Спосіб виготовлення тривимірних об’єктів і пристрій для його реалізації
Номер патенту: 112682
Опубліковано: 10.10.2016
Автори: Тугай Борис Андрійович, Мельник Ігор Віталійович, Мельник Віталій Гнатович, Ковальчук Дмитро Вікторович
Формула / Реферат
1. Спосіб виготовлення тривимірних об'єктів, при якому підкладку нагрівають за допомогою електронного променя і формують на її поверхні ванну розплаву, в зону формування вказаної ванни розплаву подають витратний матеріал, за допомогою вказаного електронного променя розплавляють вказаний витратний матеріал і осаджують отриманий додатковий розплав у ванну розплаву на підкладці, переміщують вказану зону формування ванни розплаву і подачі витратного матеріалу відносно підкладки по заданій оператором або програмою траєкторії, формують наплавлений шар вздовж вказаної траєкторії за рахунок затвердіння розплавленого витратного матеріалу разом з ванною, повторюють процес переміщення вказаної зони формування ванни розплаву і подачі витратного матеріалу відносно підкладки по заданих оператором або програмою траєкторіях необхідну кількість разів до повного формування необхідного тривимірного об'єкта, який відрізняється тим, що для формування ванни розплаву на підкладці і розплавлення витратного матеріалу використовують електронний промінь, який безпосередньо генерують у формі порожнистого перевернутого конуса з вершиною в зоні формування ванни розплаву за допомогою електронної гармати з кільцевим катодом під дією регульованої прискорюючої напруги в ній в межах 5-45 кВ, а витратний матеріал подають в зону формування ванни розплаву через напрямний пристрій, який проходить через внутрішній отвір вказаного кільцевого катода вздовж вертикальної осі вказаного конусного електронного променя.
2. Спосіб за п. 1, який відрізняється тим, що як витратний матеріал використовують дріт, порошковий дріт або прутки.
3. Спосіб за п. 1, який відрізняється тим, що як витратний матеріал використовують кілька дротів, всі або частина з яких виготовлені з різних матеріалів, які подають в зону формування ванни розплаву паралельно в жмутку через один напрямний пристрій.
4. Спосіб за п. 1, який відрізняється тим, що як витратний матеріал використовують порошок, який подається безпосередньо в зону формування ванни розплаву через сопло, розміщене на кінці напрямного пристрою.
5. Спосіб за п. 1, який відрізняється тим, що як витратний матеріал використовують суміш порошків різних матеріалів, в тому числі з різними фізичними властивостями і різного фракційного складу, одночасно.
6. Спосіб за будь-яким з пп. 1-5, який відрізняється тим, що як витратний матеріал використовують будь-які матеріали в твердому стані у вигляді дроту, жмутка дротів, порошкового дроту, прутків, порошків, виготовлених з наступних матеріалів: титану, титанових сплавів, інтерметалічних сполук титану, ніобію, сплавів ніобію, інтерметалічних сполук ніобію, танталу, сплавів танталу, алюмінію, алюмінієвих сплавів, інтерметалічних сполук алюмінію, нікелевих сплавів, кобальтових сплавів, інструментальних сталей, композитних матриць.
7. Спосіб за п. 1, який відрізняється тим, що діаметр зони нагрівання на підкладці та, відповідно, діаметр ванни розплаву регулюють за рахунок зміни діаметра кільцевого перетину конусного променя і поверхні підкладки шляхом зміщення вершини конусного електронного променя вгору або вниз від поверхні підкладки шляхом зміни відстані між підкладкою та джерелом електронів.
8. Спосіб за п. 1, який відрізняється тим, що процес виготовлення тривимірних об'єктів здійснюють при робочому вакуумі в технологічній камері в межах від 10 Па до 10 -2 Па.
9. Пристрій для виготовлення тривимірних об'єктів, який включає в себе базову підкладку для формування тривимірних об'єктів, розміщену на опорній плиті, електронну гармату з джерелом живлення, яке є джерелом енергії для формування ванни розплаву на підкладці, пристрій подання витратного матеріалу, призначеного для пошарового виготовлення тривимірних об'єктів, до зони формування ванни розплаву, систему точного позиціонування опорної плити з розміщеною на ній базовою підкладкою для формування тривимірних об'єктів, герметичну технологічну камеру, яка містить вказану базову підкладку на опорній плиті, вказану електронну гармату, вказаний пристрій подачі витратного матеріалу, вказану систему точного позиціонування опорної плити з розміщеною на ній базовою підкладкою, вакуумну систему, систему управління, призначену для управління обладнанням, інструментами, механізмами, які входять до складу вказаного пристрою, для збору даних про стан всіх систем вказаного пристрою та для управління технологічним процесом, який відрізняється тим, що джерелом енергії для формування ванни розплаву на підкладці і розплавлення витратного матеріалу є газорозрядна електронна гармата з холодним кільцевим катодом з регульованою прискорюючою напругою в ній в межах 5-45 кВ, причому холодний кільцевий катод розташований між двома кільцевими анодними електродами, розміщеними коаксійно до катода, яка генерує електронний промінь у формі порожнистого перевернутого конуса, а напрямний пристрій, через який витратний матеріал подається в зону формування ванни розплаву, розміщено вздовж осі вказаної електронної гармати, причому вказана електронна гармата і вказаний напрямний пристрій для подачі витратного матеріалу поєднані в один конструкційний модуль.
10. Пристрій за п. 9, який відрізняється тим, що газорозрядна електронна гармата має опорний фланець з отвором в його центрі, в якому співвісно з опорним фланцем закріплений напрямний пристрій для подачі витратного матеріалу, до нижньої сторони опорного фланця співвісно з ним і з напрямним пристроєм прикріплені корпус електронної гармати та високовольтний кільцевий ізолятор з закріпленим на ньому кільцевим катодом, при цьому внутрішній кільцевий анодний електрод закріплений в отворі опорного фланця вздовж напрямного пристрою і співвісно з ним, а корпус електронної гармати виконує функцію зовнішнього кільцевого анодного електрода.
11. Пристрій за п. 9, який відрізняється тим, що емісійна поверхня холодного кільцевого катода має форму сегмента сфери, центр якої розташований на осі електронної гармати і визначає положення вершини конусного електронного променя, створюваного вказаною електронною гарматою.
12. Пристрій за п. 9, який відрізняється тим, що холодний кільцевий катод виготовлений з одного із наступних матеріалів: алюміній, алюмінієві сплави, нержавіючі сталі.
13. Пристрій за п. 10, який відрізняється тим, що в емісійній поверхні холодного кільцевого катода виконана вставка у формі сегмента сфери, виготовлена з матеріалу з підвищеною емісійною здатністю, а саме з одного з наступних матеріалів: алюміній, алюмінієві сплави, гексаборид лантану.
14. Пристрій за п. 10, який відрізняється тим, що кільцевий катод виконаний охолоджуваним з кільцевою порожниною для охолоджувальної води.
15. Пристрій за п. 10, який відрізняється тим, що кільцевий катод прикріплений до високовольтного ізолятора через кільцевий тримач катода, виготовлений з більш міцного матеріалу, ніж катод.
16. Пристрій за п. 10, який відрізняється тим, що кільцевий тримач катода виконаний охолоджуваним з кільцевою порожниною для охолоджувальної води.
17. Пристрій за п. 10, який відрізняється тим, що циліндрична поверхня кільцевого катода охоплена циліндричним прикатодним електродом.
18. Пристрій за п. 10, який відрізняється тим, що високовольтний ізолятор виконаний у формі кільця з розвиненими вільними поверхнями.
19. Пристрій за п. 10, який відрізняється тим, що корпус електронної гармати має циліндричну частину, яка притиснена до опорного фланця електронної гармати, та конічну частину, яка має форму перевернутого зрізаного конуса.
20. Пристрій за п. 10, який відрізняється тим, що корпус напрямного пристрою виконаний охолоджуваним повністю або частково у його конусній частині.
21. Пристрій за п. 9, який відрізняється тим, що потужність електронної гармати забезпечується до 45 кВт і регулюється в межах від 1 Вт до 45 кВт.
22. Пристрій за п. 9, який відрізняється тим, що вакуумна система створює в технологічній камері під час проведення процесу пошарового виготовлення тривимірних об'єктів робочий вакуум в межах від 10 Па до 10-2 Па.
23. Пристрій за п. 10, який відрізняється тим, що як робочий газ газорозрядної електронної гармати використовують один з наступних газів: водень, кисень, суміш водню з киснем, азот, гелій, аргон, повітря, метан.
24. Пристрій за п. 10, який відрізняється тим, що управління потужністю електронного променя забезпечено за рахунок управління струмом електронного променя, який регульовано зміною тиску робочого газу.
25. Пристрій за п. 9, який відрізняється тим, що як витратні матеріали використовують дріт, жмуток дротів, порошковий дріт, прутки, порошки, виготовлені з наступних матеріалів: титану, титанових сплавів, інтерметалічних сполук титану, ніобію, сплавів ніобію, інтерметалічних сполук ніобію, танталу, сплавів танталу, алюмінію, алюмінієвих сплавів, інтерметалічних сполук алюмінію, нікелевих сплавів, кобальтових сплавів, інструментальних сталей, композитних матриць.
26. Пристрій за п. 9, який відрізняється тим, що напрямні пристрої для подання різних видів витратних матеріалів можуть бути змінними всередині одного й того самого корпусу напрямного пристрою.
27. Пристрій за будь-яким з пп. 9-10, який відрізняється тим, що конструкційний модуль в складі електронної гармати і напрямного пристрою нерухомо фіксовано всередині технологічної камери, а переміщення зони формування ванни розплаву і подання витратного матеріалу відносно підкладки по заданій оператором або програмою траєкторії забезпечено за рахунок переміщення опорної плити з розміщеною на ній базовою підкладкою для формування тривимірних об'єктів під управлінням системи точного позиціонування підкладки.
28. Пристрій за будь-яким з пп. 9-10, який відрізняється тим, що конструкційний модуль в складі електронної гармати і напрямного пристрою нерухомо фіксовано на верхній плиті технологічної камери таким чином, що у вакуумному просторі технологічної камери залишено тільки ті елементи конструкції гармати, які знаходяться з нижньої сторони опорного фланця електронної гармати, а витратний матеріал подано в технологічну камеру ззовні через напрямний пристрій з ущільнюючими вставками.
29. Пристрій за п. 28, який відрізняється тим, що конструкційний модуль в складі електронної гармати і напрямного пристрою нерухомо прикріплений до верхньої плити технологічної камери через проміжну уставку, розміщену з внутрішнього боку верхньої плити технологічної камери.
