Спосіб збирання агрегатів літака і аналогічних виробів та координатний стенд для його здійснення


Текст
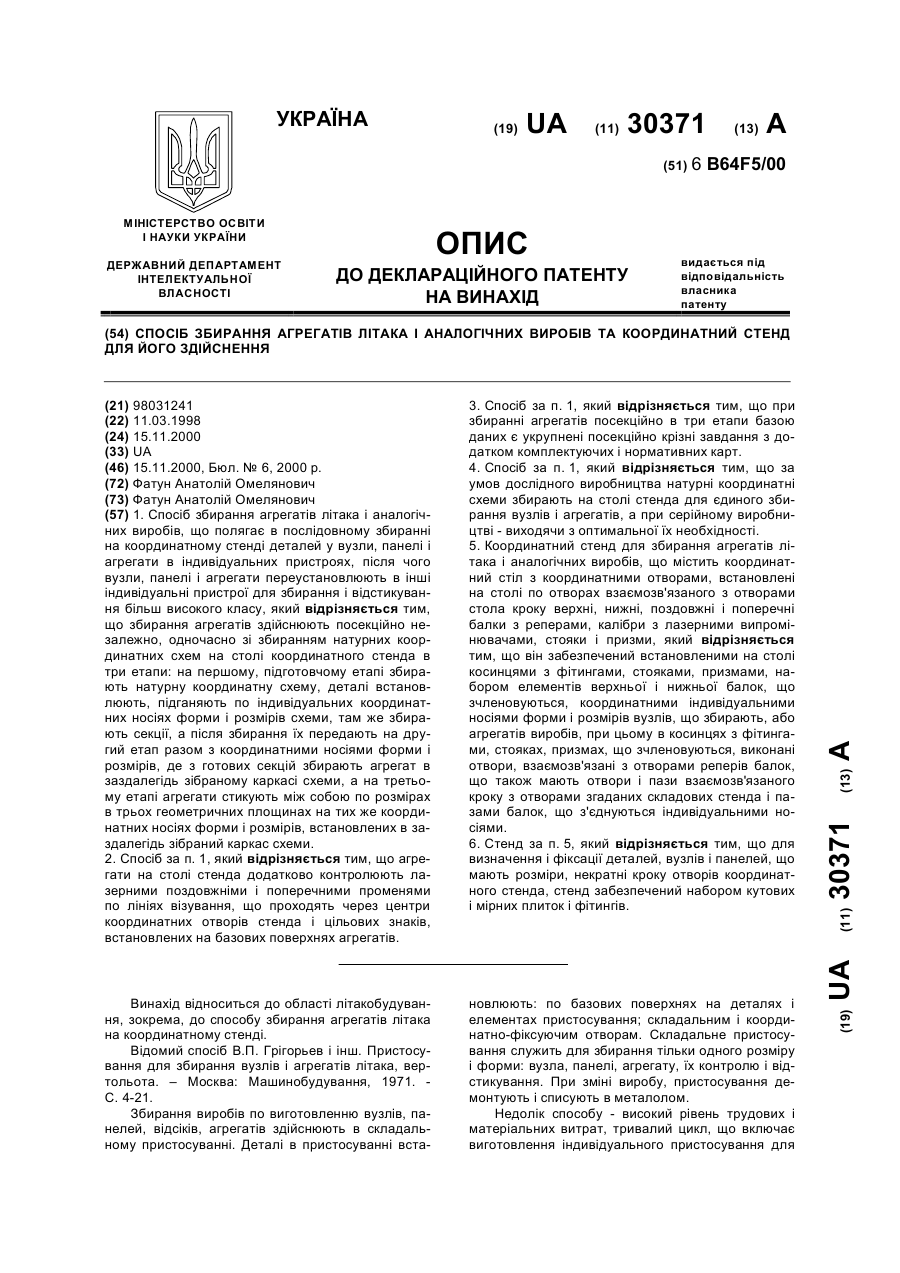
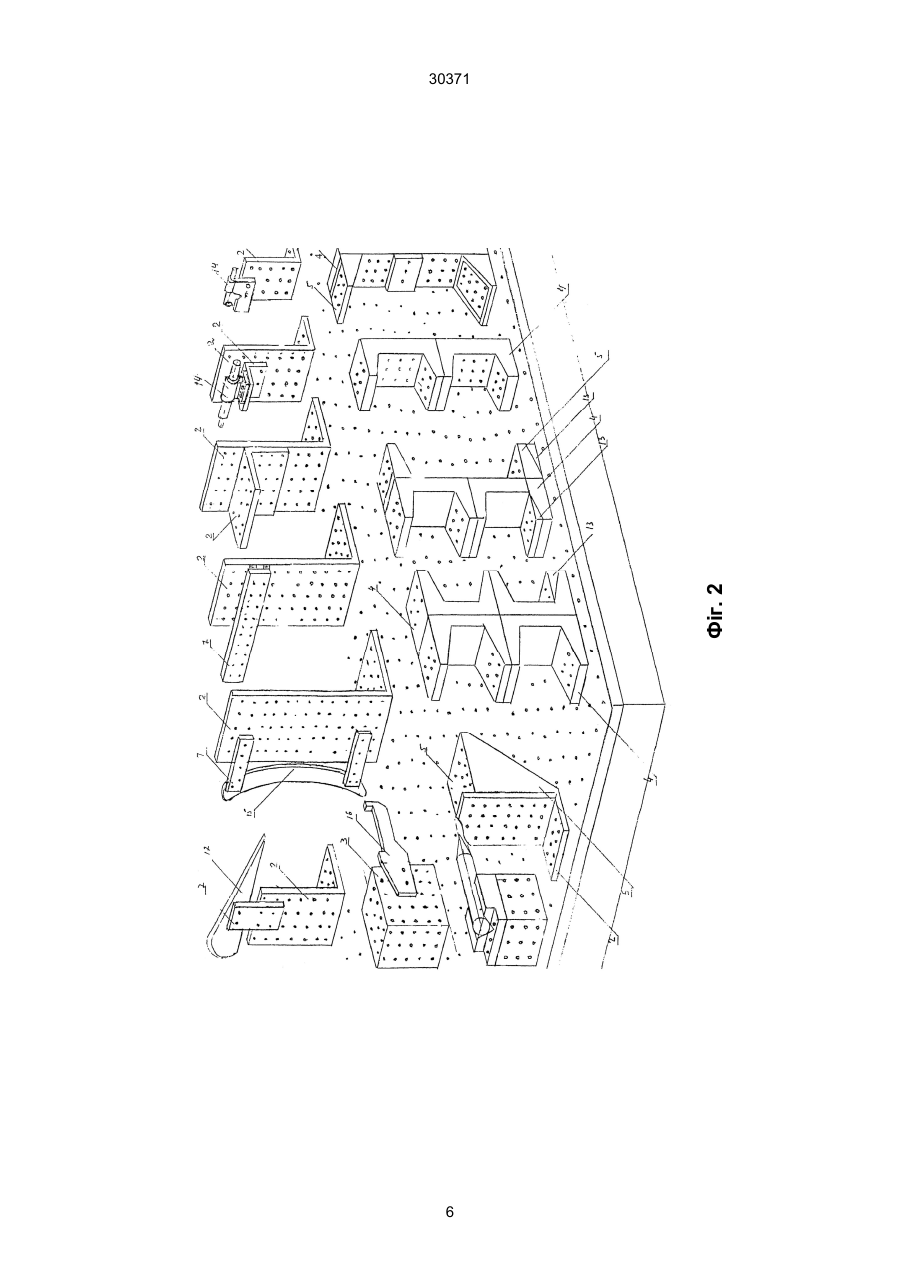
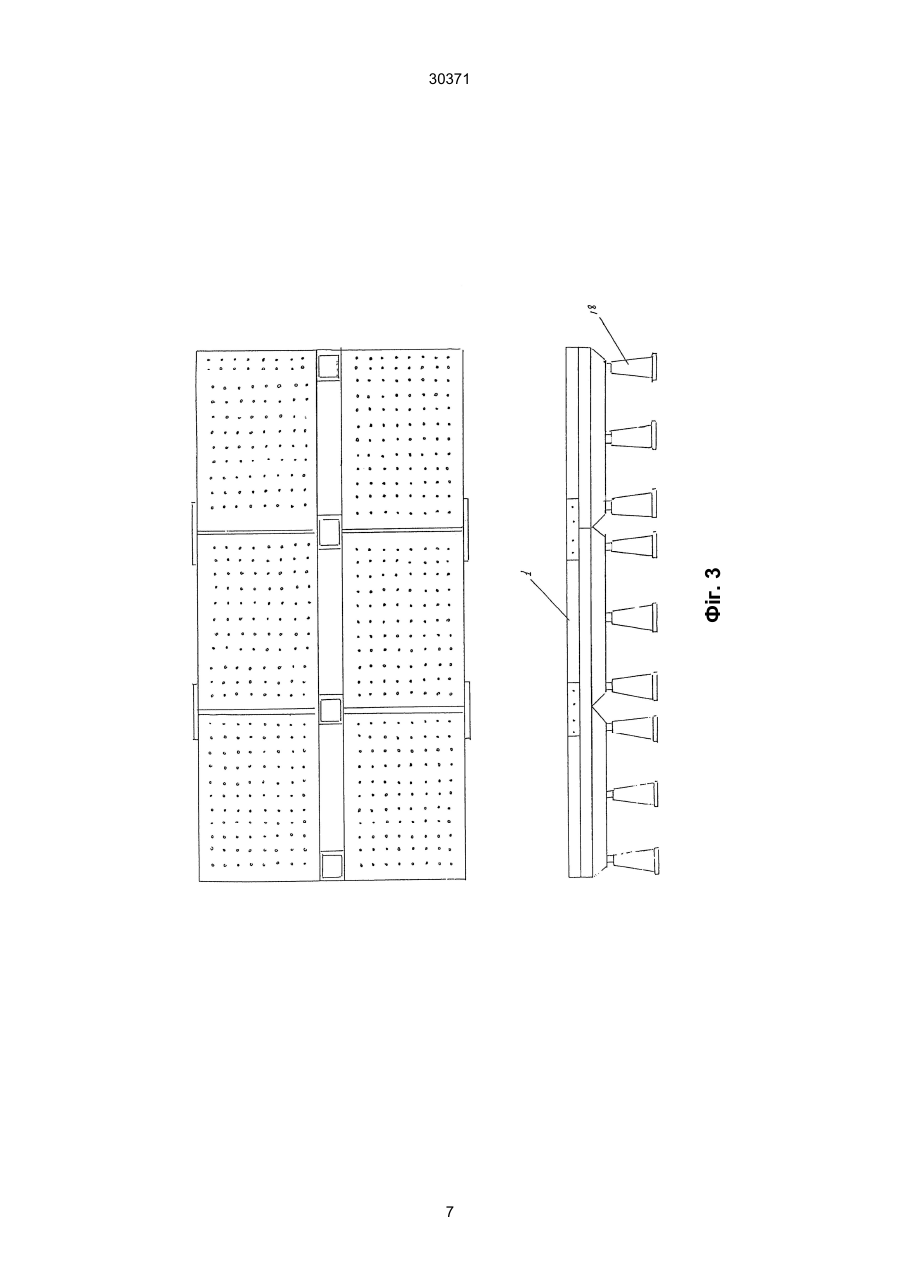
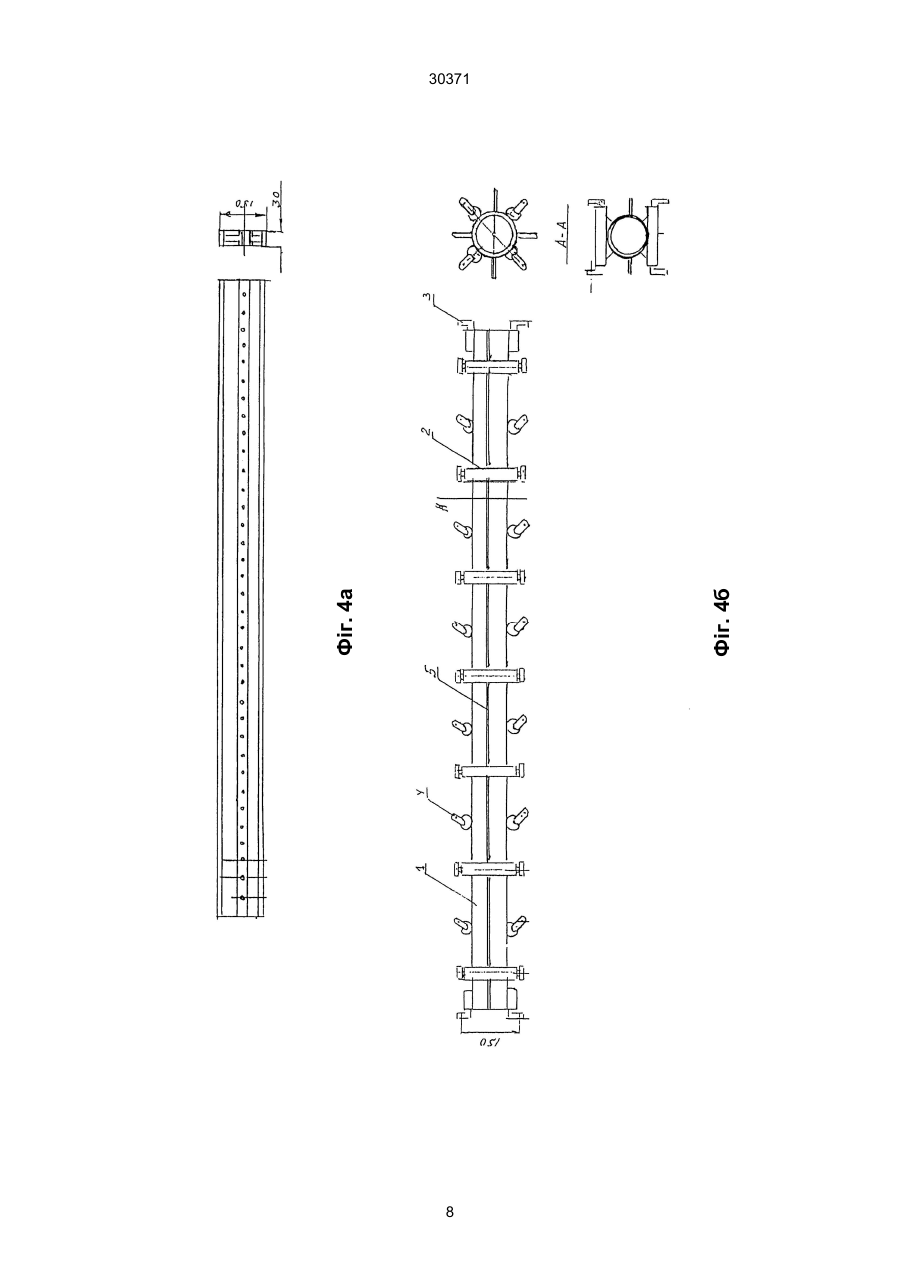
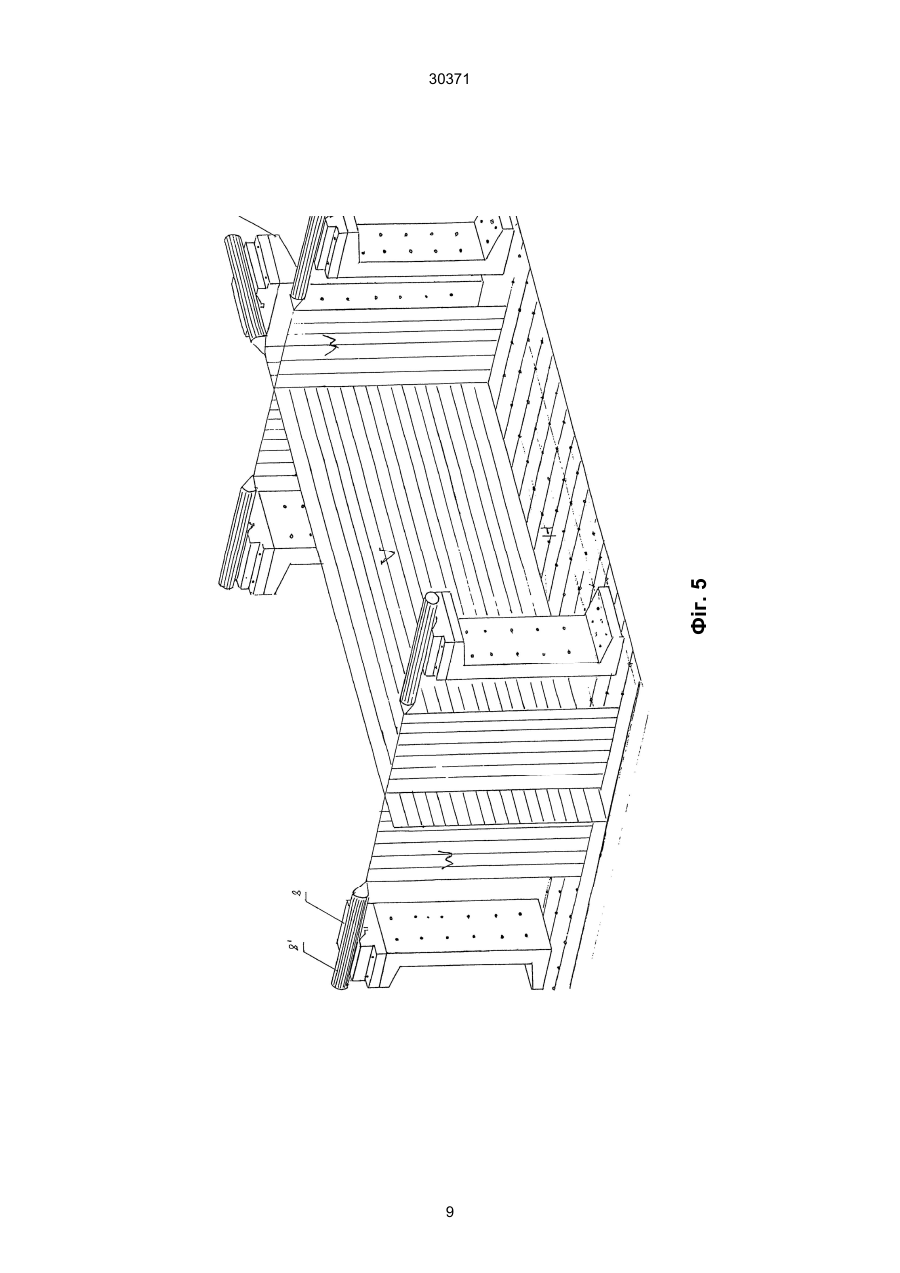
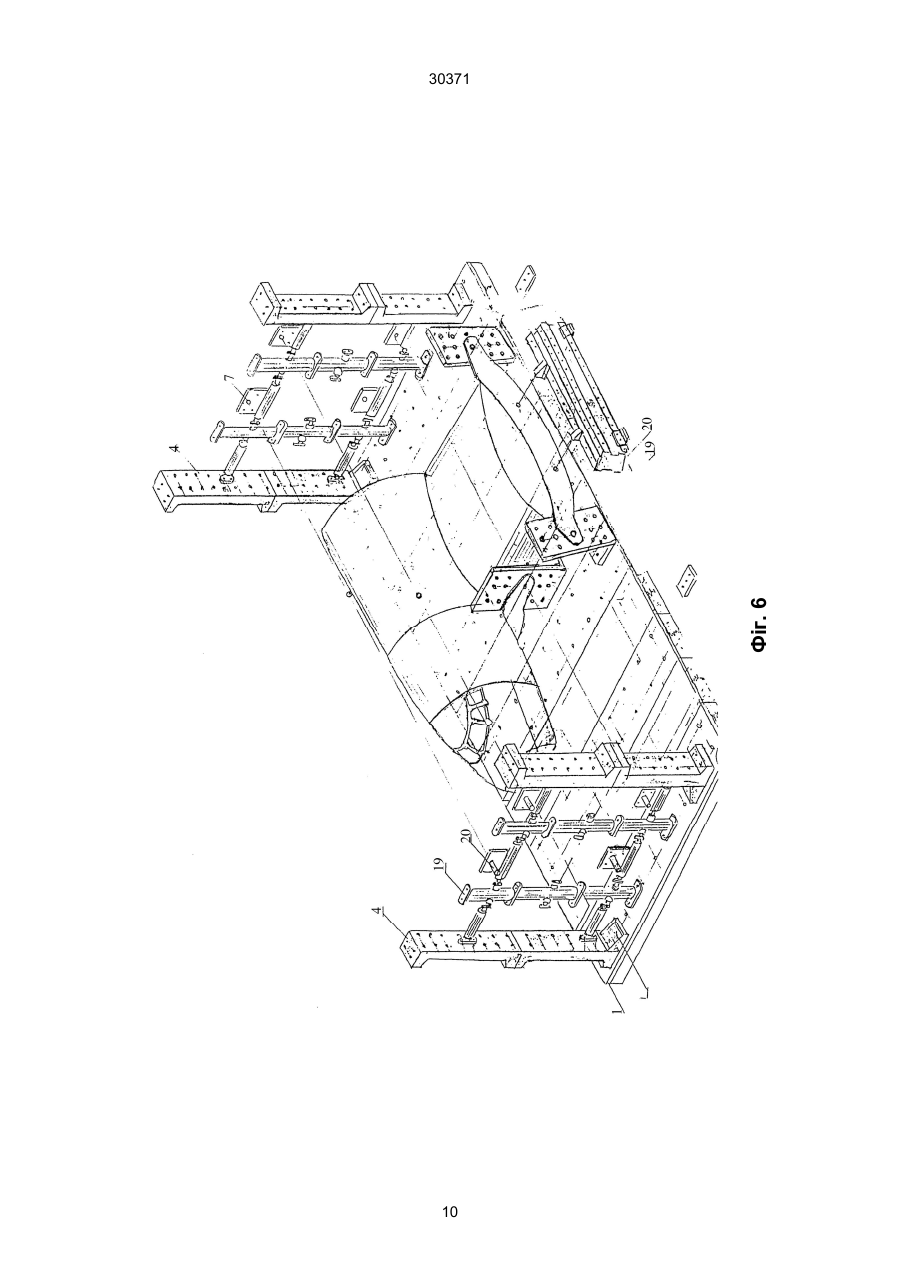
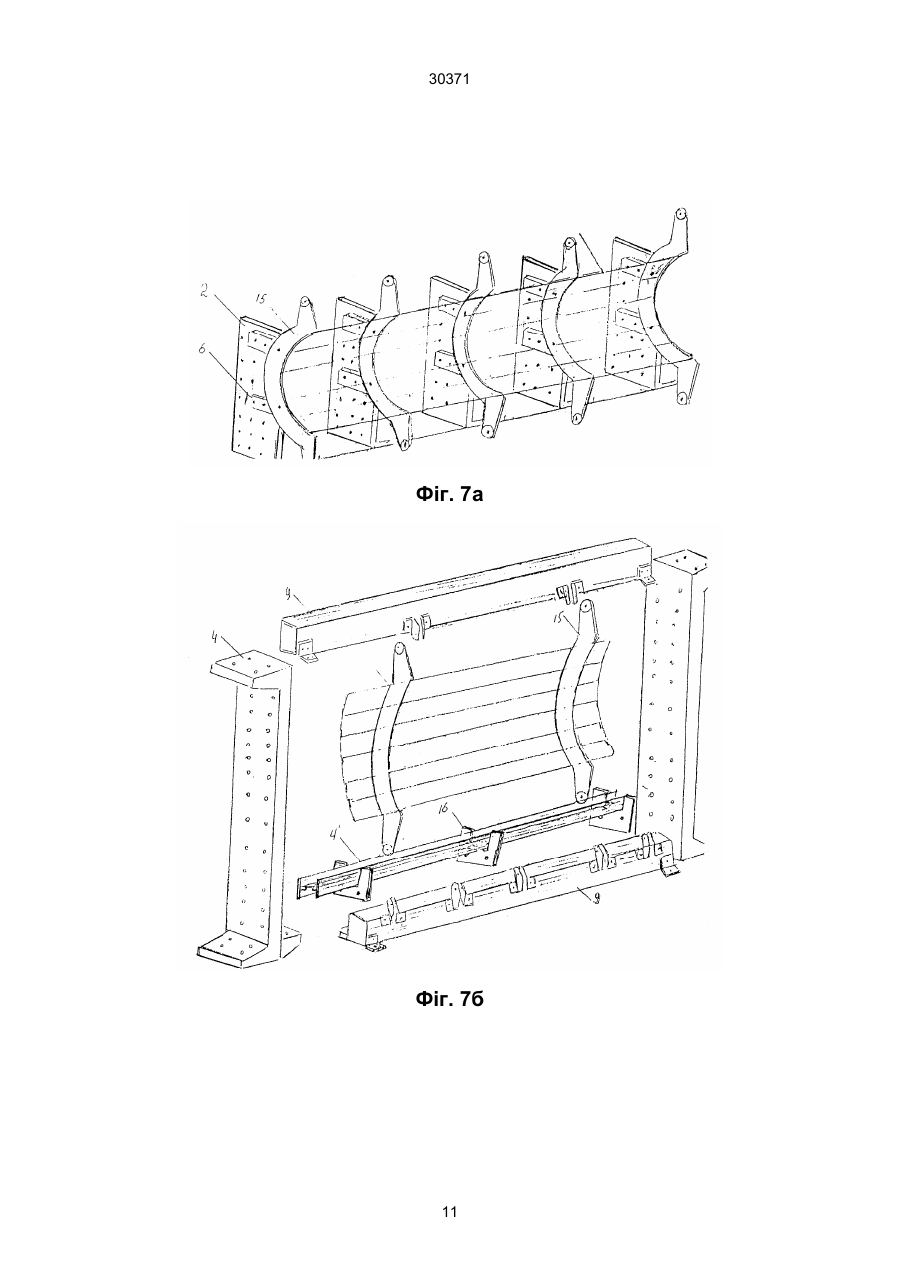
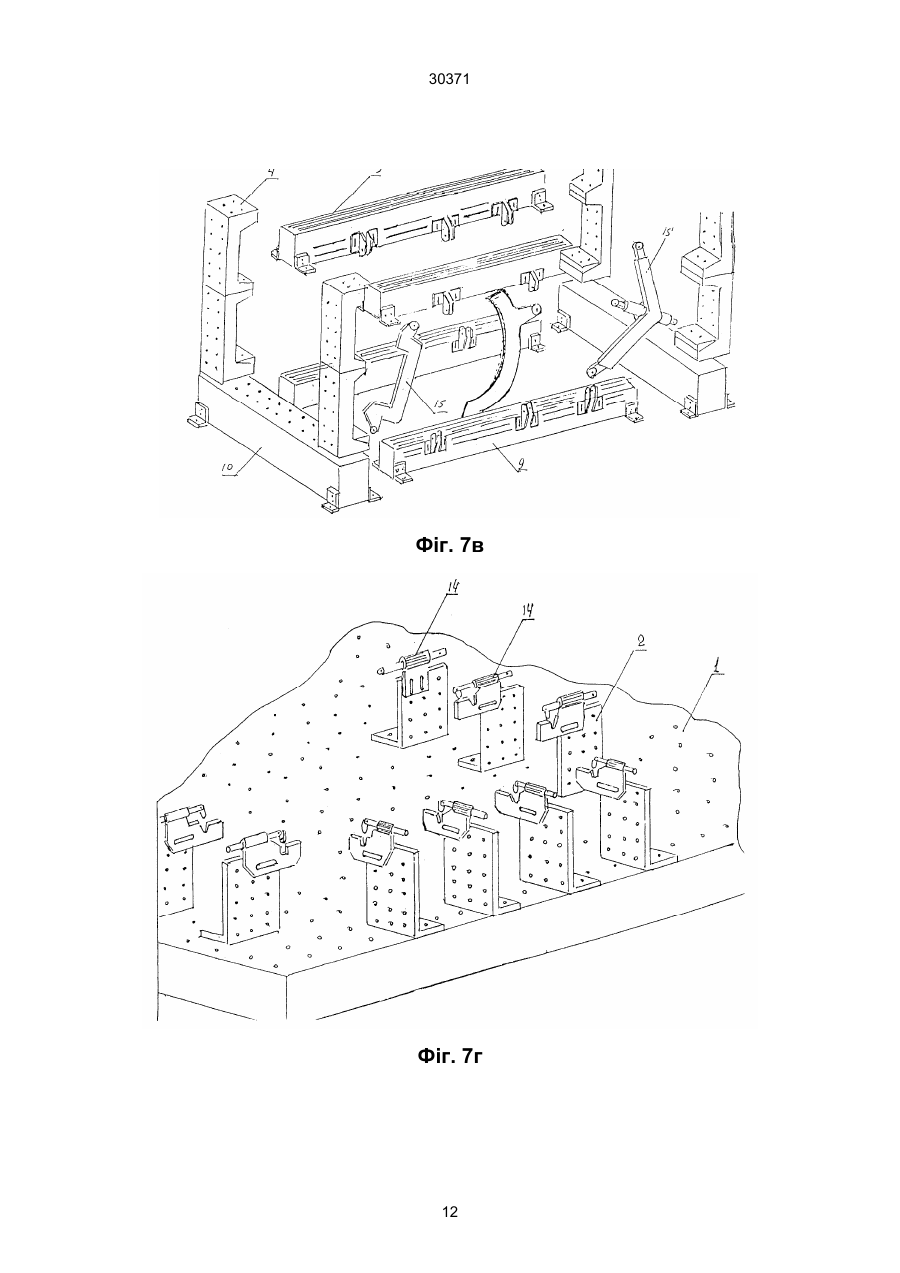
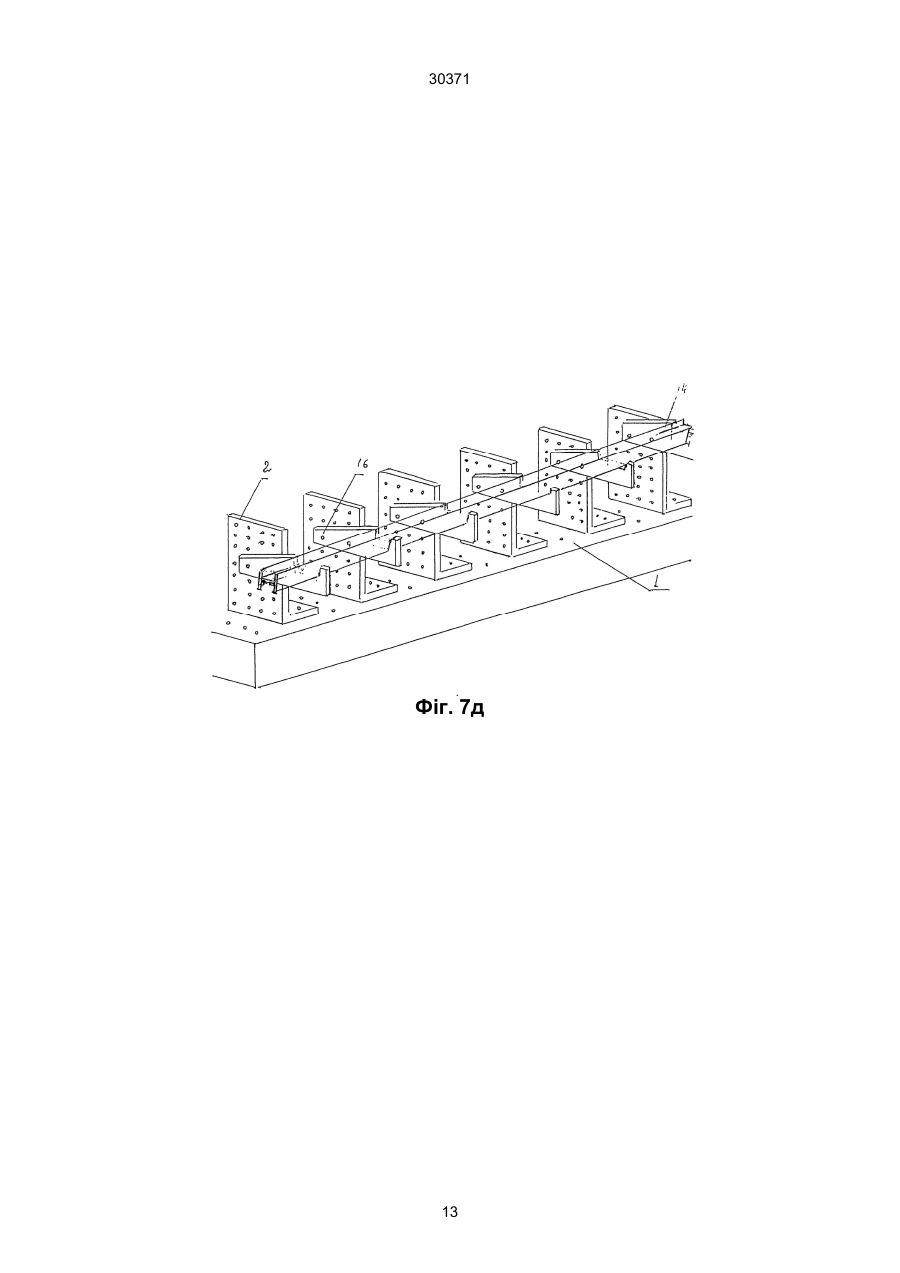
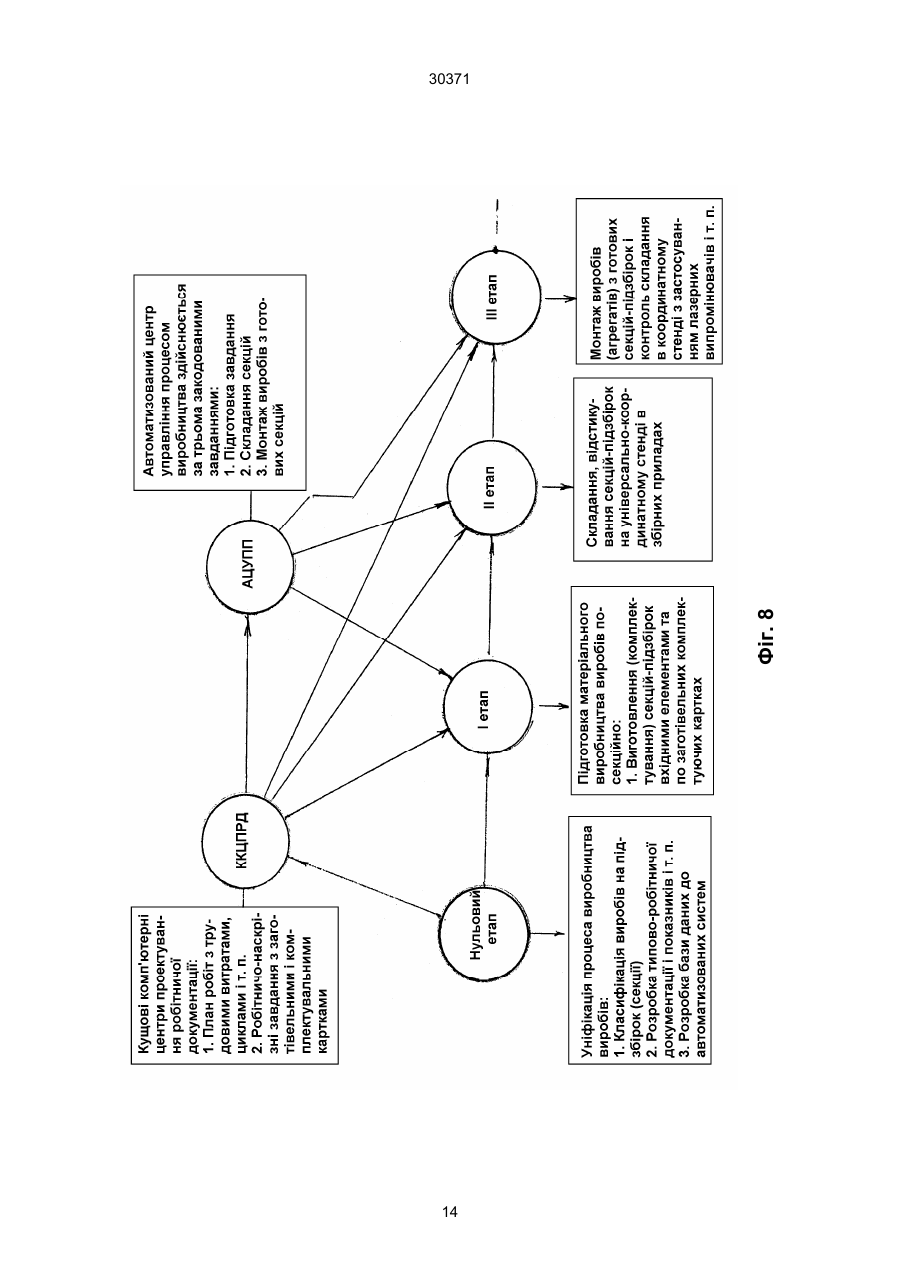
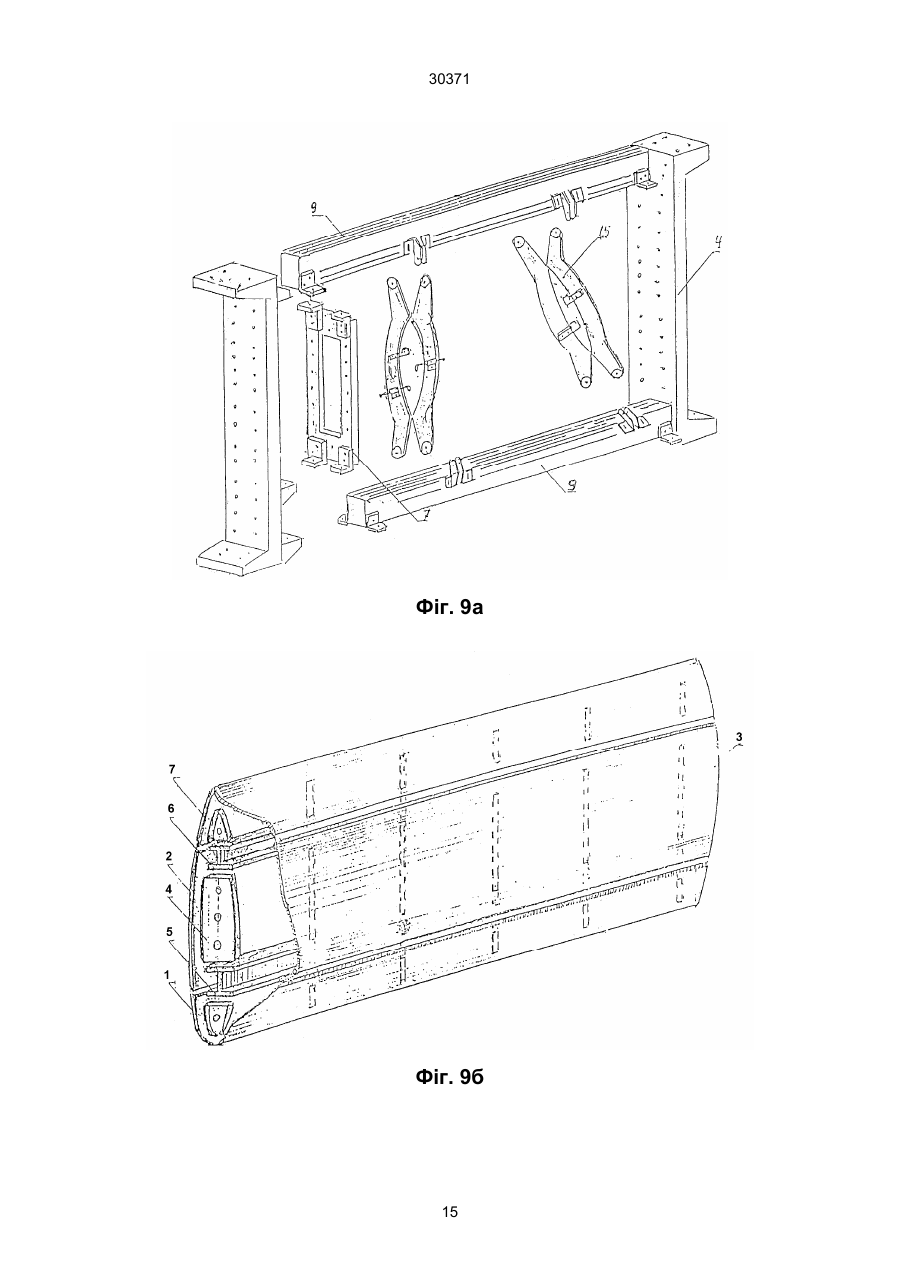
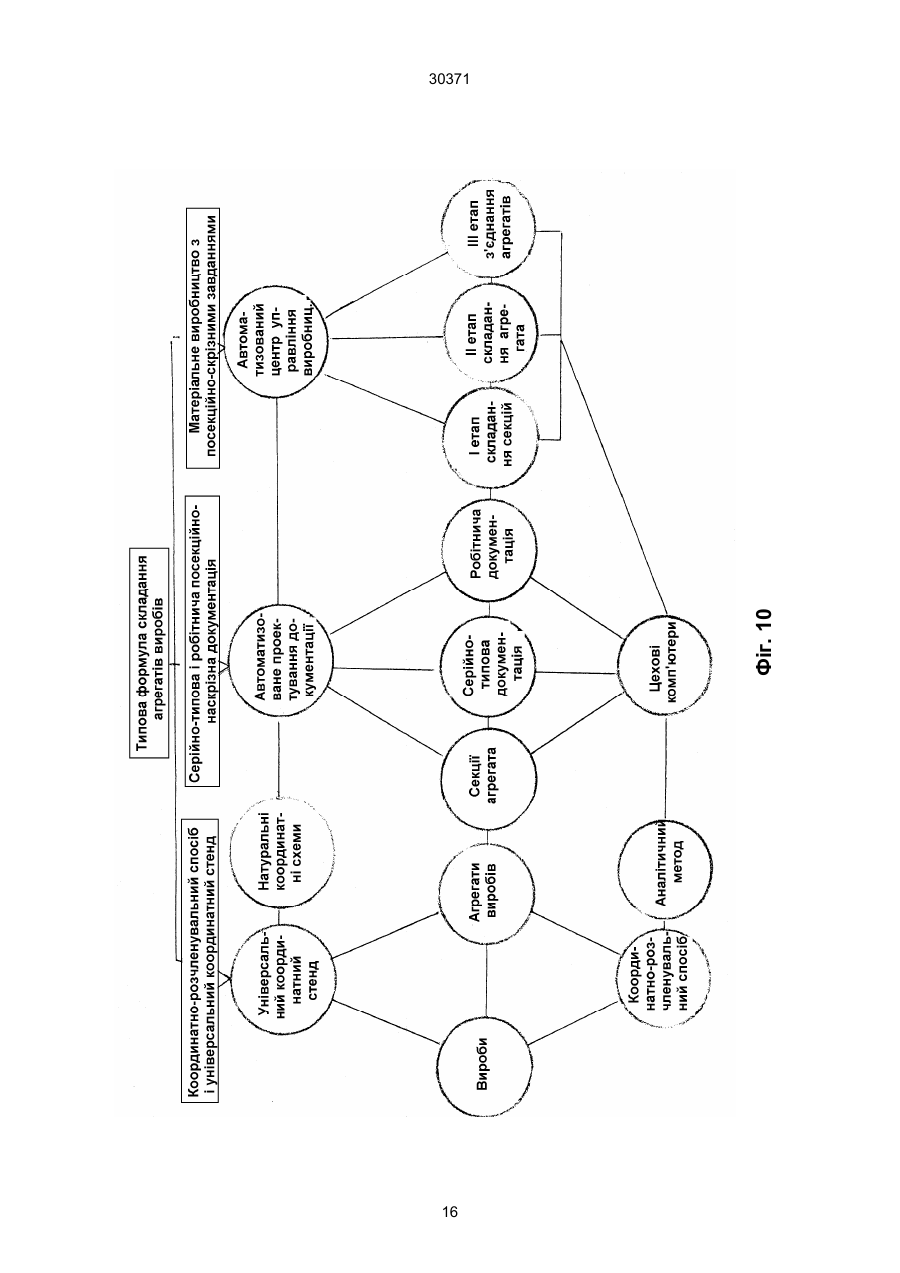
1. Спосіб збирання агрегатів літака і аналогічних виробів, що полягає в послідовному збиранні на координатному стенді деталей у вузли, панелі і агрегати в індивідуальних пристроях, після чого вузли, панелі і агрегати переустановлюють в інші індивідуальні пристрої для збирання і відстикування більш високого класу, який відрізняється тим, що збирання агрегатів здійснюють посекційно незалежно, одночасно зі збиранням натурних координатних схем на столі координатного стенда в три етапи: на першому, підготовчому етапі збирають натурну координатну схему, деталі встановлюють, підганяють по індивідуальних координатних носіях форми і розмірів схеми, там же збирають секції, а після збирання їх передають на другий етап разом з координатними носіями форми і розмірів, де з готових секцій збирають агрегат в заздалегідь зібраному каркасі схеми, а на третьому етапі агрегати стикують між собою по розмірах в трьох геометричних площинах на тих же координатних носіях форми і розмірів, встановлених в заздалегідь зібраний каркас схеми. 2. Спосіб за п. 1, який відрізняється тим, що агрегати на столі стенда додатково контролюють лазерними поздовжніми і поперечними променями по лініях візування, що проходять через центри координатних отворів стенда і цільових знаків, встановлених на базових поверхнях агрегатів. A (54) СПОСІБ ЗБИРАННЯ АГРЕГАТІВ ЛІТАКА І АНАЛОГІЧНИХ ВИРОБІВ ТА КООРДИНАТНИЙ СТЕНД ДЛЯ ЙОГО ЗДІЙСНЕННЯ 30371 збирання вузлів, панелей, агрегатів. Зібрані вузли, панелі, агрегати в одному пристосуванні їх розфіксовують і переносять в інше пристосування більш високого класу, відбувається зміна настановних баз, через що виникають напруження, деформації і т. п. Відсутній системний підхід при запуску виробів, в поєднанні єдиних універсальних базових коштів, способу, техніки організації виробництва і управління ним із застосуванням ЕОМ. Мета винаходу - запропонувати в комплексі: координатно-розчленований, посекційний засіб в поєднанні з аналітичним методом і станками з