Формований виріб для введення легуючих добавок у вигляді лігатури в розплави металів і спосіб його виготовлення, спосіб виготовлення легованого розплаву і спосіб регулювання складу розплаву металу

Формула / Реферат
1. Формований виріб для введення легуючих добавок у вигляді лігатури у розплави металів, який містить:
частинки щонайменше однієї лігатури, причому частинки щонайменше однієї лігатури містять діоксид титану, і
зв'язувальний матеріал, який з'єднує частинки щонайменше однієї лігатури в формованому виробі і містить органічний полімер, при цьому зв'язувальний матеріал змінює свій вигляд і звільняє частинки лігатури при нагріванні формованого виробу до заданої температури, яка вище 260 °С (500 °F), при цьому формований виріб містить щонайменше 18 мас. % органічного полімеру.
2. Формований виріб за п. 1, який відрізняється тим, що має щонайменше один заданий параметр із заданої густини, заданої форми і заданого розміру.
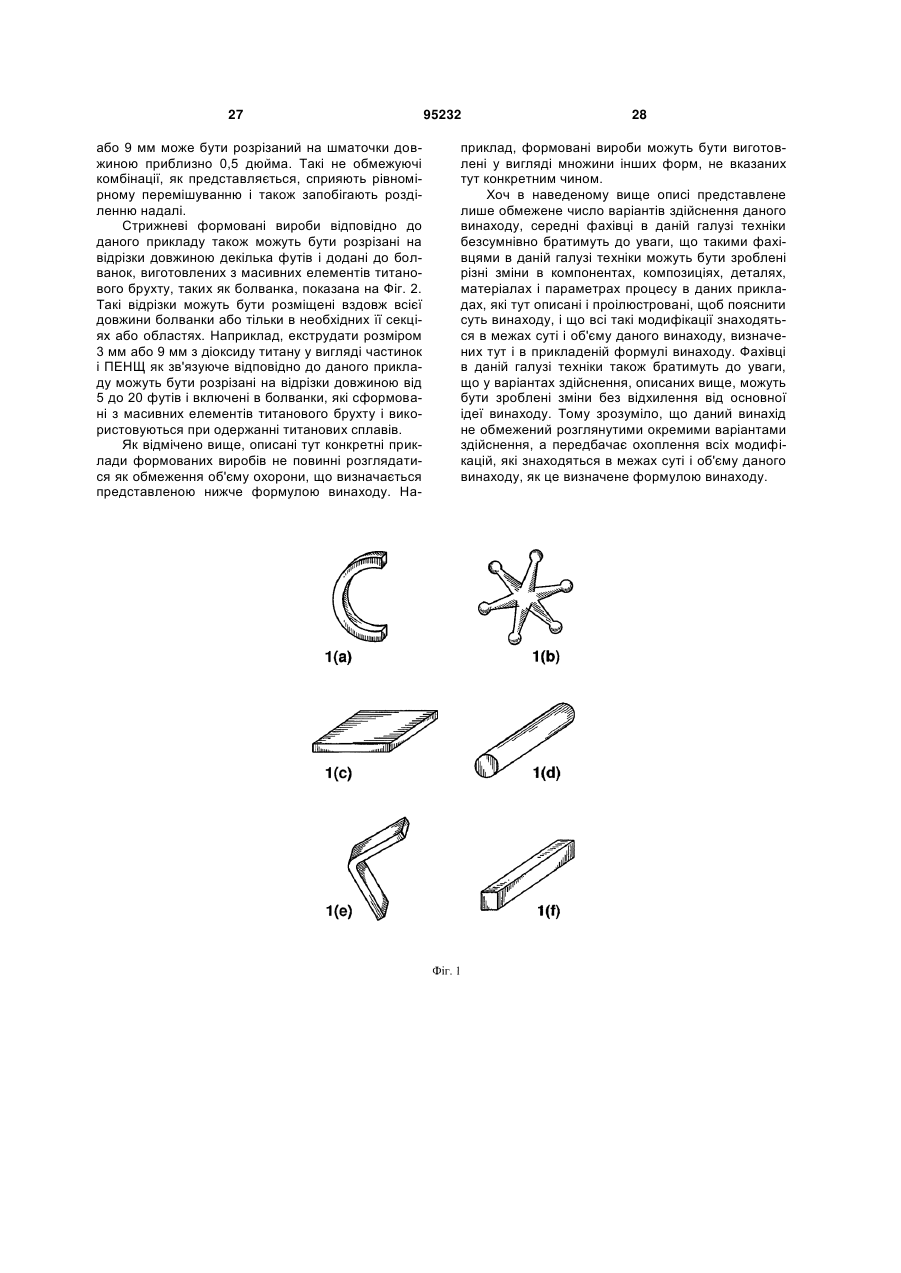
3. Формований виріб за п. 1, який відрізняється тим, що він має форму, вибрану з групи, що складається з гранули, бруска, стрижня, шматка зіркоподібної форми, розгалуженої форми, поліедра, параболічної форми, конуса, циліндра, сфери, еліпсоїда, форми, яка включає кілька виступів, форми, яка включає кілька викривлених поверхонь, форми, яка включає кілька кутів, форми з радіальними виступами, листа і форми з прямими кутами.
4. Формований виріб за п. 1, який відрізняється тим, що його діаметр не більше приблизно 100 мм.
5. Формований виріб за п. 1, який відрізняється тим, що його діаметр не більше приблизно 3 мм.
6. Формований виріб за п. 1, який відрізняється тим, що його діаметр не більше приблизно 1 мм.
7. Формований виріб за п. 1, який відрізняється тим, що зв'язувальний матеріал є щонайменше одним органічним полімером, вибраним з групи, яка складається з термопластичних полімерів, термоотверджуваних полімерів, співполімеру етилену і вінілацетату, поліетилену, поліетилену низької густини, поліетилену високої густини, сечовино-формальдегідного полімеру і формальдегідних сполук.
8. Формований виріб за п. 1, який відрізняється тим, що зв'язувальний матеріал містить щонайменше від приблизно 18 мас. % до приблизно 60 мас. % органічного полімеру.
9. Формований виріб за п. 1, який відрізняється тим, що містить заданий вміст вуглецю.
10. Спосіб виготовлення формованого виробу для введення легуючих добавок у вигляді лігатури в розплави металів, в якому:
готують в основному однорідну суміш, яка містить частинки лігатури у вигляді діоксиду титану і зв’язувальний матеріал, причому зв’язувальний матеріал містить щонайменше один органічний полімер, і
формують виріб з щонайменше частини вказаної суміші, при цьому виріб містить щонайменше 18 мас. % органічного полімеру.
11. Спосіб за п. 10, який відрізняється тим, що суміш нагрівають щонайменше один раз перед і/або одночасно з формуванням виробу з щонайменше частини даної суміші.
12. Спосіб за п. 10, який відрізняється тим, що органічний полімер є термоотверджуваним полімером, і в якому при формуванні виробу здійснюють отвердження полімеру.
13. Спосіб за п. 10, який відрізняється тим, що вказаний виріб має форму, вибрану з групи, що складається з гранули, бруска, стрижня, шматка зіркоподібної форми, розгалуженої форми, поліедра, параболічної форми, конуса, циліндра, сфери, еліпсоїда, форми, що включає кілька виступів, форми, що включає кілька викривлених поверхонь, форми, що включає кілька кутів, форми з радіальними виступами, листа і форми з прямими кутами.
14. Спосіб за п. 10, який відрізняється тим, що вказаний виріб має щонайменше один заданий параметр із заданої густини, заданої форми і заданого розміру.
15. Спосіб за п. 10, який відрізняється тим, що діаметр вказаного виробу не більше приблизно 100 мм.
16. Спосіб за п. 10, який відрізняється тим, що діаметр вказаного виробу не більше приблизно 3 мм.
17. Спосіб за п. 10, який відрізняється тим, що діаметр вказаного виробу не більше приблизно 1 мм.
18. Спосіб за п. 10, який відрізняється тим, що органічний полімер вибирають як щонайменше один матеріал з групи, що складається з термопластичних полімерів, термоотверджуваних полімерів, співполімеру етилену і вінілацетату, поліетилену, поліетилену низької густини, поліетилену високої густини, сечовино-формальдегідного полімеру і формальдегідних сполук.
19. Спосіб за п. 10, який відрізняється тим, що вказаний виріб включає щонайменше приблизно від 18 мас. % до приблизно 60 мас. % органічного полімеру.
20. Спосіб за п. 10, який відрізняється тим, що вказаний виріб містить заданий вміст вуглецю.
21. Спосіб за п. 10, який відрізняється тим, що формування виробу з щонайменше частини вказаної суміші здійснюють щонайменше одним методом, вибраним з групи, яка складається з лиття, пресування, екструзії, лиття під тиском, гранулювання і екструзії у вигляді плівки.
22. Спосіб виготовлення легованого розплаву, в якому:
готують в основному однорідну суміш, яка містить вихідний сировинний матеріал і множину формованих виробів, при цьому формовані вироби містять задану кількість щонайменше однієї лігатури, що містить діоксид титану, формовані вироби містять частинки лігатури, зв’язані одна з одною зв’язувальним матеріалом, причому зв’язувальний матеріал розкладається при заданій температурі, яка вище 260 С° (500 °F), і звільняє частинки лігатури, причому кожний формований виріб містить щонайменше 18 мас. % органічного полімеру, при цьому після підготовки щонайменше частини даної однорідної суміші здійснюють нагрівання щонайменше частини вказаної суміші щонайменше до температури звільнення частинок лігатури в формованому виробі і формування розплаву.
23. Спосіб за п. 22, який відрізняється тим, що при приготуванні в основному однорідної суміші додають множину формованих виробів контрольованим чином до потоку щонайменше частини сировинних матеріалів перед плавленням щонайменше частини в основному однорідної суміші.
24. Спосіб за п. 22, який відрізняється тим, що вказаний формований виріб має щонайменше один заданий параметр із заданого розміру, заданої форми і заданої густини.
25. Спосіб за п. 22, який відрізняється тим, що органічний полімер розкладається при нагріванні до заданої температури і звільняє щонайменше один з компонентів - вуглець, кисень і азот, який абсорбується одержуваним легованим розплавом.
26. Спосіб за п. 22, який відрізняється тим, що вказаний розплав є титановим сплавом.
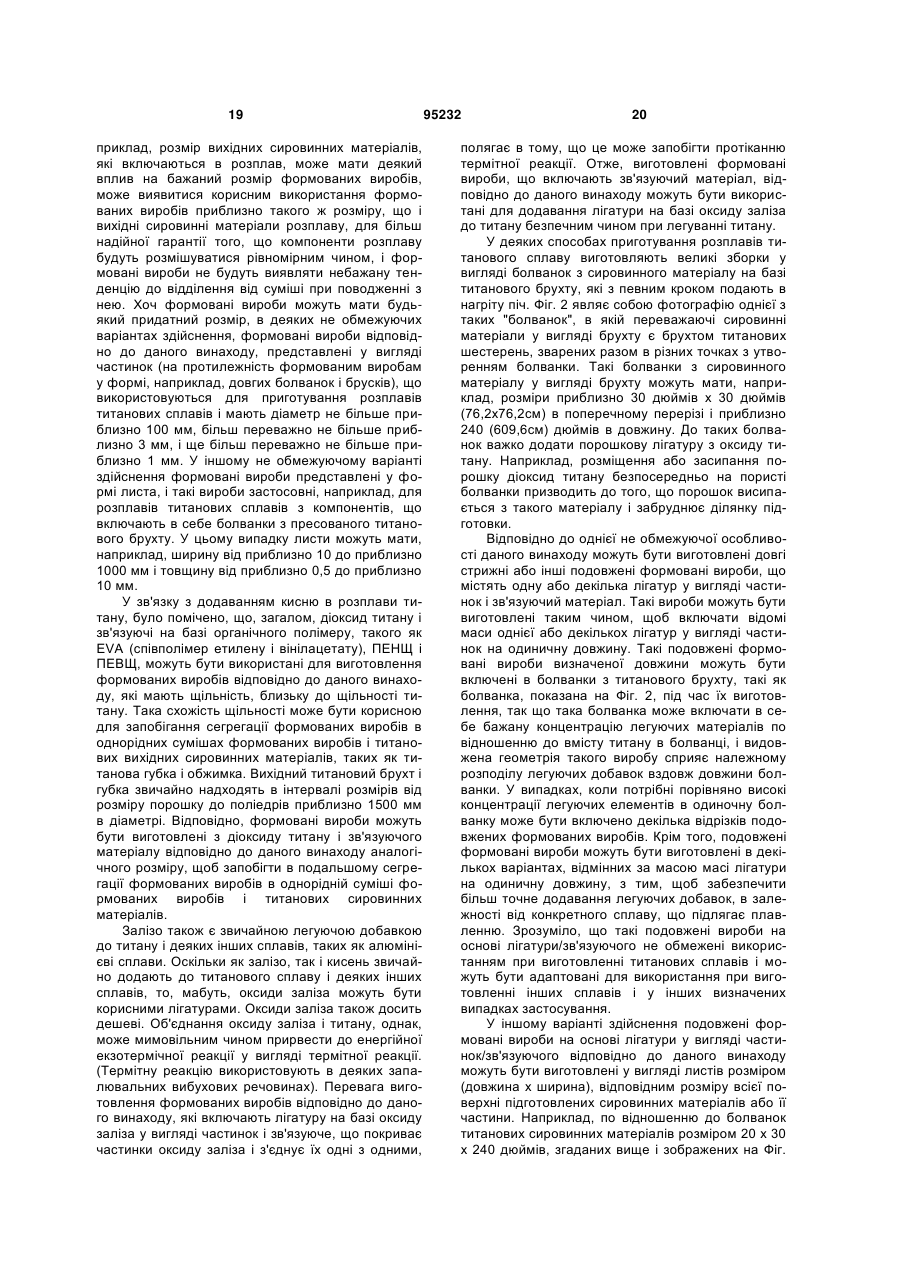
27. Спосіб за п. 26, який відрізняється тим, що вказаний сировинний матеріал містить щонайменше один матеріал з титанового обтиску і титанової губки.
