Формувальна маса, спосіб виготовлення формованого виробу із формувальної маси і формований виріб
Номер патенту: 79054
Опубліковано: 10.05.2007
Автори: Фрех Ханнес, Мундіглер Норберт, Шуберт Петер, Штайнвендер Мартін
Формула / Реферат
1. Формувальна маса із термопластичного синтетичного матеріалу і зміцнювальної складової, яка відрізняється тим, що термопластичним синтетичним матеріалом є поліетилентерефталат (ПЕТФ), а зміцнювальною складовою є деревний матеріал.
2. Формувальна маса за п. 1, яка відрізняється тим, що зміцнювальною складовою є тонкоподрібнена деревина або деревні волокна.
3. Формувальна маса за п. 1 або 2, яка відрізняється тим, що ПЕТФ є відходами використаних виробів із ПЕТФ, зокрема пакувальних матеріалів.
4. Формувальна маса за одним із пп. 1-3, яка відрізняється тим, що додатково містить неорганічний наповнювач.
5. Формувальна маса за п. 4, яка відрізняється тим, що неорганічний наповнювач передбачений для впливу на вологостійкість і/або питому вагу, і/або забарвлення.
6. Формувальна маса за одним із пп. 1-5, яка відрізняється тим, що додатково містить домішку для впливу на електричну провідність, стійкість проти ультрафіолетового випромінювання, старіння, запах, придатність для нанесення покриттів, зварюваність, придатність для обробки різанням і/або протипожежні властивості.
7. Формувальна маса за одним із пп. 1-6, яка відрізняється тим, що додатково містить органічний або фізичний пороутворювач для впливу на пористість і/або теплотехнічні параметри.
8. Формувальна маса за одним із пп. 1-7, яка відрізняється тим, що масове відношення деревини до ПЕТФ становить від 70 : 30 до 30 : 70, зокрема від 60 : 40 до 30 : 70, переважно від 50 : 50 до 30 : 70.
9. Спосіб виготовлення формованого виробу із формувальної маси за одним із пп. 1-8, який відрізняється тим, що формувальну масу піддають термопластичній деформації, переважно шляхом екструзії чи лиття під тиском.
10. Спосіб за п. 9, який відрізняється тим, що виготовляють плитоподібний формований виріб.
11. Спосіб за п. 10, який відрізняється тим, що формований виріб додатково обробляють встановленим після екструдера каландрувальним пристроєм або двострічковим вальцьовим пресом.
12. Спосіб за п. 9, який відрізняється тим, що виготовляють стрижнеподібний формований виріб.
13. Спосіб за одним із пп. 10-12, який відрізняється тим, що принаймні на одну поверхню формованого виробу наносять покриття.
14. Спосіб за п. 13, який відрізняється тим, що поверхню каширують ламінатом, імпрегнатом, фольгою, зокрема металевою фольгою, картоном, шкірою, лінолеумом, корком чи деревиною, зокрема фанерою.
15. Спосіб за п. 13, який відрізняється тим, що на поверхню наносять порошкове покриття.
16. Спосіб за п. 13, який відрізняється тим, що покриття наносять у рідкій формі.
17. Спосіб за п. 13, який відрізняється тим, що як покриття наносять фарбу, лак або синтетичну смолу.
18. Спосіб за п. 13, який відрізняється тим, що шляхом сумісної екструзії наносять покриття із синтетичного матеріалу.
19. Формований виріб, який принаймні частково складається із формувальної маси за одним із пп. 1-8.
20. Формований виріб за п. 19, який відрізняється тим, що він виготовлений способом за одним із пп. 9-18.
21. Формований виріб за п. 19 або 20, який відрізняється тим, що він придатний як покриття стін, стелі чи підлоги.
22. Формований виріб за п. 19 або 20, який відрізняється тим, що він придатний як профіль, зокрема для коробок вікон чи дверей.
23. Формований виріб за одним із пп. 19 або 20, який відрізняється тим, що принаймні на одну поверхню формованого виробу нанесене покриття.
24. Формований виріб за одним із пп. 19 або 23, який відрізняється тим, що набухання при витримуванні у воді протягом 2 годин становить менше, ніж 0,5 %, а протягом 24 годин становить менше, ніж 1,0 %.