ЧПЗ; координатний стенд для збирання вузлів, агрегатів; техніку організації процесу виробництва управління ним по укрупнених посекційно крізних завданнях з додатком комплектуючих і нормативних карт. Поставлена мета досягається тим, що в способі, що полягає в послідовному збиранні на координатному стенді деталей у вузли, панелі, агрегати, їх переустановлюють в інші індивідуальні пристрої для збирання і стиковки в більш високого класу пристрої згідно з винаходом збирання вузлів панелями, агрегатами, здійснюють посекційно, незалежно, одночасно зі збиранням натурних координатних схем на столі координатного стенда в три етапи: на першому, підготовчому етапі збирають натурну координатну схему, деталі встановлюють, підганяють по індивідуальних координатних носіях форми і розмірів схеми, там же збирають секції, а після збирання їх передають на другий етап разом з координатними носіями форми і розмірів, де з готових секцій збирають агрегат в заздалегідь зібраному каркасі схеми, а на третьому етапі агрегати стикують між собою по розмірах в трьох геометричних площинах на тих же координатних носіях форми і розмірів, встановлених в заздалегідь зібраний каркас схеми, де агрегати додатково контролюють лазерними подовжніми і поперечними променями по лініях візування, що проходять через центр координатних отворів стенда і цільових знаків, встановлених на базових поверхнях агрегатів. При збиранні агрегатів посекційно в три етапи, при цьому базою даних є укрупнені посекційно крізні завдання, додатком комплектуючих, нормативних карт. При умові дослідного виробництва виробу, натурні координатні схеми збирають на столі стенда для єдиного збирання вузла, агрегату, а при серійному виробництві з оптимальної їх необхідності. Спосіб пояснюється кресленнями: на фіг. 9б зображений агрегат літака зі специфікацією секцій: 1 - носок; 2 - панель верхня; 3 панель нижня; 4 - лонжерон; 5 - нервюри; 6 хвостова частина; на фіг. 9а зображена натурна координатна схема для збирання агрегату з готових секцій; 4 координатна стійка; 9 - балка верхня і нижня; координатний носій розйома;15 - координатні носії форми і розмірів агрегату (КНФР); на фіг. 6 - натурно-об'ємна координатна схема для стиковки агрегатів:1 - координатний стіл, закладений в підмурівок підлоги; 4 - стійки спарені по висоті; 19 - координатні калібри; 7 - фітинги з лазерними випромінювачами - 20; 21 - координатна балка з лазерним розворотником - 22; фіг. 10 - типова схема-формула, що визначає процес виробництва виробів.