28. Спосіб за п. 22, який відрізняється тим, що вказаний формований виріб має форму, вибрану з групи, яка складається з гранули, бруска, стрижня, шматка зіркоподібної форми, розгалуженої форми, поліедру, параболічної форми, конуса, циліндра, сфери, еліпсоїда, форми, що включає кілька виступів, форми, що включає кілька викривлених поверхонь, форми, що включає кілька кутів, форми з радіальними виступами, листа і форми з прямими кутами.
29. Спосіб за п. 22, який відрізняється тим, що діаметр формованого виробу не більше приблизно 100 мм.
30. Спосіб за п. 22, який відрізняється тим, що діаметр формованого виробу не більше приблизно 3 мм.
31. Спосіб за п. 22, який відрізняється тим, що діаметр формованого виробу не більше приблизно 1 мм.
32. Спосіб за п. 22, який відрізняється тим, що органічний полімер вибирають як щонайменше один матеріал з групи, що складається з термопластичних полімерів, термоотверджуваних полімерів, співполімеру етилену і вінілацетату, поліетилену, поліетилену низької густини, поліетилену високої густини, сечовино-формальдегідного полімеру і формальдегідних сполук.
33. Спосіб за п. 22, який відрізняється тим, що вказаний формований виріб включає щонайменше від 18 мас. % до 60 мас. % зв’язувального матеріалу на базі органічного полімеру.
34. Спосіб за п. 22, який відрізняється тим, що вказаний формований виріб містить заданий вміст вуглецю.
35. Спосіб регулювання складу розплаву металу, в якому:
вводять у розплав металу задану кількість лігатури у вигляді щонайменше одного формованого виробу, який містить частинки щонайменше однієї лігатури, що містить діоксид титану, зв’язані разом щонайменше одним органічним полімером, при цьому формований виріб містить щонайменше 18 мас. % органічного полімеру.
36. Спосіб за п. 35, який відрізняється тим, що при введенні в розплав заданої кількості лігатури в розплав вводять множину формованих виробів.
37. Спосіб за п. 35, який відрізняється тим, що вказаний формований виріб має щонайменше один заданий параметр із заданого розміру, заданої форми і заданої густини.
38. Спосіб за п. 32, який відрізняється тим, що вказаний формований виріб має форму, вибрану з групи, що складається з гранули, бруска, стрижня, шматка зіркоподібної форми, розгалуженої форми, поліедра, параболічної форми, конуса, циліндра, сфери, еліпсоїда, форми, що включає кілька виступів, форми, що включає кілька викривлених поверхонь, форми, що включає кілька кутів, форми з радіальними виступами, листа і форми з прямими кутами.
39. Спосіб за п. 35, який відрізняється тим, що діаметр формованого виробу не більше приблизно 100 мм.
40. Спосіб за п. 35, який відрізняється тим, що діаметр формованого виробу не більше приблизно 3 мм.
41. Спосіб за п. 35, який відрізняється тим, що діаметр формованого виробу не більше приблизно 1 мм.
42. Спосіб за п. 35, який відрізняється тим, що органічний полімер вибирають як щонайменше один матеріал з групи, що складається з термопластичних полімерів, термоотверджуваних полімерів, співполімеру етилену і вінілацетату, поліетилену, поліетилену низької густини, поліетилену високої густини, сечовино-формальдегідного полімеру і формальдегідних сполук.
43. Спосіб за п. 35, який відрізняється тим, що вказаний формований виріб включає щонайменше від 18 мас. % до 60 мас. % зв’язувального матеріалу на базі органічного полімеру.
44. Спосіб за п. 35, який відрізняється тим, що вказаний формований виріб містить заданий вміст вуглецю.
Текст
1. Формований виріб для введення легуючих добавок у вигляді лігатури у розплави металів, який містить: частинки щонайменше однієї лігатури, причому частинки щонайменше однієї лігатури містять діоксид титану, і зв'язувальний матеріал, який з'єднує частинки щонайменше однієї лігатури в формованому виробі і містить органічний полімер, при цьому зв'язувальний матеріал змінює свій вигляд і звільняє частинки лігатури при нагріванні формованого виробу до заданої температури, яка вище 260 °С (500 °F), при цьому формований виріб містить щонайменше 18 мас. % органічного полімеру. 2. Формований виріб за п. 1, який відрізняється тим, що має щонайменше один заданий параметр із заданої густини, заданої форми і заданого розміру. 3. Формований виріб за п. 1, який відрізняється тим, що він має форму, вибрану з групи, що складається з гранули, бруска, стрижня, шматка зіркоподібної форми, розгалуженої форми, поліедра, параболічної форми, конуса, циліндра, сфери, еліпсоїда, форми, яка включає кілька виступів, форми, яка включає кілька викривлених поверхонь, форми, яка включає кілька кутів, форми з 2 (19) 1 3 зіркоподібної форми, розгалуженої форми, поліедра, параболічної форми, конуса, циліндра, сфери, еліпсоїда, форми, що включає кілька виступів, форми, що включає кілька викривлених поверхонь, форми, що включає кілька кутів, форми з радіальними виступами, листа і форми з прямими кутами. 14. Спосіб за п. 10, який відрізняється тим, що вказаний виріб має щонайменше один заданий параметр із заданої густини, заданої форми і заданого розміру. 15. Спосіб за п. 10, який відрізняється тим, що діаметр вказаного виробу не більше приблизно 100 мм. 16. Спосіб за п. 10, який відрізняється тим, що діаметр вказаного виробу не більше приблизно 3 мм. 17. Спосіб за п. 10, який відрізняється тим, що діаметр вказаного виробу не більше приблизно 1 мм. 18. Спосіб за п. 10, який відрізняється тим, що органічний полімер вибирають як щонайменше один матеріал з групи, що складається з термопластичних полімерів, термоотверджуваних полімерів, співполімеру етилену і вінілацетату, поліетилену, поліетилену низької густини, поліетилену високої густини, сечовино-формальдегідного полімеру і формальдегідних сполук. 19. Спосіб за п. 10, який відрізняється тим, що вказаний виріб включає щонайменше приблизно від 18 мас. % до приблизно 60 мас. % органічного полімеру. 20. Спосіб за п. 10, який відрізняється тим, що вказаний виріб містить заданий вміст вуглецю. 21. Спосіб за п. 10, який відрізняється тим, що формування виробу з щонайменше частини вказаної суміші здійснюють щонайменше одним методом, вибраним з групи, яка складається з лиття, пресування, екструзії, лиття під тиском, гранулювання і екструзії у вигляді плівки. 22. Спосіб виготовлення легованого розплаву, в якому: готують в основному однорідну суміш, яка містить вихідний сировинний матеріал і множину формованих виробів, при цьому формовані вироби містять задану кількість щонайменше однієї лігатури, що містить діоксид титану, формовані вироби містять частинки лігатури, зв’язані одна з одною зв’язувальним матеріалом, причому зв’язувальний матеріал розкладається при заданій температурі, яка вище 260 С° (500 °F), і звільняє частинки лігатури, причому кожний формований виріб містить щонайменше 18 мас. % органічного полімеру, при цьому після підготовки щонайменше частини даної однорідної суміші здійснюють нагрівання щонайменше частини вказаної суміші щонайменше до температури звільнення частинок лігатури в формованому виробі і формування розплаву. 23. Спосіб за п. 22, який відрізняється тим, що при приготуванні в основному однорідної суміші додають множину формованих виробів контрольованим чином до потоку щонайменше частини сировинних матеріалів перед плавленням щонайменше частини в основному однорідної суміші. 24. Спосіб за п. 22, який відрізняється тим, що вказаний формований виріб має щонайменше 95232 4 один заданий параметр із заданого розміру, заданої форми і заданої густини. 25. Спосіб за п. 22, який відрізняється тим, що органічний полімер розкладається при нагріванні до заданої температури і звільняє щонайменше один з компонентів - вуглець, кисень і азот, який абсорбується одержуваним легованим розплавом. 26. Спосіб за п. 22, який відрізняється тим, що вказаний розплав є титановим сплавом. 27. Спосіб за п. 26, який відрізняється тим, що вказаний сировинний матеріал містить щонайменше один матеріал з титанового обтиску і титанової губки. 28. Спосіб за п. 22, який відрізняється тим, що вказаний формований виріб має форму, вибрану з групи, яка складається з гранули, бруска, стрижня, шматка зіркоподібної форми, розгалуженої форми, поліедру, параболічної форми, конуса, циліндра, сфери, еліпсоїда, форми, що включає кілька виступів, форми, що включає кілька викривлених поверхонь, форми, що включає кілька кутів, форми з радіальними виступами, листа і форми з прямими кутами. 29. Спосіб за п. 22, який відрізняється тим, що діаметр формованого виробу не більше приблизно 100 мм. 30. Спосіб за п. 22, який відрізняється тим, що діаметр формованого виробу не більше приблизно 3 мм. 31. Спосіб за п. 22, який відрізняється тим, що діаметр формованого виробу не більше приблизно 1 мм. 32. Спосіб за п. 22, який відрізняється тим, що органічний полімер вибирають як щонайменше один матеріал з групи, що складається з термопластичних полімерів, термоотверджуваних полімерів, співполімеру етилену і вінілацетату, поліетилену, поліетилену низької густини, поліетилену високої густини, сечовино-формальдегідного полімеру і формальдегідних сполук. 33. Спосіб за п. 22, який відрізняється тим, що вказаний формований виріб включає щонайменше від 18 мас. % до 60 мас. % зв’язувального матеріалу на базі органічного полімеру. 34. Спосіб за п. 22, який відрізняється тим, що вказаний формований виріб містить заданий вміст вуглецю. 35. Спосіб регулювання складу розплаву металу, в якому: вводять у розплав металу задану кількість лігатури у вигляді щонайменше одного формованого виробу, який містить частинки щонайменше однієї лігатури, що містить діоксид титану, зв’язані разом щонайменше одним органічним полімером, при цьому формований виріб містить щонайменше 18 мас. % органічного полімеру. 36. Спосіб за п. 35, який відрізняється тим, що при введенні в розплав заданої кількості лігатури в розплав вводять множину формованих виробів. 37. Спосіб за п. 35, який відрізняється тим, що вказаний формований виріб має щонайменше один заданий параметр із заданого розміру, заданої форми і заданої густини. 38. Спосіб за п. 32, який відрізняється тим, що вказаний формований виріб має форму, вибрану з 5 95232 6 групи, що складається з гранули, бруска, стрижня, шматка зіркоподібної форми, розгалуженої форми, поліедра, параболічної форми, конуса, циліндра, сфери, еліпсоїда, форми, що включає кілька виступів, форми, що включає кілька викривлених поверхонь, форми, що включає кілька кутів, форми з радіальними виступами, листа і форми з прямими кутами. 39. Спосіб за п. 35, який відрізняється тим, що діаметр формованого виробу не більше приблизно 100 мм. 40. Спосіб за п. 35, який відрізняється тим, що діаметр формованого виробу не більше приблизно 3 мм. 41. Спосіб за п. 35, який відрізняється тим, що діаметр формованого виробу не більше приблизно 1 мм. 42. Спосіб за п. 35, який відрізняється тим, що органічний полімер вибирають як щонайменше один матеріал з групи, що складається з термопластичних полімерів, термоотверджуваних полімерів, співполімеру етилену і вінілацетату, поліетилену, поліетилену низької густини, поліетилену високої густини, сечовино-формальдегідного полімеру і формальдегідних сполук. 43. Спосіб за п. 35, який відрізняється тим, що вказаний формований виріб включає щонайменше від 18 мас. % до 60 мас. % зв’язувального матеріалу на базі органічного полімеру. 