Пристрій і спосіб формування частини пакувального контейнера


Формула / Реферат
1. Пристрій для формування термопластикової пакувальної частини (14) в з'єднанні з торцевою частиною (20) корпусу пакувального контейнера (12), що (12) включає термопластик в щонайменше внутрішньому шарі, який містить:
внутрішній формуючий елемент (24) і зовнішній формуючий елемент (26), між якими утворюється формуюча порожнина (30), розташована так, щоб вміщати щонайменше вказану торцеву частину (20) корпусу пакувального контейнера (12), так щоб вона знаходилася в контакті з порожниною (30), при цьому щонайменше один зі вказаних формуючих елементів (24, 26) щонайменше частково вільно підвішений,
засіб інжекції розплаву термопластику (32) в порожнину (30),
засіб зближення вказаних формуючих елементів (24, 26) таким чином, щоб закрити порожнину (30), і для прикладання сили стиснення до формуючих елементів (24, 26), щоб видавити розплав термопластику (32) в порожнину (30), причому стискаюче зусилля в результаті частково вільного підвішування щонайменше одного з формуючих елементів (24, 26) впливає на центр сили (F), який відрізняється тим, що
розплав термопластику (32) вводять в першій кількості точок (42) в порожнині (30), яка дорівнює або більша одиниці, причому в кожній точці утворюється острівець (45) розплаву термопластику всередині порожнини,
при цьому розподіл вказаних точок (42) такий, щоб вказаний центр сили (F) проходив через поверхню (92), обмежену паралельною проекцією (45', 45'') вказаної першої кількості острівців (45) на площину (Р), ортогональну напрямку (D) сили стиснення, і, коли вказана перша кількість більша одиниці, другою кількістю уявних прямих ліній (90), що взаємно з'єднують третю кількість паралельних проекцій (45', 45'') таким чином, щоб поверхня (92) мала максимальну величину.
2. Пристрій за п. 1, який відрізняється тим, що включає засіб для зведення разом формуючих елементів (24, 26) таким чином, щоб порожнина (30) була частково закрита до інжекції розплаву термопластику (32); і
розплав термопластику (32) введено в порожнину (30) через канали (40), кожний з яких одним кінцем з'єднується з екструдером (80), а іншим кінцем відкривається в порожнину (30) в одній із вказаних точок (42).
3. Пристрій за п. 1, який відрізняється тим, що часткова кількість розплаву термопластику (32) введена в кожну із вказаних точок (42) в положенні, при якому порожнина (30) по суті відкрита.
4. Пристрій за будь-яким з пп. 1-3, який відрізняється тим, що виконаний для формування частини упаковки (14) на корпусі пакувального контейнера (12), що має форму рукава з пакувального ламінованого матеріалу, що включає центральний паперовий шар.
5. Пристрій за будь-яким з пп. 1-3, який відрізняється тим, що порожнина (30) в закритому положенні має форму верху упаковки (14), що включає видавальний отвір.
6. Пристрій за п. 5, який відрізняється тим, що порожнина (30) розташована так, щоб в неї міг вміщуватися відкриваючий пристрій в формі кришки (34), причому кришка разом з частиною внутрішнього формуючого елемента (24) розташована так, щоб утворити горловину (36) вказаного верху упаковки (14), що обмежує вказаний видавальний отвір.
7. Пристрій за будь-яким з пп. 1-3, 6, який відрізняється тим, що вказане щонайменше частково вільне підвішування має на увазі, що щонайменше один з формуючих елементів підвішений на пружному елементі, і за рахунок цього сила стиснення може бути обмежена.
8. Пристрій за будь-яким з пп. 1-3, 6, який відрізняється тим, що один з формуючих елементів (24, 26), який підвішений щонайменше частково вільно, підвішений по суті нерухомо.