25. Формований виріб за одним із пп. 19 або 23, який відрізняється тим, що зміна міцності на згинання формованого виробу при дії штучних кліматичних факторів протягом 400 годин становить менше, ніж 10 %, зокрема 8 %.
26. Формований виріб за одним із пп. 19 або 23, який відрізняється тим, що зміна міцності на згинання формованого виробу при дії штучних кліматичних факторів протягом 1000 годин становить менше, ніж 15 %, зокрема 13 %.
27. Формований виріб за одним із пп. 19 або 23, який відрізняється тим, що зміна міцності на згинання формованого виробу при дії штучних кліматичних факторів протягом 2016 годин становить менше, ніж 20 %, зокрема 18 %.
28. Формований виріб за одним із пп. 19 або 27, який відрізняється тим, що набухання краю, виміряне згідно з EN 13329, становить менше, ніж 2 %.
Текст
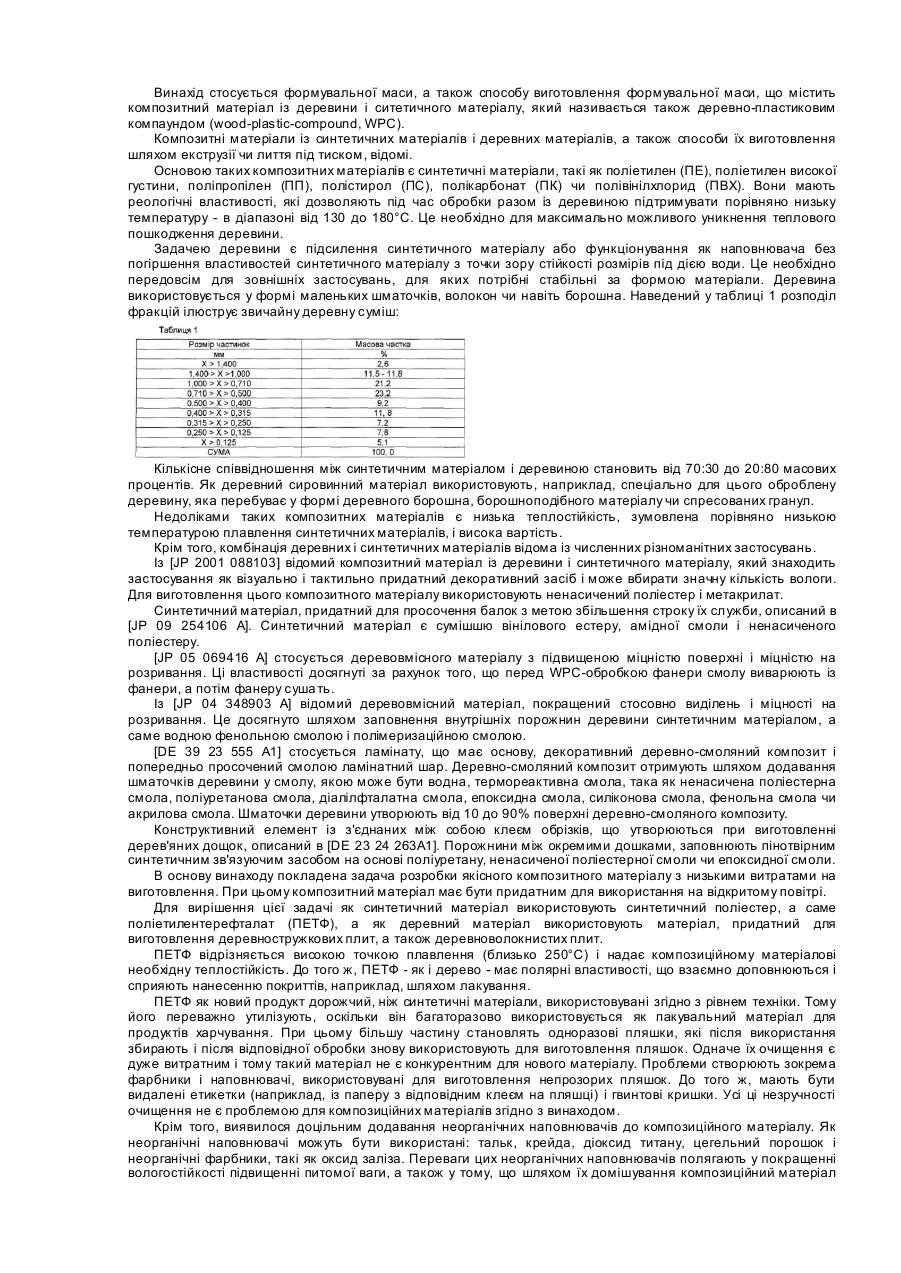
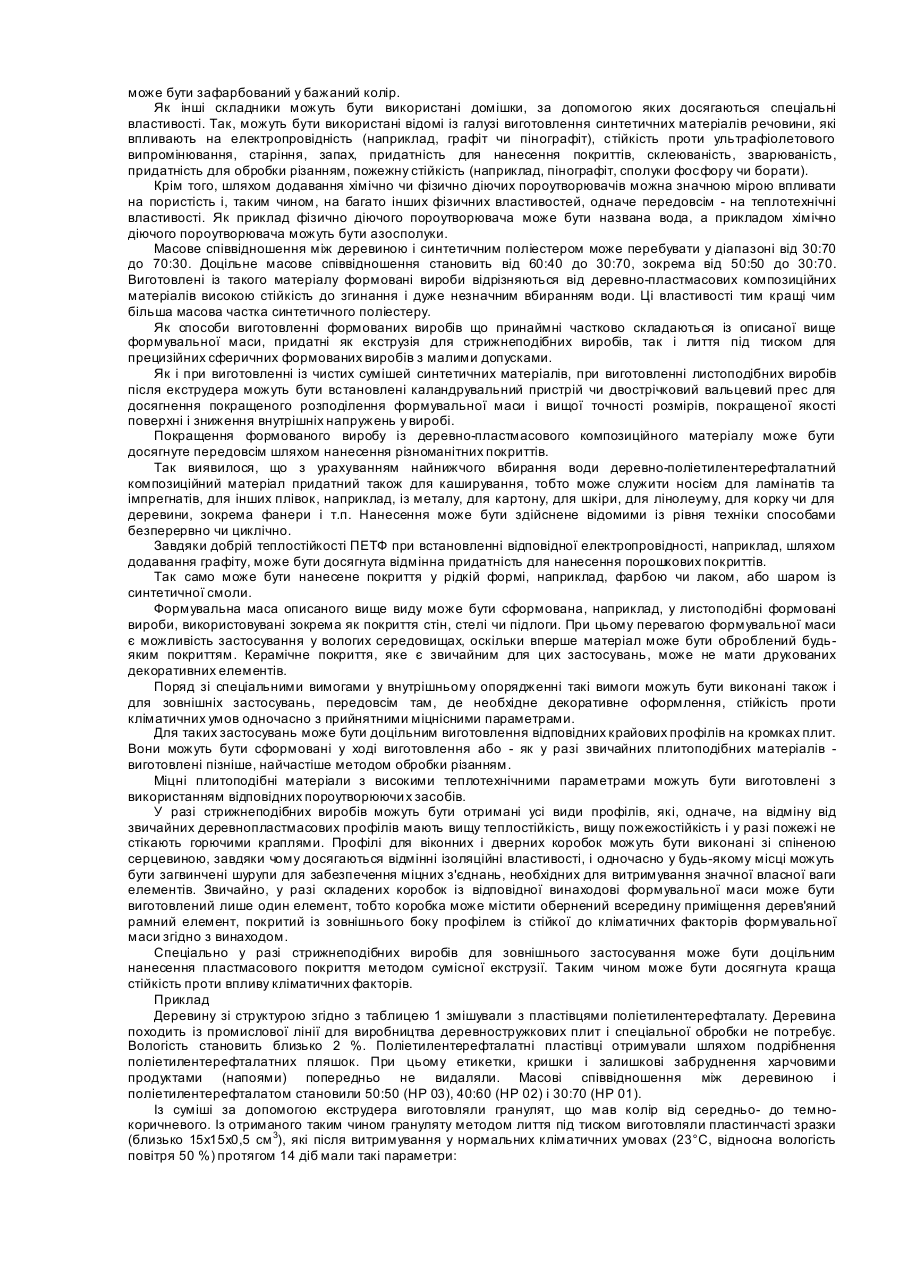
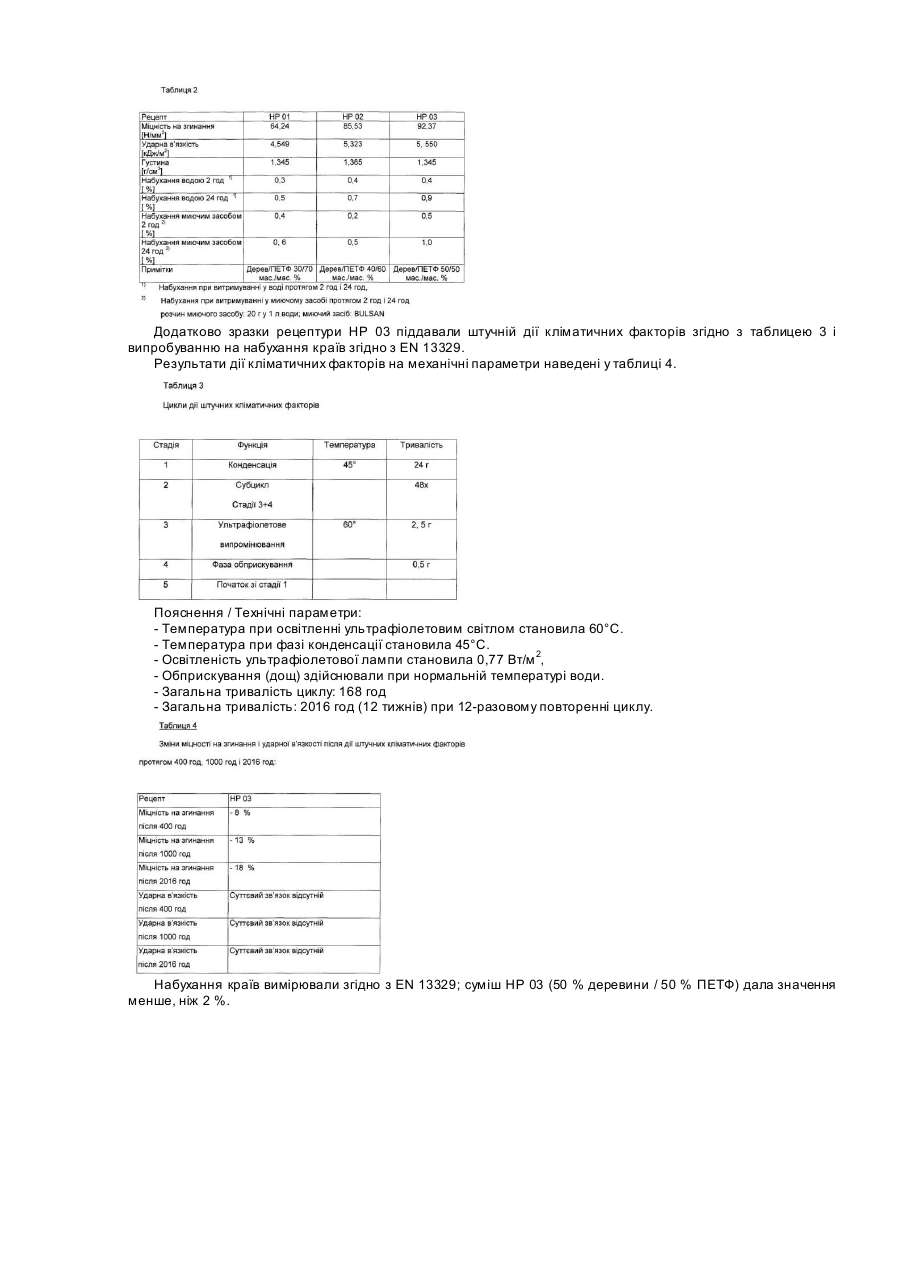
Винахід стосується формувальної маси, а також способу виготовлення формувальної маси, що містить композитний матеріал із деревини і ситетичного матеріалу, який називається також деревно-пластиковим компаундом (wood-plastic-compound, WPC). Композитні матеріали із синтетичних матеріалів і деревних матеріалів, а також способи їх виготовлення шляхом екструзії чи лиття під тиском, відомі. Основою таких композитних матеріалів є синтетичні матеріали, такі як поліетилен (ПЕ), поліетилен високої густини, поліпропілен (ПП), полістирол (ПС), полікарбонат (ПК) чи полівінілхлорид (ПВХ). Вони мають реологічні властивості, які дозволяють під час обробки разом із деревиною підтримувати порівняно низьку температуру - в діапазоні від 130 до 180°С. Це необхідно для максимально можливого уникнення теплового пошкодження деревини. Задачею деревини є підсилення синтетичного матеріалу або функціонування як наповнювача без погіршення властивостей синтетичного матеріалу з точки зору стійкості розмірів під дією води. Це необхідно передовсім для зовнішніх застосувань, для яких потрібні стабільні за формою матеріали. Деревина використовується у формі маленьких шматочків, волокон чи навіть борошна. Наведений у таблиці 1 розподіл фракцій ілюструє звичайну деревну суміш: Кількісне співвідношення між синтетичним матеріалом і деревиною становить від 70:30 до 20:80 масових процентів. Як деревний сировинний матеріал використовують, наприклад, спеціально для цього оброблену деревину, яка перебуває у формі деревного