44. Спосіб за п. 35, який відрізняється тим, що вказаний формований виріб містить заданий вміст вуглецю. Даний винахід належить до виробів, які містять лігатуру, і до конкретних способів виготовлення і використання таких виробів. Більш конкретно, даний винахід належить до формованих виробів, що включають лігатуру, які використовують для введення легуючих добавок в розплав металу, і до визначених способів виготовлення і використання таких формованих виробів. Опис попереднього рівня техніки При виготовленні нержавіючої сталі, титанових і інших сплавів вихідні сировинні матеріали, які часто включають брухт, нагрівають при високій температурі для одержання розплаву, що має бажаний базовий хімічний склад. У багатьох випадках одну або декілька лігатур додають до вихідних сировинних матеріалів або до розплаву для регулювання відповідним чином базового хімічного складу розплаву перед його твердінням з утворенням злитка, сутунки, порошку або яких-небудь інших форм. Як відомо в даній галузі техніки, лігатура являє собою сплав, який збагачений одним або декількома бажаними легуючими добавками і вводиться в розплав металу для збільшення процентного вмісту бажаного компонента в розплаві. ASM Metals Handbook, Desk Edition (ASM Intern.1998), p.38. Оскільки елементний склад лігатури відомий, то теоретично просто визначити, яка кількість лігатури повинна бути додана для досягнення бажаного хімічного складу розплаву. Однак, потрібно враховувати, чи вся кількість доданої лігатури буде повністю і рівномірним чином розподілена в розплаві. Наприклад, якщо фактична кількість лігатури, що додається, яка плавиться і рівномірним чином об'єднується з розплавом, менше доданої її кількості, то базовий хімічний склад розплаву може не відповідати бажаному хімічному складу. Відповідно, робляться спроби розробки форм лігатур, які будуть легко плавитися і без ускладнень рівномірно сполучатися з розплавом металу. Одним з прикладів специфічної галузі, в якій є деякі складності, є введення визначених легуючих добавок в розплав титану. Наприклад, важко сплавити титан з киснем. Звичайно як вихідний сировинний матеріал, збагачений титаном, при виготовленні розпла вів титанових сплавів використовують титанову губку або обжимку. Звичайний спосіб збільшення вмісту кисню в розплаві титанового сплаву включає пресування титанової губки з порошкоподібною лігатурою на базі діоксиду титану (ТіО2). Як тільки лігатура на базі діоксиду титану розчиняється, відбувається її об'єднання з розплавом, це збільшує вміст кисню в розплавленому матеріалі і збільшує вміст кисню в твердому матеріалі, утвореному з розплаву. Спосіб, який передбачає пресування губки і порошку діоксиду титану, має декілька недоліків. Наприклад, дорого обходиться відважування і пресування матеріалів. Крім того, приготування пресованої губки з порошком діоксиду титану вимагає значних витрат часу перед плавленням і процесом твердіння лиття. Відомим альтернативним способом додавання кисню в розплав титану є просте змішування деякої кількості неущільненої лігатури на базі порошкового діоксиду титану з вихідними сировинними матеріалами у вигляді титанової губки і/або обжимки в плавильній місткості перед нагріванням даних матеріалів. У цьому способі порошковий діоксид титану в порівняно невеликій кількості покриває поверхні губки і/або обжимки. Якщо порошковий діоксид титану додають в порівняно великій кількості, то він не буде повністю прилипати до вихідних матеріалів і буде відділятися від цих матеріалів. Цей "вільний" порошок діоксиду титану схильний до видалення потоками повітря. При цьому значна частина неущільненого порошку діоксиду титану, що збирається в плавильному резервуарі, може нерівномірно розподілятися в розплаві. Відповідно, можливим наслідком використання цього звичайного способу додавання діоксиду титану для регулювання хімічного складу розплаву титанового сплаву є нестабільна і непередбачувана втрата діоксиду титану. Кінцевим результатом може бути одержання продукту з титанового сплаву, який не має очікуваного хімічного складу. При вказаних вище обставинах виробники титанових сплавів звичайно використовують спосіб легування з додаванням неущільненого порошкового діоксиду титану у випадках одержання тита 7 нових сплавів з додаванням невеликої кількості кисню. Проте, навіть в таких випадках кінцевий рівень вмісту кисню є в деякій мірі непередбачуваним. Якщо бажані більш високі рівні кисню, ніж ті, які можуть бути легко досягнуті додаванням неущільненого порошку діоксиду титану, то часто використовують спосіб з пресуванням титанової губки/порошку діоксиду титану, який має вищезгадані недоліки, що полягають в збільшеному часі процесу і підвищених витратах. Вказані недоліки звичайних способів додавання кисню як легуючої добавки до розплавів титану було б слід усунути наданням поліпшеного способу легування. У більш загальному вигляді, необхідно надати поліпшений спосіб для виготовлення різних легуючих добавок для широкого асортименту розплавів металів. Для надання вказаних вище переваг відповідно до однієї з особливостей даного винаходу запропоновано формований виріб для введення легуючих добавок в розплави металів. Даний формований виріб включає частинки лігатури щонайменше одного виду і зв'язуючий матеріал, який зв'язує частинки лігатури в формованому виробі. Зв'язуючий матеріал змінює вигляд і звільняє частинки лігатури при нагріванні формованого виробу до заданої температури. Переважно, . задана температура являє собою температуру вище 500° (260С) Відповідно до іншої особливості даного винаходу запропонований спосіб виготовлення виробу, що використовується для легування розплаву металу. Даний спосіб включає підготовку по суті однорідної суміші, яка містить частинки лігатури і зв'язуючий матеріал. Виріб формують щонайменше з частини такої суміші. Виріб включає в себе частинки лігатури, зв'язані в даному формованому виробі зв'язуючим матеріалом. Зв'язуючий матеріал змінює форму і звільняє частинки лігатури при нагріванні виробу до заданої температури. Переважно задана температура вище 500 °F. Відповідно до ще однієї особливості даного винаходу запропонований спосіб виготовлення сплаву. Даний спосіб включає підготовку розплаву, який містить задану кількість лігатури. Лігатуру додають в розплав або у вихідні матеріали для одержання розплаву у вигляді частинок лігатури, взаємно зв'язаних щонайменше в один формований виріб зв'язуючим матеріалом, що руйнується при заданій температурі, яка вище 500 °F, і звільняє частинки лігатури. Відповідно до визначених не обмежуючих варіантів здійснення способу етап приготування розплаву включає надання в основному однорідної суміші, яка містить множину вказаних формованих виробів і інших компонентів розплаву, і нагрівання, щонайменше частини такої однорідної суміші до температури вище заданої температури. Відповідно також до ще однієї особливості даного винаходу запропонований спосіб регулювання складу металевого розплаву. Даний спосіб включає включення в розплав заданої кількості матеріалу, що містить лігатуру, який знаходиться у вигляді щонайменше одного формованого виробу, що містить частинки лігатури, взаємно зв'язані 95232 8 щонайменше одним органічним полімером. Лігатура містить й щонайменше один компонент з титану, сполук титану, нікелю, сполук нікелю, молібдену, сполук молібдену, паладію, сполук паладію, алюмінію, сполук алюмінію, ванадію, сполук ванадію, олова, сполук олова, хрому, сполук хрому, заліза, оксиду заліза і сполук заліза. Фахівець правильно оцінить вищезгадані, а також інші деталі і переваги при розгляді представленого нижче докладного опису конкретних не обмежуючих варіантів здійснення способів і виробів за даним винаходом. Фахівець також може розібратися в певних додаткових перевагах і деталях при виконанні або використанні описаних способів, виробів і частин. Короткий опис креслень Особливості і переваги описаних способів і виробів пояснюються з посиланням на супроводжуючі креслення, на яких: Фіг. 41(a)-1(f) являють собою приклади різних не обмежуючих форм формованих виробів, які можуть бути виготовлені відповідно до даного винаходу. Фіг. 2 являє собою фотографію звичайної зборки у вигляді болванки матеріалів з титанового брухту, яка використовується для утворення розплаву титанового сплаву. Фіг. 3 являє собою фотографію виробів у вигляді гранул, що включають діоксид титану і зв'язуюче на базі співполімеру етилену і вінілацетату, які можуть бути використані у визначених не обмежуючих варіантах здійснення способу відповідно до даного винаходу. Фіг. 4 являє собою фотографію екструдованих циліндричних формованих виробів, що включають діоксид титану і зв'язуюче на базі поліетилену низької щільності (ПЕНЩ), які виготовлені відповідно до даного винаходу. Фіг. 5 являє собою схематичний вигляд поперечного перерізу варіанта здійснення екструдованого циліндричного формованого виробу відповідно до даного винаходу. Опис конкретних не обмежуючих варіантів здійснення Виключаючи приклади здійснення або ті місця, де вказане інше, всі числа, що виражають кількості компонентів, умови обробки і т. п., які використані в даному описі і формулі винаходу, потрібно розуміти як величини, які можуть бути модифіковані у всіх випадках терміном "приблизно". Відповідно до цього, якщо не указано інакше, будь-які числові параметри, наведені далі в подальшому описі і прикладеній формулі винаходу, є наближеними і можуть змінюватися в залежності від бажаних властивостей, які необхідно одержати для формованих виробів за даним винаходом. Як мінімум, і не як спроба обмеження застосування доктрини еквівалентів відносно об'єму формули винаходу, кожний числовий параметр повинен бути витлумачений з урахуванням числа повідомлених значущих цифр і з використанням звичайних методик округлення. Незважаючи на те, що інтервали числових значень і параметри, що встановлюють далі загальний об'єм даного винаходу, є приблизними, чис 9 лові величини, встановлені далі в будь-яких конкретних прикладах даного опису, вказуються так точно, наскільки це можливо. Будь-які числові значення, однак, за своєю природою містять певні помилки, такі як, наприклад, помилки оператора і/або помилки обладнання, які неодмінним чином походять зі стандартного відхилення, що виявляється при їх відповідних експериментальних вимірюваннях. Крім того, потрібно розуміти, що будьякі інтервали числових значень, вказані тут, передбачають включення меж інтервалів і всіх субінтервалів, що до них належать. Наприклад, інтервал "від 1 до 10" передбачає включення всіх субінтервалів між (і включаючи їх) вказаною мінімальною величиною 1 і вказаною максимальною величиною 10, тобто які мають мінімальну величину, рівну або більше 1, і максимальну величину рівну або менше 10. Будь-які патент, публікація або інше розкриття матеріалу, загалом або частково, про які сказано, що вони об'єднуються тут шляхом посилання, об'єднані тут лише в тому об'ємі, в якому об'єднаний матеріал не вступає в суперечність з наявними визначеннями, твердженнями або іншими видами розкриття матеріалу, викладеними далі в цьому розкритті винаходу. По суті і в межах необхідності розкриття даного винаходу, як це викладено далі, замінює собою будь-який матеріал, що вступає в суперечність, включений шляхом посилання. Будь-який матеріал або його частина, про який сказано, що він включений шляхом посилання, однак який вступає в суперечність з наявними визначеннями, твердженнями або іншими видами розкриття матеріалу, викладеними далі в даному розкритті винаходу, потрібно розглядати лише в тому об'ємі, в якому відсутні протиріччя, виникаючі між даним включеним матеріалом і наявним матеріалом розкриття винаходу. Конкретні не обмежуючі варіанти здійснення відповідно до даного винаходу направлені на формовані вироби, які містять деяку кількість лігатури у вигляді частинок, зв'язаних в формованому виробі зв'язуючим матеріалом. Як указано, термін "формований виріб" належить до виробу, що виготовлений способом, який включає прикладання механічних зусиль. Необмежувальні приклади таких способів включають лиття, пресування і екструзію. У визначених варіантах здійснення формовані вироби відповідно до даного винаходу можуть бути додані до вихідних сировинних матеріалів, які використовуються для приготування розплаву металу. У визначених інших варіантах здійснення формовані вироби можуть бути додані до розплавленого матеріалу у вигляді наявного розплаву металу. Визначені варіанти здійснення формованих виробів за даним винаходом можуть бути використані в будь-кому з цих способів. Як указано, вираз "розплав металу" належить до розплаву металу, і, факультативно, металу і неметалевих легуючих добавок, який потім стверджують з утворенням сплаву. Без наміру обмеження застосування описаних тут розробок для приготування будь-яких специфічних сплавів можливі сплави, які можуть бути виготовлені при використанні компонентів розплаву металу, що включають один або 95232 10 декілька формованих виробів відповідно до даного винаходу, включають в себе титанові сплави, цирконієві сплави, алюмінієві сплави і нержавіючі сталі. Беручи до уваги даний винахід, середні фахівці в даній галузі техніки зможуть легко визначити інші сплави, які можуть бути виготовлені з розплавів металів, одержаних з компонентів, що включають один або декілька формованих виробів за даним винаходом. Формовані вироби за даним винаходом включають щонайменше одну бажану легуючу добавку в концентрації і/або в кількості, що піддаються кількісному визначенню, і один або декілька формованих виробів можуть бути, додані до вихідних сировинних матеріалів, які утворюють розплав металу, або до самого розплаву металу, щоб регулювати склад розплаву і забезпечити одержання отверджених виробів або матеріалу, утворених з такого розплаву з бажаним хімічним складом. Оскільки описані формовані вироби містять зв'язуючий матеріал, що має властивості, описані вище, то варіанти здійснення формованих виробів можуть бути виконані з наданням вигідних форми, щільності і/або розміру. Наприклад, формовані вироби можуть бути виготовлені так, що вони мають звичайні розмір і форму, вибрані таким чином, що дані вироби будуть рівномірним чином змішуватися з іншими матеріалами, з яких утворюють розплав, і не будуть виявляти неприйнятну тенденцію до відділення від утвореної суміші або до сегрегації всередині неї. Як указано вище, варіанти здійснення формованих виробів за даним винаходом включають