Збирання секцій агрегату: нижньої панелі п. 3 фіг. 9б; лонжерона п. 4 фіг. 9б; зображені відповідно на НКС фіг. 7а і 7б, де на координатному столі 1, встановлені косинці 2 з фітингами 6 і з КНФР - 15, а на фіг. 7б, косинці - 2 з фітингами 6 і КНФР - 16. Процес збирання виробу (агрегатів) здійснюється по-секційно в три етапи по укрупнених крізних завданнях: 1 етап - побудова натурної координатної схеми (НКС) для збирання секції, збирання секцій агрегату; 2 етап - збирання агрегату з готових секцій в заздалегідь зібраній НКС; 3 етап - стиковка суміжних агрегатів в заздалегідь зібраній схемі ( НКС ). Збирання секції агрегату: нижньої панелі 3 фіг. 9б і лонжерона п. 4 фіг. 9б здійснюється одночасно з процесом збирання НКС по крізних завданнях в три етапи: на першому, підготовчому етапі за кресленням-схемою фіг. 7а і фіг. 7б, на початку встановлюють на столі 1 косинці 2 з фітингами 6 і фіксують їх по координатних отворах, виконаних на них, потім на фітинги 6 встановлюють і закріплюють на координатних отворах, відповідно, КНФР п. 15 і п. 16, після чого секції комплектують вхідними деталями по завданнях, встановлюють їх в робоче положення на КНФР пп. 15 і 16, підганяють, закріпляють і там же здійснюють збирання секції панелі 3 і лонжерона п. 4. Після збирання: панель 3 і лонжерон 4 КНФР 15 і 16 розфіксовують і разом передають на другий етап збирання, де їх встановлюють в заздалегідь зібраний каркас НКС фіг. 7б фіксують почергово лонжерон п. 4 на координатні отвори нижньої балки, а панель п. 3 - на монтажні отвори верхньої і нижньої балок 9, за допомогою елементів, що зчленовуються 14, заздалегідь встановлених на балках і після установки інших секцій, що входять в агрегат, зібраних аналогічним чином, збирають агрегат. Зібраний агрегат знімають з каркаса НКС разом з КНФР 15 і передають на стиковку з іншим суміжним агрегатом, в заздалегідь зібрану НКС фіг. 6, де їх виставляють на столі 1 на своїх КНФР по розмірах в трьох геометричних площинах НКС і, після підключення лазерних випромінювачів 20 і 22 до джерела струму і їх настройок, здійснюють додаткову перевірку розміщення агрегату на КНФР, шляхом проходження поздовжніх і поперечних лазерних променів по координатних отворів, виконаних на КНФР і цільових знаків, встановлених на агрегатах в базових місцях, здійснюють стиковку агрегатів. Після закінчення стиковки суміжних агрегатів КНФР передають на збирання іншого комплекту секцій і агрегатів. Таким чином, новизна запропонованого способу збирання агрегатів літака і інших типових виробів полягає у взаємодії поступового процесу, що містить крізні рішення, що повторюються в застосуванні типових натурних координатних схем, способу