борошна, борошноподібного матеріалу чи спресованих гранул. Недоліками таких композитних матеріалів є низька теплостійкість, зумовлена порівняно низькою температурою плавлення синтетичних матеріалів, і висока вартість. Крім того, комбінація деревних і синтетичних матеріалів відома із численних різноманітних застосувань. Із [JP 2001 088103] відомий композитний матеріал із деревини і синтетичного матеріалу, який знаходить застосування як візуально і тактильно придатний декоративний засіб і може вбирати значну кількість вологи. Для виготовлення цього композитного матеріалу використовують ненасичений поліестер і метакрилат. Синтетичний матеріал, придатний для просочення балок з метою збільшення строку їх служби, описаний в [JP 09 254106 А]. Синтетичний матеріал є сумішшю вінілового естеру, амідної смоли і ненасиченого поліестеру. [JP 05 069416 А] стосується деревовмісного матеріалу з підвищеною міцністю поверхні і міцністю на розривання. Ці властивості досягнуті за рахунок того, що перед WPC-обробкою фанери смолу виварюють із фанери, а потім фанеру суша ть. Із [JP 04 348903 А] відомий деревовмісний матеріал, покращений стосовно виділень і міцності на розривання. Це досягнуто шляхом заповнення внутрішніх порожнин деревини синтетичним матеріалом, а саме водною фенольною смолою і полімеризаційною смолою. [DE 39 23 555 А1] стосується ламінату, що має основу, декоративний деревно-смоляний композит і попередньо просочений смолою ламінатний шар. Деревно-смоляний композит отримують шляхом додавання шматочків деревини у смолу, якою може бути водна, термореактивна смола, така як ненасичена поліестерна смола, поліуретанова смола, діалілфталатна смола, епоксидна смола, силіконова смола, фенольна смола чи акрилова смола. Шматочки деревини утворюють від 10 до 90% поверхні деревно-смоляного композиту. Конструктивний елемент із з'єднаних між собою клеєм обрізків, що утворюються при виготовленні дерев'яних дощок, описаний в [DE 23 24 263A1]. Порожнини між окремими дошками, заповнюють пінотвірним синтетичним зв'язуючим засобом на основі поліуретану, ненасиченої поліестерної смоли чи епоксидної смоли. В основу винаходу покладена задача розробки якісного композитного матеріалу з низькими витратами на виготовлення. При цьому композитний матеріал має бути придатним для використання на відкритому повітрі. Для вирішення цієї задачі як синтетичний матеріал використовують синтетичний поліестер, а саме поліетилентерефталат (ПЕТФ), а як деревний матеріал використовують матеріал, придатний для виготовлення деревностружкових плит, а також деревноволокнистих плит. ПЕТФ відрізняється високою точкою плавлення (близько 250°С) і надає композиційному матеріалові необхідну теплостійкість. До того ж, ПЕТФ - як і дерево - має полярні властивості, що взаємно доповнюються і сприяють нанесенню покриттів, наприклад, шляхом лакування. ПЕТФ як новий продукт дорожчий, ніж синтетичні матеріали, використовувані згідно з рівнем техніки. Тому його переважно утилізують, оскільки він багаторазово використовується як пакувальний матеріал для продуктів харчування. При цьому більшу частину становлять одноразові пляшки, які після використання збирають і після відповідної обробки знову використовують для виготовлення пляшок. Одначе їх очищення є дуже витратним і тому такий матеріал не є конкурентним для нового матеріалу. Проблеми створюють зокрема фарбники і наповнювачі, використовувані для виготовлення непрозорих пляшок. До того ж, мають бути видалені етикетки (наприклад, із паперу з відповідним клеєм на пляшці) і гвинтові кришки. Усі ці незручності очищення не є проблемою для композиційних матеріалів згідно з винаходом. Крім того, виявилося доцільним додавання неорганічних наповнювачів до композиційного матеріалу. Як неорганічні наповнювачі можуть бути використані: тальк, крейда, діоксид титану, цегельний порошок і неорганічні фарбники, такі як оксид заліза. Переваги цих неорганічних наповнювачів полягають у покращенні вологостійкості підвищенні питомої ваги, а також у тому, що шляхом їх домішування композиційний матеріал може бути зафарбований у бажаний колір. Як інші складники можуть бути використані домішки, за допомогою яких досягаються спеціальні властивості. Так, можуть бути використані відомі із галузі виготовлення синтетичних матеріалів речовини, які впливають на електропровідність (наприклад, графіт чи пінографіт), стійкість проти ультрафіолетового випромінювання, старіння, запах, придатність для нанесення покриттів, склеюваність, зварюваність, придатність для обробки різанням, пожежну стійкість (наприклад, пінографіт, сполуки фосфору чи борати). Крім того, шляхом додавання хімічно чи фізично діючих пороутворювачів можна значною мірою впливати на пористість і, таким чином, на багато інших фізичних властивостей, одначе передовсім - на теплотехнічні властивості. Як приклад фізично діючого пороутворювача може бути названа вода, а