків, а також зі зниженням переваг, що створюються присутністю частинок деревини, частка якої в цьому випадку виявляється зменшеною в одержаній композиції, зокрема, з погіршенням якості теплової ізоляції. У раніше опублікованих матеріалах також були згадані інші пресовані матеріали, що містять деревину. Так, наприклад, патентна заявка WO 90/15205 стосується пресованих елементів, що містять волокна, цемент і значну кількість відходів рекуперації (аж до 45%). Виготовлені таким чином блоки є порожнистими, не мають достатньої міцності і призначені головним чином для виготовлення обшивки або опалубки. Патентна заявка WO 85/03700 стосується пресованих матеріалів, що мають в своєму складі деревину, цемент і двоокис кремнію. Ці матеріали мають відносно невелику щільність, що є наслідком, зокрема, прикладення точкового тиску, і призначені головним чином для виготовлення панелей. Крім того, додавання двоокису кремнію призводить до істотного зростання ваги цього матеріалу і наближає його вагу до ваги бетону. Патентна заявка FR 2 680 336 стосується виготовлення комірчастих піддонів з пресованого матеріалу. Тут також йдеться про матеріал відносно невеликої щільності, склад якого не уточнюється і який не пристосований для використання в галузі будівництва. Патентна заявка ЕР 1 057 601 стосується способу виготовлення приймального короба для рухомої заслінки шляхом формування під тиском суміші деревини, цементу і хімічного агента пасивування. Ця патентна заявка орієнтована головним чином на пристрій формування і в ній не наводиться ніяких подробиць відносно складу матеріалу, що використовується. Крім того, прик 92492 6 ладений тиск є частковим і не дозволяє забезпечити схоплювання цементу таким чином, що відформований елемент не є твердим і крихким. У той самий час, присутність хімічного агента пасивування створює небезпеку забруднення. У патентній заявці СН 611 550 згадується виготовлення декоративних панелей, в яких використовується пресована деревина. У цій патентній заявці йдеться головним чином про пристрій формування, і не розкривається склад матеріалу, що використовується. Таким чином, в існуючому рівні техніки відсутній опис матеріалу з пресованої деревини, який був би пристосований для використання в галузі будівництва. Попередні патентні документи стосуються головним чином крихких пресованих матеріалів або матеріалів відносно невеликої щільності, призначених для реалізації облицювальних панелей або опалубки, але не пристосованих для виготовлення несучих елементів конструкцій. Технічна задача даного винаходу полягає, зокрема, в тому, щоб усунути вищезазначені недоліки і знайти досить просте, ефективне та економічне вирішення проблеми реалізації композитного матеріалу, що дозволяє одержати блоки, які виготовлені з пресованої деревини з достатньо високим вмістом деревини і мають деякі характеристики, близькі до характеристик суцільної деревини. Для вирішення поставленої задачі в даному винаході пропонується блок, виготовлений з пресованої деревини, що містить деревні частинки і гідравлічний в'яжучий матеріал і має достатньо високу щільність. Блоки відповідно до винаходу, що пропонується, переважно виготовляти за допомогою способу, відповідно до якого вихідна суміш, що містить частинки деревини і гідравлічний в'яжучий матеріал, витримується під тиском протягом всього терміну схоплювання в'яжучого матеріалу, що використовується. Блоки відповідно до винаходу, що пропонується, мають виняткові високі механічні властивості, в тому числі високу міцність на стиснення, високу стійкість до впливу води і вогню, що дозволяє використовувати їх як конструктивні елементи в будівництві. Ці блоки є більш переважними в порівнянні з існуючими матеріалами, наприклад, бетоном, зокрема, з міркувань їх меншої ваги. Переважно, щоб блоки відповідно до винаходу, що пропонується, мали щільність, що перевищує приблизно 500 кг/м3, що переважно перевищує приблизно 600 кг/м3, і ще більше переважно перевищує приблизно 800 кг/м3. Переважно, щоб блоки відповідно до винаходу, що пропонується, виготовлялися на основі суміші, що містить, приблизно 75% за об'ємом від повного об'єму сухого матеріалу, частинок деревини, більш переважно від 75% до 95% і ще більш переважно від 80% до 95%. Переважно також, щоб блоки відповідно до винаходу, що пропонується, мали міцність на стиснення при штампуванні, що перевищує 3 мПа, яка звичайно може перевищувати 10 мПа для блока об'ємом в 5 см3. Переважно, щоб блоки з пресованої деревини 7 виготовлялися на основі суміші, яка містить, на 100% об'єму сухого матеріалу, приблизно від 75% до 95% частинок деревини і приблизно від 5% до 25% гідравлічного в'яжучого матеріалу, при цьому об'ємна кількість води має величину в діапазоні від 10% до 30% від загального об'єму сухого матеріалу. Гідравлічне в'яжуче, що використовується в цьому випадку, може являти собою в'яжучий матеріал на основі цементу, вапна або гіпсу, і переважно являє собою в'яжучий матеріал на основі цементу. З цієї точки зору є можливість використовувати будь-який тип цементу, що є в продажу, наприклад, стандартний цемент (зокрема, цемент марки 32/5 cpj) або будь-який інший сорт цементу. Переважно, щоб частинки деревини містили деревну стружку, змішану, у разі необхідності, з волокнами рослинного походження. У цьому випадку мова може йти, зокрема, про тонку деревну стружку, наприклад, про стружку, що одержується при роботі різальних інструментів деревообробних верстатів. Переважно використовувати частинки здорової деревини, в основному позбавленої кори, заболоні і/або рослинного соку. Переважно використовувати частинки деревини хвойних порід (таких, наприклад, як сосна, ялина, ялиця, модрина) або деревини м'яких порід (таких, як береза, бук, тополя, клен тощо). Можна також використовувати і суміші деревних частинок від дерев різних порід. Переважно комбінувати деревні частинки з волокнами рослинного походження. Таким чином, в блоках відповідно до винаходу, що пропонується, об'єм деревини зменшується на 5%-25% і компенсується в тому самому відсотковому співвідношенні шляхом введення волокон рослинного походження, таких, наприклад, як волокна пеньки, льону тощо. Використання волокон рослинного походження типу пеньки є найбільш переважним, оскільки це волокно додатково має фунгіцидні властивості і природну, а не хімічну, інсектицидну здатність. Таким чином, блоки з пресованої деревини переважно виготовляти на основі суміші, яка містить, на 100% об'єму сухого матеріалу, приблизно від 50% до 90% деревної стружки, приблизно від 5% до 25% волокон рослинного походження і приблизно від 5% до 25% гідравлічного в'яжучого матеріалу, при цьому об'ємна кількість води поміщена в діапазоні від 10% до 30% від загального об'єму сухого матеріалу. Переважно, щоб блок з пресованої