збирання, відстиковки агрегатів, техніки організації процесу виконання робіт по укрупнених крізних завданнях, для чого: вироби, агрегати розчленені по конструктивно технологічних ознаках на окремо закінчені напівзбірки секцій, що входять 2 30371 деталями і вузлами по приналежності без залишку. Процес збирання агрегатів супроводжується одночасним збиранням натурних координатних схем з універсальних, уніфікованих і індивідуальних (координатних носіїв форми і розмірів) елементів на столі координатного стенда в три етапи: збирання секцій; збирання агрегатів з готових секцій; збирання суміжних агрегатів з використанням єдиних і тих же індивідуальних базових координатних носіїв на всіх трьох етапах. Все це разом дозволяє вирішувати задачі на більш високому рівні вимог як сьогоднішнього дня, так і в перспективі: скоротить трудові і матеріальні витрати, і цикл збирання у два-три рази, а також площі. Координатний стенд для здійснення збирання агрегатів літака і аналогічних виробів. Відомий координатний стенд, патент № 4540, утримає координатну плиту, з призмами і засобами ув'язки оснащення, виконаними у вигляді закріплених на косинцях майстра-плит, лекал, вузлів стику, при цьому в координатній плиті, в прямокутних призмах, косинцях, лекалах, вузлах стику і майстер-плитах виконана сітка координатних отворів рівного кроку, розташованих в площинах прямокутної системи координат стенда і взаємозв'язаних з отворами базових реперів пристосування. Стенд використовують для виготовлення і відстиковки пристосування, призначеного для збирання вузлів і агрегатів літака, а стенд патент (№ 6644) додатково забезпечений верхньою і нижньою балками з встановленими на них затискними і фіксуючими елементами, при цьому балки закріплені на косинцях за допомогою реперів. Завдяки наявності балок з елементами, стенд вже можна використати безпосередньо для разового збирання агрегатів літака. Однак відомий стенд (патент № 6644) не забезпечує перебудову його натурних схем на інші схеми для збирання інших вузлів, панелей, агрегатів виробу через недостатню уніфікацію верхньої і нижньої балок, а також обмеженого різновиду елементів, що застосовуються (універсальних, уніфікованих) на стенді для збирання різної форми і розмірів вузлів, відсіків, агрегатів виробу. В основу винаходу поставлена задача удосконалення координатного стенда шляхом забезпечення можливості одночасного, взаємонезалежного фіксування в просторі елементів, вузлів, площин, їхню взаємну паралельність і перпендикулярність з отворами і пазами, виконаними на них і їх елементах, при споруді натурно об'ємних координатних