прикладом хімічно діючого пороутворювача можуть бути азосполуки. Масове співвідношення між деревиною і синтетичним поліестером може перебувати у діапазоні від 30:70 до 70:30. Доцільне масове співвідношення становить від 60:40 до 30:70, зокрема від 50:50 до 30:70. Виготовлені із такого матеріалу формовані вироби відрізняються від деревно-пластмасових композиційних матеріалів високою стійкість до згинання і дуже незначним вбиранням води. Ці властивості тим кращі чим більша масова частка синтетичного поліестеру. Як способи виготовленні формованих виробів що принаймні частково складаються із описаної вище формувальної маси, придатні як екструзія для стрижнеподібних виробів, так і лиття під тиском для прецизійних сферичних формованих виробів з малими допусками. Як і при виготовленні із чистих сумішей синтетичних матеріалів, при виготовленні листоподібних виробів після екструдера можуть бути встановлені каландрувальний пристрій чи двострічковий вальцевий прес для досягнення покращеного розподілення формувальної маси і вищої точності розмірів, покращеної якості поверхні і зниження внутрішніх напружень у виробі. Покращення формованого виробу із деревно-пластмасового композиційного матеріалу може бути досягнуте передовсім шляхом нанесення різноманітних покриттів. Так виявилося, що з урахуванням найнижчого вбирання води деревно-поліетилентерефталатний композиційний матеріал придатний також для каширування, тобто може служити носієм для ламінатів та імпрегнатів, для інших плівок, наприклад, із металу, для картону, для шкіри, для лінолеуму, для корку чи для деревини, зокрема фанери і т.п. Нанесення може бути здійснене відомими із рівня техніки способами безперервно чи циклічно. Завдяки добрій теплостійкості ПЕТФ при встановленні відповідної електропровідності, наприклад, шляхом додавання графіту, може бути досягнута відмінна придатність для нанесення порошкових покриттів. Так само може бути нанесене покриття у рідкій формі, наприклад, фарбою чи лаком, або шаром із синтетичної смоли. Формувальна маса описаного вище виду може бути сформована, наприклад, у листоподібні формовані вироби, використовувані зокрема як покриття стін, стелі чи підлоги. При цьому перевагою формувальної маси є можливість застосування у вологих середовищах, оскільки вперше матеріал може бути оброблений будьяким покриттям. Керамічне покриття, яке є звичайним для цих застосувань, може не мати друкованих декоративних елементів. Поряд зі