деревини додатково містив одну або декілька домішок, що дозволяють адаптувати або поліпшити його властивості. Зокрема, використовуються домішки, призначені для фарбування, для прискорення або сповільнення схоплювання в'яжучого матеріалу, для підвищення гідроізоляційних властивостей, для надання вогнестійкості, фунгіцидної або інсектицидної обробки, для флюїдизації суміші, для прискореного тверднення, для одержання суміші з підвищеними експлуатаційними характеристиками, введення волокон, що підкріплюють пресований блок, або введення мінерального наповнювача. Будь-яка домішка, придатна для використання в 92492 8 бетоні, може бути застосована в блоках відповідно до винаходу, що пропонується. Блоки відповідно до винаходу, що пропонується, можуть мати різну форму і різну товщину залежно від варіанту їх використання (несуча стіна, облицювальна панель, підлога, покрівля, несуча балка, домашні меблі або обладнання міського господарства тощо). Головна перевага пресованого блока відповідно до винаходу, що пропонується, полягає в тому, що цей блок містить значну частку деревини, завдяки підтримці тиску, що дозволяє одержати достатньо щільний матеріал з відносно невеликим вмістом в'яжучого матеріалу. Таким чином блок має ізоляційні властивості, близькі до ізоляційних властивостей необробленої деревини, що використовується раніше, а також задовільну механічну міцність, яка дає можливість використовувати такі блоки для створення несучих конструкцій, що використовуються при будівництві будівель і споруд. Таким чином, об'єктом винаходу, що пропонується, є блок, що виготовлений з пресованої деревини і містить частинки деревини і гідравлічний в'яжучий матеріал, одержаний за допомогою способу, відповідно до якого вихідна суха суміш, яка містить частинки деревини і гідравлічний в'яжучий матеріал, зволожується (за допомогою води), після чого завантажується в ливарну форму і витримується під тиском протягом всього терміну схоплювання в'яжучого матеріалу, що використовується. Ще одним об'єктом винаходу, що пропонується, є спосіб виготовлення блока з пресованої деревини, що включає етапи, які полягають в формуванні або в заливанні в ливарну форму суміші, яка містить частинки деревини і гідравлічний в'яжучий матеріал, замішаний водою, і в прикладенні тиску і витримуванні цієї суміші під тиском протягом всього періоду схоплювання цього в'яжучого матеріалу. Переважно, щоб вихідна суміш містила на 100%, що представляють об'єм повний сухого матеріалу, приблизно від 75% до 95% частинок деревини, приблизно від 5% до 25% гідравлічного в'яжучого матеріалу, при цьому об'ємна кількість води знаходиться в діапазоні від 10% до 30% від загального об'єму сухого матеріалу. Крім того, як було вказано вище, суміш може містити одну або декілька домішок, вибираних, наприклад, з числа домішок, призначених для фарбування, для прискорення або сповільнення схоплювання в'яжучого, для надання водостійкості, для надання вогнестійкості, для надання фунгіцидних або інсектицидних властивостей, для флюїдизації суміші, для прискорення тверднення, для одержання суміші з підвищеними експлуатаційними характеристиками, введення волокон, що підкріплюють пресований блок, або введення мінерального наповнювача. Тиск, що прикладається до суміші, може бути адаптований відповідним чином фахівцем в даній галузі техніки залежно від бажаних властивостей матеріалу і конкретних умов його використання. Переважно, щоб цей тиск мав величину, що становить менше приблизно 1 мПа, переважно менше приблизно 0,8 мПа і ще більш переважно, до 9 рівнював, наприклад, 0,1 мПа. Перевага даного винаходу полягає в тому, що спосіб, що пропонується, є досить простим в здійсненні і не вимагає складної механічної або хімічної обробки матеріалу, яка могла б збільшити вартість і тривалість реалізації цього способу. Факт змішування інгредієнтів в сухому стані, перед додаванням води, також являє собою переважний і важливий аспект способу, що пропонується, який дозволяє одержати блоки підвищеної міцності. У фазі зберігання виготовлені деталі або відлиті форми можуть бути вміщені в камеру тверднення для того, щоб прискорити сушку і забезпечити, таким чином, виграш у часі. Суміш, що використовується в цьому випадку, може бути відформована в ливарних формах, що мають різні геометричні конфігурації і розміри. Переважно, щоб блоки з пресованої деревини формувалися в ливарних формах, які містять кришку, що служить для пресування, при цьому ливарна форма повинна містити засіб блокування цієї кришки на визначеній висоті. Цей засіб блокування ливарної форми може містити лапки, що блокують кришку за допомогою защіпання. Бокові поверхні ливарної форми мають можливість відкриватися для того, щоб звільнити кришку, поворотні засоби і засоби фіксації, що дозволяють забезпечити з'єднання цих бокових поверхонь. Переважно, щоб ливарна форма містила отвори, виконані в її основі. Переважно також використовувати багатомісні ливарні форми, що дозволяють паралельно забезпечити виробництво декількох блоків. Відповідно до одного з можливих варіантів реалізації блок з пресованої деревини являє собою елемент перегородки, що містить на своїй периферійній частині подовжні виступи або канавки, призначені для забезпечення його зв'язку із суміжними блоками. Такий елемент перегородки може бути плоским. Він може містити на одній із своїх бокових кромок сукупність зубців, які вставляються в проміжки між зубцями іншого плоского елемента. Плоский елемент перегородки може містити дві канавки, реалізовані на ребрі двох протилежних бокових сторін. Доцільно, щоб елемент перегородки був виконаний криволінійним. Доцільно також, щоб елемент перегородки містив в своїй верхній частині подовжній канал, утворюючий один безперервний канал разом з аналогічними каналами інших елементів, що прилягають до нього в горизонтальному напрямку. Блок з пресованої деревини може являти собою протяжний елемент, утворюючий, наприклад, порожнистий стельовий брус або порожнисту балку, яка, наприклад, може бути заповнена в'яжучим матеріалом. Доцільно також, щоб блок з пресованої деревини являв собою протяжний елемент, утворюючий, наприклад, порожнистий стельовий брус або порожнисту балку, що містить вставлену в пресовану деревину подовжню металеву арматуру. Блок з пресованої деревини може являти собою довгомірну деталь відносно невеликої товщи 92492 10 ни, що має поперечний переріз у вигляді дуги окружності, утворюючої склепіння. Блок з пресованої деревини може являти собою верхню деталь або нижню деталь для склепінної деталі, причому контур цієї склепінної деталі містить одну або декілька дуг окружності, що приєднуються до цієї склепінної деталі. Блок з пресованої деревини також може являти собою довгомірну деталь, що містить штирі в боковому напрямку і вирізи на