Фурми для введення газу в посудину


Формула / Реферат
1. Фурма для введення газу в посудину, яка містить:
канал для протікання газу, який проходить від заднього кінця фурми до її переднього кінця, з якого випускають газ,
довгу центральну конструкцію, яка проходить в каналі для протікання газу від його заднього кінця до його переднього кінця,
певну кількість лопаток для спрямування потоку, розташованих по периметру центральної конструкції біля переднього кінця каналу для завихрення газового потоку, який проходить крізь передній кінець каналу,
проходи для подачі та повернення охолоджувальної води, які виконані в стінці каналу для протікання газу і проходять від заднього кінця до переднього кінця каналу для протікання газу для подачі та повернення охолоджувальної води до переднього кінця каналу, і
кільцевий канальний насадок, встановлений на передньому кінці каналу, і який має внутрішній прохід для протікання охолоджувальної води, який сполучається з проходами для подачі та повернення охолоджувальної води для приймання і повернення потоку охолоджувальної води для його внутрішнього охолодження,
яка відрізняється тим, що виготовлена з трьох модулів, рознімно з'єднаних між собою рознімними кріпленнями, причому згадані модулі включають:
1) основний канальний модуль, який утворює канал для протікання газу крізь його основну частину довжини і має проходи для подачі та повернення охолоджувальної води та згаданий канальний насадок,
2) модуль для впускання газу, який має трубчасту конструкцію, рознімно з'єднану першим набором згаданих кріплень до заднього кінця основного канального модуля так, що його внутрішня частина сполучена з внутрішньою частиною канального модуля та патрубком, який виступає вбік з трубчастої конструкції для виконання функції впускного каналу для впускання газу в трубчасту конструкцію, а звідтіля у внутрішню частину основного газового модуля, і
3) центральний модуль, який утворює згадану довгу центральну конструкцію і згадані лопатки для спрямування потоку, і рознімно з'єднаний другим набором згаданих кріпильних засобів із заднім кінцем трубчастої конструкції модуля для впускання газу.
2. Фурма за п. 1, яка відрізняється тим, що задній кінець основного канального модуля та передній кінець модуля для впускання газу виконані з упорними периферійними фланцями, а перший набір кріпильних засобів виконаний з можливістю рознімного кріплення цих фланців.
3. Фурма за п. 1 або 2, яка відрізняється тим, що задній кінець трубчастої конструкції модуля для впускання газу та задній кінець центрального модуля виконані з упорними периферійними фланцями, а другий набір кріплень виконаний з можливістю рознімного з'єднання цих фланців.
4. Фурма за будь-яким із попередніх пунктів, яка відрізняється тим, що основний канальний модуль додатково містить виступаючий назовні периферійний фланець, розташований спереду на певній відстані від заднього кінця вказаного модуля, для кріплення фурми на стінці металургійної посудини.
5. Фурма за п. 4, яка відрізняється тим, що виступаючий назовні периферійний фланець охоплює передбачену трубчасту манжету, яка охоплює канал, і має внутрішні проходи для протікання води для внутрішнього охолодження манжети.
6. Фурма за п. 5, яка відрізняється тим, що трубчаста манжета виступає вперед із згаданого виступаючого назовні периферійного фланця так, щоб при використанні фурми входити в отвір у стінці посудини, у якому повинна встановлюватися фурма.
7. Фурма за будь-яким з пп. 4-6, яка відрізняється тим, що основний канальний модуль додатково містить з'єднувальні деталі для впускання та випускання води, виконані з можливістю сполучення з проходами для подачі та повернення охолоджувальної води і розташовані між заднім кінцем основного канального модуля та виступаючим назовні периферійним кріпильним фланцем.
8. Фурма за будь-яким із попередніх пунктів, яка відрізняється тим, що основний канальний модуль, модуль для впускання газу та центральний модуль додатково мають принаймні один охолоджувальний контур для приймання під час роботи потоку охолоджувальної води, при цьому охолоджувальні контури виконані з можливістю автономної роботи.
9. Фурма за будь-яким із попередніх пунктів, яка відрізняється тим, що проходи для подачі та повернення води основного модуля мають по суті паралельні кільцеві канали для протікання, утворені трьома або більшоюкількістю концентричних по суті циліндричних елементів, утримуваних у згаданому модулі, для забезпечення диференціального розширення двох або більшої кількості згаданих по суті циліндричних елементів.
10. Фурма за будь-яким із попередніх пунктів, яка відрізняється тим, що модуль для впускання газу додатково містить два концентричні по суті циліндричні елементи для формування проточного каналу для протікання охолоджувальної води.
11. Фурма за п. 10, яка відрізняється тим, що вона додатково містить одну або більшу кількість перегородок, що формує згаданий проточний канал згаданого модуля для впускання газу з двома або більшою кількістю відсіків для протікання води.
12. Фурма за п. 11, яка відрізняється тим, що згаданий проточний канал має два незалежні контури для протікання води.
13. Фурма за будь-яким із пп. 10-12, яка відрізняється тим, що елемент для впускання газу містить патрубок, який виступає вбік з центральної осі впускного модуля і який містить фланець для з'єднання з каналом для подачі газу, а згаданий проточний канал охоплює згаданий патрубок.
14. Фурма для введення газу в посудину, яка має отвір для встановлення фурми, що має трубчасту конструкцію, що утворює канал для протікання газу крізь неї, при цьому фурма пристосована для вставляння в отвір посудини, при цьому містить фланець, який виступає назовні з неї, та трубчасту манжету, яка по периметру охоплює її та містить кріпильний фланець для з'єднання з верхньою частиною посудини, при цьому трубчаста манжета простягається вздовж фурми від кріпильного фланця і має внутрішні проходи для протікання води для внутрішнього охолодження її, та, при цьому, периферійний фланець фурми з'єднаний з кріпильним фланцем трубчастої манжети.
15. Фурма за п. 14, яка відрізняється тим, що кріпильний фланець для з'єднання трубчастої манжети з верхньою частиною посудини виступає назовні за периферійний фланець на фурмі.
16. Фурма за п. 14 або 15, яка відрізняється тим, що манжета проходить вздовж неї від свого кріпильного фланця у такий спосіб, щоб під час роботи фурми входити в отвір посудини, у якій повинна встановлюватися фурма.
17. Фурма за будь-яким із пп. 14-16, яка відрізняється тим, що зовнішній діаметр манжети вибраний у такий спосіб, що під час роботи фурма та шар затвердлого шлаку, що формується на фурмі, здатні видалятися з посудини через її отвір без контакту з ним.
18. Фурма для введення газу в посудину, яка має трубчасту фурму, що утворює канал для протікання газу і має довгі проходи для подачі та повернення охолоджувальної води до насадка згаданої трубчастої фурми, яка додатково складається з трьох або більшої кількості концентричних по суті циліндричних елементів для формування згаданих довгих проходів для подачі та повернення води, які містить згадана фурма для забезпечення диференціального розширення двох або більшої кількості згаданих по суті циліндричних елементів, і при цьому фурма додатково містить елемент для впускання газу, пристосований до сполучення під час роботи та до приймання газу з каналу для подачі газу, а згаданий елемент для впускання газу має прохід для протікання газу, сполучений із згаданим каналом для подачі газу, крім того, згаданий елемент для впускання газу містить два концентричні по суті циліндричні елементи, які формують проточний канал для протікання охолоджувальної води між ними.
19. Фурма за п. 18, яка відрізняється тим, що канали для подачі та повернення потоку трубчастого елемента виконані з можливістю роботи незалежно від проточного каналу впускного елемента.
20. Фурма за п. 18 або 19, яка відрізняється тим, що вона додатково містить одну або більшу кількість перегородок, які утворюють згаданий проточний канал згаданого елемента для впускання газу з двома або більшою кількістю відсіків для протікання води.
21. Фурма за п. 20, яка відрізняється тим, що згаданий проточний канал має два незалежні контури для протікання води.
22. Фурма за будь-яким з пп. 18-21, яка відрізняється тим, що елемент для впускання газу містить патрубок, який виступає вбік від осі впускного елемента і який містить фланець для з'єднання з каналом для подачі газу, та проточний канал, який охоплює згаданий патрубок.