спеціальними вимогами у внутрішньому опорядженні такі вимоги можуть бути виконані також і для зовнішніх застосувань, передовсім там, де необхідне декоративне оформлення, стійкість проти кліматичних умов одночасно з прийнятними міцнісними параметрами. Для таких застосувань може бути доцільним виготовлення відповідних крайових профілів на кромках плит. Вони можуть бути сформовані у ході виготовлення або - як у разі звичайних плитоподібних матеріалів виготовлені пізніше, найчастіше методом обробки різанням. Міцні плитоподібні матеріали з високими теплотехнічними параметрами можуть бути виготовлені з використанням відповідних пороутворюючи х засобів. У разі стрижнеподібних виробів можуть бути отримані усі види профілів, які, одначе, на відміну від звичайних деревнопластмасових профілів мають вищу теплостійкість, вищу пожежостійкість і у разі пожежі не стікають горючими краплями. Профілі для віконних і дверних коробок можуть бути виконані зі спіненою серцевиною, завдяки чому досягаються відмінні ізоляційні властивості, і одночасно у будь-якому місці можуть бути загвинчені шурупи для забезпечення міцних з'єднань, необхідних для витримування значної власної ваги елементів. Звичайно, у разі складених коробок із відповідної винаходові формувальної маси може бути виготовлений лише один елемент, тобто коробка може містити обернений всередину приміщення дерев'яний рамний елемент, покритий із зовнішнього боку профілем із стійкої до кліматичних факторів формувальної маси згідно з винаходом. Спеціально у разі стрижнеподібних виробів для зовнішнього застосування може бути доцільним нанесення пластмасового покриття методом сумісної екструзії. Таким чином може бути досягнута краща стійкість проти впливу кліматичних факторів. Приклад Деревину зі структурою згідно з таблицею 1 змішували з пластівцями поліетилентерефталату. Деревина походить із промислової лінії для виробництва деревностружкових плит і спеціальної обробки не потребує. Вологість становить близько 2 %. Поліетилентерефталатні пластівці отримували шляхом подрібнення поліетилентерефталатних пляшок. При цьому етикетки, кришки і залишкові забруднення харчовими продуктами (напоями) попередньо не видаляли. Масові співвідношення між деревиною і поліетилентерефталатом становили 50:50 (HP 03), 40:60 (HP 02) і 30:70 (HP 01). Із суміші за допомогою екструдера виготовляли гранулят, що мав колір від середньо- до темнокоричневого. Із отриманого таким чином грануляту