деяку кількість лігатури у вигляді частинок. Частинки лігатури можуть мати будь-які розміри і форму, які придатні як легуюча добавка для конкретного розплаву металу, що представляє інтерес. У визначених не обмежуючих варіантах здійснення, наприклад, лігатура у вигляді частинок буде у формі порошку, утвореного дискретними частинками лігатури з розміром в інтервалі, наприклад, від субмікронного розміру до приблизно 20 мм. У одному з характерних не обмежуючих варіантів здійснення формованого виробу відповідно до даного винаходу, лігатура являє собою порошок паладієвої губки з розміром частинок з діаметром в інтервалі від приблизно 1 мікрона до приблизно 20 мм. Переважно діаметр таких частинок лігатури паладію не перевищує приблизно 5 мм і більш переважно не перевищує приблизно 0,1 мм. Формовані вироби відповідно до даного винаходу, які включають лігатуру паладію у вигляді частинок з вказаними розмірами, знаходять застосування, наприклад, в розплавах титанових сплавів. Оскільки температура плавлення паладію порівняно низька в порівнянні з титаном, то металевий паладій швидко плавиться в розплаві титану, і не створюються проблеми, пов'язані з тим, що лігатури паладію залишаться нерозплавленими. Інші металеві лігатури, які мають температури плавлення близькі до або вище температури плавлення домінуючого металу розплаву, переважно є частинками з порівняно малим розміром, щоб сприяти повному плавленню. Особливо переважним розміром частинок таких інших лігатур, для забезпечення 11 повного розплавлення, є величина приблизно 1 мікрометр (мкм) або менше. У іншому не обмежуючому варіанті здійснення формованого виробу відповідно до даного винаходу лігатура являє собою діоксид титану у вигляді частинок або подібну оксидну сполуку, і у такому випадку частинки переважно складають менше приблизно 100 мікрометрів в діаметрі, більш переважно менше 1 мікрометра в діаметрі. Такі формовані вироби можуть бути використані, наприклад, в розплавах титанових сплавів, щоб додати кисень до розплавленого матеріалу і одержуваного в результаті твердого сплаву. Порівняно малий розмір частинок діоксиду титану в таких формованих виробах краще забезпечує повне розчинення в розплаві. Неповне розчинення призводить до заниженого ступеня легування і, що більш суттєво, до утворення дуже небажаних дефектних частинок (включень) в кінцевому отвердженому продукті. Інші можливі розміри і форми лігатур у вигляді частинок включають лігатури в формі дробу. Як використано тут, термін "дріб" належить до частинок, які є в основному сферичними і мають діаметр в інтервалі від приблизно 0,5 мм аж до приблизно 5 мм. Деякі інші можливі форми лігатур у вигляді частинок, застосовні в формованих виробах за даним винаходом, можуть мати розмір "обжимки", який належить до широкого асортименту матеріалів у вигляді брухту, включаючи зім'яті і скручені листи, кріпильні деталі, шматочки від зачистки при різних виробничих процесах з виготовленням проміжних виробів, браковані вироби і будь-які вихідні матеріали в цьому інтервалі розмірів, всі з яких мають максимальний розмір у одному будь-якому напрямі в інтервалі від приблизно 1 мм аж до приблизно 100 мм. Відповідно, тут може мати місце часткове перекривання за розміром між тим, що розглядається як "дріб", і тим, що розглядається як "обжимка". Вищезгадані розміри і форми частинок лігатури не повинні розглядатися як обмеження відносно розкритого тут матеріалу, і лігатура у вигляді частинок може мати будь-який розмір частинок, незалежно від того, менше він або більше вказаних тут конкретних розмірів, який надає можливість лігатурі в формованих виробах задовільно розчинятися в розплаві і об'єднуватися з утворенням кінцевого сплаву. Відповідно, посилання на лігатуру "у вигляді частинок" або на "частинки" лігатури не має на увазі якого-небудь розміру частинок або інтервалу розмірів частинок або якої-небудь конкретної форми. Замість цього, посилання на вирази "у вигляді частинок", "частинки" або т. п. просто вказує, що велике число шматочків конкретної лігатури взаємно зв'язані в формованому виробі зв'язуючим матеріалом. Крім того, як це видно при розгляді даного винаходу, форми лігатури, застосовні в даних формованих виробах, не обмежуються тими конкретними формами, які вказані. Інші можливі форми лігатури, які можуть бути використані в формованих виробах за даним винаходом, будуть очевидні середнім фахівцям в даній галузі техніки беручи до уваги даний винахід, і всі такі форми лігатур охоплені прикладеною формулою винаходу. 95232 12 Хімічні склади однієї або декількох лігатур, які можуть бути включені в формовані вироби відповідно до даного винаходу, можуть бути будь-якими бажаними і придатними хімічними складами лігатур. Наприклад, як описано далі, в одному з не обмежуючих варіантів здійснення формованого виробу відповідно до даного винаходу, лігатура являє собою діоксид титану у вигляді частинок, який є лігатурою, використовуваною раніше, наприклад, для додавання кисню в розплави титанових сплавів. Безсумнівно, середні фахівці в даній галузі техніки зможуть підібрати один або декілька конкретних хімічних складів лігатур на основі бажаного ефекту легування у взаємозв'язку з конкретним розплавом металу, який підлягає приготуванню. Тому, відсутня необхідність в наведенні вичерпного опису можливих матеріалів лігатур у вигляді частинок, застосовних для утворення розплавів конкретних сплавів. Неповний список прикладів лігатур, застосовних у вигляді частинок, які можуть бути використані в формованих виробах, описаних в даному винаході, включає: лігатури на базі паладію, які використовуються при виготовленні, наприклад, титанових сплавів за ASTM В 348, таких як сплави титану наступних класів за ASTM:7 (Ti-0,15Pd), 11 (Ti-0,15Pd), 16 (Ti-0,05Pd), 17 (Ti-0,15Pd), 18 (Ti-3Al-2,5V-0,05Pd), 20 (Ti-3Al8V-6Сr-4Mo-4Zr-0,05Pd), 24 (Ті-6Al-4V-0,05Pd) і 25 (Ti-6Al-4V-0,5Ni-0,05Pd); лігатури на базі сполуки паладію;° лігатури на базі нікелю і молібдену (використовувані при виготовленні, наприклад, титану класу 12 за ASTM (Ti-0,3Mo-0,8Ni); лігатури на базі алюмінію і сполуки алюмінію; лігатури на базі ванадію і сполуки ванадію; лігатури на базі олова і сполуки олова; лігатури на базі хрому і сполуки хрому; і лігатури на базі заліза, оксиду заліза (використовувані при виготовленні, наприклад, титану СР, включаючи класи 1,2,3 і 4 за ASTM) і іншої сполуки заліза. Зв'язуючі матеріали, які можуть бути використані в формованих виробах за даним винаходом, можуть бути будь-яким придатним окремим матеріалом або комбінацією матеріалів, які будуть легко змішуватися з однією або декількома лігатурами у вигляді частинок і відповідно зв'язувати дані частинки з утворенням бажаного формованого виробу. Конкретні зв'язуючі матеріал або матеріали повинні мати такі властивості, що вони будуть руйнуватися при відповідних умовах; це означає, що при робочих умовах плавильного обладнання один або декілька зв'язуючих матеріалів утворюють леткі компоненти, які можуть або абсорбуватися розплавленим матеріалом, або виводитися з плавильного обладнання вакуумною системою. З урахуванням того, що даний винахід направлений на легування розплавів металів, вибрані зв'язуючий матеріал або матеріали повинні розкладатися і звільняти зв'язані частинки лігатури, коли формований виріб піддається впливу високої температури. Переважно, така висока температура вище 500 °F. (260С). Як приклад, під час приготування розплавів титанових сплавів при використанні звичайного обладнання для електронно-променевого плавлення високі робочі температури (приблизно 13 1670 °C для титану) і дуже низький тиск (приблиз3 но 1 Ч 10" мм рт. ст.) в достатній мірі забезпечують випаровування багатьох зв'язуючих матеріалів, які передбачаються для використання у варіантах здійснення формованих виробів відповідно до даного винаходу. При впливі на них вказаних умов ці зв'язуючі матеріали плавляться і потім випаровуються або ж випаровуються безпосередньо з твердого стану, утворюючи газоподібні компоненти, які можуть розчинятися в розплавленому титані. Коли зв'язуюче розкладається таким чином, зв'язані частинки лігатури звільняються і можуть бути легко абсорбовані розплавом. Зв'язуючі матеріали також повинні задовольняти визначеним вимогам. Далі описане лише обмежене число прикладів можливих зв'язуючих матеріалів, і потрібно розуміти, що середні фахівці в даній галузі техніки зможуть легко підібрати додаткові придатні зв'язуючі матеріали. Такі додаткові зв'язуючі, хоч і не вказані конкретно, входять в об'єм даного винаходу і охоплені прикладеною формулою винаходу. Одним з класів зв'язуючих матеріалів, які можуть бути використані в формованих виробах, є органічні полімери. Залежно від конкретного розплаву металу, що підлягає приготуванню, не обмежуючі приклади можливих придатних зв'язуючих матеріалів на базі органічних полімерів включають співполімер етилену і вінілацетату (EVA), поліетилен низької щільності (ПЕНЩ), поліетилен високої щільності (ПЕВЩ), сечовино-формальдегідний полімер і інші формальдегідні сполуки. У загальному значенні придатні зв'язуючі матеріали включають будь-який окремий органічний вуглеводневий полімер або комбінації органічних вуглеводневих полімерів, які можуть бути відповідним чином сформовані з утворенням самопідтримуваного профілю і задовольняють іншим вимогам до зв'язуючих матеріалів, вказаним далі. Застосовні органічні вуглеводневі полщери включають, наприклад, різні термоотверджувані і термопластичні вуглеводневі полімери, які звичайно є в розпорядженні і використовуються у виробництві пластмас. Суміші термоотверджуваних і термопластичних вуглеводневих полімерів також можуть бути використані як зв'язуючі матеріали. Термоотверджувані і термопластичні матеріали або їх суміші повинні бути здатними об'єднувати лігатуру у вигляді частинок і також повинні задовольняти деяким іншим описаним вимогам. Переважно термоотверджуваний або термопластичний зв'язуючий матеріал або суміші, що використовується для виготовлення формованих виробів за даним винаходом, мають високу здатність до формування і екструзії, а також досить мале поверхневе натягнення і низьку в'язкість для утворення покривного шару на частинках лігатури. Полімери, що мають високу здатність до змочування і утворення покривного шару, переважні, оскільки краще покриті частинки лігатури забезпечують більш високе значення процентного вмісту частинок, об'єднаних в формовані вироби. Неповністю покриті частинки лігатури можуть приводити до надмірного зносу формувального обладнання і недостатньої структурної цілісності кінцевих формованих виробів. 95232 14 Повинна також бути здатність до повного і рівномірного перемішування термоотверджуваного і/або термопластичного зв'язуючого матеріалу з частинками лігатури. Будь-який використовуваний термоотверджуваний зв'язуючий матеріал переважно також повинен мати високу здатність до тужавлення і ствердження, щоб виготовити формовані вироби задовільної міцності для підтримання достатньої цілісності під час поводження з ними. Органічний полімер або інший зв'язуючий матеріал може бути використаний в будь-якій формі, придатній для змішування з лігатурою у вигляді частинок. ПЕНЩ і ПЕВЩ, наприклад, так само як і численні інші органічні полімери, доступні у вигляді твердих гранул, які можуть бути легко змішані лігатурою у вигляді частинок. Переважно використовуваний конкретний зв'язуючий матеріал або комбінацію зв'язуючих матеріалів одержують у формах, які можуть бути легко, повністю і рівномірно змішані з лігатурою у вигляді частинок, з тим, щоб такий зв'язуючий матеріал міг ефективним чином об'єднувати частинки лігатури при обробці суміші. Багато які органічні полімери, які по визначенню включають значну кількість вуглецю, добре придатні для використання як зв'язуючі матеріали для формованих виробів відповідно до даного винаходу, включаючи, наприклад, формовані вироби, застосовні для приготування розплавів сплавів на основі титану. Може бути допущене додавання деякої кількості вуглецю в розплав титану, і це, аж до деякого рівня концентрації, буде вигідним чином збільшувати міцність одержуваного титанового сплаву. Можна легко визначити елементний склад зв'язуючого матеріалу, який використовується в конкретному формованому виробі, виготовленому відповідно до даного винаходу, і тим самим визначити, чи може бути допущений даний зв'язуючий матеріал і його елементний склад, або, можливо, буде вигідно, при визначених рівнях додавання, його розкладання і абсорбція розплавом. У доповнення до відповідного розкладання при температурі розплаву зв'язуючі матеріали, застосовні в різних формованих виробах за даним винаходом, переважно не виділяють газів при завантаженні в систему подачі і при транспортуванні в зону, близьку до ванни з рідким металом, або, в інших обставинах, перед завантаженням в зону, близьку до ванни з рідким металом. У