9. Пристрій для формування двох або більше частин упаковки з термопластику (14) в з'єднанні кожної з торцевою частиною (20) корпусу пакувального контейнера (12), що включає термопластик щонайменше у внутрішньому шарі, який містить:
внутрішній формуючий елемент (24) і зовнішній формуючий елемент (26), між якими утворюються порожнини (30) для лиття під тиском пакувальної частини (14), причому порожнина розташована так, щоб приймати щонайменше вказану торцеву частину (20) корпусу пакувального контейнера (12) так, щоб вона була в контакті з порожниною (30), причому щонайменше один зі вказаних формуючих елементів (24, 26) щонайменше частково підвішений;
засіб для інжекції розплаву термопластику (32) у вказані порожнини (30);
засіб зближення вказаних формуючих елементів (24, 26) для закривання порожнин (30) і для прикладання сили стиснення до формуючих елементів (24, 26) для видавлення розплаву термопластику (32) у вказані порожнини (30), причому сила стиснення в результаті частково вільного підвішування щонайменше одного з формуючих елементів (24, 26) діє в центрі сили (F);
який відрізняється тим, що
виконаний для введення розплаву термопластику (32) в першу кількість точок (45), розподілену по порожнинах (30) таким чином, що в кожній з порожнин є щонайменше одна точка, в кожній з яких всередині порожнин утворюється острівець (45) розплаву термопластику;
при цьому розподіл вказаних точок (42) такий, щоб вказаний центр сили (F) проходив через поверхню (92), яка обмежена паралельною проекцією (45', 45'') вказаної першої кількості острівців (45) на площину (Р), ортогональну напрямку (D) сили стиснення, і другою кількістю уявних прямих ліній (90), що взаємно з'єднують третю кількість паралельних проекцій (45', 45'') таким чином, щоб поверхня (92) мала максимальну величину.
10. Пристрій за п. 9, який відрізняється тим, що виконаний для формування частини упаковки (14) на корпусі пакувального контейнера (12), що має форму рукава з пакувального ламінованого матеріалу, що включає центральний паперовий шар.
11. Пристрій за п. 9 або 10, який відрізняється тим, що порожнина (30) в закритому положенні має форму верху упаковки (14), що включає видавальний отвір.
12. Пристрій за п. 11, який відрізняється тим, що порожнина (30) розташована так, щоб в неї міг вміщуватися відкриваючий пристрій в формі кришки (34), причому кришка разом з частиною внутрішнього формуючого елемента (24) розташована так, щоб утворити горловину (36) вказаного верху упаковки (14), що обмежує вказаний видавальний отвір.
13. Пристрій за будь-яким з пп. 9, 10, 12, який відрізняється тим, що щонайменше частково вільне підвішування має на увазі, що щонайменше один з формуючих елементів підвішений на пружному елементі, і за рахунок цього сила стиснення може бути обмежена.
14. Пристрій за будь-яким з пп. 9, 10, 12, який відрізняється тим, що один з формуючих елементів (24, 26), який підвішений щонайменше частково вільно, підвішений по суті нерухомо.
15. Спосіб формування термопластикової пакувальної частини (14) в з'єднанні з торцевою частиною (20) корпусу пакувального контейнера (12), що включає термопластик щонайменше у внутрішньому шарі, який включає:
надання внутрішнього формуючого елемента (24) і зовнішнього формуючого елемента (26), між якими утворюється формуюча порожнина (30);
забезпечення того, щоб щонайменше один із вказаних формуючих елементів (24, 26) був щонайменше частково вільно підвішений;
розміщення вказаної торцевої частини (20) корпусу пакувального контейнера (12) таким чином, щоб вона знаходилася в контакті з порожниною (30);
інжекцію розплаву термопластику (32) в порожнину (30);
зближення вказаних формуючих елементів (24, 26) так, щоб закрити порожнину (30);
прикладання сили стиснення до формуючих елементів (24, 26), щоб видавити розплав термопластику (32) в порожнину (30), причому стискаюче зусилля в результаті частково вільного підвішування щонайменше одного з формуючих елементів (24, 26) впливає на центр сили (F),
який відрізняється тим, що
інжекцію розплаву термопластику (32) здійснюють в першій кількості точок (42) в порожнині (30), що дорівнює або більша одиниці, для утворення всередині порожнини острівця (45) розплаву термопластику для кожної точки, і
забезпечують розподіл вказаних точок (42) так, щоб вказаний центр сили (F) проходив через поверхню (92), обмежену паралельною проекцією (45', 45'') кожної зі вказаної першої кількості острівців (45) на площину (Р), ортогональну напрямку (D) сили стиснення, і, коли вказана перша кількість більша одиниці, другою кількістю уявних прямих ліній (90), що взаємно з'єднують третю кількість паралельних проекцій (45', 45'') таким чином, щоб поверхня (92) мала максимальну величину.