30. Пристрій за будь-яким з пп. 9-10, який відрізняється тим, що конструкційний модуль в складі електронної гармати і напрямного пристрою разом з системою подання витратного матеріалу встановлений з можливістю переміщення в межах тривимірного простору технологічної камери завдяки жорсткому закріпленню на рамі координатної системи переміщення, оснащеної системою точного позиціонування, тим самим забезпечуючи переміщення зони формування ванни розплаву і подання витратного матеріалу відносно підкладки по заданій оператором або програмою траєкторії.
Текст
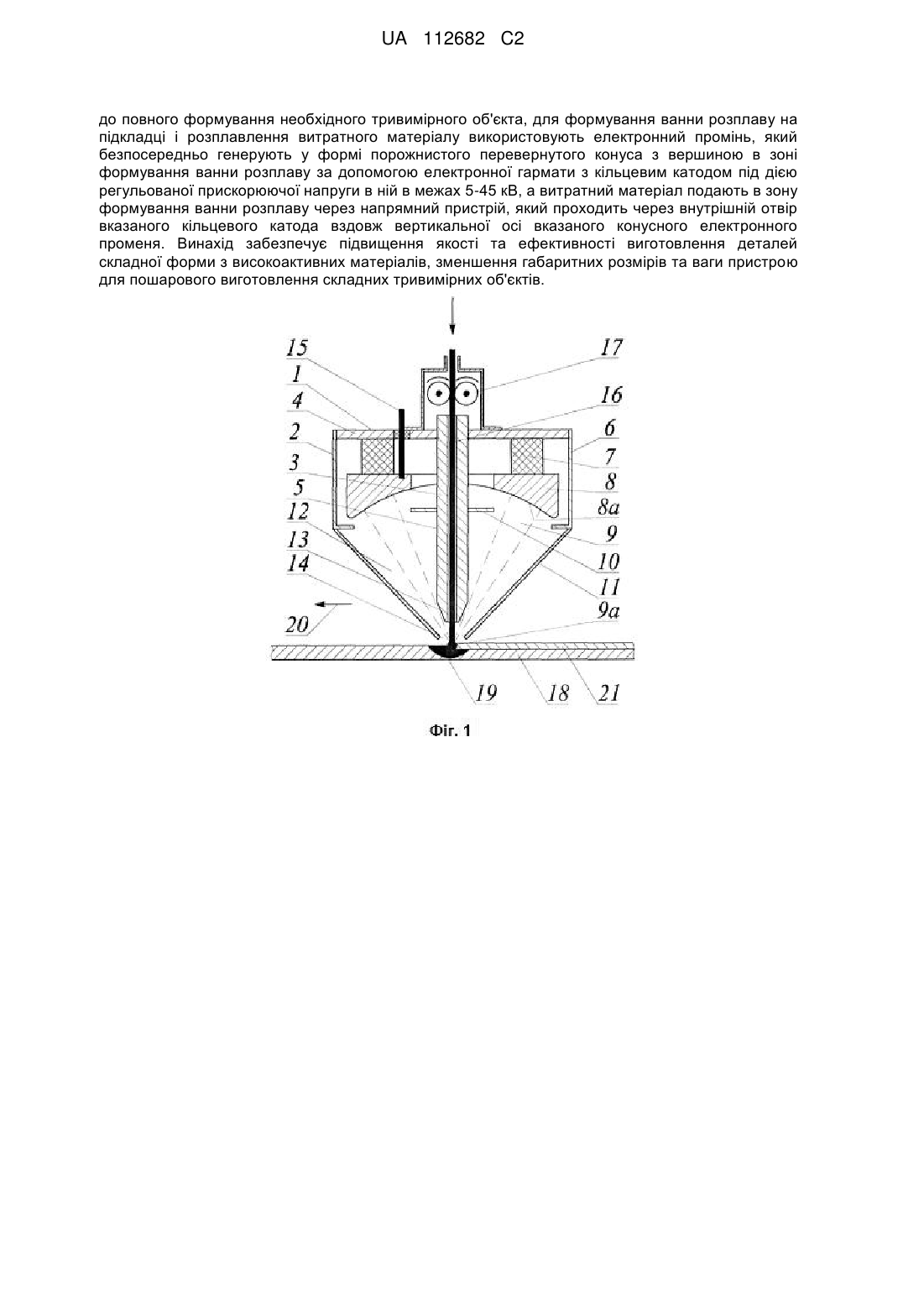
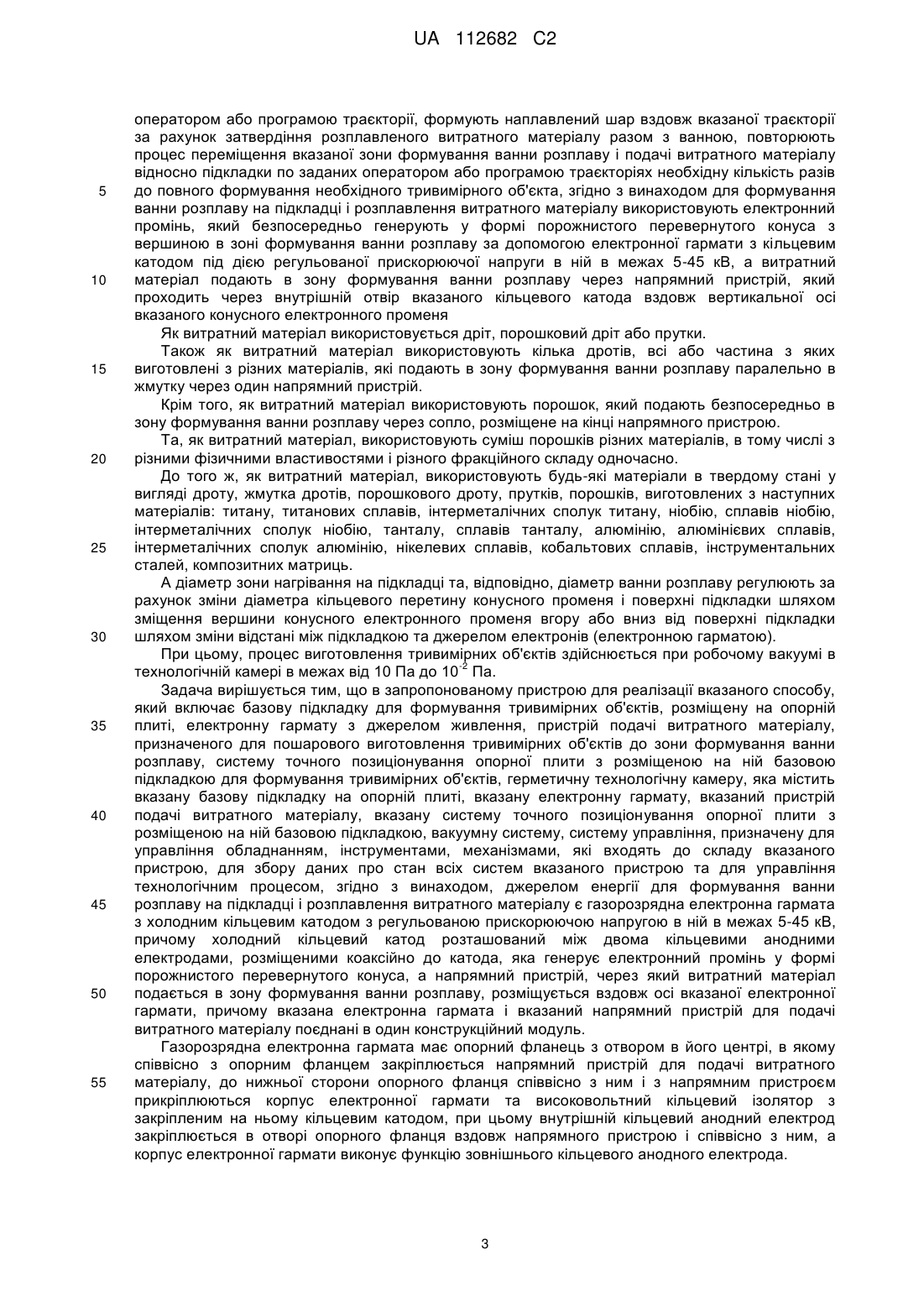
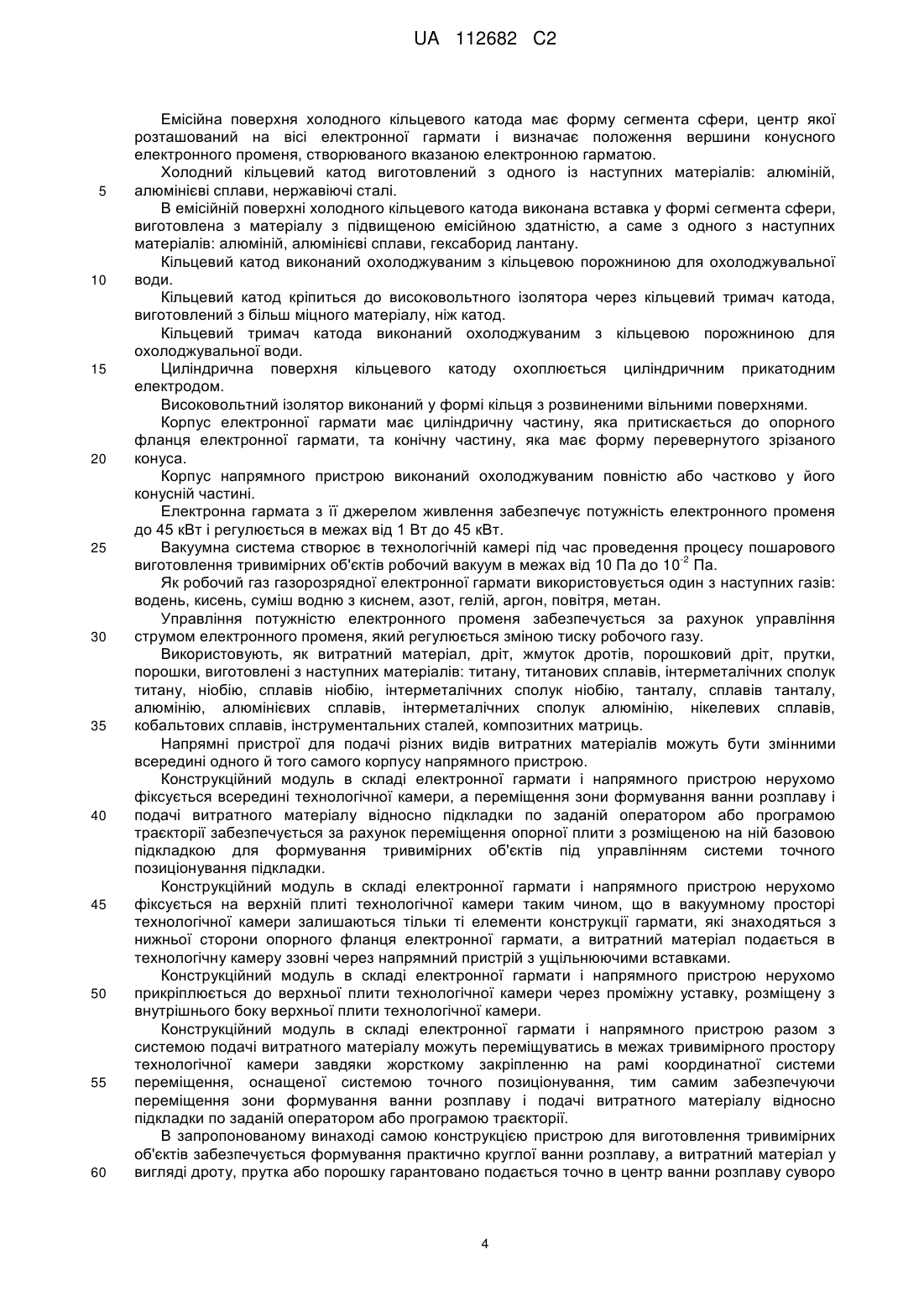
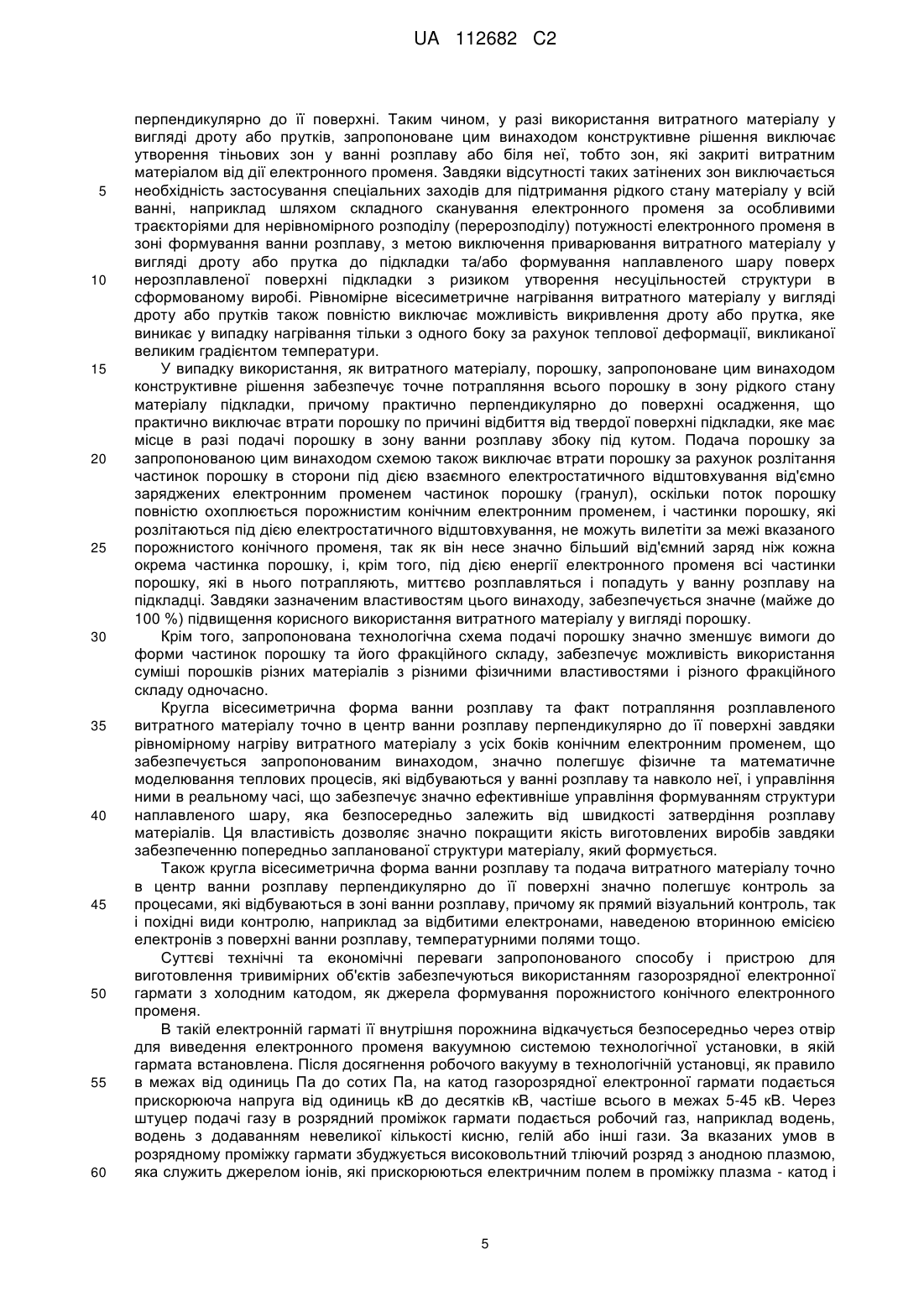
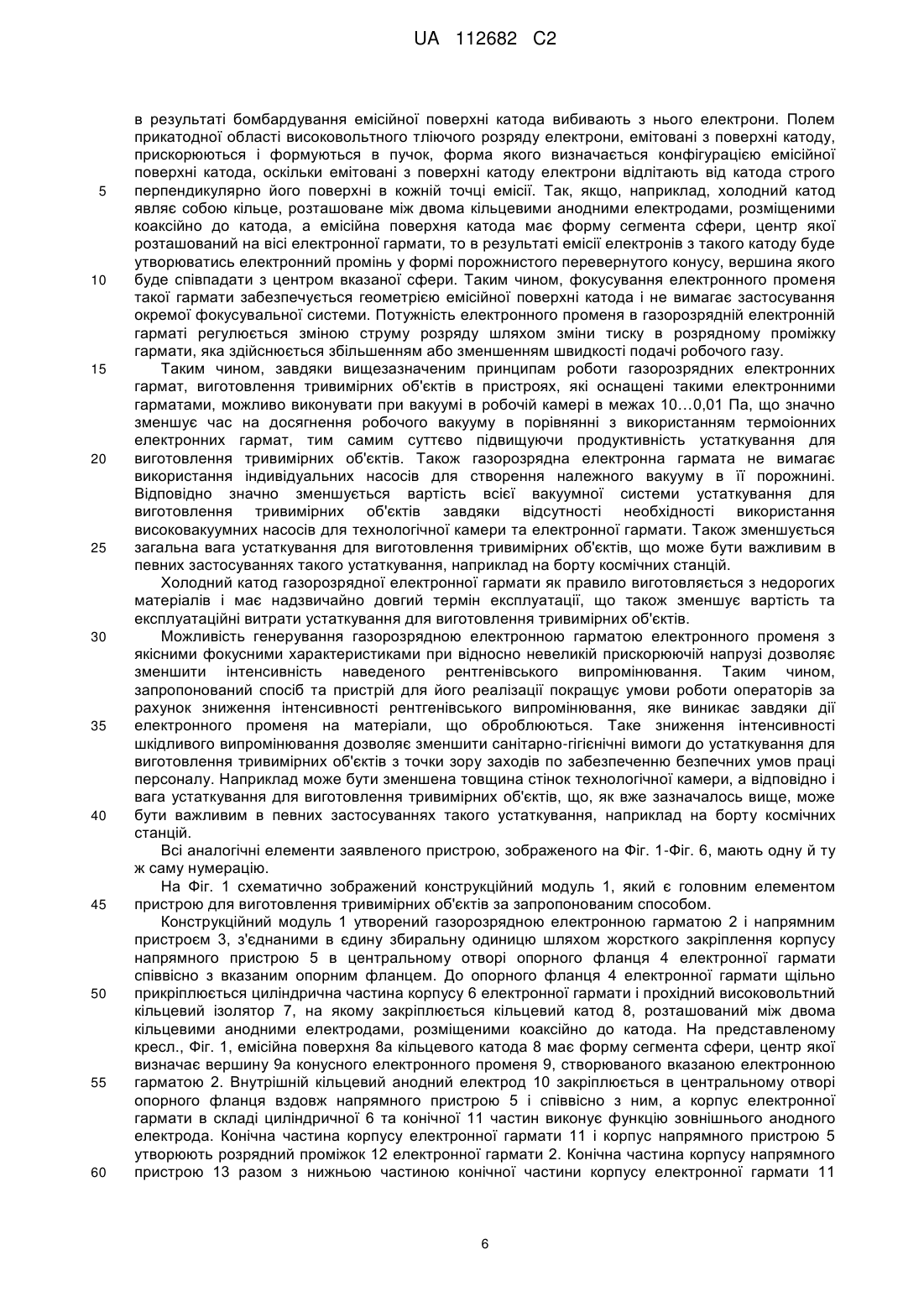
Реферат: Винахід належить до галузі адитивного виробництва, зокрема до способу для виготовлення тривимірних об'єктів і пристрою для його реалізації. Спосіб виготовлення тривимірних об'єктів, при якому підкладку нагрівають за допомогою електронного променя і формують на її поверхні ванну розплаву, в зону формування вказаної ванни розплаву подають витратний матеріал, за допомогою вказаного електронного променя розплавляють вказаний витратний матеріал і осаджують отриманий додатковий розплав у ванну розплаву на підкладці, переміщують вказану зону формування ванни розплаву і подачі витратного матеріалу відносно підкладки по заданій оператором або програмою траєкторії, формують наплавлений шар вздовж вказаної траєкторії за рахунок затвердіння розплавленого витратного матеріалу разом з ванною, повторюють процес переміщення вказаної зони формування ванни розплаву і подачі витратного матеріалу відносно підкладки по заданих оператором або програмою траєкторіях необхідну кількість разів UA 112682 C2 (12) UA 112682 C2 до повного формування необхідного тривимірного об'єкта, для формування ванни розплаву на підкладці і розплавлення витратного матеріалу використовують електронний промінь, який безпосередньо генерують у формі порожнистого перевернутого конуса з вершиною в зоні формування ванни розплаву за допомогою електронної гармати з кільцевим катодом під дією регульованої прискорюючої напруги в ній в межах 5-45 кВ, а витратний матеріал подають в зону формування ванни розплаву через напрямний пристрій, який проходить через внутрішній отвір вказаного кільцевого катода вздовж вертикальної осі вказаного конусного електронного променя. Винахід забезпечує підвищення якості та ефективності виготовлення деталей складної форми з високоактивних матеріалів, зменшення габаритних розмірів та ваги пристрою для пошарового виготовлення складних тривимірних об'єктів. UA 112682 C2 5 10 15 20 25 30 35 40 45 50 55 Винахід належить до галузі металургії, зокрема до аддитивного виробництва, а саме способу для виготовлення тривимірних об'єктів і пристрою для його реалізації шляхом пошарового осадження на основу витратного матеріалу, який подається в зону осадження, яка переміщується, там розплавляється за допомогою електронного променя, і потім твердне по мірі виходу з зони нагрівання, утворюючи наплавлений шар матеріалу. Відомі способи і пристрої для виготовлення тривимірних об'єктів (див. патент США US 7168 935 В1, 30.01.2007), в яких тривимірні об'єкти формуються шляхом пошарового осадження на основу витратного матеріалу, який подається в зону осадження, яка переміщується, там розплавляється за допомогою променевого джерела нагріву, наприклад електронного променя, і потім твердне у міру виходу з зони нагріву, утворюючи наплавлений шар матеріалу. Характерною особливістю цих способів і пристроїв є те, що як джерело енергії для формування ванни розплаву на підкладці і розплавлення витратного матеріалу використовують термоіонні аксіальні електронні гармати, призначені для електронно-променевого зварювання, тому вони, як правило, мають відповідні вольт-амперні характеристики, перше за все - досить високу прискорювальна напругу (60 кВ і більше), і вимагають створення відповідних умов їх роботи в -2 технологічній камері, перше за все - вакууму, як правило, не менше за 10 Па. При цьому електронний промінь падає на підкладку перпендикулярно площині її поверхні, а витратний матеріал, як правило у вигляді дроту, подається в зону формування ванни розплаву збоку під певним кутом. Ці особливості є причинами певних недоліків технологічного і економічного характеру, серед яких можна виділити наступні: - необхідність створення в технологічній камері вище вказаного вакууму спричиняє суттєве подорожчання обладнання за рахунок використання високо вакуумних насосів і зменшує продуктивність пристрою за рахунок збільшеного часу, необхідного на вакуумування технологічної камери перед кожним процесом; - відносно висока прискорювальна напруга, необхідна для функціонування електронної гармати зварювального типу, викликає утворення жорсткого рентгенівського випромінювання, захист від якого потребує збільшення товщини стінок технологічної камери; - електронні гармати зварювального типу потребують використання індивідуальних високовакуумних насосів для захисту катодів під час технологічного процесу, що ускладнює та здорожує систему нагріву, а також збільшує її габарити; - катоди електронних гармат зварювального типу виготовляються з досить дорогих матеріалів, тим не менш мають досить обмежений термін їх безперервної роботи; - технологічно ускладнене використання порошку, як витратного матеріалу для наплавлення; - складність скоординованої подачі витратного матеріалу і електронного променя в одну й ту саму точку - зону сплавлення, особливо з урахуванням безперервного переміщення цієї зони відносно підкладки, а тим більше у разі, якщо таке відносне переміщення відбувається за рахунок одночасного переміщення гармати та механізму подачі витратного матеріалу; - за рахунок бокової подачі витратного матеріалу у вигляді дроту в зону сплавлення утворюється затінена зона на підкладці під дротом, що може призвести до утворення пор і порожнин, викликаного осадженням розплавленого витратного матеріалу на нерозплавлену підкладку, з цієї ж причини в зоні створення ванни розплаву і осадження матеріалу виникають досить складні несиметричні теплові поля, що ускладнює управління структурою осадженого матеріалу за рахунок контрольованого затвердіння, крім цього нагрів дроту з однієї сторони зверху - призводить до його викривлення, що ускладнює точну подачу дроту в зону ванни розплаву. Найбільш близьким по технічній суті до запропонованого винаходу є патент США US 7073 561 В1, 11.07.2006 - Спосіб та пристрій для виробництва суцільних виробів довільної форми. Відомий спосіб для виробництва суцільних виробів довільної форми, який реалізується у вакуумі шляхом пошарового осадження витратного матеріалу на шаблонну основу, включає спрямування енергетичного променя і витратного матеріалу до точки подачі (зона розплаву), наближеної до шаблонної основи (підкладка), формуючи, таким чином, ванну розплаву, переміщення точки подачі щодо шаблонної основи, тим самим просуваючи ванну розплаву, що утворюється в поточний момент, і забезпечуючи швидке затвердіння витратного матеріалу, поданого раніше, і послідовне просування точки подачі в межах заздалегідь визначеного геометричного об'єму, що включає як мінімум одну частину шаблонної основи, таким чином, послідовно наплавляючи витратний матеріал за рахунок переміщення ванни розплаву у виріб, за формою близький до заданої, сформований поверх шаблонної основи. 