схем на столі стенда для збирання агрегатів і відстиковки готових агрегатів, в тому числі і за допомогою лазерних випромінювачів, вбудованих в натурну координатну схему стенда, що в результаті забезпечить широку універсальність стенда і скоротить цикл і витрати на збирання виробів. Поставлена задача вирішується тим, що координатний стенд для збирання агрегатів літака і аналогічних виробів, утримуючий координатний стіл з координатними отворами, встановлений на столі по отворах взаємозв'язаних з отворами стола кроку, верхні і нижні, подовжні і поперечні балки з реперами, калібри з лазерними випромінювачами, стійки і призми, згідно з винаходом, стенд забезпече ний встановленими на столі косинці з фітингами, стійками, призмами, набором зчленованих елементів верхньої і нижньої подовжніх балок, координатними індивідуальними носіями форми і розмірів вузлів, що збираються, або агрегатів виробів, при цьому в косинцях з фітингами, стійках з призмами, елементах, що зчленовуються, виконані отвори, які взаємозв'язані з отворами реперів балок, що також мають отвори і пази взаємозв'язаного кроку з отворами згаданих складових стенда і з пазами балок, що з'єднуються індивідуальними носіями. Для визначення і фіксації деталей, вузлів, панелей і т. п., що має розміри не кратні кроку отворів координатного стенда, стенд забезпечений набором кутових, мірних плиток, фітингів. Стіл координатного стенда, як і побудова натурної координатної схеми, виконують і безпосередньо на поверхні бетонної підлоги шляхом закладення в підмурівок рядами координатних лінійок з сіткою взаємозв'язаних отворів і координації на них стійок, калібрів з лазерними випромінювачами, для визначення розташування агрегатів, які стикуються, повздовжніми і поперечними променями по цільових знаках на них і стенді. Запропоноване технічне рішення дозволяє по новому вирішувати задачі по збиранню, контролю, стиковці агрегатів виробів споруди натурно об'ємних координатних схем на столі координатного стенда, завдяки наявності універсальних, уніфікованих і індивідуальних елементів координатних носіїв форми і розмірів конкретного вузла, панелі, агрегату виготовлених на станках з ЧПЗ. Все це разом дозволить скоротити трудові і матеріальні витрати і цикл збирання виробів в 1,52 рази. Винахід пояснюється кресленнями (фіг. 1-8). Робоче розташування універсальних елементів 1-8, уніфікованих 9, 10 на столі стенда визначають площини, отвори, пази виконані на них в системі прямокутних і кратних розмірам 25, 50, 100 мм, координат. Розташування індивідуальних елементів 15, 16 (що визначають форму розміри