16. Спосіб формування двох або більше частин упаковки з термопластику (14) в з'єднанні кожної з однією торцевою частиною корпусу (20) корпусу пакувального контейнера (12), що містить термопластик щонайменше у внутрішньому шарі, який включає:
надання внутрішнього формуючого елемента (24) і зовнішнього формуючого елемента (26), між якими утворюються формуючі порожнини (30);
забезпечення того, що щонайменше один із вказаних формуючих елементів (24, 26) підвішений щонайменше частково вільно;
розміщення вказаної торцевої частини (20) корпусу пакувального контейнера (12) так, щоб вона знаходилася в контакті з порожнинами (30);
інжекцію розплаву термопластику (32) у вказані порожнини (30);
зближення вказаних формуючих елементів (24, 26) так, щоб порожнини (30) були закриті;
прикладання сили стиснення до формуючих елементів (24, 26), щоб видавити розплав термопластику (32) у вказані порожнини (30), причому стискаюче зусилля в результаті частково вільної підвішування щонайменше одного з формуючих елементів (24, 26) впливає на центр сили (F),
який відрізняється тим, що
інжекцію розплаву термопластику (32) здійснюють в першій кількості точок (42), розподілених по порожнинах (30) так, щоб в кожній порожнині була щонайменше одна точка для формування острівця (45) розплаву термопластику для кожної точки,
забезпечують такий розподіл вказаних точок (42), щоб вказаний центр сили (F) проходив через поверхню (92), обмежену паралельною проекцією (45', 45'') кожного із вказаної першої кількості острівців (45) на площину (Р), ортогональну напрямку (D) сили стиснення, і другою кількістю уявних прямих ліній (90), що взаємно з'єднують третю кількість паралельних проекцій (45', 45'') таким чином, щоб поверхня (92) мала максимальну величину.