1 UA 112682 C2 5 10 15 20 25 30 35 40 45 50 55 60 При цьому зазначений шаблон виготовлений з одного з наступних матеріалів: композитна матриця, метал, що має температуру плавлення суттєво вищу, ніж витрачуваний матеріал, нітрид бору, неорганічна сполука, і графіт. Надалі відомий спосіб включає етап відділення шаблона від виробу, етап розбирання шаблона чи етап розчинення шаблона. Як енергетичний промінь використовують електронний промінь, або іонний промінь, або плазмовий пучок, або потік полум'я, або газову дугу з вольфрамовим електродом, або дугу з металевим електродом, або газову дугу з металевим електродом, або мікрохвильовій промінь, або радіочастотний промінь, або газову дугу з вольфрамовим електродом із захистом інертним газом, або газову дугу з металевим електродом із захистом інертним газом, або лазерний промінь. Пристрій для виробництва суцільних виробів довільної форми, що реалізує відомий спосіб, містить шаблонну основу (підкладка), засіб подачі, призначений для подачі витратного матеріалу до точки подачі (зона розплаву), наближеної до шаблонної основи, засіб створення енергетичного променя, призначений для спрямування енергетичного променя до зазначеної точки подачі, тим самим формуючи ванну розплаву витратного матеріалу, засіб переміщення, приєднаний до вказаної шаблонної основи і призначений для пересування зазначеної точки подачі відносно шаблонної основи, контролер, приєднаний для управління пересуванням засобом переміщення для просування зазначеної ванни розплаву витратного матеріалу, що подається в поточний момент, і швидкого затвердіння наплавленого раніше витратного матеріалу, і для послідовного просування зазначеної точки подачі в межах заздалегідь визначеного геометричного об'єму, що включає як мінімум частину шаблонної основи, таким чином, що послідовно наплавляючи витратний матеріал за рахунок переміщення ванни розплаву, що пересувається, у виріб, за формою близький до заданої, сформований поверх шаблонної основи. Основними недоліками вище зазначеного способу та пристрою для його реалізації у випадку використання в якості енергетичного променя електронного променя є: - необхідність створення в вакуумній технологічній камері спеціальних додаткових умов для забезпечення роботи електронної гармати зварювального типу, а саме високого вакууму, як -2 правило не менше 10 Па, використання індивідуальних високо вакуумних насосів для захисту катодів під час технологічного процесу, збільшення товщини стінок технологічної камери для захисту персоналу від наведеного рентгенівського випромінювання, що призводить до ускладнення і здороження обладнання; - використання порошку як витратного матеріалу призводить до того, що при попаданні електронного променя на порошок його частинки набувають від'ємного заряду і при певному накопиченні такого заряду можуть швидко і неконтрольовано розлітатись в усі сторони завдяки електростатичному відштовхуванню, що спричиняє неконтрольований процес осадження порошку, погіршуючи тим самим якість виготовлених виробів і знижуючи корисне використання порошку; - бокова подача витратного матеріалу у вигляді дроту в зону сплавлення, передбачена винаходом, спричиняє утворення складних несиметричних теплових полів в зоні створення ванни розплаву і осадження матеріалу за рахунок неминучого затінення дротом частини ванни розплаву, що може призвести до утворення пор, порожнин та нерівномірної структури осадженого матеріалу. При цьому, одностороннє нагрівання дроту викликає термічні напруження, які можуть призводити до її викривлення, що ускладнює точну подачу дроту в зону ванни розплаву, що також призводить до порушення умов формування осадженого шару. Ці фактори призводять до складності забезпечення рівномірної структури суцільних виробів довільної форми, які виробляються за запропонованим винаходом методом, а відповідно і їх якості. В основу винаходу поставлена задача розробки способу і пристрою, які дозволять спростити і здешевити виготовлення тривимірних об'єктів шляхом пошарового осадження та забезпечать контрольованість процесу осадження, тим самим покращуючи якість виготовлених виробів, розширити можливості використання різних видів витратних матеріалів, забезпечити кращі умови праці операторів обладнання для пошарового виготовлення тривимірних об'єктів тощо. Задача вирішується тим, що в запропонованому способі виготовлення тривимірних об'єктів, при якому підкладку нагрівають за допомогою електронного променя і формують на її поверхні ванну розплаву, в зону формування вказаної ванни розплаву подають витратний матеріал, за допомогою вказаного електронного променя розплавляють вказаний витратний матеріал і осаджують отриманий додатковий розплав у ванну розплаву на підкладці, переміщують вказану зону формування ванни розплаву і подачі витратного матеріалу відносно підкладки по заданій 2 UA 112682 C2 5 10 15 20 25 30 35 40 45 50 55 оператором або програмою траєкторії, формують наплавлений шар вздовж вказаної траєкторії за рахунок затвердіння розплавленого витратного матеріалу разом з ванною, повторюють процес переміщення вказаної зони формування ванни розплаву і подачі витратного матеріалу відносно підкладки по заданих оператором або програмою траєкторіях необхідну кількість разів до повного формування необхідного тривимірного об'єкта, згідно з винаходом для формування ванни розплаву на підкладці і розплавлення витратного матеріалу використовують електронний промінь, який безпосередньо генерують у формі порожнистого перевернутого конуса з вершиною в зоні формування ванни розплаву за допомогою електронної гармати з кільцевим катодом під дією регульованої прискорюючої напруги в ній в межах 5-45 кВ, а витратний матеріал подають в зону формування ванни розплаву через напрямний пристрій, який проходить через внутрішній отвір вказаного кільцевого катода вздовж вертикальної осі вказаного конусного електронного променя Як витратний матеріал використовується дріт, порошковий дріт або прутки. Також як витратний матеріал використовують кілька дротів, всі або частина з яких виготовлені з різних матеріалів, які подають в зону формування ванни розплаву паралельно в жмутку через один напрямний пристрій. Крім того, як витратний матеріал використовують порошок, який подають безпосередньо в зону формування ванни розплаву через сопло, розміщене на кінці напрямного пристрою. Та, як витратний матеріал, використовують суміш порошків різних матеріалів, в тому числі з різними фізичними властивостями і різного фракційного складу одночасно. До того ж, як витратний матеріал, використовують будь-які матеріали в твердому стані у вигляді дроту, жмутка дротів, порошкового дроту, прутків, порошків, виготовлених з наступних матеріалів: титану, титанових сплавів, інтерметалічних сполук титану, ніобію, сплавів ніобію, інтерметалічних сполук ніобію, танталу, сплавів танталу, алюмінію, алюмінієвих сплавів, інтерметалічних сполук алюмінію, нікелевих сплавів, кобальтових сплавів, інструментальних сталей, композитних матриць. А діаметр зони нагрівання на підкладці та, відповідно, діаметр ванни розплаву регулюють за рахунок зміни діаметра кільцевого перетину конусного променя і поверхні підкладки шляхом зміщення вершини конусного електронного променя вгору або вниз від поверхні підкладки шляхом зміни відстані між підкладкою та джерелом електронів (електронною гарматою). При цьому, процес виготовлення тривимірних об'єктів здійснюється при робочому вакуумі в -2 технологічній камері в межах від 10 Па до 10 Па. Задача вирішується тим, що в запропонованому пристрою для реалізації вказаного способу, який включає базову підкладку для формування тривимірних об'єктів, розміщену на опорній плиті, електронну гармату з джерелом живлення, пристрій подачі витратного матеріалу, призначеного для пошарового виготовлення тривимірних об'єктів до зони формування ванни розплаву, систему точного позиціонування опорної плити з розміщеною на ній базовою підкладкою для формування тривимірних об'єктів, герметичну технологічну камеру, яка містить вказану базову підкладку на опорній плиті, вказану електронну гармату, вказаний пристрій подачі витратного матеріалу, вказану систему точного позиціонування опорної плити з розміщеною на ній базовою підкладкою, вакуумну систему, систему управління, призначену для управління обладнанням, інструментами, механізмами, які входять до складу вказаного пристрою, для збору даних про стан всіх систем вказаного пристрою та для управління технологічним процесом, згідно з винаходом, джерелом енергії для формування ванни розплаву на підкладці і розплавлення витратного матеріалу є газорозрядна електронна гармата з холодним кільцевим катодом з регульованою прискорюючою напругою в ній в межах 5-45 кВ, причому холодний кільцевий катод розташований між двома кільцевими анодними електродами, розміщеними коаксійно до катода, яка генерує електронний промінь у формі порожнистого перевернутого конуса, а напрямний пристрій, через який витратний матеріал подається в зону формування ванни розплаву, розміщується вздовж осі вказаної електронної гармати, причому вказана електронна гармата і вказаний напрямний пристрій для подачі витратного матеріалу поєднані в один конструкційний модуль. Газорозрядна електронна гармата має опорний фланець з отвором в його центрі, в якому співвісно з опорним фланцем закріплюється напрямний пристрій для подачі витратного матеріалу, до нижньої сторони опорного фланця співвісно з ним і з напрямним пристроєм прикріплюються корпус електронної гармати та високовольтний кільцевий ізолятор з закріпленим на ньому кільцевим катодом, при цьому внутрішній кільцевий анодний електрод закріплюється в отворі опорного фланця вздовж напрямного пристрою і співвісно з ним, а корпус електронної гармати виконує функцію зовнішнього кільцевого анодного електрода. 