Текст
1. Фурма для введення газу в посудину, яка містить: канал для протікання газу, який проходить від заднього кінця фурми до її переднього кінця, з якого випускають газ, довгу центральну конструкцію, яка проходить в каналі для протікання газу від його заднього кінця до його переднього кінця, певну кількість лопаток для спрямування потоку, розташованих по периметру центральної конструкції біля переднього кінця каналу для завихрення газового потоку, який проходить крізь передній кінець каналу, проходи для подачі та повернення охолоджувальної води, які виконані в стінці каналу для протікання газу і проходять від заднього кінця до переднього кінця каналу для протікання газу для подачі та повернення охолоджувальної води до переднього кінця каналу, і 2 (19) 1 3 цями, а другий набір кріплень виконаний з можливістю рознімного з'єднання цих фланців. 4. Фурма за будь-яким із попередніх пунктів, яка відрізняється тим, що основний канальний модуль додатково містить виступаючий назовні периферійний фланець, розташований спереду на певній відстані від заднього кінця вказаного модуля, для кріплення фурми на стінці металургійної посудини. 5. Фурма за п. 4, яка відрізняється тим, що виступаючий назовні периферійний фланець охоплює передбачену трубчасту манжету, яка охоплює канал, і має внутрішні проходи для протікання води для внутрішнього охолодження манжети. 6. Фурма за п. 5, яка відрізняється тим, що трубчаста манжета виступає вперед із згаданого виступаючого назовні периферійного фланця так, щоб при використанні фурми входити в отвір у стінці посудини, у якому повинна встановлюватися фурма. 7. Фурма за будь-яким з пп. 4-6, яка відрізняється тим, що основний канальний модуль додатково містить з'єднувальні деталі для впускання та випускання води, виконані з можливістю сполучення з проходами для подачі та повернення охолоджувальної води і розташовані між заднім кінцем основного канального модуля та виступаючим назовні периферійним кріпильним фланцем. 8. Фурма за будь-яким із попередніх пунктів, яка відрізняється тим, що основний канальний модуль, модуль для впускання газу та центральний модуль додатково мають принаймні один охолоджувальний контур для приймання під час роботи потоку охолоджувальної води, при цьому охолоджувальні контури виконані з можливістю автономної роботи. 9. Фурма за будь-яким із попередніх пунктів, яка відрізняється тим, що проходи для подачі та повернення води основного модуля мають по суті паралельні кільцеві канали для протікання, утворені трьома або більшою кількістю концентричних по суті циліндричних елементів, утримуваних у згаданому модулі, для забезпечення диференціального розширення двох або більшої кількості згаданих по суті циліндричних елементів. 10. Фурма за будь-яким із попередніх пунктів, яка відрізняється тим, що модуль для впускання газу додатково містить два концентричні по суті циліндричні елементи для формування проточного каналу для протікання охолоджувальної води. 11. Фурма за п. 10, яка відрізняється тим, що вона додатково містить одну або більшу кількість перегородок, що формує згаданий проточний канал згаданого модуля для впускання газу з двома або більшою кількістю відсіків для протікання води. 12. Фурма за п. 11, яка відрізняється тим, що згаданий проточний канал має два незалежні контури для протікання води. 13. Фурма за будь-яким із пп. 10-12, яка відрізняється тим, що елемент для впускання газу містить патрубок, який виступає вбік з центральної осі впускного модуля і який містить фланець для з'єднання з каналом для подачі газу, а згаданий проточний канал охоплює згаданий патрубок. 90694 4 14. Фурма для введення газу в посудину, яка має отвір для встановлення фурми, що має трубчасту конструкцію, що утворює канал для протікання газу крізь неї, при цьому фурма пристосована для вставляння в отвір посудини, при цьому містить фланець, який виступає назовні з неї, та трубчасту манжету, яка по периметру охоплює її та містить кріпильний фланець для з'єднання з верхньою частиною посудини, при цьому трубчаста манжета простягається вздовж фурми від кріпильного фланця і має внутрішні проходи для протікання води для внутрішнього охолодження її, та, при цьому, периферійний фланець фурми з'єднаний з кріпильним фланцем трубчастої манжети. 15. Фурма за п. 14, яка відрізняється тим, що кріпильний фланець для з'єднання трубчастої манжети з верхньою частиною посудини виступає назовні за периферійний фланець на фурмі. 16. Фурма за п. 14 або 15, яка відрізняється тим, що манжета проходить вздовж неї від свого кріпильного фланця у такий спосіб, щоб під час роботи фурми входити в отвір посудини, у якій повинна встановлюватися фурма. 17. Фурма за будь-яким із пп. 14-16, яка відрізняється тим, що зовнішній діаметр манжети вибраний у такий спосіб, що під час роботи фурма та шар затвердлого шлаку, що формується на фурмі, здатні видалятися з посудини через її отвір без контакту з ним. 18. Фурма для введення газу в посудину, яка має трубчасту фурму, що утворює канал для протікання газу і має довгі проходи для подачі та повернення охолоджувальної води до насадка згаданої трубчастої фурми, яка додатково складається з трьох або більшої кількості концентричних по суті циліндричних елементів для формування згаданих довгих проходів для подачі та повернення води, які містить згадана фурма для забезпечення диференціального розширення двох або більшої кількості згаданих по суті циліндричних елементів, і при цьому фурма додатково містить елемент для впускання газу, пристосований до сполучення під час роботи та до приймання газу з каналу для подачі газу, а згаданий елемент для впускання газу має прохід для протікання газу, сполучений із згаданим каналом для подачі газу, крім того, згаданий елемент для впускання газу містить два концентричні по суті циліндричні елементи, які формують проточний канал для протікання охолоджувальної води між ними. 19. Фурма за п. 18, яка відрізняється тим, що канали для подачі та повернення потоку трубчастого елемента виконані з можливістю роботи незалежно від проточного каналу впускного елемента. 20. Фурма за п. 18 або 19, яка відрізняється тим, що вона додатково містить одну або більшу кількість перегородок, які утворюють згаданий проточний канал згаданого елемента для впускання газу з двома або більшою кількістю відсіків для протікання води. 21. Фурма за п. 20, яка відрізняється тим, що згаданий проточний канал має два незалежні контури для протікання води. 5 90694 6 22. Фурма за будь-яким з пп. 18-21, яка відрізняється тим, що елемент для впускання газу містить патрубок, який виступає вбік від осі впускного елемента і який містить фланець для з'єднання з каналом для подачі газу, та проточний канал, який охоплює згаданий патрубок. Представлений винахід відноситься до фурм для введення газу в посудину. Винахід має, особливе, проте не виключне, застосування до фурми для введення потоку попередньо нагрітого газу в металургійну посудину при високій температурі. Металургійна посудина може, наприклад, бути конвертером прямого плавлення, у якому рідкий метал одержують способом прямого плавлення. Відомий спосіб прямого плавлення, який базується на шарі рідкого металу як хімічно активному середовищі, і головним чином названий спосіб Hlsmelt, описується в міжнародній заявці PCT/AU96/00197 (WO 96/31627), подана на ім'я заявника. У способі Hlsmelt, як він описаний в міжнародній заявці: (a) в посудині формують ванну рідкого заліза та шлаку; (b) вводять у ванну: (i) металовмісний вихідний матеріал, типово оксиди металів; і (ii) твердий вуглецевий матеріал, типово вугілля, який діє як відновлювач оксидів металів та джерело енергії; і (c) плавлять металовмісний вихідний матеріал з одержанням шару металу. Термін "плавлення" означає тут термообробку, у