виробу, що збирається, агрегату, секції) також визначають їх площини і монтажні отвори (МО) виконані на них, відносно координатних отворів (КО) стенда, заданих при їх виготовленні на станках з ЧПЗ. Процес збирання натурних координатних схем з універсальних, уніфікованих і індивідуальних елементів полягає в такому. На початку на столі стенда, збирають за робочим кресленням каркас схеми з універсальних елементів 2-8, уніфікованих елементів 9, 10 (фіг. 7а, 7д), потім встановлюють індивідуальні елементи 15, 16 і фіксують на елементи каркаса схеми безпосередньо на КО або через посередництво координатних зчленованих елементів 14 (фіг. 7б, 7в), а при некратності розмірів між універсальними елементами і індивідуальними встановлюють мірні плитки 12 або кутову 12 (фіг. 7а-7д). Після установки всіх елементів, згідно з кресленням в схемі, збирання секцій, агрегату, виробу здійснюється згідно з технологічним процесом. По закінченні техпроцесу елементи розфіксовуються: індивідуальні елементи 15,16, за умови дослідного виробництва, зберігають до наступного збирання, а універсальні і уніфіковані 2-14 переустановлю 3 30371 ють на столі координатного стенда для збирання інших секцій. Заумови ж серійного виробництва каркас натурної координатної схеми на столі залишається для збирання наступного комплекту секцій або агрегату, а індивідуальні координатні носії форми і розмірів (КНФР) передаються разом із зібраною секцією або агрегатом на вище стояче збирання. Готові агрегати з'єднують між собою в натурно-об'ємній координатній схемі на координатному столі 1, закладеному в підмурівок підлоги (фіг. 6) з окремих координатних лінійок з сіткою взаємозв'язаних отворів в площині і встановленими за розмірами в трьох геометричних площинах спарені координатні стійки 4, в поєднанні з калібрами 19 (фіг. 6) несучі на собі лазерні випромінювачі 20 для проходження поздовжніх променів, а поперечних від випромінювачів 21, встановлених на координатній балці 22. 4 Фіг. 1 30371 5 Фіг. 2 30371 6 Фіг. 3 30371 7 Фіг. 4б Фіг. 4а 30371 8 Фіг. 5 30371 9 Фіг. 6 30371 10 30371 Фіг. 7а Фіг. 7б 11 30371 Фіг. 7в Фіг. 7г 12 30371 Фіг. 7д 13 Фіг. 8 30371 14 30371 Фіг. 9а Фіг. 9б 15 Фіг. 10 30371 16 30371 __________________________________________________________ ДП "Український інститут промислової власності" (Укрпатент) Україна, 01133, Київ-133, бульв. Лесі Українки, 26 (044) 295-81-42, 295-61-97 __________________________________________________________ Підписано до друку ________ 2002 р. Формат 60х84 1/8. Обсяг ______ обл.-вид. арк. Тираж 35 прим. Зам._______ ____________________________________________________________ УкрІНТЕІ, 03680, Київ-39 МСП, вул. Горького, 180. (044) 268-25-22 ___________________________________________________________ 17