методом лиття під тиском виготовляли пластинчасті зразки (близько 15x15x0,5 см 3), які після витримування у нормальних кліматичних умовах (23°С, відносна вологість повітря 50 %) протягом 14 діб мали такі параметри: Додатково зразки рецептури HP 03 піддавали штучній дії кліматичних факторів згідно з таблицею 3 і випробуванню на набухання країв згідно з EN 13329. Результати дії кліматичних факторів на механічні параметри наведені у таблиці 4. Пояснення / Технічні параметри: - Температура при освітленні ультрафіолетовим світлом становила 60°С. - Температура при фазі конденсації становила 45°С. - Освітленість ультрафіолетової лампи становила 0,77 Вт/м 2, - Обприскування (дощ) здійснювали при нормальній температурі води. - Загальна тривалість циклу: 168 год - Загальна тривалість: 2016 год (12 тижнів) при 12-разовому повторенні циклу. Набухання країв вимірювали згідно з EN 13329; суміш HP 03 (50 % деревини / 50 % ПЕТФ) дала значення менше, ніж 2 %.
ДивитисяДодаткова інформація
Назва патенту англійськоюMoulding compound and method for manufacturing moulded items made of said moulding material moulded item
Назва патенту російськоюФормировочная масса, способ изготовления формируемого изделия из формировочной массы и формируемое изделие
МПК / Мітки
МПК: C08L 67/00, C08K 7/00, C08J 5/04
Мітки: виріб, формувальна, формованого, виробу, маси, спосіб, формований, формувальної, маса, виготовлення
Код посилання
<a href="https://ua.patents.su/3-79054-formuvalna-masa-sposib-vigotovlennya-formovanogo-virobu-iz-formuvalno-masi-i-formovanijj-virib.html" target="_blank" rel="follow" title="База патентів України">Формувальна маса, спосіб виготовлення формованого виробу із формувальної маси і формований виріб</a>
Спосіб виготовлення формованого виробу і зубна щітка, виготовлена цим способом
Номер патенту: 61936
Опубліковано: 15.12.2003
Автор: Крамер Ханс
МПК: B29C 45/16
Мітки: виробу, способом, зубна, виготовлення, виготовлена, цим, формованого, щітка, спосіб
Формула / Реферат:
1. Спосіб виготовлення формованого виробу, що включає введення першого формувального матеріалу шляхом інжекції у порожнину першої пресформи, яка складається з двох половин, твердіння формувального матеріалу у першій пресформі та відокремлення від неї сформованого корпусу виробу, введення сформованого корпусу виробу в порожнину другої пресформи, що має дві половини, та введення у другу пресформу другого формувального матеріалу, твердіння...