якій відбуваються хімічні реакції, які відновлюють оксиди металів для одержання рідкого металу. Представлений винахід також надає пристрій прямого плавлення, який має фурму для введення газу в посудину прямого плавлення. Винахід додатково надає способи встановлення фурми для введення газу в металургійну посудину та способи її виймання. Головним чином, способи, які базуються на ванні розплаву, для прямого плавлення чорного металу з одержанням рідкого заліза, які описані в попередньому рівні техніки, вимагають допалювання продуктів реакції, таких як CO та H2, які виділяються з ванни розплаву, для генерування достатньої кількості теплоти для підтримання температури ванни розплаву. Попередній рівень техніки головним чином пропонує здійснювати допалювання шляхом введення кисневмісного газу по фурмам, які входять у верхній простір посудини прямого плавлення. З економічних причин бажано, щоб процеси прямого плавлення були відносно довготривалими, типово принаймні тривали один рік, і, тому, важливо, щоб фурми для введення газу були здатними витримувати у верхньому просторі посудини прямого плавлення протягом довготривалих процесів високу температуру, типово порядку 2000°С. Одним варіантом для надання кисневмісного газу є використання повітря або збагаченого киснем повітря, яке попередньо нагрівають до темпе ратури вище 800°С. При цьому потребуються значно більші об'єми такого газу для досягання даного рівня допалювання, а ніж той, що повинен потребуватися, якщо кисень використовують як кисневмісний газ. Тому, посудина прямого плавлення, яка працює з повітрям або збагаченим киснем повітрям, повинна мати значно більшу конструкцію, а ніж посудина прямого плавлення, яка працює з киснем. Відповідно, фурма для введення повітря або збагаченого киснем повітря в посудину прямого плавлення повинна бути відносно великою конструкцією, яка може входити на значну відстань в посудину прямого плавлення і не фіксуватися на принаймні основній частині її довжини. По обставині, посудини для спсобу Hlsmelt з діаметром 6 метрів, запропоновані заявником, мають фурми, що мають зовнішній діаметр 1,2м та масу порядку 60 тон, і входять приблизно на 10м в посудину. Згідно з одним аспектом, винахід надає фурму для введення газу в посудину, яка містить канал для протікання газу, який проходить від заднього кінця до переднього кінця, з якого випускають газ; довгу центральну конструкцію, яка проходить в каналі для протікання газу від його заднього кінця до його переднього кінця; певну кількість лопаток для спрямування потоку, розташованих по периметру центральної конструкцію поблизу переднього кінця каналу для завихорення газового потоку, який надходить крізь передній кінець каналу; проходи для подачі та повернення охолоджувальної води, які виконані в стінці каналу для протікання газу та проходять від його заднього кінця до його переднього кінця для подачі і повернення охолоджувальної води до переднього кінця каналу; і кільцевий канальний насадок, встановлений на передньому кінці каналу і має внутрішній прохід для протікання охолоджувальної води, який сполучається з проходами для подачі та повернення охолоджувальної води для приймання та повертання потоку охолоджувальної води для його внутрішнього охолодження, у якому фурма виконана з трьох модулів, рознімно з'єднаних між собою рознімними кріпленнями, причому згадані модулі мають: 1) основний канальний модуль, який формує канал для протікання газу вздовж основної частини його довжини і має згадані проходи для подачі та повернення води, і згаданий кільцевий канальний насадок, 2) модуль для впускання газу, який має трубчасту конструкцію, рознімно прикріплену першим набором згаданих кріплень до заднього кінця основного канального модуля так, що його внутрішня частина сполучається з внутрішньою частиною 7 канального модуля та патрубком, який виступає вбік з трубчастої конструкції для виконання функції впускного каналу для введення газу в трубчастий корпус, а звідтіля у внутрішню частину основного газового модуля, і 3) центральний модуль, який утворює згадану довгу центральну конструкцію та згадані лопатки для спрямування потоку і рознімно з'єднаний другим набором згаданих кріплень із заднім кінцем трубчастої конструкції модуля для впускання газу. Задній кінець основного канального модуля та передній кінець модуля для впускання газу можуть формуватися з упорними периферійними фланцями, а перший набір кріплень може рознімно кріпити між собою ці фланці. Задній кінець трубчастої конструкції модуля для впускання газу і задній кінець центрального модуля можуть також формуватися з упорними периферійними фланцями, а другий набір кріплень може рознімно кріпити ці фланці між собою. Основний канальний модуль може містити виступаючий назовні вперед із заднього кінця модуля периферійний фланець для встановлення фурми на стінці металургійної посудини. Останній фланець може виконуватися навколо трубчастої манжети, яка охоплює по периметру канал і містить внутрішні проходи для протікання води для її внутрішнього охолодження. Манжета може виступати вперед із згаданого виступаючого назовні фланця так, щоб під час використання фурми входити в отвір у стінці посудини, у якому повинна кріпитися фурма. Основний канальний модуль може містити з'єднувальні деталі з впускними та випускними каналами для води, які сполучаються з проходами для подачі та повернення охолоджувальної води і виконані між заднім кінцем основного канального модуля та виступаючим назовні периферійним кріпильним фланцем. Переважно основний канальний модуль, модуль для впускання газу та центральний модуль додатково містять принаймні один охолоджувальний контур для приймання під час роботи потоку охолоджувальної води, при цьому охолоджувальні контури працюють незалежно один від одного. Переважно проходи для подачі та повернення води основного модуля містять по суті паралельні кільцеві канали для протікання текучої субстанції, утворені трьома або більшою кількістю концентричних по суті циліндричних елементів, утримуваними у згаданому модулі для забезпечення диференціального розширення двох або більшої кількості згаданих по суті циліндричних елементів, а модуль для впускання газу містить два концентричні по суті циліндричні елементи для надання проточного каналу для протікання охолоджувальної рідини між згаданими по суті циліндричними елементами. Переважно одна або більша кількість перегородок забезпечують згаданий проточний канал у згаданому модулі для впускання газу з двома або більшою кількістю відсіків для протікання води. Переважно згаданий проточний канал має два незалежні контури для протікання води. Переважно елемент для впускання газу має патрубок, який виступає вбік від центральної осі 90694 8 модуля для впускання газу і містить фланець для з'єднання з каналом для подачі газу, і проточний канал, який охоплює згаданий патрубок. Згідно з другим аспектом, винахід надає фурму для введення газу в посудину, яка містить отвір для вставляння фурми, яка має трубчасту конструкцію, що утворює канал для протікання газу крізь фурму, пристосовану до проходження крізь отвір посудини в її середину, периферійний фланець для її кріплення, який виступає назовні з неї, і трубчасту манжету, яка охоплює неї поблизу кріпильного фланця. Переважно манжета має внутрішні проходи для протікання води для її внутрішнього охолодження. Переважно зовнішній діаметр манжети вибирається так, щоб під час роботи фурму та шар затверділого шлаку, який формується на фурмі, можна було видаляти з посудини через її отвір без контакту з останнім. Манжета може проходити вздовж фурми від кріпильного фланця так, щоб під час використання фурми входити в отвір посудини, у якому повинна кріпитися фурма. Згідно з подальшим аспектом, представлений