специфічному випадку, в якому сировинні матеріали для утворення розплаву плавляться в обладнанні для електронно-променевого плавлення, формовані вироби за даним винаходом повинні розкладатися і виділяти гази (випаровуватися) при впливі електронного пучка, щоб розчинятися в розплаві, однак вироби переважно не виділяють газів у вакуумному оточенні електронно-променевого обладнання при температурі навколишнього середовища (такій як 10-120 °F), (12,2 – 48,9 С). Іншою необхідною характеристикою органічного полімеру або іншого зв'язуючого матеріалу є те, що він не повинен передчасно втрачати структурну цілісність або розкладатися і тим самим звіль 15 няти частинки лігатури раніше необхідного часу, при якому компоненти лігатури формованого виробу відповідним чином абсорбуються розплавом. Органічний полімер або інший зв'язуючий матеріал переважно забезпечує виготовлення формованого виробу, який в достатній мірі стійкий в поводженні до ударних і інших зусиль, так що формований виріб не розвалюється до неприйнятного ступеня під час поводження з ним і не утворює дрібні частинки або інші порівняно невеликі шматочки, які могли б бути втрачені або легко розшаровуватися в суміші вихідних сировинних матеріалів розплаву. Крім того, до хімічного складу органічного полімеру або іншого зв'язуючого матеріалу не можуть бути включені елементи в концентраціях, які не можуть бути допущені в конкретному розплаві металу і результуючому ливарному сплаві. Наприклад, при приготуванні визначених сплавів на базі титану зв'язуючий матеріал не повинен мати неприйнятні рівні вмісту кремнію, хлору, магнію, бору, фтору або інших елементів, які були б небажані в розплаві і результуючому ливарному сплаві. Безсумнівно, середні фахівці в даній галузі техніки зможуть легко визначити придатність конкретного зв'язуючого матеріалу або комбінації зв'язуючих матеріалів за допомогою випробувань, знання складів зв'язуючого матеріалу і бажаного результуючого сплаву, обізнаності про несумісність певних елементів в бажаному сплаві і за допомогою інших засобів. Як було указано, зв'язуючі матеріали на базі органічного полімеру обов'язково мають значний вміст вуглецю. Концентрація вуглецю повинна братися до уваги при виборі придатного зв'язуючого, хоч також повинна братися до уваги і концентрація зв'язуючого в формованих виробах. При виготовленні титанових сплавів і при використанні зв'язуючих матеріалів на базі органічного полімеру, переважно максимальна концентрація вуглецю в зв'язуючому складає, наприклад, близько 50 мас. %. У залежності від концентрації зв'язуючого в формованих виробах, концентрації вуглецю зв'язуючого матеріалу більше 50 мас. % можуть привести до додавання надмірного вуглецю до розплаву титанового сплаву, оскільки в більшості технічних специфікацій для титанових сплавів граничний вміст вуглецю складає не більше 0,04 мас. %. Додавання формованих виробів, які виготовлені відповідно до даного винаходу і включають лігатуру у вигляді частинок діоксиду титану і визначені зв'язуючі матеріали на базі органічного полімеру з високим вмістом вуглецю, може збільшити вміст вуглецю в розплаві до допустимого максимуму без додавання значної кількості кисню в розплав. Азот є іншим елементом, який може бути присутнім в зв'язуючих матеріалах, застосовних в формованих виробах за даним винаходом. Додавання азоту може поліпшувати властивості деяких сплавів. Наприклад, азот збільшує міцність титану приблизно в 2,5 рази більш ефективно, ніж кисень, з розрахунку на масу. Відповідно, наприклад, можливе виготовлення формованого виробу відповідно до даного винаходу, який включає один або 95232 16 декілька азотовмісних зв'язуючих матеріалів як засоби додавання азоту як легуючої добавки до розплаву титану і підвищення міцності титанового сплаву. Один або декілька азотовмісних зв'язуючих матеріалів можуть містити, наприклад, до 50 мас. % азоту або більше. Концентрація кисневмісної лігатури у вигляді частинок в такому формованому виробі може бути зменшена, оскільки азотовмісний зв'язуючий матеріал також поліпшує міцність результуючого титанового сплаву. Це забезпечує специфічний ступінь зміцнення титанового сплаву при використанні меншої кількості кисневмісної лігатури, ніж це було б потрібно без азотовмісного зв'язуючого матеріалу. Природно, може також виявитися бажаним додавання азоту до розплаву сплаву, іншого, ніж титановий сплав, або через інші причини, ніж зміцнення. До того ж є порівняно невелике число азотовмісних лігатур. Використання азотовмісного зв'язуючого матеріалу в формованих виробах, виготовлених відповідно до даного винаходу, направлене на задоволення цих потреб. Можливі азотовмісні зв'язуючі матеріали, застосовні в формованих виробах відповідно до даного винаходу, включають сечовиноформальдегідний полімер, а також інший придатний азотовмісний органічний вуглеводневий матеріал, який може бути сформований з наданням необхідного профілю і зв'язує лігатуру у вигляді частинок, включаючи азотовмісні термоотверджувані і термопластичні матеріали. Придатний інтервал концентрацій зв'язуючого в формованих виробах відповідно до даного винаходу буде залежати від множини факторів, що включають в себе ті з них, які розглянуті вище. Обмежуючим фактором для мінімальної концентрації зв'язуючого матеріалу є здатність даної концентрації вибраного зв'язуючого матеріалу зв'язувати, лігатуру у вигляді частинок з утворенням формованого виробу, який має бажані форму, розмір і/або щільність при відповідній міцності, так що з формованими виробами можна поводитися без їх неприйнятного пошкодження. Відповідно, нарівні з тим, що максимальна концентрація зв'язуючого матеріалу може визначатися хімічним складом, механічні обмеження можуть визначати мінімальну концентрацію зв'язуючого матеріалу. Наприклад, при виготовленні формованого виробу визначеного типу відповідно до даного винаходу, що включає окрему лігатуру на базі діоксиду титану у вигляді частинок і зв'язуючі матеріали на базі ПЕНЩ, було знайдено, що використання менше приблизно 18 мас. % ПЕНЩ приводить до того, що лігатура у виробах не зв'язується повністю, і деяка частина лігатури залишається у виробах у вигляді незв'язаного порошку. Крім того, змішування лігатури і зв'язуючого матеріалу в порівняно низьких концентраціях може пошкодити стандартне обладнання для змішування і формування полімерів. Проте, іноді з хімічних міркувань, таких як зниження вмісту вуглецю в формованих виробах, може виявитися необхідним використання більш низьких, хоч ще і прийнятних в механічному відношенні, концентрацій зв'язуючого матеріалу в формованих виробах. 17 Формовані вироби за даним винаходом можуть бути виготовлені з однієї або декількох лігатур у вигляді частинок і одного або декількох придатних зв'язуючих матеріалів на базі органічного полімеру різними способами формування виробів з полімерних матеріалів, які використовуються в промисловості для формування об'ємних виробів з пластику пресуванням і литтям і відомими середнім фахівцям в даній галузі техніки. Відповідно до визначених не обмежуючих варіантів здійснення способу за даним винаходом, наприклад, одну або декілька лігатур у вигляді частинок змішують з одним або декількома зв'язуючими матеріалами на базі органічного полімеру для утворення в основному однорідної суміші. Щонайменше частину однорідної суміші потім обробляють з утворенням суцільного формованого виробу з бажаними формою, розмірами і щільністю. Для об'єднання і перемішування компонентів, щоб утворити в основному однорідну суміш, можуть бути використані будь-які придатні засоби. Наприклад, зв'язуючий матеріал на базі термопластичного полімеру може бути повним і рівномірним чином змішаний з лігатурою у вигляді частинок при використанні простих мішалок, швидкісних змішувачів, одношнекових або двошнекових екструдерів, мішалок Buss, екструдерів з планетарними вальцями або швидкісних мішалок. Зв'язуючий матеріал на базі термоотверджуваного полімеру може бути повним і рівномірним чином змішаний з лігатурою у вигляді частинок при використанні, наприклад, простих мішалок, швидкісних змішувачів або швидкісних мішалок. Утворення в основному однорідної суміші може бути важливим для забезпечення того, щоб зв'язуючий матеріал міг легко зв'язати лігатуру у вигляді частинок. Якщо, наприклад, зв'язуючий матеріал збирається у виїмках при виконанні операції змішування зв'язуючого матеріалу і лігатури у вигляді частинок, то потім, коли зв'язуюче розм'якшується або плавиться при виготовленні формованих виробів, воно може не проникати в пустоти між всіма областями частинок лігатури. Це може привести до того, що області або ділянки частинок лігатури сполучаються неміцно або не сполучаються взагалі з утворенням формованого виробу, і це може обумовити наявність неущільненої лігатури у вигляді частинок або привести до одержання формованих виробів з низькою механічною міцністю, які не можуть прийнятним чином протистояти навантаженням при поводженні з ними. Для виготовлення формованих виробів з суміші лігатури і зв'язуючого матеріалу може бути використаний будь-який придатний процес або технологія. Наприклад, у випадку, коли зв'язуючий матеріал є органічним полімером, який додається в суміш у вигляді твердотільного гранульованого матеріалу, вся суміш лігатури у вигляді частинок і зв'язуючого або її частина може бути нагріта для розм'якшення або плавлення органічного полімеру, і потім нагріту суміш механічно формують відомими способами формування, надаючи їй бажаної форми ігри бажаній щільності. Як альтернатива нагрівання і формування всієї суміші або її частини можуть бути виконані одночасно. При охолоджуванні зв'язуючого матеріалу в фор 95232 18 мованому виробі до визначеної температури зв'язуючий матеріал твердне і підтримує в зв'язаному вигляді лігатуру у вигляді частинок. Можливі способи фізичного формування всієї суміші або її частини з утворенням бажаного виробу включають лиття при температурі плавлення зв'язуючого матеріалу або вище за її, пресування, екструзію, лиття під тиском, гранулювання і екструзію у вигляді плівки. Більш конкретні не обмежуючі приклади можливих способів формування включають змішування порошкового або гранульованого зв'язуючого матеріалу на базі органічного полімеру з лігатурою у вигляді частинок і подальше нагрівання суміші при її екструзії у вигляді формованого виробу. Як альтернатива змішують порошкові зв'язуючий(і) матеріал(и) і лігатуру(и), суміш нагрівають з одночасною її екструзією, і екструдат потім знов пропускають через екструзійне обладнання для додаткового перемішування компонентів суміші, після чого двічі екструдовану суміш формують литтям під тиском, одержуючи формовані вироби. Формовані вироби за даним винаходом можуть мати будь-яку форму і розмір, які придатні для додавання до розплаву металу або в суміш вихідних сировинних матеріалів (тобто компонентів розплаву) перед плавленням цих матеріалів для утворення злитка або сплаву іншого вигляду. Наприклад, формований виріб може мати форму, вибрану з форм у вигляді гранули, бруска, стрижня, болванки, викривленої форми, зіркоподібної форми, розгалужуваної форми, поліедра, параболи, конуса, циліндра, сфери, еліпсоїда, викривленої С-подібної форми, форми з радіальними виступами, листа і прямокутної форми. Переважно, вибрана форма така, що формовані вироби будуть вільно зчіплюватися з вихідними сировинними матеріалами при змішуванні з ними і не будуть відділятися від них або розшаровуватися. У типовому випадку виготовлення розплаву титанового сплаву, наприклад, вибрана форма переважно забезпечує порівняльну нерухомість по відношенню до інших компонентів після перемішування з титановою губкою і/або титановою обжимкою і будь-якими іншими сировинними матеріалами, які можуть бути додані для утворення розплаву металу. Відділення формованих виробів від інших сировинних матеріалів розплаву в будь-який час при поводженні з такими матеріалами небажане. Формовані профілі, що включають декілька відгалужень, виступів і/або шипів, і формовані профілі, що включають декілька викривлень або кутів, можуть бути більш бажаними, оскільки шматочки, сформовані з суміші лігатура/зв'язуюче, звичайно не можуть легко проходити через сировинні матеріали розплаву або мігрувати до верхньої частини сировинних матеріалів. Декілька форм формованого виробу, які можна вважати бажаними, показані на Фіг. 1(а) (викривлена С-подібна форма); 1(b) (форма з радіальними виступами); 1(с) (лист); l(d) (стрижні); 1(е) (прямокутні форми); і l(f) (форми у вигляді бруска). Бажаний розмір окремих формованих виробів буде залежати, щонайменше до деякої міри, від передбачуваного використання цих виробів. На 19 приклад, розмір вихідних сировинних матеріалів, які включаються в розплав, може мати деякий вплив на бажаний розмір формованих виробів, може виявитися корисним використання формованих виробів приблизно такого ж розміру, що