кінці, виконані з можливістю стикування із склепінними деталями для формування бункера перекриття. Ще одним об'єктом винаходу, що пропонується, є використання блока, визначеного вище, як конструктивний елемент, що використовується в галузі будівництва будівель і споруд. Надалі винахід пояснюється описом необмежувальних варіантів його здійснення з посиланнями на наведені в додатку фігури креслень, в числі яких: Фіг.1 являє собою схематичний вигляд частини будівлі, побудованої з використанням блоків відповідно до винаходу, що пропонується; Фіг.2 являє собою схематичний вигляд стандартного блока; Фіг.3, 4 являють собою схематичні вигляди блока, показаного на Фіг.2, в розрізі по площинах III та IV, також показаних на цій Фіг.2; Фіг.5 схематично представляє можливість з'єднання між двома стандартними блоками; Фіг.6 являє собою схематичний вигляд кутового блока; Фіг.7 представляє схематичний вигляд кутового блока, показаного на Фіг.6, в розрізі по площині VII, також показаній на Фіг.6; Фіг.8 являє собою схематичний вигляд варіанту реалізації кутового блока; Фіг.9 представляє схематичний вигляд кутового блока, показаного на Фіг.8, в розрізі по площині IX, також показаній на Фіг.8; Фіг.10 являє собою схематичний вигляд блока скріплення; Фіг.11 представляє схематичний вигляд цього блока скріплення, показаного на Фіг.10, в розрізі по площині XI, також показаній на Фіг.10; Фіг.12 являє собою схематичний вигляд блока скріплення, з інтегруванням перекриття; Фіг.13 представляє схематичний вигляд цього блока скріплення, показаного на Фіг.12, в розрізі по площині XIII, також показаній на Фіг.12; Фіг.14 являє собою схематичний вигляд ливарної форми, призначеної для реалізації блока з пресованої деревини, що пропонується; Фіг.15, 16 являють собою схематичні вигляди деталей ливарної форми, показаної на Фіг.14; Фіг.17 являє собою схематичний вигляд перекриття, реалізованого з блоків, виготовлених з пресованої деревини; Фіг.18 являє собою схематичний вигляд блока типу міжбалкового перекриття; Фіг.19, 20 являють собою схематичні вигляди цього блока, показаного на Фіг.18, в розрізі по площинах XIX та XX, також показаних на Фіг.18; Фіг.21 являє собою схематичний вигляд порожнистої стельової напівбалки; 11 Фіг.22 являє собою схематичний вигляд з'єднання двох таких напівбалок між собою; Фіг.23 являє собою схематичний вигляд повної балки; Фіг.24 являє собою схематичний вигляд криволінійного блока; Фіг.25-27 являють собою схематичні вигляди з'єднань, що містять такі криволінійні блоки; Фіг.28 являє собою схематичний вигляд криволінійного блока скріплення; Фіг.29 являє собою схематичний вигляд перекриття з блоків, виготовлених з пресованої деревини, що містить склепінні блоки; Фіг.30-32 являють собою схематичні вигляди елементів перекриття, показаного на Фіг.29; Фіг.33 являє собою схематичний вигляд багатомісної ливарної форми, призначеної для виготовлення блоків з пресованої деревини; Фіг.34-38 являють собою схематичні вигляди елементів багатомісної ливарної форми, показаної на Фіг.33; Фіг.39 являє собою схематичний вигляд бункера перекриття із склепінних блоків і блоків цього бункера; Фіг.40 являє собою схематичний вигляд елементів бункера перекриття, показаного на Фіг.39. На Фіг.1 схематично представлені частини перегородок будівлі, споруджених на основі блоків, реалізованих відповідно до винаходу, що пропонується. Ці блоки являють собою зв'язані один з одним в єдине ціле несучі елементи, які дозволяють одержати жорстку конструкцію, здатну витримувати вагу будівлі. Ці перегородки мають в своєму складі як базові елементи стандартні блоки 10, кутові блоки 20, кутові напівблок 30 і блоки скріплення 38. На Фіг.2-13 схематично представлені деталі різних блоків, що містять елементи, які дозволяють забезпечити зв'язки між блоками. Стандартний блок 10, схематично представлений на Фіг.2 та 3, являє собою плоский елемент, що має в цілому форму паралелепіпеда, причому дві його великі поверхні утворюють внутрішню і зовнішню поверхні несучої перегородки і товщина цього блока, відносно невелика в порівнянні з його висотою і з його шириною, представляє товщину цієї перегородки. Товщина такої перегородки звичайно має величину в діапазоні від 5 см до 20 см. Подовжній виступ 12 центрований на верхній поверхні блока, а також на одній з його бокових поверхонь, і подовжня канавка 14 також центрована на нижній поверхні блока, а також на іншій його боковій поверхні. Подовжні виступи 12 мають висоту і ширину трохи менші, ніж, відповідно, глибина і ширина канавок 14, що забезпечує можливість вставляння цих подовжніх виступів 12 в подовжні канавки 14 для того, щоб направляти одні деталі по відношенню до інших за наявності деякого бокового зазору і деякого зазору по глибині для того, щоб забезпечити можливість введення плівки клею, що наноситься в процесі з'єднання цих елементів. У той самий час, подовжні виступи 12 і подовжні канавки 14 можуть мати трохи нахилені бокові сторони, причому в такому випадку ширина 92492 12 цих елементів зменшується по мірі віддалення від поверхні блока, і зовнішні ребра подовжніх виступів 12 або внутрішні ребра подовжніх канавок 14 можуть бути закругленими для полегшення витягування цих блоків з ливарної форми після схоплювання в'яжучого матеріалу. У загальному випадку базові елементи з'єднуються горизонтально, один вслід за іншим, в одному і тому самому напрямку. Для деяких специфічних випадків застосування ці базові елементи можуть встановлюватися протилежним чином, причому в цьому випадку дві бокові сторони, що містять канавки 14, розташовуються одна проти одної. При цьому з'єднання блоків 10 здійснюється, як це схематично показане на Фіг.5, за допомогою з'єднувальної пластини 16, що має таку саму товщину, як і подовжній виступ блока, і що має ширину, яка дорівнює подвоєній висоті канавки, і ця пластина розміщується одночасно в двох розташованих одна проти одної канавках 14. У вертикальній площині базові елементи укладаються один на іншій з вставлянням таким самим чином верхніх подовжніх виступів в нижню подовжню канавки верхнього блока. Нижня канавка першого ряду блоків 10 надівається на горизонтальний підкладний брус 12, закріплений на ґрунті, який забезпечує скріплення цього першого ряду, забезпечуючи його позиціонування. На Фіг.6, 7 схематично представлені кутові блоки 20, а на Фіг.8, 9 схематично представлені кутові напівблоки 30. Кутовий блок 20 подібний до стандартного блока, але його бокова сторона, протилежна тій його боковій стороні, на якій є подовжня канавка 14, містить по своїй висоті послідовність з трьох зубців 22, що мають ширину, по суті рівну ширині проміжних вирізів 24. Висота цих зубців 22 по суті дорівнює товщині блока 20. Зубці 22 вставляються в вирізи 24, що доповнюють їх, реалізовані на боковій