винахід надає фурму для введення газу в посудину, яка містить трубчасту конструкцію, яка утворює канал для протікання газу і містить довгі проходи для подачі та повернення води для подачі охолоджувальної води до насадка згаданої трубчастої конструкції, яка додатково складається з трьох або більшої кількості концентричних по суті циліндричних елементів для формування згаданих довгих проходів для подачі та повернення охолоджувальної води і згадані по суті циліндричні елементи утримуються у згаданій фурмі для забезпечення диференціального розширення двох або більшої кількості згаданих по суті циліндричних елементів, і при цьому фурма додатково містить елемент для впускання газу, пристосований до з'єднання під час роботи та до приймання газу з каналу для подачі газу, і при цьому згаданий елемент для впускання газу містить прохід для протікання газу, сполучений із згаданим каналом для протікання газу, і містить дві концентричні по суті циліндричні деталі, які утворюють проточний канал для протікання охолоджувальної води між ними. Переважно канали для подачі та повернення охолоджувальної води трубчастого елемента працюють незалежно від проточного каналу впускного елемента. Переважно одна або більша кількість перегородок утворюють проточний канал згаданого елемента для впускання газу з двома або більшою кількістю відсіків для протікання води. Переважно згаданий проточний канал містить два незалежні контури для протікання води. Переважно елемент для впускання газу містить патрубок, який виступає вбік з осі впускного елемента і містить фланець для з'єднання з каналом для подачі газу, і проточний канал, який оточує згаданий патрубок. Під час роботи фурма представленого винаходу може встановлюватися у верхній стінці металургійної посудини з проходження всередину неї. 9 Посудина може бути конвертером прямого плавлення, у якому рідкий метал одержують способом прямого плавлення. Відповідно, винахід додатково надає пристрій для одержання чорного металу з залізовмісного вихідного матеріалу за допомогою способу прямого плавлення, при цьому пристрій має посудину, яка може містити ванну рідкого металу та рідкого шлаку і газовий простір над ванною розплаву, і фурму для введення газу у відповідності із згаданим першим аспектом або згаданим другим аспектом винаходу, яка проходить всередину посудини для введення в неї газу. Зокрема, винахід може надавати пристрій для одержання чорного металу із залізовмісного вихідного матеріалу за допомогою способа прямого плавлення, при цьому пристрій має посудину, яка може містити ванну рідкого металу і рідкого шлаку, і газовий простір над ванною розплаву, і фурму для введення газу у відповідності із згаданим першим аспектом, яка входить всередину посудини для введення в неї ксиневмісного газу, у якому основний канальний модуль фурми закріплений у верхній стінці посудини з проходженням всередину неї від верхнього (заднього) кінця, розташованого зовні посудини, при цьому модуль для впускання газу сідає на верхній кінець основного канального модуля і утримується ним, а центральний модуль підвішений із свого з'єднання з верхнім (заднім) кінцем модуля для впускання газу із звисанням у вертикальному напрямі вниз в трубчастій конструкції модуля для впускання газу та внутрішній частині основного канального модуля. Лопатки на центральному модулі можуть виконуватися в канальному насадку і мати такі розміри, що під час роботи пристрою вони зачеплюються і утримуються в поперечному напрямі каналу його насадком з внутрішнім водяним охолодженням. Винахід додатково надає спосіб встановлення фурми для введення газу в металургійній посудині у відповідності із згаданим першим аспектом, у якому піднімають основний канального модуль на крані за його задній кінець так, що він звисає вертикально вниз з нього, опускають основний канальний модуль так, що він входить всередину посудини, рознімно кріплять верхню частину основного канального модуля на верхній стінці посудини, піднімають модуль для впускання газу на крані і опускають його на верхній кінець основного канального модуля, рознімно кріплять нижній кінець модуля для впускання газу до верхнього кінця основного канального модуля, піднімають центральний модуль на крані за його задній кінець так, що він звисає вертикально вниз, опускають центральний модуль на крані до тих пір, доки він не пройде вниз крізь трубчасту конструкцію модуля для впускання газу та внутрішню частину основного канального модуля, і рознімно кріплять верхній кінець центрального модуля до верхнього кінця модуля для впускання газу. Винахід додатково надає спосіб виймання таким чином встановленої фурми для введення газу з металургійної посудини, у якому роз'єднують кріплення верхнього кінця центрального модуля з 90694 10 верхнім кінцем модуля для впускання газу, піднімають центральний модуль у вертикальному напрямі з модуля для впускання газу та основного канального модуля за допомогою крану і виймають його з посудини, роз'єднують кріплення нижнього кінця модуля для впускання газу з верхнім кінцем основного канального модуля, піднімають модуль для впускання газу з основного канального модуля за допомогою крану і транспортують його в сторону від посудини, роз'єднують кріплення основного канального модуля з верхньою стінкою посудини, піднімають основний канальний модуль у вертикальному напрямі за допомогою крану для виймання його з посудини і транспортують його в сторону від посудини. Для повного пояснення винаходу буде детально описуватися одна особлива форма фурми та спосіб її встановлення в металургійну посудину з посиланням на супровідні креслення, на яких: Фігура 1 зображає вертикальний переріз частини посудини прямого плавлення, яка має фурму для введення гарячого повітря, виконану згідно з винаходом; Фігура 2 зображає вертикальний переріз верхньої частини плавильної посудини та фурми для введення гарячого повітря; Фігура 3 зображає у збільшеному вигляді поперечний переріз деяких компонентів, зображених на Фігурі 2; Фігура 4 зображає повздовжній переріз фурми для введення гарячого повітря; Фігура 5 зображає вид збоку модуля для впускання газу фурми для введення гарячого повітря; Фігура 6 зображає вид поперечного перерізу модуля для впускання газу; Фігура 7 зображає компоненти на верхньому кінці основного канального модуля, який утворює частину фурми; Фігура 8 зображає поперечний переріз кріпильного фланця каналу та манжети; Фігура 9 зображає вид з торця кріпильного фланця каналу та манжети; Фігура 10 зображає деталізований вид манжети, показаної на Фігурі 9; Фігура 11 зображає у збільшеному вигляді деталь, яка показує конструкцію канального насадка на передньому або нижньому кінці зовнішнього каналу фурми; Фігура 12 зображає частковий розріз частини канального насадка; Фігури 13 та 14 зображають конструкцію передньої частини центральної конструкції фурми; Фігури 15 та 16 зображають конструкцію переднього кінця центральної конструкції фурми; а Фігури 17, 18 та 19 зображають послідовні етапи, здійснювані при встановленні фурми в плавильну посудину. Креслення зображають посудину прямого плавлення, придатну для застосування способу Hlsmelt, як це описано в міжнародній заявці на патент PCT/AU96/00197. Металургійна посудина головним чином позначена цифрою 11 і містить під, який має основу 12 і бічні сторони 13, виконані з вогнетривкої цегли, бічні стінки 14, які утворюють головним чином циліндричну бочкоподібну конс 11 трукцію, яка проходить доверху із сторін 13 поду і яка має верхню частину 15 і нижню частину 16, склепіння 17, випускний канал 18 для відхідних газів, підігрівальну камеру 19 для безперервного відвантаження рідкого металу та випускний канал 21 для випускання рідкого шлаку. Під час роботи посудина містить ванну розплаву заліза та