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of assembling the assemblies of aircraft and similar articles and coordinate stand for its realization
Автори англійськоюFatun Anatolii Omelianovych
Назва патенту російськоюСпособ сборки агрегатов самолета и аналогичных изделий и координатный стенд для его осуществления
Автори російськоюФатун Анатолий Емельянович
МПК / Мітки
МПК: B64F 5/00
Мітки: агрегатів, аналогічних, літака, спосіб, стенд, здійснення, виробів, збирання, координатний
Код посилання
<a href="https://ua.patents.su/17-30371-sposib-zbirannya-agregativ-litaka-i-analogichnikh-virobiv-ta-koordinatnijj-stend-dlya-jjogo-zdijjsnennya.html" target="_blank" rel="follow" title="База патентів України">Спосіб збирання агрегатів літака і аналогічних виробів та координатний стенд для його здійснення</a>
Спосіб перевірки правильності установки коліс на транспортному засобі та стенд для його здійснення
Номер патенту: 18532
Опубліковано: 25.12.1997
Автор: Звягін Микола Іванович
МПК: G01M 17/007
Мітки: установки, спосіб, транспортному, коліс, перевірки, засоби, правильності, здійснення, стенд
Формула / Реферат:
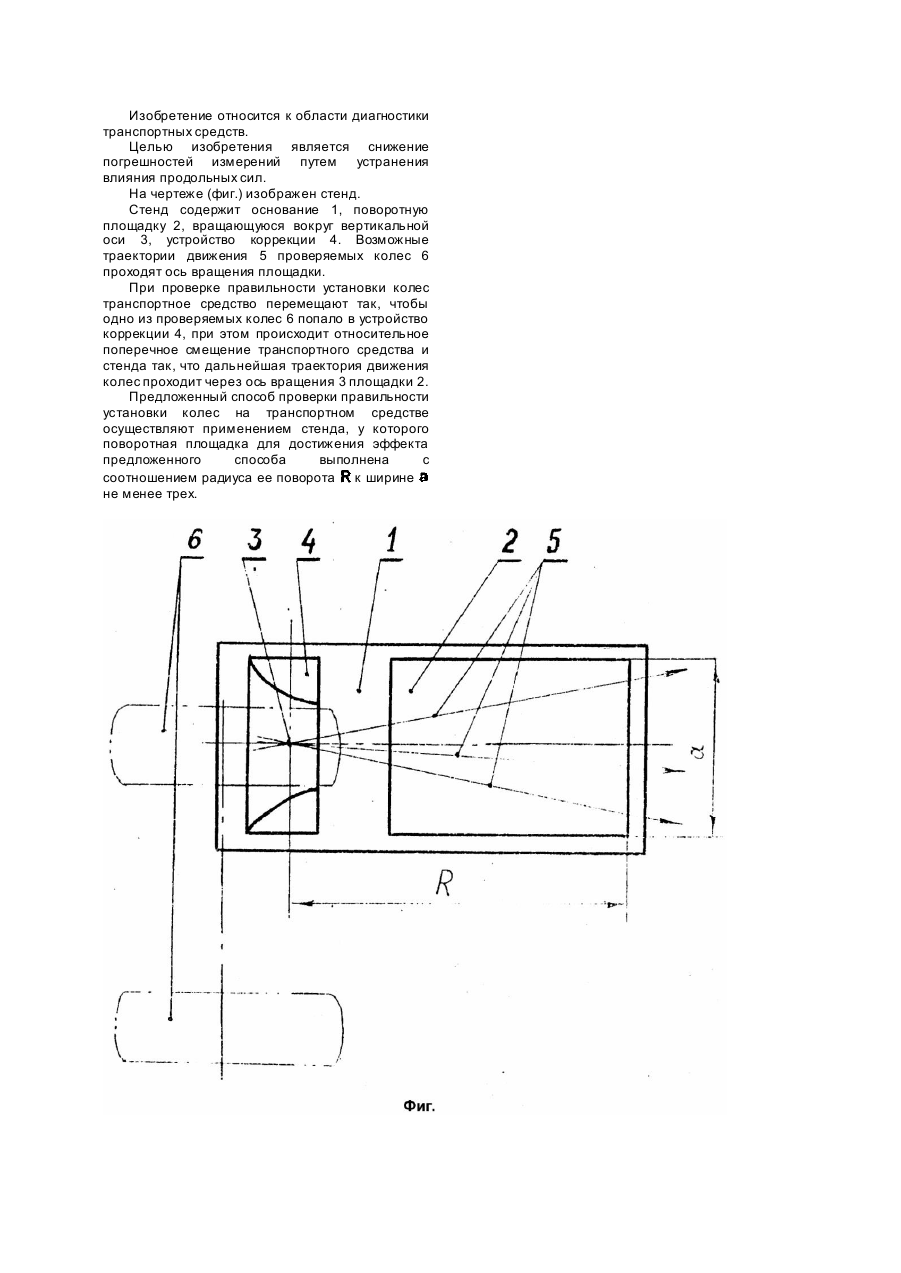
1. Способ проверки правильности установки колес на транспортном средстве, заключающийся в том, что транспортное средство перемещают через поворотную в горизонтальной плоскости площадку и определяют правильность установки колес по отклонению ее от нейтрального положения, отличающийся тем, что колесо проверяемого транспортного средства направляют через центр поворота указанной площадки.2. Стенд для осуществления способа, содержащий...
Координатний стенд для монтажу збірної оснастки балочної, рамної і фермової конструкції
Номер патенту: 4540
Опубліковано: 28.12.1994
Автори: Фатун Володимир Анатолійович, Фатун Анатолій Омелянович
МПК: B64F 5/00
Мітки: монтажу, фермової, стенд, балочної, оснастки, рамної, конструкції, збірної, координатний
Формула / Реферат:
Координатный стенд дли монтажа сборочной оснастки балочной, рамной к фермённой конструкции, содержащий установленные на координатной плите угольники с закрепленными на них по координатным отверстиям средствами увязки оснастки, отличающийся тем, что стенд снабжен установленными на координатной плите шестигранными прямоугольными призмами, при этом в шестигранных прямоугольных призмах, угольниках и координатной плите выполнены координатные...