стороні, протилежній тій його стороні, на якій виконаний подовжній виступ 12, іншого кутового напівблоку 30, причому ці вирізи 24 чергуються з двома зубцями 22. Таким чином, в процесі з'єднання кутових блоків 20 та 30 весь об'єм, що розташовується між зовнішніми і внутрішніми поверхнями перегородок, заповнюється. Для підкріплення зв'язку між двома перегородками, утворюючими кут, вертикальний стрижень вводиться, після з'єднання кутових блоків, у вертикальні отвори 26, розташовані в центрі зубців 22 в двох серіях кутових блоків і напівблоків 20 та 30, причому діаметр цього отвору дозволяє забезпечити покриття цього стрижня клеєм для реалізації зчеплення системи. На Фіг.10-13 схематично представлені блоки 38, 40, що реалізовують горизонтальне скріплення перегородки або забезпечують реалізацію перемичок, розміщених над отвором. Блоки 38, 40 характеризуються зменшеною висотою в порівнянні зі стандартними блоками і мають подовжену в горизонтальному напрямку форму. Нижня поверхня блоків містить подовжню канавку 14, в яку входить подовжній виступ, виконаний на верхній поверхні блока, розташованого нижче. Верхня частина блока утворює канал 32, розташований вздовж дов 13 жини блока та обмежений трьома відносно тонкими стінками, а саме, нижньою поверхнею і двома боковими поверхнями. Блоки скріплення 38, 40 підганяються один до одного за допомогою штиря 34, розташованого на кінці блока, який вставляється в гніздо 36, розташоване на іншому кінці наступного блока. Таким чином, реалізовується безперервний канал 32, розташований по периметру перегородки, обходячи кути, причому в цьому каналі розташовується металева арматура, після чого заливається в'яжучий матеріал, наприклад, бетон, для реалізації скріплення. Один довгий блок скріплення може бути використаний для перекриття отвору і реалізації скріплення. Як варіант може бути використаний блок 40 скріплення для інтеграції перекриття. Одна з бокових стінок 42 блока скріплення виконана менш високою, ніж інша, і це зміщення дозволяє інтегрувати зв'язок горизонтально розташованого перекриття, яке спирається на верхню частину цієї бокової стінки 42, заповнюючи різницю по висоті. Після заливання в'яжучого матеріалу в канал 32 скріплення реалізовується одночасно із зв'язком з цим перекриттям. Спосіб виготовлення блоків полягає в наступному. Для загальної кількості в 100%, що представляє повний об'єм сухого матеріалу, значна частка деревної стружки, що представляє об'єм приблизно від 75% до 95%, змішується з гідравлічним в'яжучим матеріалом, наприклад, з цементом, вапном або гіпсом, об'єм якого у вигляді сухого матеріалу становить приблизно від 5% до 25%. Ця суміш, реалізована в сухому вигляді, потім зволожується. Дозування води змінюється залежно від характеру деревної стружки і від породи деревини, що використовується, і її об'ємна частка може становити приблизно від 10% до 30% від загального об'єму сухого матеріалу. Спосіб виготовлення блоків полягає в наступному. Для загальної кількості в 100%, що представляє повний об'єм деревини, сухого гідравлічного в'яжучого матеріалу і волокон рослинного походження, частка деревної стружки, що представляє об'єм приблизно від 50% до 90%, і частка волокон рослинного походження, що представляє об'єм приблизно від 5% до 25%, змішується з гідравлічним в'яжучим матеріалом, наприклад, з цементом, вапном або гіпсом, причому об'єм сухого матеріалу цього в'яжучого становить приблизно від 5% до 25%. Дозування води змінюється залежно від характеру деревної стружки і породи деревини, що використовується, і її частка може становити приблизно від 10% до 30% від загального об'єму сухих матеріалів (гідравлічного в'яжучого матеріалу, деревної стружки і волокон рослинного походження). Потім ця зволожена суміш виливається в ливарну форму, після чого зазнає сильного стиснення до об'єму, що знаходиться, наприклад, в діапазоні від 5% до 50%, для того, щоб зробити цей матеріал більш компактним. Під дією цього достатньо сильного тиску переважаюча частина залишкового повітря видаляється, що призводить до формування відносно компактного блока пресова 92492 14 ної деревини. Підтримка цього тиску аж до повного схоплювання в'яжучого матеріалу є головною умовою для збереження компактності пресованого матеріалу, причому деревна стружка, сильно стиснута і така, що перекриває одна одну, мають тенденцію до розпрямлення внаслідок пружності доти, доки в'яжучий матеріал не зафіксує остаточну форму. Це сильне стиснення, що підтримується протягом деякого часу, надає матеріалу щільності, що забезпечує високі характеристики, зокрема, високу міцність на стиснення при штампуванні з величиною, що перевищує 3 мПа, що звичайно має величину в діапазоні приблизно від 3 мПа до 12 мПа, і що перевищує, наприклад, 5, 6, 7 або 8 мПа, виміряну на блоці об'ємом в 5 см3. Ця величина приблизно дорівнює величині згаданої міцності деревини, залежно від її породи. Теплоізоляція матеріалу близька до теплової ізоляції суцільної деревини, а вогнестійкість такого матеріалу підвищується внаслідок сильного стиснення і внаслідок покриття деревини в'яжучим матеріалом. Крім того, поверхні сильно стиснутого блока, розташовані проти стінок ливарної форми, виявляються практично абсолютно гладкими і відстежують рельєфи, які можуть бути реалізовані на стінках цієї ливарної форми, що дозволяє реалізувати готові блоки безпосередньо після їх витягування з ливарної форми з гладкими поверхнями, що містять декоративні рельєфні малюнки. Блоки мають щільність в діапазоні від 500 кг/м3 до 3 1200 кг/м , тобто істотно меншу, ніж щільність блоків з пресованого бетону, що полегшує маніпуляції з цими блоками і знижує вагу конструкцій, що реалізовуються з них. Можна також реалізувати блоки, кожний з яких покриває більш значну поверхню перегородки для того, щоб забезпечити більш швидкий монтаж. Крім того, як і у випадку масиву деревини, ці блоки можуть бути розрізані, просвердлені і можуть приймати в свою товщу цвяхи або шурупи. Як доповнення, в матеріал блока можуть бути додані різні домішки для прискорення або сповільнення схоплювання в'яжучого матеріалу, для фарбування матеріалу, для надання йому водовідштовхувальних або вогнезахисних властивостей, для здійснення фунгіцидної або інсектицидної обробки, для флюїдизації суміші, для більш швидкого тверднення або для одержання підвищених характеристик виробу. Спеціальні домішки також можуть бути введені для посилення механічної міцності блока, такі, наприклад, як металеві волокна (зубчасті сталеві волокна, хвилясті сталеві волокна, аморфний і непіддатливий до окислення чавун), синтетичні волокна (наприклад, скляні волокна, волокна вуглецю або волокна поліпропілену). Оптичні волокна, що додають ефект світіння, також можуть бути додані для декоративного оформлення блоків. Мінеральний наповнювач, такий, наприклад, як пісок або сажа двоокису кремнію, може бути введений в суміш, що використовується, для підвищення твердості блока. Однак, додавання такого наповнювача не є оптимальним, оскільки таке додавання збільшує вагу матеріалу практично до ваги бетону. 