3 UA 112682 C2 5 10 15 20 25 30 35 40 45 50 55 60 Емісійна поверхня холодного кільцевого катода має форму сегмента сфери, центр якої розташований на вісі електронної гармати і визначає положення вершини конусного електронного променя, створюваного вказаною електронною гарматою. Холодний кільцевий катод виготовлений з одного із наступних матеріалів: алюміній, алюмінієві сплави, нержавіючі сталі. В емісійній поверхні холодного кільцевого катода виконана вставка у формі сегмента сфери, виготовлена з матеріалу з підвищеною емісійною здатністю, а саме з одного з наступних матеріалів: алюміній, алюмінієві сплави, гексаборид лантану. Кільцевий катод виконаний охолоджуваним з кільцевою порожниною для охолоджувальної води. Кільцевий катод кріпиться до високовольтного ізолятора через кільцевий тримач катода, виготовлений з більш міцного матеріалу, ніж катод. Кільцевий тримач катода виконаний охолоджуваним з кільцевою порожниною для охолоджувальної води. Циліндрична поверхня кільцевого катоду охоплюється циліндричним прикатодним електродом. Високовольтний ізолятор виконаний у формі кільця з розвиненими вільними поверхнями. Корпус електронної гармати має циліндричну частину, яка притискається до опорного фланця електронної гармати, та конічну частину, яка має форму перевернутого зрізаного конуса. Корпус напрямного пристрою виконаний охолоджуваним повністю або частково у його конусній частині. Електронна гармата з її джерелом живлення забезпечує потужність електронного променя до 45 кВт і регулюється в межах від 1 Вт до 45 кВт. Вакуумна система створює в технологічній камері під час проведення процесу пошарового -2 виготовлення тривимірних об'єктів робочий вакуум в межах від 10 Па до 10 Па. Як робочий газ газорозрядної електронної гармати використовується один з наступних газів: водень, кисень, суміш водню з киснем, азот, гелій, аргон, повітря, метан. Управління потужністю електронного променя забезпечується за рахунок управління струмом електронного променя, який регулюється зміною тиску робочого газу. Використовують, як витратний матеріал, дріт, жмуток дротів, порошковий дріт, прутки, порошки, виготовлені з наступних матеріалів: титану, титанових сплавів, інтерметалічних сполук титану, ніобію, сплавів ніобію, інтерметалічних сполук ніобію, танталу, сплавів танталу, алюмінію, алюмінієвих сплавів, інтерметалічних сполук алюмінію, нікелевих сплавів, кобальтових сплавів, інструментальних сталей, композитних матриць. Напрямні пристрої для подачі різних видів витратних матеріалів можуть бути змінними всередині одного й того самого корпусу напрямного пристрою. Конструкційний модуль в складі електронної гармати і напрямного пристрою нерухомо фіксується всередині технологічної камери, а переміщення зони формування ванни розплаву і подачі витратного матеріалу відносно підкладки по заданій оператором або програмою траєкторії забезпечується за рахунок переміщення опорної плити з розміщеною на ній базовою підкладкою для формування тривимірних об'єктів під управлінням системи точного позиціонування підкладки. Конструкційний модуль в складі електронної гармати і напрямного пристрою нерухомо фіксується на верхній плиті технологічної камери таким чином, що в вакуумному просторі технологічної камери залишаються тільки ті елементи конструкції гармати, які знаходяться з нижньої сторони опорного фланця електронної гармати, а витратний матеріал подається в технологічну камеру ззовні через напрямний пристрій з ущільнюючими вставками. Конструкційний модуль в складі електронної гармати і напрямного пристрою нерухомо прикріплюється до верхньої плити технологічної камери через проміжну уставку, розміщену з внутрішнього боку верхньої плити технологічної камери. Конструкційний модуль в складі електронної гармати і напрямного пристрою разом з системою подачі витратного матеріалу можуть переміщуватись в межах тривимірного простору технологічної камери завдяки жорсткому закріпленню на рамі координатної системи переміщення, оснащеної системою точного позиціонування, тим самим забезпечуючи переміщення зони формування ванни розплаву і подачі витратного матеріалу відносно підкладки по заданій оператором або програмою траєкторії. В запропонованому винаході самою конструкцією пристрою для виготовлення тривимірних об'єктів забезпечується формування практично круглої ванни розплаву, а витратний матеріал у вигляді дроту, прутка або порошку гарантовано подається точно в центр ванни розплаву суворо 4 UA 112682 C2 5 10 15 20 25 30 35 40 45 50 55 60 перпендикулярно до її поверхні. Таким чином, у разі використання витратного матеріалу у вигляді дроту або прутків, запропоноване цим винаходом конструктивне рішення виключає утворення тіньових зон у ванні розплаву або біля неї, тобто зон, які закриті витратним матеріалом від дії електронного променя. Завдяки відсутності таких затінених зон виключається необхідність застосування спеціальних заходів для підтримання рідкого стану матеріалу у всій ванні, наприклад шляхом складного сканування електронного променя за особливими траєкторіями для нерівномірного розподілу (перерозподілу) потужності електронного променя в зоні формування ванни розплаву, з метою виключення приварювання витратного матеріалу у вигляді дроту або прутка до підкладки та/або формування наплавленого шару поверх нерозплавленої поверхні підкладки з ризиком утворення несуцільностей структури в сформованому виробі. Рівномірне вісесиметричне нагрівання витратного матеріалу у вигляді дроту або прутків також повністю виключає можливість викривлення дроту або прутка, яке виникає у випадку нагрівання тільки з одного боку за рахунок теплової деформації, викликаної великим градієнтом температури. У випадку використання, як витратного матеріалу, порошку, запропоноване цим винаходом конструктивне рішення забезпечує точне потрапляння всього порошку в зону рідкого стану матеріалу підкладки, причому практично перпендикулярно до поверхні осадження, що практично виключає втрати порошку по причині відбиття від твердої поверхні підкладки, яке має місце в разі подачі порошку в зону ванни розплаву збоку під кутом. Подача порошку за запропонованою цим винаходом схемою також виключає втрати порошку за рахунок розлітання частинок порошку в сторони під дією взаємного електростатичного відштовхування від'ємно заряджених електронним променем частинок порошку (гранул), оскільки поток порошку повністю охоплюється порожнистим конічним електронним променем, і частинки порошку, які розлітаються під дією електростатичного відштовхування, не можуть вилетіти за межі вказаного порожнистого конічного променя, так як він несе значно більший від'ємний заряд ніж кожна окрема частинка порошку, і, крім того, під дією енергії електронного променя всі частинки порошку, які в нього потрапляють, миттєво розплавляться і попадуть у ванну розплаву на підкладці. Завдяки зазначеним властивостям цього винаходу, забезпечується значне (майже до 100 %) підвищення корисного використання витратного матеріалу у вигляді порошку. Крім того, запропонована технологічна схема подачі порошку значно зменшує вимоги до форми частинок порошку та його фракційного складу, забезпечує можливість використання суміші порошків різних матеріалів з різними фізичними властивостями і різного фракційного