Координатний стенд для монтажу контрольної та складальної оснастки балочної, рамної та фермової конструкції
Номер патенту: 6644
Опубліковано: 29.12.1994
Автори: Фатун Анатолій Омелянович, Фатун Володимир Анатолійович
МПК: B64F 5/00
Мітки: стенд, фермової, конструкції, складальної, контрольної, рамної, балочної, монтажу, координатний, оснастки
Формула / Реферат:
(57) Координатный стенд для монтажа контрольной и сборочной оснастки балочной рамной и ферменной конструкции содержащий координатную плиту с сеткой координатных отверстий и установленные на нее по координатным отверстиям взаимоувязанного шага угольники и фиксирующие элементы, отличающийся тем, что он снабжен верхней и нижней балками с установленными на них зажимными и фиксирующими элементами, при этом балки закреплены на угольниках...
Сцинтиляційний детектор, спосіб його збирання та пристрій для здійснення збирання сцинтиляційного детектора складання та пристрій для здійснення складання
Номер патенту: 9914
Опубліковано: 30.09.1996
Автори: Гриньов Борис Вікторович, Мельник Віктор Іванович
МПК: G01T 1/202
Мітки: сцинтиляційного, сцинтиляційний, здійснення, збирання, детектора, пристрій, спосіб, детектор, складання
Формула / Реферат:
(57) 1. Сцинтилляционный детектор, содержащий монокристалл цилиндрической формы с нормальными к оси симметрии плоскими торцами, контейнер, охватывающий монокристалл с зазором, порошковую насыпную светоотражающую оболочку, расположенную в зазоре между монокристаллом и контейнером, два центрирующих кольца и окно из оптического стекла, расположенное на одном из торцов монокристалла, отличающийся тем, что контейнер выполнен двухслойным в...
Спосіб збирання розливального припасу і пристрій для його здійснення
Номер патенту: 4142
Опубліковано: 27.12.1994
Автори: Кузьміна Людмила Миколаївна, Турінцев Володимир Миколайович, Коломоєц Віталій Прокопович, Кашкабаш Микола Іванович
МПК: C21C 7/10
Мітки: розливального, спосіб, пристрій, припасу, здійснення, збирання
Формула / Реферат:
1. Способ оборки разливочного припаса, включающий установку на подставку поддона с опорным кольцом, изложницы, прибыльной надставки с последующей установкой и выверкой подставки относительно оси вакуум-камеры, отличающийся тем, что, с целью сокращения времени на установку разливочного припаса, верхнюю плоскость поддона выверяют параллельно опорной поверхности подставки, а изложницу устанавливают на поддон и совместно с ним жестко...
Попередній патент: Підземне сховище для поховання малорадіоактивних будівельних відходів (рав)
Наступний патент: Спосіб нанесення захисного покриття
Випадковий патент: Деформаційний шов будови