шлаку, яка має шар 22 рідкого металу і шар 23 рідкого шлаку на шарі металу 22. Стрілка, позначена цифрою 24, вказує положення номінальної нерухомої поверхні шару металу 22, а стрілка, позначена цифрою 25, вказує положення номінальної нерухомої поверхні шару шлаку 23. Термін "нерухома поверхня" означає поверхню, коли в посудину не вводиться газ та тверді речовини. Посудина оснащена фурмою 26 для введення гарячого повітря, яка проходить донизу, для подачі потоку гарячого повітря у верхню ділянку посудини та фурмами 27 для введення твердих речовин, яка проходить вниз всередину крізь бічні стінки 14 у шар шлаку 23 для введення залізної руди, твердого вуглецевого матеріалу і флюсів, які переносяться в газі-носії, який не містить кисень, у шар металу 22. Положення фурм 27 вибирається так, що під час виконання способу їх випускні кінці 28 знаходяться над поверхнею шару металу 22. Це положення фурм зменшує ризик ушкодження через контакт з рідким металом і також робить можливим охолодження фурм примусовим внутрішнім водяним охолодженням без значного ризику входження води в контакт з рідким металом у посудині. Конструкція фурми 26 для введення гарячого повітря зображена на Фігурах 4А, 4В-14. У відповідності з представленими варіантами виконання, фурма складається з трьох окремих модулів 26А, 26В та 26С, які виготовляються окремо і збираються послідовними етапами та рознімно з'єднуються між собою під час встановлення фурми в посудині у спосіб, який буде описаний нижче з особливим посиланням на Фігури 15-17. Модуль 26А фурми є основним канальним модулем, який утворює довгий канал 31, по якому гарячий газ спрямовується у верхню ділянку посудини. Модуль 26В фурми є модулем для впускання газу, який надає конструкцію 32 для впускання газу, по якій гарячий газ спрямовують у довгий канал 31 модуля 26А фурми. Модуль 26С фурми є центральним модулем, який має довгу центральну трубчасту конструкцію 33, яка проходить в каналі 31 для протікання газу і містить біля свого переднього або нижнього кінця ряд спіральних витків, які утворюють лопатки 34 для завихрення газового потоку, що виходить з каналу. Спіральні лопаті 34 можуть формуватися у вигляді чотирьох початкових гвинтових конфігурацій. їх впускні (задні) кінці можуть мати гладкий перехід від початкових прямих ділянок до повністю спіральних для мінімізації турбулентності та перепаду тиску. Фурма охолоджується водою рядом контурів і/або елементів водяного охолодження. Ці контури і/або елементи ізольовані один від іншого і, тому, працюють незалежно один від іншого, хоча вони можуть живитися охолоджувальною водою із зага 90694 12 льного колектора і можуть повертати охолоджувальну воду до нього. Контури водяного охолодження і/або елементи кожного з модулів 26А, 26В та 26С ізольовані від контурів водяного охолодження і/або елементів кожного з інших модулів 26А, 26В та 26С. Модулі 26А та 26С фурми під час роботи знаходяться по суті всередині посудини і зазнають впливу градієнту температур і, тому, вимог неоднорідного охолодження по їх довжині, при цьому найвищі температури спостерігаються на передньому кінці фурми біля насадка, де відбувається спалювання відхідного газу. Температури на цій ділянці можуть бути порядку 2000°C-2200°С. Гарячий потік в каналі для протікання газу має температуру 1200°С, а температури зовні фурми та в стороні від насадка типово знаходяться в інтервалі 1400°С-1500°С. Як деталізовано нижче, модулі 26А та 26С фурми мають довгу конструкцію з паралельними або принаймні двошаровими проходами для протікання води, утвореними концентричними трубами по суті циліндричної форми. Труби утримуються в кожному модулі у такий спосіб, щоб надати можливість двом або більшій кількості з них або інших елементів зазнавати диференціального розширення. Паралельні або принаймні двошарові проходи для протікання води дозволяють вхідні та вихідні з'єднання цих проходів для розташування зовні посудини. Модуль 26В фурми під час роботи залишається по суті зовні посудини і зазнає впливу по суті однакового градієнту температур, що становить всередині 1200°C внаслідок гарячого потоку та умов температури зовнішнього навколишнього середовища. Модуль 26В фурми сконструйований з по суті паралельних концентричних труб, які утворюють проточний канал для протікання охолоджувальної води, який розділений однією або більшою кількістю перегородок на два або більшу кількість відсіків для протікання води. Проточний каналів достатній для вимог охолодження модуля 26В, який має меншу потребу у забезпеченні диференціального теплового розширення в охолоджувальних контурах. Передній кінець центральної конструкції 33 має куполоподібний верх 35, який виступає вперед за насадок 36 каналу 31 так, що передній кінець центральної конструкції та канальний насадок взаємодіють для формування кільцевого сопла для розбіжного потоку газу з каналу із завихренням, створеним лопатками 34. Стінка основної частини каналу 31, яка проходить донизу від впускного отвору 32 для газу, всередині охолоджується водою. Ця ділянка каналу утворена рядом з трьох концентричних стальних труб 37, 38, 39, які проходять до переднього кінця каналу, де вони з'єднуються з канальним насадком 36. Канальний насадок 36 має порожнисту кільцеву конструкцію і всередині поділений роздільною конструкцією 80, яка ділить внутрішню частину насадка на чотири відсіки 81, 82, 83, 84 для протікання води, які сполучаються між собою з утворенням єдиного проходу для охолоджувальної води, головним чином позначеним цифрою 85, до 13 якого подається охолоджувальна вода і повертається крізь проходи у стінці каналу 31. Зокрема, охолоджувальна вода подається по впускному патрубку 41 і кільцевому впускному патрубку 42 у внутрішній кільцевий прохід 43 для протікання води, утворений між трубами 37, 38 каналу, до канального насадка 36. Вода повертається з насадка крізь зовнішній кільцевий прохід 44 для повернення потоку води, утворений між трубами 38, 39, і назад до патрубка 45 для впускання води на задньому кінці охолоджуваної водою ділянки каналу 31. Канальний насадок 36 має зовнішню оболонку 40, утворену чотирма кільцевими сегментами 86, 87, 88 та 89, які зварені між собою з формуванням зовнішньої оболонки. Сегмент 86 утворює задню стінку канального насадка 36 і приварений до найглибшої труби 37 серед труб, які утворюють стінку каналу. Роздільна конструкція 80 має стальне кільце, встановлене в оболонці 40 насадка, і має чотири периферійні фланці 80А, 80В, 80C та 80D, які виступають назовні з центральної частини 80Е кільця для розділення внутрішньої частини оболонки на відсіки 81-84 для протікання води і для виконання функції ребер жорсткості оболонки. Фланець 80А приварений до проміжної труби 38 стінки каналу, а фланці 80В та 80D приварені до сегментів 86 та 89 оболонки насадка для завершення з'єднання насадка із стінкою канала та для розділення внутрішньої частини насадка на відсіки 81, 82, 83 і 84 для протікання охолоджувальної води. Перегородки 91 встановлені між роздільною конструкцією 80 та оболонкою для утворення кінців відсіків для протікання води. Проходи 92 розташовані на фланцях роздільного кільця біля цих перегородок для послідовного формування потоку води навколо насадка спершу крізь відсік 81, потім крізь відсік 82, потім крізь відсік 83 і нарешті до відсіку 84. Вода надходить у відсік 81 з проходу 43 для протікання води, утвореного між трубами 37, 38 каналу, і виходить з відсіку 84 крізь прохід 44 для повернення потоку, утворений між трубами 38, 39. Сегменти 87 та 88 оболонки канального насадка, які утворюють внутрішню периферію, та зовнішній кінець насадка виготовлені з міді для покращення охолодження цих частин насадка, тоді як сегменти 86 та 89 і роздільна конструкція 80 виготовлені із сталі для надання дуже