15 Переважно, фрагментована деревина, що вводиться в суміш, поступає у вигляді відходів від столярного виробництва, теслярного виробництва або меблевого виробництва і являє собою тонку стружку, що здійснюється різальним інструментом деревообробних верстатів, таких, наприклад, як стругальний верстат, зенкерний верстат, фрезерний деревообробний верстат або свердлувальний верстат. Стружка, що одержується при роботі таких верстатів, має задовільну якість, не містить деревної кори або заболоні, поступає від здорової і відносно сухої деревини. Така стружка не вимагає ні спеціальної обробки, ні сушки перед використанням. Ця тонка стружка надає блока, що пропонується, гнучкості і хорошої розмірної стійкості. На Фіг.14-16 схематично представлений приклад реалізації ливарної форми 50, що використовується для виготовлення пресованого блока відповідно до винаходу, що пропонується. Ця ливарна форма містить основу 52, що має форму відкритого зверху паралелепіпеда, який закривається кришкою 54, причому ці елементи форми виготовляються з листового матеріалу. Основа 52 форми містить донну частину 62, в якій виконані невеликі отвори 64, призначені для видалення повітря і надмірної води з матеріалу, що формується, причому ця донна частина спирається на нижні виступи 70 сторін 56, 58, 60, утворені вигинами листового матеріалу цих сторін, поверненими всередину основи 52. Контур донної частини 62 містить скошені кромки, повернені в напрямку нижньої поверхні дна, які узгоджуються з радіусами, утвореними згинами листового матеріалу сторін ливарної форми, для того, щоб забезпечити можливість задовільної опори листового матеріалу донної частини на згадані нижні виступи 70 сторін ливарної форми. На висоті h 68 над основою 52 розташовуються нижні кінці пружних лапок 66, утворених вирізами, виконаними в листовому матеріалі сторін 56, 58, 60, причому ці нижні кінці трохи виступають в напрямку всередину основи 52 ливарної форми. Для стиснення матеріалу, заздалегідь залитого в основу 52, що утворює ливарну форму, прес впливає у вертикальному напрямку на кришку 54, необхідну жорсткість якій надають спеціальні підкріплюючі елементи 68 і яка опускається в основу 52. У процесі опускання кришки до висоти h, яка відповідає вибраному ступеню стиснення для даного матеріалу, кришка 54 відштовхує пружні лапки 66 в напрямку назовні для того, щоб забезпечити прохід для цієї кришки, після чого, коли кришка опиняється нижче згаданих лапок, ці лапки 66 внаслідок їх пружності повертаються в своє вихідне положення і забезпечують блокування кришки 54, яке внаслідок цього більше не має можливості знов піднятися. При цьому тиск преса може бути ослаблений і кришка 54 утримується на досягнутому таким чином місці внаслідок защіпання і підтримує тиск на матеріал, що формується протягом всього часу схоплювання в'яжучого матеріалу. Вказаний спосіб виконання з використанням ливарної форми 50, яка самостійно підтримує необхідний тиск, є найбільш переважним, оскільки після стиснення за допомогою преса блоки, в'яжу 92492 16 чий матеріал яких знаходиться в процесі тверднення або схоплювання, видаляються і складуються на майданчику очікування, що дозволяє звільнити прес, який при цьому має можливість продовжувати забезпечувати стиснення матеріалу в наступних ливарних формах. Для витягування блока з ливарної форми після схоплювання в'яжучого матеріалу ця ливарна форма відкривається для звільнення спресованого блока. Для цього бокові сторони 58 ливарної форми зв'язані з її задньою стороною 56 за допомогою шарнірних з'єднань 72 і передня сторона 60 зв'язана з кожною боковою стороною 58 за допомогою двох замків 74. Після того, як в'яжучий матеріал, що використовується в цьому випадку, схопився, замки 74 відкриваються, передня сторона 60 ливарної форми видаляється і бокові сторони 58 цієї форми повертаються відносно своїх шарнірних з'єднань 72, що дозволяє звільнити кришку 54 від її блокування лапками 66, внаслідок чого спресований блок звільняється і дана ливарна форма може знов прийняти конфігурацію, призначену для забезпечення наступного відливання. На основі того самого принципу, що включає, зокрема, систему швидкого блокування, наприклад, шляхом защіпання, тієї сторони ливарної форми, яка використовується для стиснення, можуть бути реалізовані блоки різноманітних конфігурацій, такі, наприклад, як кутові блоки 20, 30, блоки скріплення 38, 40 або блоки, показані на Фіг.17-23. Інші приклади реалізації блоків наведені на Фіг.17-23, на яких схематично представлені пресовані блоки, що використовуються для реалізації несучого перекриття. На Фіг.17 представлене перекриття 80, що містить напівбалки 82, попарно з'єднані між собою симетрично по відношенню до вертикальної подовжньої площини. На Фіг.21-22 це з'єднання представлене більш детально, причому напівбалки 82 мають загалом U-подібну форму, яка розташовується плазом, а отвори цих Uподібних форм розташовуються один проти одного, їх нижні крила прилягають одне до одного і з'єднуються між собою за допомогою пластини 90, вставленої в канавки, сформовані в кожному з цих крил. Верхні крила виконані більш короткими і утримують блоки, що реалізовують обшивку або міжбалкові плити 84, які містять канавки 86, реалізовані на ребрі двох їх протилежних бокових поверхонь, в які ці напівбалки 82 входять для того, щоб реалізувати нижню плоску частину 80 перекриття. У той самий час міжбалкові плити 84 містять на двох інших своїх бокових поверхнях подовжній виступ 12 і подовжню канавку 14, призначені для забезпечення зв'язку між плитами. Після того, як сукупність міжбалкових плит 84 укладена на напівбалки 82, металева арматура, не показана на фігурах, розміщується в порожнині цих напівбалок, після чого гідравлічний в'яжучий матеріал, наприклад, на основі цементу, заливається для заповнення цих порожнин, причому цей в'яжучий матеріал може покривати потім все перекриття для формування плити стиснення. Напівбалки 82 можуть мати однакову довжину або можуть бути складені і зібрані з декількох ба 17 лок деякої стандартної довжини, встановлених встик і розташованих в шаховому порядку. На Фіг.23 як варіант реалізації схематично представлена заздалегідь складена балка 100. Поперечний переріз цієї балки в цілому має обернену Т-подібну форму і подовжня арматура 102 інтегрована всередину цієї балки в процесі заливання в ливарну форму суміші на основі деревної стружки перед стисненням, яке відповідно до винаходу, що пропонується, буде формувати пресований блок. Верхня частина залишає