складу одночасно. Кругла вісесиметрична форма ванни розплаву та факт потрапляння розплавленого витратного матеріалу точно в центр ванни розплаву перпендикулярно до її поверхні завдяки рівномірному нагріву витратного матеріалу з усіх боків конічним електронним променем, що забезпечується запропонованим винаходом, значно полегшує фізичне та математичне моделювання теплових процесів, які відбуваються у ванні розплаву та навколо неї, і управління ними в реальному часі, що забезпечує значно ефективніше управління формуванням структури наплавленого шару, яка безпосередньо залежить від швидкості затвердіння розплаву матеріалів. Ця властивість дозволяє значно покращити якість виготовлених виробів завдяки забезпеченню попередньо запланованої структури матеріалу, який формується. Також кругла вісесиметрична форма ванни розплаву та подача витратного матеріалу точно в центр ванни розплаву перпендикулярно до її поверхні значно полегшує контроль за процесами, які відбуваються в зоні ванни розплаву, причому як прямий візуальний контроль, так і похідні види контролю, наприклад за відбитими електронами, наведеною вторинною емісією електронів з поверхні ванни розплаву, температурними полями тощо. Суттєві технічні та економічні переваги запропонованого способу і пристрою для виготовлення тривимірних об'єктів забезпечуються використанням газорозрядної електронної гармати з холодним катодом, як джерела формування порожнистого конічного електронного променя. В такій електронній гарматі її внутрішня порожнина відкачується безпосередньо через отвір для виведення електронного променя вакуумною системою технологічної установки, в якій гармата встановлена. Після досягнення робочого вакууму в технологічній установці, як правило в межах від одиниць Па до сотих Па, на катод газорозрядної електронної гармати подається прискорююча напруга від одиниць кВ до десятків кВ, частіше всього в межах 5-45 кВ. Через штуцер подачі газу в розрядний проміжок гармати подається робочий газ, наприклад водень, водень з додаванням невеликої кількості кисню, гелій або інші гази. За вказаних умов в розрядному проміжку гармати збуджується високовольтний тліючий розряд з анодною плазмою, яка служить джерелом іонів, які прискорюються електричним полем в проміжку плазма - катод і 5 UA 112682 C2 5 10 15 20 25 30 35 40 45 50 55 60 в результаті бомбардування емісійної поверхні катода вибивають з нього електрони. Полем прикатодної області високовольтного тліючого розряду електрони, емітовані з поверхні катоду, прискорюються і формуються в пучок, форма якого визначається конфігурацією емісійної поверхні катода, оскільки емітовані з поверхні катоду електрони відлітають від катода строго перпендикулярно його поверхні в кожній точці емісії. Так, якщо, наприклад, холодний катод являє собою кільце, розташоване між двома кільцевими анодними електродами, розміщеними коаксійно до катода, а емісійна поверхня катода має форму сегмента сфери, центр якої розташований на вісі електронної гармати, то в результаті емісії електронів з такого катоду буде утворюватись електронний промінь у формі порожнистого перевернутого конусу, вершина якого буде співпадати з центром вказаної сфери. Таким чином, фокусування електронного променя такої гармати забезпечується геометрією емісійної поверхні катода і не вимагає застосування окремої фокусувальної системи. Потужність електронного променя в газорозрядній електронній гарматі регулюється зміною струму розряду шляхом зміни тиску в розрядному проміжку гармати, яка здійснюється збільшенням або зменшенням швидкості подачі робочого газу. Таким чином, завдяки вищезазначеним принципам роботи газорозрядних електронних гармат, виготовлення тривимірних об'єктів в пристроях, які оснащені такими електронними гарматами, можливо виконувати при вакуумі в робочій камері в межах 10…0,01 Па, що значно зменшує час на досягнення робочого вакууму в порівнянні з використанням термоіонних електронних гармат, тим самим суттєво підвищуючи продуктивність устаткування для виготовлення тривимірних об'єктів. Також газорозрядна електронна гармата не вимагає використання індивідуальних насосів для створення належного вакууму в її порожнині. Відповідно значно зменшується вартість всієї вакуумної системи устаткування для виготовлення тривимірних об'єктів завдяки відсутності необхідності використання високовакуумних насосів для технологічної камери та електронної гармати. Також зменшується загальна вага устаткування для виготовлення тривимірних об'єктів, що може бути важливим в певних застосуваннях такого устаткування, наприклад на борту космічних станцій. Холодний катод газорозрядної електронної гармати як правило виготовляється з недорогих матеріалів і має надзвичайно довгий термін експлуатації, що також зменшує вартість та експлуатаційні витрати устаткування для виготовлення тривимірних об'єктів. Можливість генерування газорозрядною електронною гарматою електронного променя з якісними фокусними характеристиками при відносно невеликій прискорюючій напрузі дозволяє зменшити інтенсивність наведеного рентгенівського випромінювання. Таким чином, запропонований спосіб та пристрій для його реалізації покращує умови роботи операторів за рахунок зниження інтенсивності рентгенівського випромінювання, яке виникає завдяки дії електронного променя на матеріали, що оброблюються. Таке зниження інтенсивності шкідливого випромінювання дозволяє зменшити санітарно-гігієнічні вимоги до устаткування для виготовлення тривимірних об'єктів з точки зору заходів по забезпеченню безпечних умов праці персоналу. Наприклад може бути зменшена товщина стінок технологічної камери, а відповідно і вага устаткування для виготовлення тривимірних об'єктів, що, як вже зазначалось вище, може бути важливим в певних застосуваннях такого устаткування, наприклад на борту космічних станцій. Всі аналогічні елементи заявленого пристрою, зображеного на Фіг. 1-Фіг. 6, мають одну й ту ж саму нумерацію. На Фіг. 1 схематично зображений конструкційний модуль 1, який є головним елементом пристрою для виготовлення тривимірних об'єктів за запропонованим способом. Конструкційний модуль 1 утворений газорозрядною електронною гарматою 2 і напрямним пристроєм 3, з'єднаними в єдину збиральну одиницю шляхом жорсткого закріплення корпусу напрямного пристрою 5 в центральному отворі опорного фланця 4 електронної гармати співвісно з вказаним опорним фланцем. До опорного фланця 4 електронної гармати щільно прикріплюється циліндрична частина корпусу 6 електронної гармати і прохідний високовольтний кільцевий ізолятор 7, на якому закріплюється кільцевий катод 8, розташований між двома кільцевими анодними електродами, розміщеними коаксійно до катода. На представленому кресл., Фіг. 1, емісійна поверхня 8а кільцевого катода 8 має форму сегмента сфери, центр якої визначає вершину 9а конусного електронного променя 9, створюваного вказаною електронною гарматою 2. Внутрішній кільцевий анодний електрод 10 закріплюється в центральному отворі опорного фланця вздовж напрямного пристрою 5 і співвісно з ним, а корпус електронної гармати в складі циліндричної 6 та конічної 11 частин виконує функцію зовнішнього анодного електрода. Конічна частина корпусу електронної гармати 11 і корпус напрямного пристрою 5 утворюють розрядний проміжок 12 електронної гармати 2. Конічна частина корпусу напрямного пристрою 13 разом з нижньою частиною конічної частини корпусу електронної гармати 11 6 UA 112682 C2 5 10 15 20 25 30 35 40 45 50 55 утворюють кільцеву щілину 14 для виходу конічного порожнистого електронного променя 9 з електронної гармати назовні. Робочий газ подається в розрядний проміжок гармати 12 через штуцер (на кресленні не показаний), врізаний в циліндричну частину корпусу 6 електронної гармати або в опорний фланець 4. Висока напруга подається на катод через струмопідвід 15, який підводиться до катода через електрично ізольований отвір в опорному фланці 4. Витратний матеріал 16 (на представленому кресленні це дріт) подається в напрямний пристрій 3 з верхнього кінця завдяки механізму подачі 17. Конструкційний модуль 1 розміщується відносно підкладки 18 таким чином, щоб вершина порожнистого конуса 9а, утвореного