міцної підсиленої конструкції насадка, яка передбачає передачу зусиль від внутрішньої та проміжної труби 37, 38 до зовнішньої труби 39 каналу, як це описано більш детально нижче. Модуль 26А фурми має на своєму задньому кінці кріпильну збірну конструкцію 101, яка має охолоджуваний водою зовнішній кожух 102, з'єднаний за допомогою фланця 100 з зовнішньою канальною трубою 39 та з кріпильним фланцем 110 для з'єднання з верхньою частиною посудини так, що фурма буде вертикально звисати з кріпильного фланця 110 усією своєю вагою, взятою по зовнішній канальній трубі 39. Задній кінець проміжної труби 38 утримується ковзним ущільненням 104 в кожусі 102, а задній кінець внутрішньої труби 37 утримується в ковзному ущільненні 105 у фла 90694 14 нці 103 заднього кінця модуля 26А для надання можливості відносного переміщення в поздовжньому напрямі труб при диференціальному розширенні різних компонентів фурми. Для того, щоб не перевантажувати ці ковзні ущільнення 104 та 105, вага охолоджувальної води, вогнетривкої внутрішньої труби 37 та проміжної труби 38 передається роздільною конструкцією 80 до зовнішньої труби 39. Фланець 103 заднього кінця модуля 26А фурми забезпечує кріплення для модуля 26В фурми для введення газу. Модуль 26В містить трубчасту конструкцію 106 та патрубок 107, який виступає в поперечному напрямі з трубчастої конструкції для функціонування як впускний канал для впускання газу в трубчасту конструкцію, а звідтіля у внутрішню частину основного канального модуля 26А. Передній або нижній кінець трубчастої конструкції 106 містить периферійний фланець 111 для упирання у задній фланець 103 модуля 26А, а упорні фланці 103, 111 під час встановлення фурми рознімно з'єднуються між собою кріпильними болтами 112, як це буде описано нижче. Патрубок 107 модуля 26В також має з'єднувальний фланець 113, за допомогою якого він може з'єднуватися з каналом для подачі гарячого повітря. Верхній кінець модуля 26В має торцевий фланець 114, який служить упором для фланця 115 на задньому або верхньому кінці центрального модуля 26С, а упорні фланці 114, 115 під час збирання фурм рознімно з'єднуються між собою з'єднувальними болтами 116, як це описано нижче. Модуль 26В фурми сформований як зовнішня стальна оболонка з подвійною стінкою, яка виконана з внутрішніми проходами для протікання води, по яким вода циркулює за допомогою впускних та випускних з'єднувальних деталей 120, 130. Простір між подвійними стінками формує проточний канал і може розділятися перегородками 175 з наданням ряду відсіків 178 для протікання води, що можуть розташовуватися по будь-якій зручній схемі. Відсіки 178 для протікання води можуть розділятися центральною перегородкою 180 на верхній 190 та нижній 192 канали для протікання охолоджувальної субстанції. Внутрішня частина модуля 26В облицьована вогнетривким матеріалом 118. Охолоджувана водою ділянка каналу 31 облицьована всередині внутрішнім вогнетривким облицюванням 46, що встановлюється в найглибшій металевій трубі 39 каналу і проходить до охолоджуваного водою канального насадка 36. Внутрішня периферія канального насадка 36 головним чином знаходиться на одному рівні з внутрішньою поверхнею вогнетривкого облицювання, яке утворює ефективний прохід для протікання газу по каналу. Передній кінець вогнетривкого облицювання має ділянку 47 з трохи меншим діаметром, яка головним чином знаходиться на одному рівні з внутрішньою периферією канального насадка 36. Вогнетривке облицювання виконане у вигляді секцій, вставлених у внутрішній трубі 37 каналу. При встановленні фурми у вертикальному положенні нижня секція облицювання сідає на задню стінку 86 канального насадка, а інші секції облицювання 15 утримуються на футеровальних кільцях 90, приварених до труби 39. Відповідно, уся вага вогнетривкого облицювання передається вниз на внутрішню трубу 37 каналу. Оскільки канал повністю утримується його верхнім кінцем за допомогою зовнішньої труби 39, то це спрямоване вниз навантаження повинно передаватися від внутрішньої труби до зовнішньої труби через з'єднання, утворене стінкою 86 насадка, роздільною конструкцією 80 та конструкцією 89 насадка, кожна з яких виготовлена із сталі і забезпечує дуже міцне та розгалужене з'єднання, придатне передавати ці зусилля. Ззаду від секції 47 вогнетривке облицювання має трохи більший діаметр для надання можливості при збиранні фурми вставляння вниз центральної конструкції 33 крізь канал без ударяння об вогнетривке облицювання. Гвинтові лопатки 34 потім переміщають у секції меншого діаметру вогнетривкого облицювання, доки їх передні кінці не увійдуть у найвіддаленішу ззаду частину канального насадка 36. В остаточній збірній конструкції лопатки проходять вздовж центральної конструкції 33 від задніх кінців 34А, розташованих ззаду від канального насадка 36, до передніх кінців 34В, розташованих в канальному насадку. Лопатки 34 мають такі розміри, що існує маленький радіальний зазор між ними та вогнетривким облицюванням каналу. Вони також мають такі розміри, що, коли фурми знаходяться у холодному стані, то існує малий радіальний зазор порядку 2мм між їх передніми кінцями та внутрішньою периферією канального насадка 36, проте при тепловому розширенні за робочих умов, передні кінці лопаток зачеплюються насадком з внутрішнім водяним охолодженням, що потім забезпечує бічну фіксацію для лопаток та нижнього кінця центральної конструкції 33. Центральна конструкція довга і гнучка, і якщо вона не утримується, то газовий потік може спричиняти потужні вібрації. За допомогою зображеної конструкції бічна фіксація забезпечується за допомогою з'єднання охолодженого насадка з лопатками. Лопатки можуть виготовлятися з кобальтового сплаву, такого як UMCO 50. Вони можуть формуватися на манжеті, простим встановленням на нижньому кінці центральної конструкції, і пристосовані для запобігання обертанню. Задня стінка 86 канального насадка 36 виконана з деформівною середньою ділянкою для витримування радіального навантаження на стінку при зачепленні з передніми кінцями лопаток 34. Більш точно, кільцева ділянка оболонки насадка, яка формує таку стінку, має деформівне рифлення 86А з поперечним перерізом U-подібної форми, яке може складатися для витримування надлишкового навантаження на стінку для обмеження напружень у стінці під дією радіальних навантажень, утворених тепловими переміщеннями при екстремальних робочих умовах, створюваних способом Hlsmelt. Передній кінець центральної конструкції 33, який має спіральні лопатки 34 охолоджується всередині охолоджувальною водою, яка подається вперед крізь центральну конструкцію від заднього кінця до переднього кінця фурми, а потім повертається назад вздовж центральної конструкції до 90694 16 заднього кінця фурми. Це дозволяє створювати дуже сильний потік охолоджувальної води безпосередньо до переднього кінця центральної конструкції та до куполоподібної верхівки 35, зокрема, яка піддається дії дуже сильного потоку теплоти під час роботи фурми. Центральна конструкція 33 містить внутрішні та зовнішні концентричні стальні труби 50, 51, утворені трубчастими сегментами, встановленими торець в торець і звареними між собою. Внутрішня труба 50 утворює центральний прохід 52 для протікання води, по якому вода тече вперед крізь центральну конструкцію від каналу 53 для впускання води на задньому кінці фурми до переднього кінця 35 центральної конструкції, та кільцевий прохід 54 для повернення води, утворений між двома трубами, по яким охолоджувальна вода повертається від переднього кінця 35 назад крізь центральну конструкцію до каналу 55 для випускання води на задньому кінці фурми. Передній кінець 35 центральної конструкції 33 має внутрішню мідну конструкцію 61, встановлену в зовнішню куполоподібну верхню оболонку 62, також виготовлену з