і вихідні сировинні матеріали розплаву, для більш надійної гарантії того, що компоненти розплаву будуть розмішуватися рівномірним чином, і формовані вироби не будуть виявляти небажану тенденцію до відділення від суміші при поводженні з нею. Хоч формовані вироби можуть мати будьякий придатний розмір, в деяких не обмежуючих варіантах здійснення, формовані вироби відповідно до даного винаходу, представлені у вигляді частинок (на протилежність формованим виробам у формі, наприклад, довгих болванок і брусків), що використовуються для приготування розплавів титанових сплавів і мають діаметр не більше приблизно 100 мм, більш переважно не більше приблизно 3 мм, і ще більш переважно не більше приблизно 1 мм. У іншому не обмежуючому варіанті здійснення формовані вироби представлені у формі листа, і такі вироби застосовні, наприклад, для розплавів титанових сплавів з компонентів, що включають в себе болванки з пресованого титанового брухту. У цьому випадку листи можуть мати, наприклад, ширину від приблизно 10 до приблизно 1000 мм і товщину від приблизно 0,5 до приблизно 10 мм. У зв'язку з додаванням кисню в розплави титану, було помічено, що, загалом, діоксид титану і зв'язуючі на базі органічного полімеру, такого як EVA (співполімер етилену і вінілацетату), ПЕНЩ і ПЕВЩ, можуть бути використані для виготовлення формованих виробів відповідно до даного винаходу, які мають щільність, близьку до щільності титану. Така схожість щільності може бути корисною для запобігання сегрегації формованих виробів в однорідних сумішах формованих виробів і титанових вихідних сировинних матеріалів, таких як титанова губка і обжимка. Вихідний титановий брухт і губка звичайно надходять в інтервалі розмірів від розміру порошку до поліедрів приблизно 1500 мм в діаметрі. Відповідно, формовані вироби можуть бути виготовлені з діоксиду титану і зв'язуючого матеріалу відповідно до даного винаходу аналогічного розміру, щоб запобігти в подальшому сегрегації формованих виробів в однорідній суміші формованих виробів і титанових сировинних матеріалів. Залізо також є звичайною легуючою добавкою до титану і деяких інших сплавів, таких як алюмінієві сплави. Оскільки як залізо, так і кисень звичайно додають до титанового сплаву і деяких інших сплавів, то, мабуть, оксиди заліза можуть бути корисними лігатурами. Оксиди заліза також досить дешеві. Об'єднання оксиду заліза і титану, однак, може мимовільним чином приpвести до енергійної екзотермічної реакції у вигляді термітної реакції. (Термітну реакцію використовують в деяких запалювальних вибухових речовинах). Перевага виготовлення формованих виробів відповідно до даного винаходу, які включають лігатуру на базі оксиду заліза у вигляді частинок і зв'язуюче, що покриває частинки оксиду заліза і з'єднує їх одні з одними, 95232 20 полягає в тому, що це може запобігти протіканню термітної реакції. Отже, виготовлені формовані вироби, що включають зв'язуючий матеріал, відповідно до даного винаходу можуть бути використані для додавання лігатури на базі оксиду заліза до титану безпечним чином при легуванні титану. У деяких способах приготування розплавів титанового сплаву виготовляють великі зборки у вигляді болванок з сировинного матеріалу на базі титанового брухту, які з певним кроком подають в нагріту піч. Фіг. 2 являє собою фотографію однієї з таких "болванок", в якій переважаючі сировинні матеріали у вигляді брухту є брухтом титанових шестерень, зварених разом в різних точках з утворенням болванки. Такі болванки з сировинного матеріалу у вигляді брухту можуть мати, наприклад, розміри приблизно 30 дюймів х 30 дюймів (76,2х76,2см) в поперечному перерізі і приблизно 240 (609,6см) дюймів в довжину. До таких болванок важко додати порошкову лігатуру з оксиду титану. Наприклад, розміщення або засипання порошку діоксид титану безпосередньо на пористі болванки призводить до того, що порошок висипається з такого матеріалу і забруднює ділянку підготовки. Відповідно до однієї не обмежуючої особливості даного винаходу можуть бути виготовлені довгі стрижні або інші подовжені формовані вироби, що містять одну або декілька лігатур у вигляді частинок і зв'язуючий матеріал. Такі вироби можуть бути виготовлені таким чином, щоб включати відомі маси однієї або декількох лігатур у вигляді частинок на одиничну довжину. Такі подовжені формовані вироби визначеної довжини можуть бути включені в болванки з титанового брухту, такі як болванка, показана на Фіг. 2, під час їх виготовлення, так що така болванка може включати в себе бажану концентрацію легуючих матеріалів по відношенню до вмісту титану в болванці, і видовжена геометрія такого виробу сприяє належному розподілу легуючих добавок вздовж довжини болванки. У випадках, коли потрібні порівняно високі концентрації легуючих елементів в одиночну болванку може бути включено декілька відрізків подовжених формованих виробів. Крім того, подовжені формовані вироби можуть бути виготовлені в декількох варіантах, відмінних за масою масі лігатури на одиничну довжину, з тим, щоб забезпечити більш точне додавання легуючих добавок, в залежності від конкретного сплаву, що підлягає плавленню. Зрозуміло, що такі подовжені вироби на основі лігатури/зв'язуючого не обмежені використанням при виготовленні титанових сплавів і можуть бути адаптовані для використання при виготовленні інших сплавів і у інших визначених випадках застосування. У іншому варіанті здійснення подовжені формовані вироби на основі лігатури у вигляді частинок/зв'язуючого відповідно до даного винаходу можуть бути виготовлені у вигляді листів розміром (довжина х ширина), відповідним розміру всієї поверхні підготовлених сировинних матеріалів або її частини. Наприклад, по відношенню до болванок титанових сировинних матеріалів розміром 20 х 30 х 240 дюймів, згаданих вище і зображених на Фіг. 21 2, формовані вироби, що включають лігатуру на основі діоксиду титану у вигляді частинок, можуть бути виготовлені у формі листа розміром приблизно 30 х 240 ч 1/8 дюйма і розміщені на сполученій поверхні розміром 30 х 240 дюймів болванки з титанового брухту. Однією з переваг цього варіанта здійснення є те, що формований виріб у вигляді листасприяє збільшенню механічної міцності болванки і тим самим підвищує її стійкість до пошкоджень під час поводження з нею. Незалежно від того, чи об'єднують з сировинним матеріалом з брухту подовжені формовані вироби у формі стрижнів або листів, дані формовані вироби повинні бути розміщені на болванці або всередині неї, з тим, щоб діоксид титану і полімер або компоненти іншого зв'язуючого матеріалу в формованому виробі плавилися в основному рівномірно при поступовому плавленні болванки, наприклад, за допомогою електронно-променевих гармат. В цьому випадку легуючі добавки в формованому виробі будуть розподілятися рівномірним чином і в бажаній концентрації з розплавленим потоком, що утворюється при плавленні болванки. Як і в попередньому прикладі, формовані вироби, виготовлені у формі порівняно тонких листів, можуть бути використані для виготовлення інших, не титанових, сплавів. Далі наведено декілька прикладів, які ілюструють деякі особливості не обмежуючих варіантів здійснення деяких формованих виробів в рамках даного винаходу. Потрібно розуміти, що наведені далі приклади призначені тільки для ілюстрації деяких варіантів здійснення формованих виробів і не призначені для обмеження яким-небудь чином об'єму даного винаходу. Потрібно також розуміти, що повний об'єм даного винаходу, охоплений даним описом, в більшій мірі визначається формулою винаходу, прикладеною до даного опису. Приклад 1 Для оцінки варіанта здійснення формованого виробу, виготовленого відповідно до даного винаходу, було проведено його дослідження. Плавленням і литтям вихідних матеріалів були виготовлені три "пластини". Перша пластина для випробувань (пластина № 1) була відлита з розплаву 800 грамів обрізків листового титану класу 2 за ASTM, які в основному мають розмір 2 ч 2 ч 1/8 дюйма. Друга пластина для випробувань (пластина № 2) була виготовлена плавленням суміші з 800 грамів таких же обрізків листового титану і 1 грама порошку діоксиду титану у вигляді рутилу DuPont Ti-PURE® R-700 з середнім розміром частинок приблизно 0,26 мікрометра. Третя пластина для випробувань (пластина № 3) була виготовлена з розплаву, утвореного з 800 грамів таких же обрізків листового титану, до яких був доданий 1 грам гранул, сформованих з порошку діоксиду титану, зв'язаного в гранули полімерним зв'язуючим на базі співполімеру етилену і вінілацетату (EVA). Гранули діоксиду титану/зв'язуючого на базі EVA, представлені на Фіг. З, які були одержані від виробника полімерів, були по суті сферичними з розміром від приблизно 2 до приблизно 10 мм в діаметрі і включали приблизно 70 мас. % діоксиду титану у 95232 22 вигляді частинок і приблизно 30 мас. % EVA як зв'язуючого, з'єднуючого частинки діоксиду титану. Гранульований матеріал на базі діоксиду титану/EVA, використаний в даному прикладі, доступний для придбання як біла пігментна добавка, що використовується в промисловості для інжекційного формування пластику. Як відомо заявнику, даний матеріал не просунутий, не заявлений на ринку і не пропонується як матеріал для легування розплавів металів. Відповідно, вважають, що такий матеріал, вироблений для цілей легування розплавів металів, не пропонується на ринку і відсутній в продажу. Різні види гранул, що включають діоксид титану і полімерне зв'язуюче, призначені для додавання білого пігменту в продукти з пластику, доступні від декількох великих виробників пластику. Деякі з цих гранул з білим пігментом відповідають вимогам відносно зв'язуючого матеріалу, вказаним в даному описі, і можуть бути використані як формовані вироби на базі лігатури/зв'язуючого відповідно до описаних тут способів легування розплаву металу. Однак, вміст діоксиду титану в комерційно доступних гранулах полімеру з діоксидом титану нижче оптимального рівня (звичайно приблизно 70 мас. % діоксиду титану). У формованих виробах, які виготовлені або використані відповідно до даного винаходу і включають зв'язуючий матеріал на базі органічного полімеру, переважним є більш високий вміст діоксиду титану або іншої лігатури, оскільки це знижує концентрацію вуглецю в формованих виробах. Комерційно доступні гранули на базі діоксиду титану/органічного полімерного зв'язуючого мають діаметр приблизно 5 мм, що дозволяє їм добре змішуватися, наприклад, з вихідними сировинними матеріалами для розплаву металу, що мають приблизно такі ж розміри. Типові титанові вихідні сировинні матеріали, однак, мають діаметр приблизно 50 мм, так що переважно формувати комерційно доступні гранули на базі діоксиду титану/органічного полімеру діаметром 5 мм у форми більшого розміру для їх кращого змішування з титановими вихідними сировинними матеріалами розміром 50 мм. З виробниками комерційно доступних пігментних гранул на базі діоксиду титану/органічного полімеру можна проконсультуватися відносно можливого одержання гранул заказних розмірів і з переважними характеристиками для використання як формованих виробів, які містять лігатуру, в розкритих тут способах легування. Для виготовлення пластини був використаний звичайний плавильний апарат для титанових матеріалів. Як відомо в даній галузі техніки, плавильний апарат є по суті великим зварювальним апаратом для дугового зварювання вольфрамовим електродом в середовищі інертного газу (TIG), в якому зона зварювання має інертне оточення. У зоні зварювання підтримують надмірний тиск газоподібного аргону і запобігають забрудненню киснем і азотом з повітря. Плавильний апарат, використаний в даному прикладі, здатний до плавлення пластин в інтервалі від 10 грамів до 2 кілограмів. Дугу утворюють з матеріалами, що підлягають плавленню, і формують ванну розплавленого металу. Дану ванну розплавленого металу 23 потім стверджують в пластину, яку після цього повертають і плавлять декілька разів для забезпечення однорідності у всій пластині. Пластини видаляють через повітряний шлюз після охолоджування. Вказані матеріали контролювали під час плавлення пластин № 2 і № 3 для визначення, наскільки добре діоксид титану розчиняється в цих зразках. Пластину № 3 також контролювали для оцінки можливого виділення неприйнятної кількості газоподібного водню під час розкладання зв'язуючого. Співполімер етилену і вінілацетату (EVA) має ланки хімічної формули СН2СНООССН3 з молекулярною масою 86. Такий органічний полімерний матеріал містить 56 мас. % вуглецю, 26 мас. % кисню і 7 мас. % водню. При його розкладанні при високих температурах, що використовуються при плавленні сировинних матеріалів, звільнений кисень розчиняється в розплаві, в той час як порівняно невелика кількість звільненого водню в основному виводиться в атмосферу над розплавом. Вуглець, звільнений при розкладанні зв'язуючого, розчиняється в розплаві і легує титан, збільшуючи