електронним променем 9, знаходилась поблизу її поверхні. Завдяки такому розташуванню енергія концентрованого електронного променя 9 утворює на поверхні підкладки 18 ванну розплаву 19. Витратний матеріал 16 у вигляді дроту подається в зону формування вказаної ванни розплаву 19, де його кінець рівномірно охоплюється вказаним електронним променем 9 і під дією його енергії розплавляється безпосередньо у ванні розплаву 19 або над нею таким чином, що розплавлений матеріал з кінця дроту потрапляє прямо всередину ванни розплаву 19. Стрілкою 20 позначено переміщення конструкційного модуля 1 відносно підкладки 18, що також означає переміщення і ванни розплаву 19. Ванна розплаву, утворена за попереднього положення конструкційного модуля 1, швидко твердішає за рахунок тепловідводу в масу підкладки та теплового випромінювання з поверхні ванни розплаву, утворюючи наплавлений шар матеріалу 21, який збільшує висоту підкладки на певну величину. Треба відзначити, що переміщення конструкційного модуля 1 відносно підкладки 18 може відбуватись як за рахунок руху підкладки 18, так і за рахунок руху конструкційного модуля 1, або за рахунок одночасного руху обох вказаних елементів. На Фіг. 2 показаний варіант конструкції газорозрядної електронної гармати 2 в складі конструкційного модуля 1, в якому кільцевий катод 8 кріпиться до ізолятора 7 через кільцевий тримач катода 22, виготовлений з більш міцного матеріалу, ніж катод. На Фіг. 2 кільцевий тримач катода 22 показаний у варіанті, в якому він виконаний охолоджуваним з кільцевою порожниною 23 для охолоджувальної води, при цьому в опорному фланці 4 електронної гармати 2 виконані отвори зі штуцерами 24, 25 для подачі охолоджувальної води у вказану порожнину і її відведення звідти відповідно. Також на Фіг. 2 конічна частина корпусу електронної гармати 11 і напрямний пристрій 3 показані у варіанті, в якому вони виконані охолоджуваними. Також на Фіг. 2 високовольтний ізолятор показаний у варіанті, в якому він виконаний у формі кільця з розвиненими вільними поверхнями, при цьому показана конфігурація розвиненої поверхні є тільки прикладом, який не виключає застосування інших конфігурацій залежно від заданих вольт-амперних характеристик електронної гармати. На Фіг. 3 кільцевий катод 8 показаний у варіанті, в якому в його емісійній поверхні 8а виконана вставка 26 у формі сегмента сфери, виготовлена з матеріалу з підвищеною емісійною здатністю. На Фіг. 4 показаний варіант конструкції напрямного пристрою 3 в складі конструкційного модуля 1, в якому як витратний матеріал використовується порошок 25. В показаному на Фіг. 4 варіанті порошок подається в зону формування ванни розплаву в потоці газу 26 через сопло 27. Як сопло для подачі порошку може застосовуватись одна з багатьох відомих стандартних конструкцій сопла залежно від матеріалу порошку, його фракційного складу, газу-носія та інших фізичних та хімічних характеристик матеріалу порошку. На Фіг.4 напрямний пристрій показаний у варіанті з водяним охолодженням 28. На Фіг. 5 схематично зображений пристрій для виготовлення тривимірних об'єктів за способом, запропонованим цим винаходом, в повному складі, який включає герметичну технологічну камеру 29, в якій розміщують конструкційний модуль 1, утворений газорозрядною електронною гарматою 2 і напрямним пристроєм 3, базова підкладка 18 для формування тривимірних об'єктів, розміщена на опорній плиті 30, пристрій подачі витратного матеріалу 16, координатна система точного позиціонування опорної плити 31 з розміщеною на ній базовою підкладкою, вакуумну систему 32, високовольтне джерело живлення електронної гармати (ВВДЖ) 33, систему газоподачі електронної гармати 34, систему управління (СУ) 35, призначену для управління обладнанням, інструментами, механізмами, які входять до складу вказаного пристрою, для збору даних про стан всіх систем вказаного пристрою та для управління технологічним процесом. На Фіг. 5 вказаний конструкційний модуль 1 в складі електронної гармати і корпусу напрямного пристрою разом з системою подачі витратного матеріалу жорстко закріплюються на рамі координатної системи переміщення 36, оснащеною системою точного позиціонування. 7 UA 112682 C2 5 10 15 20 25 30 35 40 На Фіг. 6 схематично зображений варіант повного пристрою для виготовлення тривимірних об'єктів за способом, запропонованим цим винаходом, в якому конструкційний модуль 1 в складі електронної гармати 2 і напрямного пристрою 3 нерухомо прикріплюється до верхньої плити 37 технологічної камери 28 через проміжну циліндричну уставку 38 таким чином, що в вакуумному просторі технологічної камери залишаються тільки ті елементи конструкції електронної гармати 2, які знаходяться з нижньої сторони опорного фланця 4 електронної гармати, а витратний матеріал 16 подається в технологічну камеру ззовні через напрямний пристрій 3 з ущільнюючими вставками 39. Наводимо один з прикладів реалізації заявленого способу виготовлення тривимірних об'єктів. Спосіб здійснювався на малій лабораторній вакуумній установці, призначеній для експериментів з електронно-променевими гарматами малої потужності. Конструкційний модуль в складі електронної гармати і напрямного пристрою був нерухомо встановлений на верхній плиті вакуумної камери. Всередині камери був встановлений спеціально розроблений мініатюрний модуль переміщення, на якому закріплювалась підкладка у вигляді титанової плити розмірами 8 х 30 х 70 мм для формування тривимірного зразку. Модуль переміщення забезпечував переміщення підкладки за координатою X зі швидкістю 14 мм/сек, а також зміну висоти розміщення підкладки за координатою Z в ручному режимі. Витратний матеріал у вигляді титанового прутка діаметром 1,6 мм подавали в технологічну камеру за допомогою механізму подачі ззовні через напрямний пристрій з ущільнюючими вставками. Механізм подачі забезпечував швидкість подачі витратного матеріалу 14 мм/сек. -1 Камеру відкачували до остаточного тиску 5×10 Па. Після досягнення вище вказаного вакуума у розрядний проміжок електронної гармати подавався робочий газ. В ході експериментів як робочий газ використовувався гелій. Одночасно на катод електронної гармати подавали прискорюючу напругу. В ході експерименту подавали напругу 15 кВ. Після утворення в розрядному проміжку електронної гармати високовольтного тліючого розряду, струм електронного променя підвищували до 300 мА, і одночасно починали подачу витратного матеріалу і переміщення підкладки. Витратний матеріал розплавлявся і осаджувався у ванну розплаву на підкладці, формуючи наплавлений шар з доданого матеріалу. Після повного проходу підкладки під зоною осадження (70 мм) одночасно припиняли подачу газу, подачу прискорюючої напруги на електронну гармату та подачу витратного матеріалу вимиканням двигуна механізму подачі. Підкладку повертали в початкову позицію і опускали вздовж осі Z на певну фіксовану висоту 0,5 мм. Після цього повторювали процес осадження в зазначеному вище порядку. Багатократним повторенням зазначеної процедури отримували зразки сформованих пошаровим осадженням об'єктів у вигляді стінки. Зразок стінки з титану, отриманої за вказаними вище операціями способу та здійсненої з наступними конкретними параметрами процесу: Параметр Витратний матеріал Матеріал підкладки Робочий газ Тиск Значення титановий пруток діаметром 1,6 мм титанова плита 8х 30 х 70 мм гелій -1 5 х 10 Па Прискорююча напруга Струм електронного променя Потужність електронного променя Швидкість подачі витратного матеріалу Швидкість переміщення підкладки по осі X Зміщення по осі Z перед кожним новим циклом осадження Кількість наплавлених шарів 15 кВ 300 мА 4,5 кВт 14 мм/сек 14 мм/сек 0,5 мм 37 8 Примітки Титан марки ВТ 1-0 Титан марки ВТ 1-0 Після початку подачі газу тиск знизився до 1 Па UA 112682 C2 5 10 Запропонований спосіб для виготовлення тривимірних об'єктів і пристрій для його реалізації може бути використаний для ефективного і якісного виготовлення деталей складної форми, особливо з високоактивних матеріалів, які вимагають проведення процесів, пов'язаних з їх розплавленням, в захисній атмосфері, та/або розплавлення яких потребує застосування джерел нагріву з високою концентрацією енергії, наприклад з