міді. Внутрішня мідна деталь 61 виконана з центральним проходом 63 для протікання води для приймання води з центрального проходу 52 центральної конструкції 33 та спрямування її до насадка верхівки. Мідна деталь 61 виконана з виступаючими ребрами 64, які щільно встановлюються у верхній оболонці 62 для формування єдиного суцільного проходу 65 для протікання охолоджувальної води між мідною конструкцією 61 та зовнішньою верхньою оболонкою 62. Ребра 64 сформовані у такий спосіб, що єдиний суцільний прохід 65 утворений кільцевими сегментами 66 проходу, з'єднаних між собою сегментами 67 проходу, які нахилені один відносно іншого. Таким чином, прохід 65 простягається від насадка верхньої частини по спіралі, яка, хоча не постійно гвинтова, робить спіраль навколо та ззаду переднього кінця до виходу на його задній частині, у кільцевий прохід для повернення потоку, утворений між трубами 51, 52 центральної конструкції 33. Вимушений потік охолоджувальної води у вигляді єдиного однорідного струменя крізь спіральний прохід 65, який виконаний навколо та ззаду вздовж переднього кінця 35 центральної конструкції, забезпечує ефективний відбір тепла та уникає росту "гарячих точок" на передньому кінці, що повинно мати місце, якщо охолоджувальній воді дозволяють розділятися на окремі струмені на передньому кінці. У зображеній конструкції охолоджувальна вода утримується у єдиному струмені з моменту часу, коли вона входить в передній кінець 35 до моменту часу, коли вона виходить з нього. Внутрішня конструкція 33 має зовнішній теплозахисний екран 69 для захисту від передачі теплоти від гарячого газового потку, що надходить в канал 31, до охолоджувальної води, яка протікає в ній. При умові, коли вимагаються дуже високі температури та потужні газові потоки у великій плавильній установці, міцний вогнетривкий екран може функціонувати тільки протягом короткого періоду часу. У зображеній конструкції екран 69 сформо 17 ваний з трубчастих гільз, виготовлених з керамічного матеріалу, який продається під торгівельною маркою UMCO. Ці гільзи розташовані торець в торець з формуванням суцільного керамічного екрану, який охоплює повітряний зазор між ним та найвіддаленішою трубою 51 центральної конструкції. Подальші деталі способу, у який екран може формуватися, описаний в американській заявці на патент № 6673305. При встановленні фурми в посудині кріпильна манжета 110 кріпиться за допомогою кріпильних болтів 121 до фланця 122 на верхньому кінці трубчастого патрубка 123 на верхній стінці посудини. Кріпильний фланець 110 сформований з порожнистою трубчастою манжетою 124, яка виступає в трубчастому патрубку 123 і всередині охолоджується потоком охолоджувальної води, яка протікає крізь впускний канал 125 та випускний канал 126, який проходить крізь кріпильний фланець 110. Вода з впускного каналу 125 пропускається крізь внутрішній канал 127 до нижнього кінця трубчастої манжети 124, а потім послідовно протікає назад крізь цю трубчасту манжету по ряду периферійних відсіків, утворених внутрішніми периферійними перегородками 128 в стінках манжети. Охолодження манжети 124 в трубчастому патрубку 123 посудини призводить до затвердіння шлаку на його дні з його забиванням і знижує тепловий потік крізь нього. Манжета 124 встановлена із зазором в отворі і також охоплює фурму з малим зазором, який закривається затвердлим шлаком. Ця структура захищає отвір посудини та фланець 122 від перегрівання і уникається потреба виконання охолоджувальних проходів у цій частині посудини. Розмір манжети 124 і, більш точно, її зовнішній діаметр, вибирається у такий спосіб, щоб існував зазор між трубчастим патрубком 123 та модулем 26А фурми, та шаром затвердлого шлаку, який неминуче формується на зовнішній стінці модуля під час використання фурми. За допомогою цієї конструкції модуль 26А фурми та затвердлий шлак можуть вийматися з посудини без контактування з трубчастим патрубком 123. Це важлива ознака з точки зору мінімізації можливості затвердлого на модулі 26А шлаку фурми ушкоджувати посудину або модуль фурми під час виймання. Спосіб встановлення фурми зображений на Фігурах 17-19. Три модуля 26А, 26В та 26С фурми виготовляються окремо і транспортуються на міс 90694 18 це посудини для послідовного встановлення. На першому етапі встановлення основний канальний модуль 26А піднімають на крані за допомогою підйомних вух 131 на крайньому верхньому кінці модуля так, що модуль вертикально звисає з крану і може вставлятися вниз крізь трубчастий патрубок 123 у верхній стінці посудини, як зображено на Фігурі 17. Модуль 26А опускають, доки кріпильний фланець 110 не упреться у фланець 122 на посудині, а фланці 110 та 122 потім міцно кріплять між собою кріпильними болтами 121. На другому етапі встановлення модуль 26В для впускання газу піднімають на крані за допомогою підйомних вух 132 на верхньому кінці модуля у такий спосіб, що трубчаста конструкція модуля вертикально звисає донизу, як це видно на Фігурі 18. Модуль 26В опускають, доки фланець 111 на його нижньому кінці не упреться у фланець 103 на верхньому кінці модуля 26А, а фланці 111, 103 з'єднуються між собою з'єднувальними болтами 112. На третьому етапі встановлення центральний модуль 26С фурми піднімають на крані за допомогою підйомних вух 133 на його верхньому кінці у такий спосіб, що модуль звисає вертикально донизу і може вставлятися вниз крізь модуль 26В для впускання газу в основний канальний модуль 26А, як це видно на Фігурі 10. Для завершення встановлення фурми центральний модуль опускають, доки його фланець 115 не упреться у фланець 114 на верхньому кінці модуля для впускання газу, а фланці 114 та 115 кріпляться між собою кріпильними болтами 116. Після завершення встановлення центральний модуль підвішують на його з’єднанні з верхнім (заднім) кінцем модуля для впускання газу так, що він звисає вертикально донизу в трубчастій конструкції модуля для впускання газу та у внутрішній частині основного канального модуля. Для видалення фурми три її модуля послідовно роз'єднують і піднімають за допомогою крану у зворотному порядку до порядку їх встановлення, тобто, спершу знімають центральний модуль 26С перед зніманням модулів 26В та 26А. Модульна конструкція і спосіб встановлення, описаний вище, дозволяють виготовлення та встановлення дуже великих та тяжких фурм у великій установці прямого плавлення. 19 90694 20 21 90694 22 23 90694 24 25 90694 26 27 90694 28 29 90694 30 31 90694 32 33 Комп’ютерна верстка А. Крулевський 90694 Підписне 34 Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюLances for introduction of gas into vessel
Автори англійськоюWilliams Trevor
Назва патенту російськоюФурмы для введения газа в посудину
Автори російськоюУилльямс Тревор
МПК / Мітки
МПК: C21C 5/35, C21C 5/34, C21C 5/48, C21C 5/32, F27D 3/16, F27D 3/18
Мітки: посудину, газу, введення, фурми
Код посилання
<a href="https://ua.patents.su/17-90694-furmi-dlya-vvedennya-gazu-v-posudinu.html" target="_blank" rel="follow" title="База патентів України">Фурми для введення газу в посудину</a>
Механізм кріплення фурми
Номер патенту: 2581
Опубліковано: 15.06.2004
Автори: Баранов Андрій Олександрович, Брук Олександр Семенович, Шувалов Олег Борисович, Набоков Валерій Олександрович
МПК: C21C 5/46
Мітки: механізм, кріплення, фурми
Формула / Реферат:
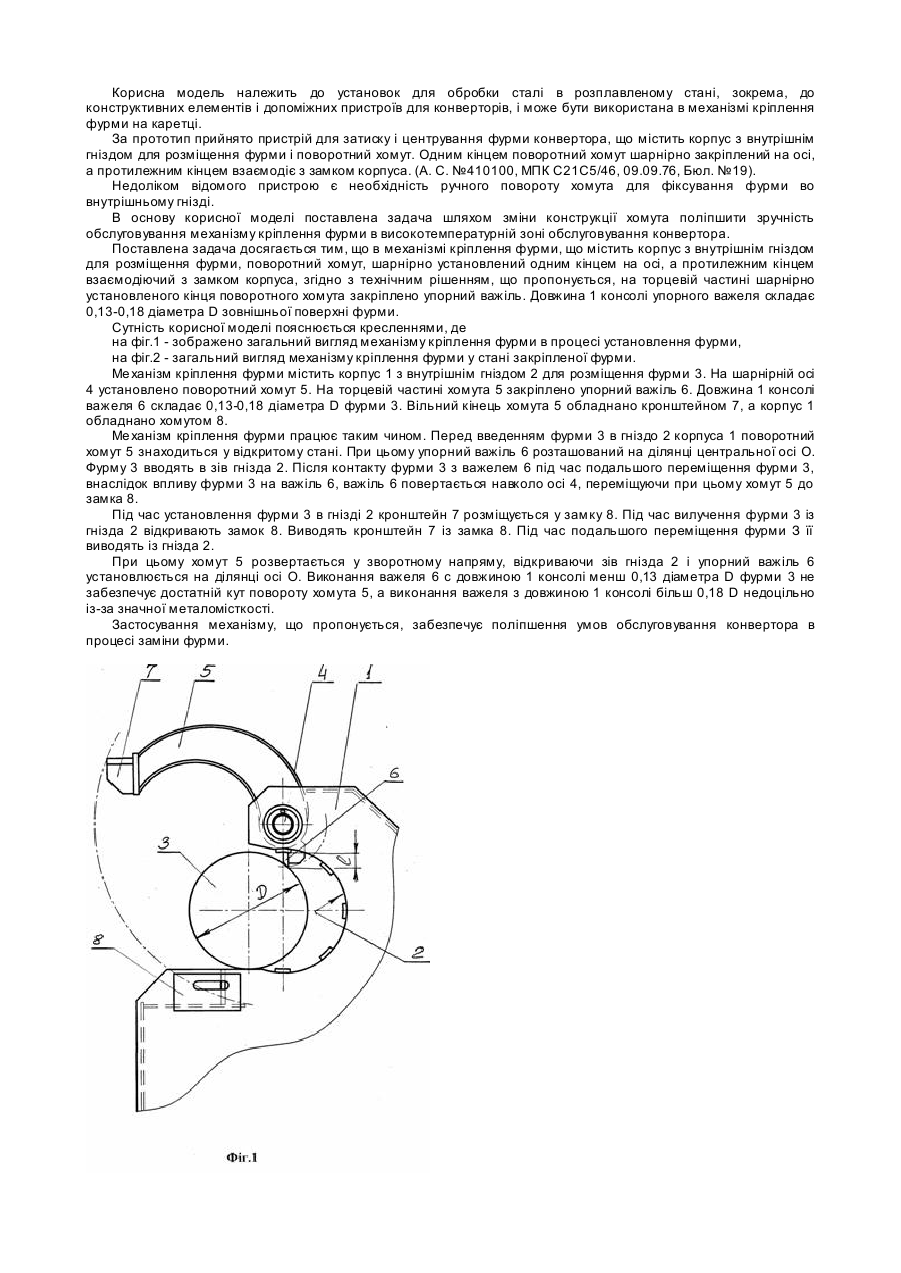
1. Механізм кріплення фурми, що містить корпус з внутрішнім гніздом для розміщення фурми, поворотний хомут, який шарнірно установлений одним кінцем на осі, а протилежним кінцем взаємодіючий з замком корпуса, який відрізняється тим, що на торцевій частині шарнірно установленого кінця поворотного хомута закріплено упорний важіль.2. Механізм за п. 1, який відрізняється тим, що довжина l консолі упорного важеля складає 0,13-0,18 діаметра D...