частину металевої арматури 102 вільною, причому ця арматура виступає над міжбалковими плитами 84 і буде взята в плиту стиснення, що потім відливається. На Фіг.24-27 представлені криволінійні пресовані блоки 110. Як і у випадку плоских блоків 10, криволінійні блоки 110 містять дві великі поверхні, утворюючі внутрішні або зовнішні стінки перегородки, але ці поверхні є викривленими в горизонтальній площині. При цьому кожна з бокових поверхонь цих блоків містить подовжній виступ 12 або подовжню канавку 14, а верхня поверхня цих блоків містить криволінійний виступ 12 і нижня поверхня містить криволінійну канавку 14. Ці криволінійні блоки 110 можуть бути з'єднані в горизонтальній площині з одного і з іншого боку з плоскими блоками 112, причому криволінійний блок утворює закруглений кут між двома плоскими перегородками, як це схематично показане на Фіг.25. Криволінійні блоки 110 також можуть бути з'єднані послідовно в кількості чотирьох штук таким чином, щоб всі їх увігнуті поверхні були повернені в одну і ту саму сторону, як це показане на Фіг.26, для формування круглої колони. Крім того, всередину цієї колони може бути залитий бетон разом з введенням вертикальної металевої арматури для її підкріплення. Інше можливе з'єднання представлене на Фіг.27, причому тут криволінійні блоки 110 розташовуються в горизонтальному напрямку послідовностями з двох блоків, орієнтованих в одному напрямку, вслід за якими розташовуються два блоки, орієнтованих в іншому напрямку. Таким чином можна реалізувати перегородку хвилястої форми, яка може служити, наприклад, для реалізації шумозахисної стінки. На Фіг.28 схематично представлений пресований блок 120, що служить для скріплення на верхній частині криволінійного блока 110, причому його внутрішній і зовнішній радіуси приєднуються до внутрішнього і зовнішнього радіусів відповідного криволінійного блока. Цей блок скріплення 120 містить на своїй нижній поверхні канавку, в яку входить верхній виступ криволінійного блока 110, розташованого під ним, причому штир 34, розташований на кінці цього блока, вставляється в гніздо, розташоване проти нього на кінці наступного блока, і таким самим чином аналогічне гніздо 36 виконане на іншому кінці цього блока. Верхня частина блока скріплення утворює канал 32, обмежений двома відносно тонкими стінками. При цьому верхня частина внутрішньої стінки може бути більш низькою для того, щоб інтегрувати зв'язок перекриття, як і для блока скріплення, представ 92492 18 леного на Фіг.12, 13. На Фіг.29-32 схематично представлене перекриття, що містить сукупність довгомірних деталей 130 з пресованої деревини, що прилягають одна до одної своїми боковими сторонами та укладені своїми кінцями на менш високі бокові стінки 42 послідовності блоків скріплення 40, що являють собою частину перегородок. Ці довгомірні деталі 130 перекривають всю поверхню перекриття і вони мають поперечний переріз у вигляді дуги окружності, причому кожна з цих деталей утворює невелике склепіння з тонкою стінкою, яке надає жорсткості довгомірній деталі 130 і дозволяє цій деталі бути самонесучою. З'єднувальні отвори 132 виконані на бокових сторонах склепінних деталей 130 для того, щоб зв'язати ці деталі в єдине ціле, наприклад, за допомогою болтів, і забезпечити вирівнювання цих деталей, а також підвищити жорсткість конструкції. Повна висота склепінної деталі 130 дозволяє, щонайменше частково, згладити відмінність у висоті менш високої бокової стінки 42 по відношенню до іншої бокової стінки блока 40 скріплення. Верхні елементи 140 або нижні елементи 150 встановлюються відповідно до поперечної орієнтації встик з довгомірними склепінними деталями 130 для того, щоб перекрити в боковому напрямку канал 32 блоків 40 скріплення. Верхній елемент 140 містить на своїй нижній поверхні симетричний контур, утворюючий дві дуги окружності, кожна з яких перекриває половину склепінної деталі 130, причому верхні частини цих елементів 140 розташовуються на одній лінії та утворюють горизонтальну площину, розташовану вище, ніж верхні частини склепінних деталей 130. Нижній елемент 150 вставляється знизу в склепінну деталь 130, причому її нижня частина, розташована на одній лінії з нижньою частиною склепінної деталі 130 і в тій самій горизонтальній площині, спирається на бокову стінку 42 блока скріплення 140. Це самонесуче перекриття може бути використане в тому вигляді, в якому воно є, або може служити основою для бетонної плити, залитої поверх нього для реалізації перекриття більш високої міцності. У цьому випадку верхні елементи 140 витягуються для того, щоб забезпечити можливість безпосереднього зв'язку між бетоном з каналу 32 і бетоном згаданої бетонної плити. При цьому подовжня металева арматура може бути вставлена в порожнини, сформовані між двома сусідніми склепінними деталями 130. Як варіант реалізації перекриття, виготовлене з використанням склепінних елементів 130, може містити підкріплюючий елемент, утворений тканиною, виготовленою, наприклад, на основі скляних волокон або волокон вуглецю, яка приклеюється безпосередньо до верхньої або нижньої поверхні згаданих склепінних деталей. У той самий час, ці порожнини, розташовані зверху між двома склепінними деталями 130, як і порожнини, розташовані знизу під їх склепіннями, утворюють проходи, які дозволяють пропустити через них дроти або трубопроводи, призначені для обладнання будівлі. У загальному випадку блоки з пресованої де 19 ревини, реалізовані відповідно до винаходу, що пропонується, можуть містити порожнини, призначені для зменшення кількості матеріалу, що використовується, і відповідного зниження ваги цих блоків. Ці блоки також можуть містити отвори, розташовані вздовж їх товщини, або канавки на поверхні, які, будучи з'єднані встик від одного блока до іншого, утворюють проходи, призначені, наприклад, для проходження електричних кабелів або трубопроводів. На Фіг.33-38 схематично представлений приклад реалізації багатомісної ливарної форми 159, призначеної для виготовлення пресованих блоків відповідно до винаходу, що пропонується. Ця ливарна форма містить дві паралельні одна одній сторони 172 і дві інші паралельні одна одній сторони 164, утворюючі паралелепіпед, відкритий в своїй нижній частині для проходження донної частини 161 і відкритий в своїй верхній частині для проходження кришки 160. Ці елементи звичайно виготовляються з листового матеріалу. Сторони 172 містять пружні лапки 165, утворені вирізами листового матеріалу, причому нижні кінці цих вирізів розташовуються по відношенню до верхньої частини на висоті 173. Сторони 172 містять в своїй нижній частині елемент 167, здатний повертатися по відношенню до осі, що визначається шарнірами 168. Ці сторони 172 містять також підкріплюючі елементи 166, призначені для виключення деформації при здійсненні