титану, титанових сплавів, інтерметалічних сполук титану, ніобію, сплавів ніобію, інтерметалічних сполук ніобію, танталу, сплавів танталу, алюмінію, алюмінієвих сплавів, інтерметалічних сполук алюмінію, нікелевих сплавів, кобальтових сплавів, інструментальних сталей тощо. Також запропонований спосіб і пристрій може бути ефективно використаний в умовах, де критичними параметрами є вага і габарити пристрою для пошарового виготовлення тривимірних об'єктів, наприклад на борту космічних апаратів. ФОРМУЛА ВИНАХОДУ 15 20 25 30 35 40 45 50 55 60 1. Спосіб виготовлення тривимірних об'єктів, при якому підкладку нагрівають за допомогою електронного променя і формують на її поверхні ванну розплаву, в зону формування вказаної ванни розплаву подають витратний матеріал, за допомогою вказаного електронного променя розплавляють вказаний витратний матеріал і осаджують отриманий додатковий розплав у ванну розплаву на підкладці, переміщують вказану зону формування ванни розплаву і подачі витратного матеріалу відносно підкладки по заданій оператором або програмою траєкторії, формують наплавлений шар вздовж вказаної траєкторії за рахунок затвердіння розплавленого витратного матеріалу разом з ванною, повторюють процес переміщення вказаної зони формування ванни розплаву і подачі витратного матеріалу відносно підкладки по заданих оператором або програмою траєкторіях необхідну кількість разів до повного формування необхідного тривимірного об'єкта, який відрізняється тим, що для формування ванни розплаву на підкладці і розплавлення витратного матеріалу використовують електронний промінь, який безпосередньо генерують у формі порожнистого перевернутого конуса з вершиною в зоні формування ванни розплаву за допомогою електронної гармати з кільцевим катодом під дією регульованої прискорюючої напруги в ній в межах 5-45 кВ, а витратний матеріал подають в зону формування ванни розплаву через напрямний пристрій, який проходить через внутрішній отвір вказаного кільцевого катода вздовж вертикальної осі вказаного конусного електронного променя. 2. Спосіб за п. 1, який відрізняється тим, що як витратний матеріал використовують дріт, порошковий дріт або прутки. 3. Спосіб за п. 1, який відрізняється тим, що як витратний матеріал використовують кілька дротів, всі або частина з яких виготовлені з різних матеріалів, які подають в зону формування ванни розплаву паралельно в жмутку через один напрямний пристрій. 4. Спосіб за п. 1, який відрізняється тим, що як витратний матеріал використовують порошок, який подається безпосередньо в зону формування ванни розплаву через сопло, розміщене на кінці напрямного пристрою. 5. Спосіб за п. 1, який відрізняється тим, що як витратний матеріал використовують суміш порошків різних матеріалів, в тому числі з різними фізичними властивостями і різного фракційного складу, одночасно. 6. Спосіб за будь-яким з пп. 1-5, який відрізняється тим, що як витратний матеріал використовують будь-які матеріали в твердому стані у вигляді дроту, жмутка дротів, порошкового дроту, прутків, порошків, виготовлених з наступних матеріалів: титану, титанових сплавів, інтерметалічних сполук титану, ніобію, сплавів ніобію, інтерметалічних сполук ніобію, танталу, сплавів танталу, алюмінію, алюмінієвих сплавів, інтерметалічних сполук алюмінію, нікелевих сплавів, кобальтових сплавів, інструментальних сталей, композитних матриць. 7. Спосіб за п. 1, який відрізняється тим, що діаметр зони нагрівання на підкладці та, відповідно, діаметр ванни розплаву регулюють за рахунок зміни діаметра кільцевого перетину конусного променя і поверхні підкладки шляхом зміщення вершини конусного електронного променя вгору або вниз від поверхні підкладки шляхом зміни відстані між підкладкою та джерелом електронів. 8. Спосіб за п. 1, який відрізняється тим, що процес виготовлення тривимірних об'єктів -2 здійснюють при робочому вакуумі в технологічній камері в межах від 10 Па до 10 Па. 9. Пристрій для виготовлення тривимірних об'єктів, який включає в себе базову підкладку для формування тривимірних об'єктів, розміщену на опорній плиті, електронну гармату з джерелом живлення, яке є джерелом енергії для формування ванни розплаву на підкладці, пристрій подання витратного матеріалу, призначеного для пошарового виготовлення тривимірних 9 UA 112682 C2 5 10 15 20 25 30 35 40 45 50 55 об'єктів, до зони формування ванни розплаву, систему точного позиціонування опорної плити з розміщеною на ній базовою підкладкою для формування тривимірних об'єктів, герметичну технологічну камеру, яка містить вказану базову підкладку на опорній плиті, вказану електронну гармату, вказаний пристрій подачі витратного матеріалу, вказану систему точного позиціонування опорної плити з розміщеною на ній базовою підкладкою, вакуумну систему, систему управління, призначену для управління обладнанням, інструментами, механізмами, які входять до складу вказаного пристрою, для збору даних про стан всіх систем вказаного пристрою та для управління технологічним процесом, який відрізняється тим, що джерелом енергії для формування ванни розплаву на підкладці і розплавлення витратного матеріалу є газорозрядна електронна гармата з холодним кільцевим катодом з регульованою прискорюючою напругою в ній в межах 5-45 кВ, причому холодний кільцевий катод розташований між двома кільцевими анодними електродами, розміщеними коаксійно до катода, яка генерує електронний промінь у формі порожнистого перевернутого конуса, а напрямний пристрій, через який витратний матеріал подається в зону формування ванни розплаву, розміщено вздовж осі вказаної електронної гармати, причому вказана електронна гармата і вказаний напрямний пристрій для подачі витратного матеріалу поєднані в один конструкційний модуль. 10. Пристрій за п. 9, який відрізняється тим, що газорозрядна електронна гармата має опорний фланець з отвором в його центрі, в якому співвісно з опорним фланцем закріплений напрямний пристрій для подачі витратного матеріалу, до нижньої сторони опорного фланця співвісно з ним і з напрямним пристроєм прикріплені корпус електронної гармати та високовольтний кільцевий ізолятор з закріпленим на ньому кільцевим катодом, при цьому внутрішній кільцевий анодний електрод закріплений в отворі опорного фланця вздовж напрямного пристрою і співвісно з ним, а корпус електронної гармати виконує функцію зовнішнього кільцевого анодного електрода. 11. Пристрій за п. 9, який відрізняється тим, що емісійна поверхня холодного кільцевого катода має форму сегмента сфери, центр якої розташований на осі електронної гармати і визначає положення вершини конусного електронного променя, створюваного вказаною електронною гарматою. 12. Пристрій за п. 9, який відрізняється тим, що холодний кільцевий катод виготовлений з одного із наступних матеріалів: алюміній, алюмінієві сплави, нержавіючі сталі. 13. Пристрій за п. 10, який відрізняється тим, що в емісійній поверхні холодного кільцевого катода виконана вставка у формі сегмента сфери, виготовлена з матеріалу з підвищеною емісійною здатністю, а саме з одного з наступних матеріалів: алюміній, алюмінієві сплави, гексаборид лантану. 14. Пристрій за п. 10, який відрізняється тим, що кільцевий катод виконаний охолоджуваним з кільцевою порожниною для охолоджувальної води. 15. Пристрій за п. 10, який відрізняється тим, що кільцевий катод прикріплений до високовольтного ізолятора через кільцевий тримач катода, виготовлений з більш міцного матеріалу, ніж катод. 16. Пристрій за п. 10, який відрізняється тим, що кільцевий тримач катода виконаний охолоджуваним з кільцевою порожниною для охолоджувальної води. 17. Пристрій за п. 10, який відрізняється тим, що циліндрична поверхня кільцевого катода охоплена циліндричним прикатодним електродом. 18. Пристрій за п. 10, який відрізняється тим, що високовольтний ізолятор виконаний у формі кільця з розвиненими вільними поверхнями. 19. Пристрій за п. 10, який відрізняється тим, що корпус електронної гармати має циліндричну частину, яка притиснена до опорного фланця електронної гармати, та конічну частину, яка має форму перевернутого зрізаного конуса. 20. Пристрій за п. 10, який відрізняється тим, що корпус напрямного пристрою виконаний охолоджуваним повністю або частково у його конусній частині. 