Багатосопловий наконечник конвертерної фурми

Номер патенту: 20095
Опубліковано: 15.01.2007
Автори: Морозенко Олена Петрівна, Попов Володимир Миколайович, Величко Олександр Григорович, Гришин Володимир Сергійович, Лю Тяньи, Грядунов Вадим Анатолійович
МПК: C21C 5/48
Мітки: фурми, багатосопловий, конвертерної, наконечник
Формула / Реферат:
Багатосопловий наконечник конвертерної фурми, який складається із концентрично розташованих труб, які утворюють тракти для подачі окислювача, підведення та відведення охолоджуючої рідини, корпус із соплами для подачі окислювача, з’єднані нерознімно з мідним вінцем, а сам вінець з’єднаний нерознімно з зовнішньою трубою тракту для відведення охолоджувача, який відрізняється тим, що всі шви нерознімних з’єднань виконуються на внутрішніх...
Спосіб подання природного газу у фурми доменної печі
Номер патенту: 10583
Опубліковано: 25.12.1996
Автори: Дик Марк Іосифович, Тарановський Валентин Васильович, Дубенчук Валентин Леонідович, Гладуш Віктор Дмитрович, Зусмановський Олександр Якович, Тільга Степан Сергійович, Голубченко Анатолій Костянтинович, Чикалов Валерій Семенович, Дишлевич Ігор Йосифович, Руденко Анатолій Анатольович, Кузенков Юрій Дмитрович
МПК: C21B 5/00
Мітки: печі, газу, доменної, подання, природного, спосіб, фурми
Формула / Реферат:
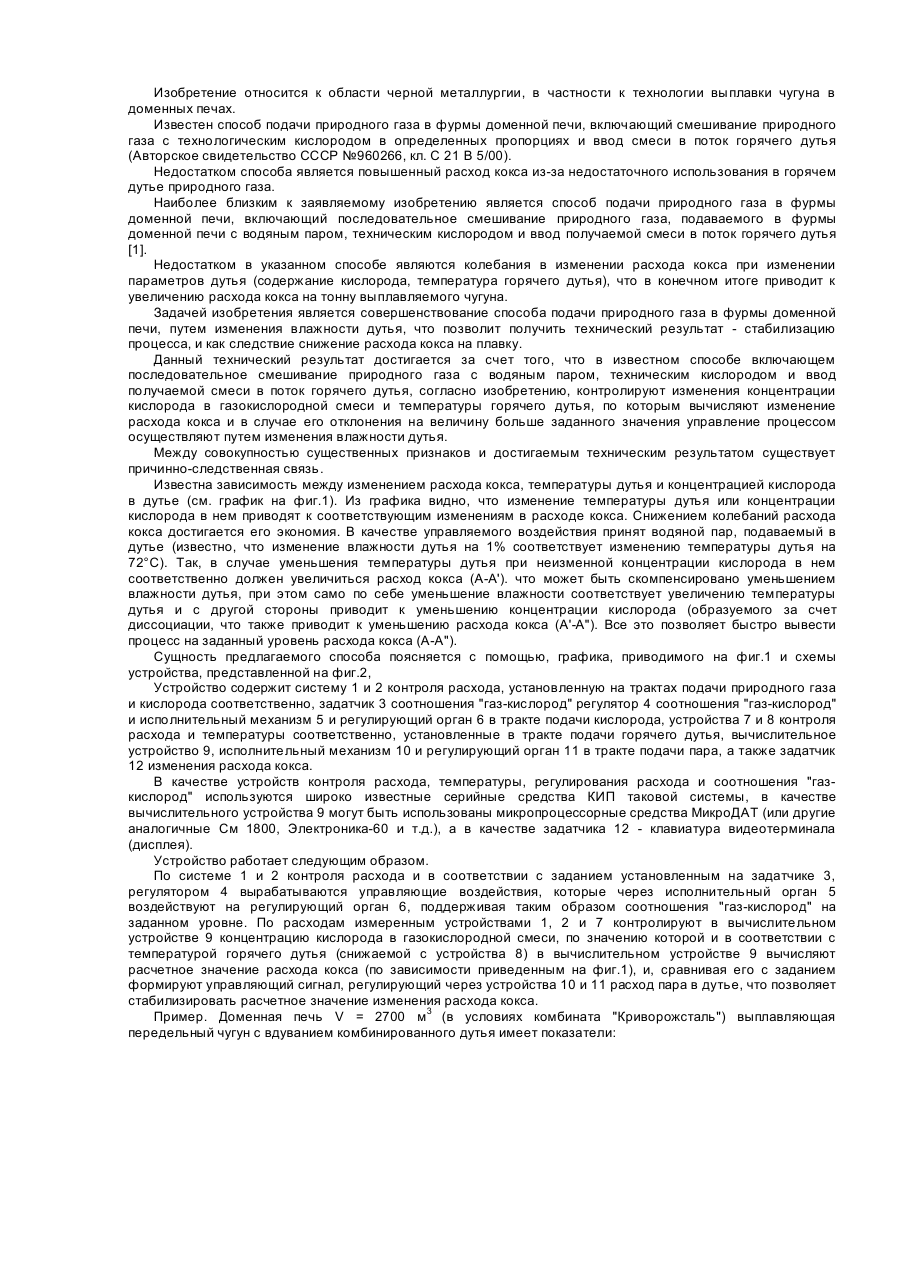
Способ подачи природного газа в фурмы доменной печи, включающий последовательное смешивание природного газа, подаваемого в фурмы доменной печи, с водяным паром, технологическим кислородом и ввод получаемой смеси в поток горячего дутья, отличающийся тем, что контролируют изменения концентрации кислорода в газокислородной смеси и температуры горячего дутья, по которым вычисляют изменение расхода кокса, в случае его отклонения на величину...
Спосіб видалення охолоді з верхньої фурми
Номер патенту: 47892
Опубліковано: 15.07.2002
Автори: Пантейков Сергій Петрович, Гресс Олександр Володимирович
МПК: C21C 5/46, F27D 13/00, C21C 5/48
Мітки: охолоді, верхньої, видалення, спосіб, фурми
Формула / Реферат:
Спосіб видалення охолоді з верхньої фурми, який включає подачу принаймні двома боковими фурмами, що встановлені рівномірно по колу в верхній конічній частині конвертера під кутом до його вертикальної осі, паливно-кисневих і кисневих струменів на охолодь по периметру верхньої фурми, яка опущена в порожнину конвертера після випуску плавки або під час попереднього підігрівання брухту, який відрізняється тим, що видалення охолоді проводять в дві...
Пристрій для введення інертного газу в металевий розплав
Номер патенту: 5935
Опубліковано: 15.03.2005
Автори: Живченко Володимир Семенович, Семикопенко Григорій Григорович
МПК: C21C 7/06
Мітки: металевій, пристрій, газу, розплав, інертного, введення
Формула / Реферат:
1. Пристрій для введення інертного газу в металевий розплав, що містить металевий кожух, футерівку стін, футерівку днища, що складається з арматурного, робочого шарів і газорозподільного шару, що знаходиться в поглибленні арматурного шару днища, який відрізняється тим, що між днищем поглиблення і газорозподільним шаром додатково розташований газонепроникний короб, у якому шар виконаний з вогнетривкого матеріалу, товщиною менше арматурного...
Попередній патент: Похідні 2,4(4,6)-піримідинів
Наступний патент: Потенціатори рецепторів глутамату
Випадковий патент: Спосіб обробки пар тертя