його міцність. Для запобігання розчиненню надмірної кількості вуглецю в розплаві при легуванні титану з використанням формованого виробу на базі діоксиду титану/органічного полімеру відповідно до даного винаходу, переважним буде вибір такого формованого виробу, який включає достатньо кисню для бажаного легування титану без одночасного введення в розплав вуглецю в дуже великій концентрації. Відповідно, хоч в даному прикладі була використана лігатура на базі діоксиду титану/зв'язуючого з органічного полімеру, яка включає 30 мас. % EVA, можуть бути також використані альтернативні зв'язуючі матеріали, якщо 95232 24 це дозволяє допустиму межу додавання вуглецю в сплав. Такі альтернативні матеріали можуть включати, наприклад, віск, зв'язуюче на базі полімеру з більш низькою молекулярною масою і/або зв'язуюче на базі органічного полімеру з більш низьким вмістом вуглецю в порівнянні з EVA. При плавленні матеріалів для виготовлення пластини № 3 не спостерігалося спливання на поверхню розплаву гранул з діоксиду титану/зв'язуючого або порошку діоксиду титану, включеного в гранули. Це спостереження є в якійсь мірі доказом того, що частинки діоксиду титану, включені в гранули, були повністю абсорбовані в розплаві. Органічний полімер в гранулах, як спостерігалося, ставав чорним і плавився під час плавлення, коли зв'язуюче розкладалося. Кількість газоподібного водню, виділеного при розкладанні зв'язуючого, не розглядалася як така, що створює проблему. Під час виготовлення пластини № 2 аналогічним чином спостерігалося, що частинки порошку діоксиду титану у вихідних матеріалах не спливали на поверхню розплаву. Звичайно, об'єм матеріалу, розплавленого для формування кожної пластини, був обмежений, однак вважають, що проблеми з неповним об'єднанням порошку діоксиду титану з розплавом аналогічні тим, які мають місце у випадку об'ємів розплавленого матеріалу більшої величини. У таблиці 1 нижче представлені виміряні концентрації вуглецю, кисню і азоту в трьох пластинах для випробувань, а також розрахункові концентрації цих елементів для пластин № 2 і № 3. Розрахункові концентрації були обчислені на основі відомих концентрацій вуглецю і кисню в зв'язуючому на базі EVA і відомої концентрації кисню в порошку діоксиду титану. Таблиця 1 Матеріал Вуглець(мас. %) Кисень(мас. %) Азот(мас. %) Пластина № 1 (стандартний Ті) 0,016 0,151 0,008 Фактичний хімічний склад Пластина № 2 (Ті + порошковий 0,016 0,192 0,006 ТіО2) Розрахунковий хімічний склад Пластина № 2 0,016 0,201 0,008 Фактичний хімічний склад Пластина № 3 (Ті + порошковий 0,030 0,192 0,006 ТіО2) Розрахунковий хімічний склад Пластина № 3 0,037 0,196 0,008 У даному прикладі були використані комерційно доступні гранули на базі 70 мас. % діоксиду титану/EVA, показані на Фіг. 3. Відповідно, даний винахід як призначуваний спосіб включає також спосіб використання як легуючих добавок в металевих розплавах комерційно доступних матеріалів, що мають склад і структуру формованих виробів відповідно до даного винаходу. Як указано вище, вважають, що такі гранульовані матеріали не пропонуються на ринку і відсутні в продажу як легуючі добавки для розплавів металів, однак продаються, замість цього, як пігментні добавки для виробництва пластику. Також зрозуміло, що варіанти здійснення гранул, включаючи гранули на базі легуючого діоксиду у вигляді частинок/EVA в даному прикладі, можуть бути виготовлені або одержані іншим чином. Такі варіанти здійснення можуть включати, наприклад, різні лігатури і/або різні зв'язуючі матеріали, можуть мати різні форми і/або розміри і можуть бути виготовлені множиною способів. Такі гранули можуть бути виготовлені при використанні, наприклад, способів екструзії або лиття під тиском. Інші можливості будуть ясно видні середнім фахівцям в даній галузі техніки беручи до уваги даний винахід. Формовані вироби, виготовлені в формі гранул, відповідно до даного винаходу можуть бути використані цілим рядом способів. Наприклад, гранули можуть бути рівномірним чином змішані з вихідними матеріалами для розплаву перед введенням суміші в піч. Інший можливий спосіб включає подачу гранул безпосередньо в піч синхронно 25 з вихідними сировинними матеріалами розплаву безпосередньо перед введенням об'єднаних матеріалів в горно для плавлення. Переважно, гранули мають схожий розмір і/або щільність з окремими шматочками вихідного сировинного матеріалу, що подається, в який додають дані гранули, щоб поліпшити змішування гранул з вихідним сировинним матеріалом. Приклад 2 Формовані вироби в рамках даного винаходу були виготовлені при використанні порошку діоксиду титану DuPont Ti-PURE® з малим розподілом розмірів частинок при середньому діаметрі частинок 0,26 мікрометрів. Як зв'язуючий матеріал був використаний ПЕНЩ. Вміст діоксиду титану становив 82 мас. %, що, як було передбачено, дає досить хорошу можливість успішної екструзії суміші діоксид титану/зв'язуюче з утворенням формованого виробу. Крім того, порівняно низький, 18 мас. %, вміст зв'язуючого, як вважали, сприятливий відносно обмеження концентрації вуглецю в формованих виробах. Порошки діоксиду титану і ПЕНЩ змішували рівномірним чином в обертовому циліндрі протягом приблизно 4 годин. Під час перемішування матеріали нагрівали до температури вище температуру плавлення ПЕНЩ, щоб рідкий ПЕНЩ покривав частинки оксиду. Потім нагріту суміш діоксиду титану і ПЕНЩ екструдували. Екструзія може бути виконана при використанні будь-якого придатного екструзійного пристрою, такого як одношнековий або двошнековий екструдер. Нагріту суміш екструдували у вигляді видовжених циліндричних профілів різної довжини з діаметром 3 мм або 9 мм. Фіг. 4 являє собою фотографію конкретних стрижневих циліндричних екструдатів діаметром 3 мм, виготовлених відповідно до даного прикладу. Такі екструдати можуть бути використані різними способами. Наприклад, для додавання до вихідних сировинних матеріалів, підготовлених у вигляді обжимки, екструдовані стрижні повинні мати значну протяжність, наприклад, бути до приблизно 100 мм в діаметрі і до приблизно 10 метрів в довжину. Довгий екструдований матеріал може бути розрізаний на шматки меншої довжини, наприклад, між приблизно 10 і приблизно 100 мм, і змішаний з вихідними сировинними матеріалами. Для додавання до вихідних сировинних матеріалів у вигляді болванки, такої як болванка, показана на Фіг. 2, екструдовані стрижні повинні бути розрізані на відрізки довжиною між приблизно 300 і приблизно 4000 мм і додані до розплаву за допомогою об'єднання таких відрізків з вихідними сировинними матеріалами у вигляді болванки. Хоч формовані вироби, показані на Фіг. 4, мають просту циліндричну форму, потрібно розуміти, що екструдовані вироби можуть мати будь-який розмір і профіль поперечного перерізу, які можуть бути досягнуті при використанні екструзійного обладнання і екструзійних формуючих головок, придатних для виробництва формованих виробів з описаних тут сумішей лігатура/зв'язуюче. Не обмежуючі приклади форм з альтернативним поперечним перерізом для екструдатів включають прямокутні форми, хрестоподібні форми і інші форми, в тому числі з декількома 95232 26 відгалуженнями. Крім того, хоч на Фіг. 4 представлені подовжені циліндричні форми, потрібно розуміти, що такі форми можуть бути розрізані на відрізки меншої довжини або навіть на невеликі шматочки при використанні відповідного обладнання. Зрозуміло, хоч в цьому прикладі для виготовлення формованих профілів було використано екструзійне обладнання, може бути використане і інше обладнання для формування, таке як, наприклад, вирубні преси, машини для литтєвого пресування і гранулятори, і що кінцеві формовані вироби можуть бути виготовлені будь-якої придатної форми. Фіг. 5 являє собою схематичний вигляд поперечного перерізу одного з екструдованих циліндричних формованих виробів, виготовлених в даному прикладі. Формований виріб 100 включає круговий периметр 110, що оточує безперервну матричну фазу 112 зв'язуючого матеріалу з ПЕНЩ і дискретну фазу частинок 114 діоксиду титану, розподілену всередині матричної фази. Зв'язуюча фаза 112 з'єднує частинки 114 діоксиду титану, однак розкладається і звільняє частинки 114 при впливі високих температур перегріву, що використовуються для формування розплаву металу. Переважання частинок 114 діоксиду титану в матричній фазі пропорційне концентрації лігатури на одиницю довжини формованого виробу 100. Стрижневі формовані вироби відповідно до даного прикладу можуть бути використані різним чином, включаючи наступні не обмежуючі приклади. Стрижневі формовані вироби за цим прикладом можуть бути розрізані на короткі відрізки, які можуть бути додані до брухту або інших сировинних матеріалів розплаву різними способами. Наприклад, як указано вище, одержані відрізки можуть бути в основному рівномірним чином змішані з вихідним сировинним матеріалом перед подачею об'єднаних матеріалів в піч. Як альтернатива, відрізки можуть бути подані, наприклад, через бункер для лігатури для автоматичного додавання до брухту в заданій контрольованій пропорції, або ж відрізки можуть бути подані безпосередньо в піч синхронно з подачею сировинного матеріалу перед тим як об'єднані матеріали вводяться в горно і починають плавитися. Довжину відрізків переважно вибирають таким чином, щоб забезпечити рівномірність суміші і запобігти відділенню під час поводження з об'єднаними матеріалами або їх штовханні. Наприклад, екструдати розміром 3 мм або 9 мм з діоксиду титану у вигляді частинок і ПЕНЩ як зв'язуючим відповідно до даного прикладу можуть бути розрізані на більш короткі відрізки, які можуть бути додані до титанової губки і/або обжимки і змішані в мішалці з подвійним конусом або іншому відповідному змішувальному обладнанні. Якщо шматочки титанової губки і/або обжимки мають розмір, наприклад, приблизно від 2 до 4 дюймів, то стрижневий формований виріб діаметром 9 мм може бути розрізаний на шматочки довжиною приблизно 4 дюйми. Або, якщо шматочки титанової губки і/або обжимки мають розмір, наприклад, приблизно від 0,1 дюйма до 2 дюймів, то стрижневий формований виріб діаметром 3 мм 27 або 9 мм може бути розрізаний на шматочки довжиною приблизно 0,5 дюйма. Такі не обмежуючі комбінації, як представляється, сприяють рівномірному перемішуванню і також запобігають розділенню надалі. Стрижневі формовані вироби відповідно до даного прикладу також можуть бути розрізані на відрізки довжиною декілька футів і додані до болванок, виготовлених з масивних елементів титанового брухту, таких як болванка, показана на Фіг. 2. Такі відрізки можуть бути розміщені вздовж всієї довжини болванки або тільки в необхідних її секціях або областях. Наприклад, екструдати розміром 3 мм або 9 мм з діоксиду титану у вигляді частинок і ПЕНЩ як зв'язуюче відповідно до даного прикладу можуть бути розрізані на відрізки довжиною від 5 до 20 футів і включені в болванки, які сформовані з масивних елементів титанового брухту і використовуються при одержанні титанових сплавів. Як відмічено вище, описані тут конкретні приклади формованих виробів не повинні розглядатися як обмеження об'єму охорони, що визначається представленою нижче формулою винаходу. На 95232 28 приклад, формовані вироби можуть бути виготовлені у вигляді множини інших форм, не вказаних тут конкретним чином. Хоч в наведеному вище описі представлене лише обмежене число варіантів здійснення даного винаходу, середні фахівці в даній галузі техніки безсумнівно братимуть до уваги, що такими фахівцями в даній галузі техніки можуть бути зроблені різні зміни в компонентах, композиціях, деталях, матеріалах і параметрах процесу в даних прикладах, які тут описані і проілюстровані, щоб пояснити суть винаходу, і що всі такі модифікації знаходяться в межах суті і об'єму даного винаходу, визначених тут і в прикладеній формулі винаходу. Фахівці в даній галузі техніки також братимуть до уваги, що у варіантах здійснення, описаних вище, можуть бути зроблені зміни без відхилення від основної ідеї винаходу. Тому зрозуміло, що даний винахід не обмежений розглянутими окремими варіантами здійснення, а передбачає охоплення всіх модифікацій, які знаходяться в межах суті і об'єму даного винаходу, як це визначене формулою винаходу. 29 95232 30 31 Комп’ютерна верстка І. Скворцова 95232 Підписне 32 Тираж 23 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюFormed product for introduction of alloying additives in the form of alloys into the melt of metals and method for its production, method for producing alloyed melt and method for adjusting melt metal composition
Автори англійськоюSoran Timothy F., Arnold Matthew J
Назва патенту російськоюФормируемое изделие для введения легирующих добавок в виде лигатур в расплавы металлов и способ его изготовления, способ изготовления легированного расплава и способ регулирования состава расплава металла
Автори російськоюСоран Тимоти Ф., Арнолд Мэттью Дж.