пресування. Сторони 172 з'єднуються зі сторонами 164 та утримуються за допомогою механічного кріплення або за допомогою зварювання. Сторони 164 містять в своїх кутах в нижній частині отвір, призначений для розміщення шпонки 169, що служить для блокування поворотного елемента 167. Сторони 164 на кінці ливарної форми можуть приймати підкріплюючі елементи 171, призначені для виключення їх деформування в процесі пресування. Донна частина 161 також містить підкріплюючі елементи 163, призначені для виключення її деформування в процесі пресування. Донна частина 161 опускається під дією тиску між сторонами 172 та 164, штовхає пружні лапки 165 в напрямку назовні для забезпечення її проходу і упирається в поворотні елементи 167, заблоковані за допомогою шпонок 169. Підлягаючий стисненню матеріал 170 потім заливається в форму. Кришка 160 містить підкріплюючі елементи 162, призначені для виключення її деформування в процесі пресування, причому кришка в свою чергу опускається під дією тиску між сторонами 172 та 164 для того, щоб стиснути матеріал 170, до висоти h 173, що відповідає вибраному ступеню стиснення цього матеріалу. Кришка 160 штовхає пружні лапки 165 в напрямку назовні для забезпечення її проходження, а потім, після того, як ця кришка опиняється нижче цих лапок, 92492 20 лапки 165 внаслідок своєї пружності знов займають своє вихідне положення і здійснюють блокування кришки 160, яке в цьому випадку більше не має можливості підніматися. При цьому тиск преса може бути ослаблений, оскільки кришка 160 утримується на своєму місці за допомогою защіпання і підтримує тиск протягом всього періоду схоплювання в'яжучого матеріалу. Цей спосіб реалізації з використанням багатомісної форми 159, яка самостійно підтримує тиск, є найбільш актуальним, оскільки після стиснення за допомогою преса блоки, в яких в'яжучий матеріал знаходиться в процесі схоплювання, можуть бути видалені і складовані на майданчику очікування, звільняючи при цьому прес, який може продовжувати забезпечувати стиснення матеріалу в наступних ливарних формах. Ці багатомісні ливарні форми 159 можуть бути укладені поруч одна з одною для формування панелей. Для витягування блока з ливарної форми після схоплювання в'яжучого матеріалу шпонки 169 видаляються, звільняючи поворотні елементи 167, які при цьому повертаються і звільняють таким чином донну частину 161 ливарної форми, блок 170 і верхню частину 160, які можуть бути виведені з ливарної форми внаслідок тиску між сторонами 172 та 164. При цьому ливарна форма може бути знов переведена в свою вихідну конфігурацію для подальшого формування. На основі того самого принципу, що включає, зокрема, систему швидкого блокування, наприклад, шляхом защіпання, тієї сторони ливарної форми, яка використовується для забезпечення стиснення, можуть бути реалізовані блоки різноманітних конфігурацій, такі, наприклад, як кутові блоки 20, 30, блоки скріплення 38, 40 або блоки, представлені на Фіг.17-23. На Фіг.39, 40 схематично представлений бункер перекриття, який містить серію довгомірних деталей 130 з пресованої деревини, що укладені поруч одна з одною і з'єднуються на деталі 175 з пресованої деревини для реалізації бункера перекриття. Деталь 175 з пресованої деревини, призначена для реалізації бункера перекриття, містить штирі 176, що проходять в боковому напрямку, призначені для того, щоб склепінні деталі 130 з пресованої деревини укладалися на них зверху, на кінцях вирізів 178, з метою адаптації до склепінних деталей 130 з пресованої деревини, і отвору кріплення, призначені для утримання системи, наприклад, за допомогою фундаментного болта. Специфічні приклади блоків відповідно до винаходу, що пропонується, були реалізовані і протестовані для виявлення їх властивостей. Результати випробувань A-D представлені в наведеній нижче таблиці: 21 92492 22 Таблиця Загальний об'єм сухого матеріалу Випробування Стружка деревини хвойних порід Цемент 32,5 CPJ А В С D 92% 89% 84% 81% 8% 11% 16% 19% Таким чином, винахід, що пропонується, дозволяє реалізувати блоки з пресованої деревини, міцність яких може перевищувати міцність Siporex, і які можуть досягати міцності бетонного блока, маючи при цьому об'ємну масу, істотно меншу, ніж об'ємна маса бетону. Випробування на тривалість терміну служби були виконані з використанням води. Блок об'ємом в 5 см3 повністю занурювався у воду на 2 місяці і виявлялося, що за цей час в ньому не виникало ніяких пошкоджень матеріалу і ніяких змін розмірних параметрів цього блока. Об'ємний % води по відношенню до зага- Міцність на стисненльного об'єму сухого ня при штампуванні матеріалу 23% 2 МПа 22% 4,8 МПа 21% 5,6 МПа 16% 8,2 МПа Випробування на тривалість терміну служби також були виконані шляхом, передусім, занурення блока об'ємом в 5 см3 у воду на 1 годину для того, щоб цей блок просочився рідкою субстанцією, і подальшого розміщення цього блока на 2 дні в низькотемпературну камеру холодильника для того, щоб спостерігати за його поведінкою в замороженому стані. При цьому виявилося, що матеріал блока не зазнав ніяких пошкоджень. Випробування фарбування були реалізовані шляхом змішування з водою водорозчинної фарби і колір блока залишався насиченим по всій його масі. 23 92492 24 25 92492 26 27 92492 28 29 92492 30 31 Комп’ютерна верстка Л. Ціхановська 92492 Підписне 32 Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюBlock, made of wood agglomerate (variants), process for its production and use
Автори англійськоюVOGEL, Stephane
Назва патенту російськоюБлок, изготовленный из прессованной древесины (варианты), способ его изготовления и его использование
Автори російськоюВожель Стефан
МПК / Мітки
МПК: E04B 2/00, B28B 1/52, C04B 40/02, C04B 28/14, C04B 28/02
Мітки: використання, виготовлення, пресованої, блок, деревини, варіанти, спосіб, виготовлений
Код посилання
<a href="https://ua.patents.su/16-92492-blok-vigotovlenijj-z-presovano-derevini-varianti-sposib-jjogo-vigotovlennya-i-jjogo-vikoristannya.html" target="_blank" rel="follow" title="База патентів України">Блок, виготовлений з пресованої деревини (варіанти), спосіб його виготовлення і його використання</a>
Паркетний блок та спосіб його виготовлення
Номер патенту: 29364
Опубліковано: 16.10.2000
Автор: Коваленко Валерій Васильович
МПК: B27M 3/04, B32B 21/00
Мітки: спосіб, паркетний, виготовлення, блок
Формула / Реферат:
1. Паркетний блок, зібраний з наклеєних на щит паркетних елементів з різних порід дерев, який відрізняється тим, що кожен паркетний елемент виконаний у вигляді складених між собою брусків з різних порід дерев, наклеєних одними торцями на щит з одночасним утворенням їх протилежними торцями декоративної поверхні.2. Спосіб виготовлення паркетного блоку, який полягає в тому, що паркетні елементи з різних порід дерев наклеюють на щит, який...