Керамічний формований виріб
Номер патенту: 73624
Опубліковано: 15.08.2005
Автори: Вінкельманн Манфред, Майер Петер, Пішек Штефан
МПК: B22D 41/52
Мітки: виріб, формований, керамічний
Формула / Реферат:
1. Керамічний формований виріб (1), поверхня (9, 13, 15) якого принаймні на окремих ділянках закрита сталевим кожухом (5), який відрізняється тим, що поверхня такого сталевого кожуха (5), яка не контактує з формованим виробом (1), принаймні на окремих ділянках покрита матеріалом (7), який сповільнює утворення окалини.2. Керамічний формований виріб (1) за п. 1, який відрізняється тим, що виконаний у вигляді розливного стакана, що...
Формований пористий виріб для використання як каталізатора або носія каталізатора та спосіб його виготовлення
Номер патенту: 26304
Опубліковано: 30.08.1999
Автори: Деллер Клаус, Краузе Хельмфрід, Деспейрукс Бертранд
Мітки: каталізатора, пористий, виготовлення, використання, носія, виріб, спосіб, формований
Формула / Реферат:
1. Формованное пористое изделие для использования в качестве катализатора или носителя катализатора, состоящее из пирогенного диоксида титана, отличающееся тем, что оно содержит диоксид титана в количестве более 99,5мас.% в форме рутила, имеет наружный диаметр 0,8 - 15мм и следующие физико-химические характеристики: поверхность по БЭТ согласно ДИН 66131 менее 1 - 20м2/г, объем пор - 0,01 - 0,29см3/г, отсутствие пор с диаметром менее 10нм,...
Пластмасовий формований виріб з ударостійкого поліметилметакрилату
Номер патенту: 76308
Опубліковано: 17.07.2006
Автори: Кабс Клаус, Мюкк Олівер
МПК: C08F 265/00, C08F 220/00
Мітки: ударостійкого, поліметилметакрилату, пластмасовий, виріб, формований
Формула / Реферат:
1. Пластмасовий формований виріб, одержаний шляхом полімеризації суміші, що складається з: 65-99,5 мас.% метилметакрилату, 0,5-35 мас.% модифікатора ударостійкості, 0,5-1 мас.% стабілізатора, 0,001-0,1 мас.% ініціатора, 0,01-1,0 мас.% розділювального агента та ...
Спосіб і пристрій для виготовлення екструдованого виробу та багатошаровий пластмасовий виріб (варіанти)
Номер патенту: 46100
Опубліковано: 15.05.2002
Автори: Сьоберг Майкл, Кір'явайнен Карі, Ярвенкіля Юрі
МПК: B29C 47/38, B29C 47/06, C08L 23/26, C08L 23/06
Мітки: пластмасовий, пристрій, варіанти, виготовлення, спосіб, екструдованого, виріб, багатошаровий, виробу
Формула / Реферат:
1. Спосіб виготовлення екструдованого виробу, у якому матеріал, що підлягає екструдуванню, у вигляді порошку, кульок або гранул подають у пристрій для виготовлення екструдованого виробу з пластмаси (екструдер) через один або декілька живильних пристроїв 6 у робочу порожнину, що складається з об'ємів канавок 7 у роторі 1 зустрічних канавок 8 у статорі 2, 3 і зазору 4 живлення між ними, який відрізняється тим, що поперечний переріз указаної...
Попередній патент: Грунтовка антикорозійна
Наступний патент: Процес нагрівання садки металу в термічних печах
Випадковий патент: Спосіб визначення та прогнозування показників надійності електричних машин