21. Пристрій за п. 9, який відрізняється тим, що потужність електронної гармати забезпечується до 45 кВт і регулюється в межах від 1 Вт до 45 кВт. 22. Пристрій за п. 9, який відрізняється тим, що вакуумна система створює в технологічній камері під час проведення процесу пошарового виготовлення тривимірних об'єктів робочий -2 вакуум в межах від 10 Па до 10 Па. 23. Пристрій за п. 10, який відрізняється тим, що як робочий газ газорозрядної електронної гармати використовують один з наступних газів: водень, кисень, суміш водню з киснем, азот, гелій, аргон, повітря, метан. 10 UA 112682 C2 5 10 15 20 25 30 24. Пристрій за п. 10, який відрізняється тим, що управління потужністю електронного променя забезпечено за рахунок управління струмом електронного променя, який регульовано зміною тиску робочого газу. 25. Пристрій за п. 9, який відрізняється тим, що як витратні матеріали використовують дріт, жмуток дротів, порошковий дріт, прутки, порошки, виготовлені з наступних матеріалів: титану, титанових сплавів, інтерметалічних сполук титану, ніобію, сплавів ніобію, інтерметалічних сполук ніобію, танталу, сплавів танталу, алюмінію, алюмінієвих сплавів, інтерметалічних сполук алюмінію, нікелевих сплавів, кобальтових сплавів, інструментальних сталей, композитних матриць. 26. Пристрій за п. 9, який відрізняється тим, що напрямні пристрої для подання різних видів витратних матеріалів можуть бути змінними всередині одного й того самого корпусу напрямного пристрою. 27. Пристрій за будь-яким з пп. 9-10, який відрізняється тим, що конструкційний модуль в складі електронної гармати і напрямного пристрою нерухомо фіксовано всередині технологічної камери, а переміщення зони формування ванни розплаву і подання витратного матеріалу відносно підкладки по заданій оператором або програмою траєкторії забезпечено за рахунок переміщення опорної плити з розміщеною на ній базовою підкладкою для формування тривимірних об'єктів під управлінням системи точного позиціонування підкладки. 28. Пристрій за будь-яким з пп. 9-10, який відрізняється тим, що конструкційний модуль в складі електронної гармати і напрямного пристрою нерухомо фіксовано на верхній плиті технологічної камери таким чином, що у вакуумному просторі технологічної камери залишено тільки ті елементи конструкції гармати, які знаходяться з нижньої сторони опорного фланця електронної гармати, а витратний матеріал подано в технологічну камеру ззовні через напрямний пристрій з ущільнюючими вставками. 29. Пристрій за п. 28, який відрізняється тим, що конструкційний модуль в складі електронної гармати і напрямного пристрою нерухомо прикріплений до верхньої плити технологічної камери через проміжну уставку, розміщену з внутрішнього боку верхньої плити технологічної камери. 30. Пристрій за будь-яким з пп. 9-10, який відрізняється тим, що конструкційний модуль в складі електронної гармати і напрямного пристрою разом з системою подання витратного матеріалу встановлений з можливістю переміщення в межах тривимірного простору технологічної камери завдяки жорсткому закріпленню на рамі координатної системи переміщення, оснащеної системою точного позиціонування, тим самим забезпечуючи переміщення зони формування ванни розплаву і подання витратного матеріалу відносно підкладки по заданій оператором або програмою траєкторії. 11 UA 112682 C2 12 UA 112682 C2 13 UA 112682 C2 14 UA 112682 C2 Комп’ютерна верстка А. Крулевський Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 15
ДивитисяДодаткова інформація
Автори англійськоюTuhai Borys Andriiovych
Автори російськоюТугай Борис Андреевич
МПК / Мітки
МПК: H01J 37/06, B23K 26/34, B22F 3/105, B22D 19/00, B22D 19/16, C23C 4/06, B29C 35/08, B22D 23/00
Мітки: спосіб, об'єктів, реалізації, тривимірних, виготовлення, пристрій
Код посилання
<a href="https://ua.patents.su/17-112682-sposib-vigotovlennya-trivimirnikh-obehktiv-i-pristrijj-dlya-jjogo-realizaci.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення тривимірних об’єктів і пристрій для його реалізації</a>
Спосіб виготовлення очищеного безводного концентрату молочного жиру та пристрій для його реалізації
Номер патенту: 70544
Опубліковано: 15.10.2004
Автор: Зайцев Олексій Дмитрович
МПК: A23D 7/00
Мітки: пристрій, виготовлення, спосіб, безводного, концентрату, молочного, очищеного, жиру, реалізації
Формула / Реферат:
1. Спосіб виготовлення очищеного концентрату молочного жиру, що передбачає плавлення сировини, подальшу температурну та механічну обробку сировини для видалення білка та вологи, який відрізняється тим, що плавлення та нагрів сировини відбувається в спеціальній ванні при температурі 125...185 град. С, при цьому волога випаровується, легкі білки підіймаються на поверхню розплаву та видаляються механічно, важкі білки випадають в осадок та...
Спосіб виготовлення розгорток картонних упаковок і пристрій для його реалізації
Номер патенту: 73807
Опубліковано: 15.09.2005
Автори: Сенкусь Василь Теофілович, Босак Володимир Омелянович, Чехман Ярослав Іванович, Регей Іван Іванович
Мітки: реалізації, виготовлення, картонних, упаковок, пристрій, розгорток, спосіб
Формула / Реферат:
1. Спосіб виготовлення розгорток картонних упаковок, що включає подачу заготовки, висікання з неї розгортки та виведення її з зони висікання, який відрізняється тим, що картонна заготовка після подачі самонакладом фіксується клапаном на поверхні обкочувального циліндра, висікання розгортки здійснюється під час обкочування ним нерухомої висічної форми, а виведення висічених розгорток виконується в автоматичному режимі.2. Пристрій для...
Спосіб виготовлення розгорток картонних паковань і пристрій для його реалізації
Номер патенту: 75453
Опубліковано: 17.04.2006
Автори: Книш Олег Богданович, Полюдов Олександр Миколайович, Регей Іван Іванович
Мітки: паковань, розгорток, реалізації, пристрій, картонних, виготовлення, спосіб
Формула / Реферат:
1. Спосіб виготовлення розгорток складної конфігурації по периметру, що включає ножичне вирізування розгорток при послідовній взаємодії різальних крайок ножів, які обертаються, з крайками нерухомої пластини, який відрізняється тим, що вирізування клапанів здійснюється під час руху картонної стрічки внаслідок взаємодії гвинтових лез ножів протягом повороту їх на кут з...
Спосіб виготовлення розсіюючого рефлектора на твердій металевій основі, пристрій для його реалізації та спосіб виготовлення тонкостінного концентратора
Номер патенту: 63159
Опубліковано: 15.01.2004
Автор: Хміляр Іван Юліянович
МПК: C25D 1/00
Мітки: тонкостінного, реалізації, пристрій, рефлектора, основі, спосіб, металевій, розсіюючого, концентратора, виготовлення, твердий
Формула / Реферат:
Резьбовое соединение двух металлических труб, в соответствии с изобретением, включает на внешнем элементе внешнюю коническую резьбу с трапецеидальными выступами и на внутреннем элементе соединенную внутреннюю резьбу. Ширина внешнего и внутреннего выступов на вершине выступа меньше, чем ширина возле основы выступов. Ширина вершин выступов больше, чем ширина соединенных углублений. Внешний и внутренний элементы завинчиваются до положения,...
Спосіб одержання гранул із тугоплавких металів та пристрій для його реалізації
Номер патенту: 68273
Опубліковано: 15.07.2004
Автори: Левицький Микола Іванович, Лапшук Тамара Володимирівна, Аникін Юрій Пилипович, Мірошниченко Володимир Іванович, Матвієць Євген Олександрович
МПК: B22F 9/08
Мітки: тугоплавких, реалізації, спосіб, одержання, гранул, металів, пристрій
Формула / Реферат:
1. Спосіб одержання гранул із тугоплавких металів, що включає подачу шихтової заготовки і розплавлення її електронним пучком, який відрізняється тим, що розплавлений метал у вигляді краплі на шляху до приймальної ємності потрапляє в електромагнітну форму, виконану у вигляді індуктора, де він кристалізується у завислому стані (тобто в стані левітації).2. Пристрій для одержання гранул із тугоплавких металів, що включає в себе вакуумну...
Попередній патент: Блок живлення зі струмовим входом
Наступний патент: Головка фурми із сопловими компенсаторами
Випадковий патент: Спосіб відкритого відроблення потужного крутоспадного пласта корисних копалин