МПК / Мітки
МПК: C22C 1/03, C22C 14/00
Мітки: легованого, виріб, спосіб, металів, регулювання, добавок, виготовлення, формований, складу, вигляді, лігатури, легуючих, металу, розплаві, введення, розплаву
Код посилання
<a href="https://ua.patents.su/16-95232-formovanijj-virib-dlya-vvedennya-leguyuchikh-dobavok-u-viglyadi-ligaturi-v-rozplavi-metaliv-i-sposib-jjogo-vigotovlennya-sposib-vigotovlennya-legovanogo-rozplavu-i-sposib-regulyuva.html" target="_blank" rel="follow" title="База патентів України">Формований виріб для введення легуючих добавок у вигляді лігатури в розплави металів і спосіб його виготовлення, спосіб виготовлення легованого розплаву і спосіб регулювання складу розплаву металу</a>
Спосіб введення реагентів в розплав, перемішування розплаву металу і пристрій для його здійснення
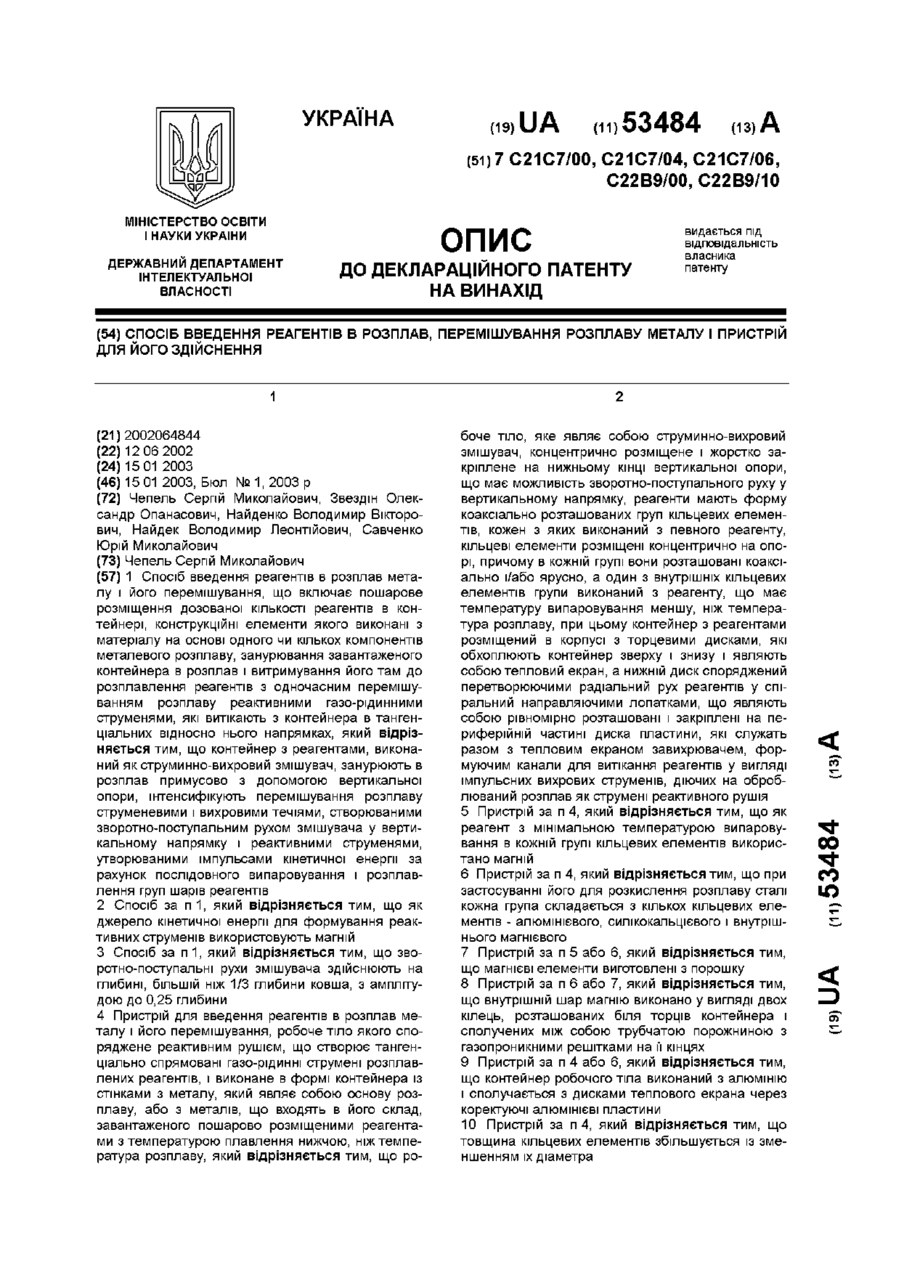
Номер патенту: 53484
Опубліковано: 15.01.2003
Автори: Найдек Володимир Леонтійович, Савченко Юрій Миколайович, Чепель Сергій Миколайович, Найденко Володимир Вікторович, Звездін Олександр Опанасович
МПК: C22B 9/10, C22B 9/00, C21C 7/06, C21C 7/00, C21C 7/04
Мітки: пристрій, металу, спосіб, реагентів, введення, здійснення, перемішування, розплаву, розплав
Формула / Реферат:
1. Спосіб введення реагентів в розплав металу і його перемішування, що включає пошарове розміщення дозованої кількості реагентів в контейнері, конструкційні елементи якого виконані з матеріалу на основі одного чи кількох компонентів металевого розплаву, занурювання завантаженого контейнера в розплав і витримування його там до розплавлення реагентів з одночасним перемішуванням розплаву реактивними газо-рідинними струменями, які витікають з...
Спосіб введення реагентів в розплав і перемішування розплаву металу та пристрій для його здійснення
Номер патенту: 68011
Опубліковано: 15.07.2004
Автори: Чепель Сергій Миколайович, Мельник Сергій Григорович, Найденко Володимир Вікторович, Звездін Олександр Опанасович, Тарасевич Микола Іванович
МПК: C21C 7/00, C21C 7/04, C21C 7/06, C22B 9/10, C22B 9/00
Мітки: введення, перемішування, розплаву, металу, розплав, пристрій, здійснення, спосіб, реагентів
Формула / Реферат:
1. Спосіб введення реагентів в розплав металу і його перемішування шляхом введення робочого тіла у вигляді струминно-вихрового змішувача, що включає пошарове, у формі коаксіально розташованих груп кільцевих елементів, розміщення дозованої кількості реагентів в контейнері робочого тіла, конструкційні елементи якого виконані з матеріалу на основі одного чи кількох компонентів металевого розплаву, примусове занурення заповненого контейнера в...
Формований пористий виріб для використання як каталізатора або носія каталізатора та спосіб його виготовлення
Номер патенту: 26304
Опубліковано: 30.08.1999
Автори: Краузе Хельмфрід, Деспейрукс Бертранд, Деллер Клаус
Мітки: формований, виріб, виготовлення, носія, пористий, каталізатора, використання, спосіб
Формула / Реферат:
1. Формованное пористое изделие для использования в качестве катализатора или носителя катализатора, состоящее из пирогенного диоксида титана, отличающееся тем, что оно содержит диоксид титана в количестве более 99,5мас.% в форме рутила, имеет наружный диаметр 0,8 - 15мм и следующие физико-химические характеристики: поверхность по БЭТ согласно ДИН 66131 менее 1 - 20м2/г, объем пор - 0,01 - 0,29см3/г, отсутствие пор с диаметром менее 10нм,...
Формувальна маса, спосіб виготовлення формованого виробу із формувальної маси і формований виріб
Номер патенту: 79054
Опубліковано: 10.05.2007
Автори: Фрех Ханнес, Штайнвендер Мартін, Мундіглер Норберт, Шуберт Петер
МПК: C08J 5/04, C08K 7/00, C08L 67/00
Мітки: маса, формований, виготовлення, формувальна, виріб, формованого, виробу, формувальної, спосіб, маси
Формула / Реферат:
1. Формувальна маса із термопластичного синтетичного матеріалу і зміцнювальної складової, яка відрізняється тим, що термопластичним синтетичним матеріалом є поліетилентерефталат (ПЕТФ), а зміцнювальною складовою є деревний матеріал.2. Формувальна маса за п. 1, яка відрізняється тим, що зміцнювальною складовою є тонкоподрібнена деревина або деревні волокна.3. Формувальна маса за п. 1 або 2, яка відрізняється тим, що ПЕТФ є...
Формувальна суміш, формований виріб для ливарного виробництва й спосіб виготовлення такого формованого виробу
Номер патенту: 88412
Опубліковано: 12.10.2009
Автори: Герлах Ральф-Йоахім, Верен Беттіна
Мітки: ливарного, формувальна, виробу, виготовлення, спосіб, виробництва, такого, формованого, виріб, формований, суміш
Формула / Реферат:
1. Формувальна суміш для ливарного виробництва, що містить формувальний пісок, розчин їдкого натру, укріплювач на основі силікату лужного металу й добавку, яка відрізняється тим, що вона містить формувальний пісок з розміром частинок від 0,1 до 1 мм, розчин їдкого натру в кількості від 0,1 до 10 мас. % у перерахуванні на масу формувального піску при концентрації розчину їдкого натру від 20 до 40 мас. %, укріплювач на основі силікату лужного...
Попередній патент: Зрошувальна система, зрошувальна установка для краплинного зрошування та спосіб зрошування сільськогосподарських рослин
Наступний патент: Циклопропеновий склад
Випадковий патент: Шлюз для штаби