Порошок для використання в інгаляторі для сухого порошку (варіанти), спосіб його одержання (варіанти), частинки для використання в порошку (варіанти), спосіб їх одержання та присаджувальний матеріал
Номер патенту: 61051
Опубліковано: 17.11.2003
Автор: Стеніфорт Джон Ніколас
Мітки: варіанти, частинки, присаджувальний, сухого, порошку, спосіб, порошок, матеріал, використання, одержання, інгаляторі
Формула / Реферат:
1. Порошок для використання в інгаляторі для сухого порошку, який містить активні частинки та частинки-носії для перенесення активних частинок, причому порошок додатково містить присаджувальний матеріал на поверхні частинок-носіїв для сприяння вивільненню активних частинок з частинок-носіїв при введенні інгалятора в дію, при цьому порошок є таким, що активні частинки не схильні до вивільнення з частинок-носіїв перед введенням інгалятора у...
Сигарета (варіанти), система для паління (варіанти), запальничка, нагрівальний елемент, спосіб виготовлення цільного нагрівального вузла та постійний нагрівальний блок
Номер патенту: 41898
Опубліковано: 15.10.2001
Автори: Майзер Дональд Е., Дас Амітабх, ФЛЕЙШХАУЕР Грір С., Кін Біллі Дж., молодший, Лозі Д. Брюс, молодший, Спринкел Мерфі Ф., Хаук Уіллі Г., молодший, Утч Френсіс В., Рітт Рензер Р.,старший, Каунтс Мері Еллен, Ліповіч Пітер Дж., Макефферті Хью Дж., Ренн Сьюзен Е., Лі Роберт Е., третій, ХІГГІНЗ Чарлз Т., Уоткінс Майкл Л., ЛАРОЙ Бернард К., Стівенс Уільям Х., Ріплі Роберт Л., Суббіа Мантхарам, Скотт Роберт Дж., ДЕВІ Сітхарама К., ЛІЛЛІ А. Кліфтон, молодший, ХЕЙЗ Патрік Х., КОЛЛІНЗ Альфред Л., Ніколз Констанс Х., Реймонд Уінн Р., Хаджалогол Мохаммад Р.
МПК: A24F 47/00
Мітки: сигарета, запальничка, нагрівального, варіанти, спосіб, постійний, нагрівальний, вузла, виготовлення, елемент, цільного, блок, система, паління
Формула / Реферат:
1. Сигарета, используемая в курительной системе для донесения ароматного табачного дыма до курильщика, включающей по меньшей мере один электрический нагреватель, содержащая носитель, имеющий разнесенные по длине первый и второй концы и первую и вторую поверхности, вторая из которых включает участок, соседствующий с электрическим нагревателем, и материал, вырабатывающий ароматный дым, поступающий к курильщику при нагреве материала...
Консервант для деревини, спосіб обробки лісоматеріалів, концентрат для виготовлення консерванта для деревини
Номер патенту: 48228
Опубліковано: 15.08.2002
Автори: Фрічі Йоахім, Ранфт Фолькер, Ліхтенберг Флоріян
МПК: C07C 211/63, B27K 3/34, C07C 211/62, A01N 33/12
Мітки: виготовлення, деревини, лісоматеріалів, концентрат, консервант, обробки, спосіб, консерванта
Формула / Реферат:
1. Консервант для деревини, що має біоцидні властивості, який відрізняється тим, що він включає у водному розчині щонайменше одну сполуку з групи четвертинного амонію загальної формулиде R1 означає С8-С18алкільну групу або необов'язково заміщену бензильну групу, R2 означає С8-С18алкільну групу, R3 означає С1-С4алкільну групу або групу формули -[CH2-CH2O]n-H, R4 означає С1-С4алкільну групу, n означає число від 0,5 до 8, більш...
Порошок діоксиду кремнію, виготовлений у пірогенних умовах, спосіб його виготовлення, поліефір та силіконовий каучук, які його містять
Номер патенту: 83667
Опубліковано: 11.08.2008
Автори: Флеш Юрген, Шумахер Кай, Шінер Томас, Шіллінг Роланд, КЕРНЕР Дітер
МПК: C01B 33/18, C08K 3/36, C01B 33/12
Мітки: містять, поліефір, виготовлений, силіконовий, діоксиду, порошок, умовах, кремнію, пірогенних, виготовлення, спосіб, каучук
Формула / Реферат:
1. Порошок діоксиду кремнію, виготовлений в пірогенних умовах, у вигляді сполук первинних часток, який відрізняється тим, що має площу поверхні BET, яка складає від 200 ± 25 м2/г, а первинні частки мають наступні характеристики:- середню площу 7000-12000 нм2;- середній еквівалентний діаметр кола 80-100 нм, а також - середній розмір сполук 850-1050 нм.2. Порошок діоксиду кремнію за п. 1, який відрізняється тим, що...
Попередній патент: Фармацевтична композиція, що містить гестагени й/або естрогени і 5-метил-(6s)-тетрагідрофолат
Наступний патент: Похідні 2-піридилметиленкарбоксаміду та спосіб боротьби з фітопатогенними грибами
Випадковий патент: Перетворювач лінійної швидкості