Текст
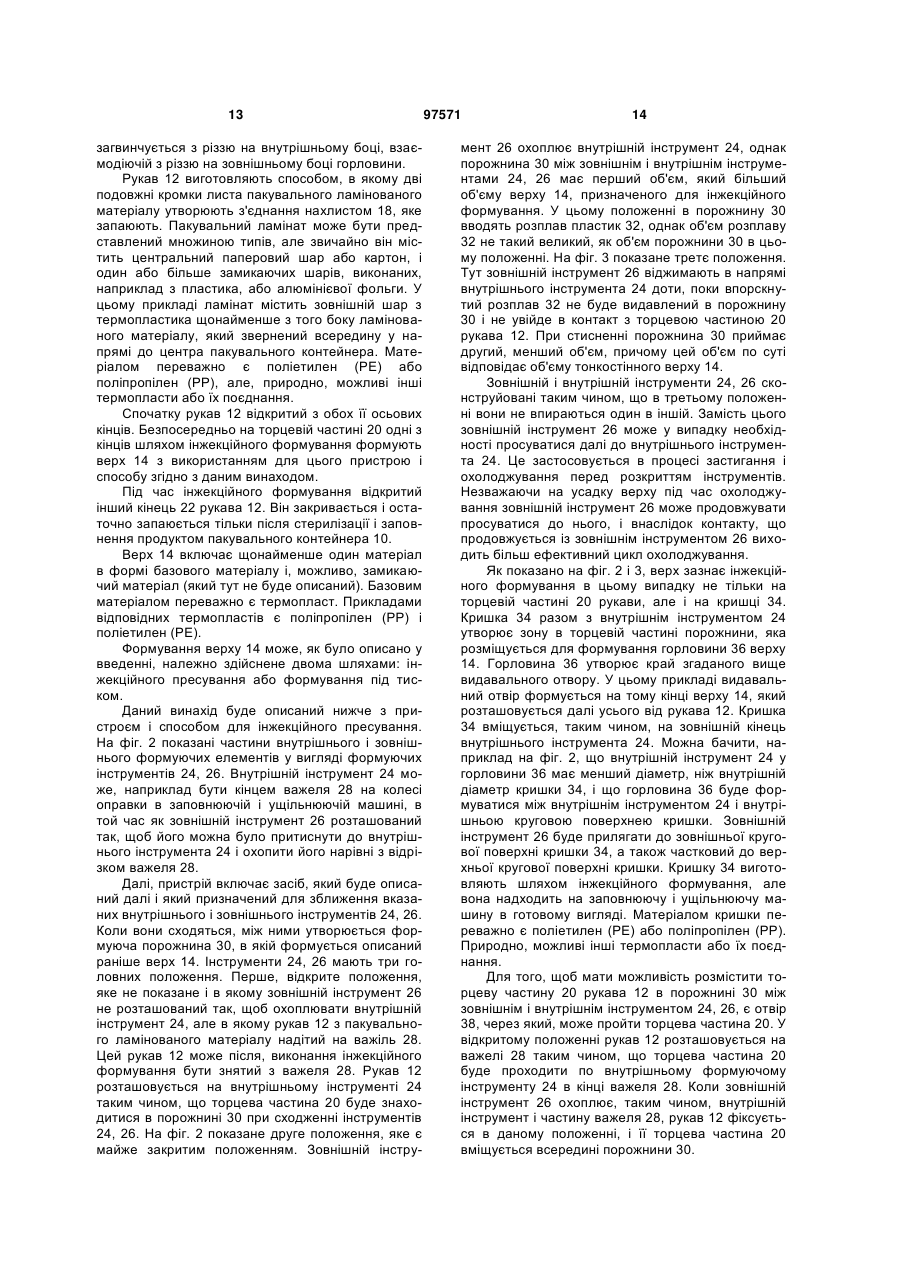
1. Пристрій для формування термопластикової пакувальної частини (14) в з'єднанні з торцевою частиною (20) корпусу пакувального контейнера (12), що (12) включає термопластик в щонайменше внутрішньому шарі, який містить: внутрішній формуючий елемент (24) і зовнішній формуючий елемент (26), між якими утворюється формуюча порожнина (30), розташована так, щоб вміщати щонайменше вказану торцеву частину (20) корпусу пакувального контейнера (12), так щоб вона знаходилася в контакті з порожниною (30), при цьому щонайменше один зі вказаних формуючих елементів (24, 26) щонайменше частково вільно підвішений, засіб інжекції розплаву термопластику (32) в порожнину (30), засіб зближення вказаних формуючих елементів (24, 26) таким чином, щоб закрити порожнину (30), і для прикладання сили стиснення до формуючих елементів (24, 26), щоб видавити розплав термопластику (32) в порожнину (30), причому стискаюче зусилля в результаті частково вільного підвішування щонайменше одного з формуючих елементів (24, 26) впливає на центр сили (F), який відрізняється тим, що 2 (19) 1 3 ки (34), причому кришка разом з частиною внутрішнього формуючого елемента (24) розташована так, щоб утворити горловину (36) вказаного верху упаковки (14), що обмежує вказаний видавальний отвір. 7. Пристрій за будь-яким з пп. 1-3, 6, який відрізняється тим, що вказане щонайменше частково вільне підвішування має на увазі, що щонайменше один з формуючих елементів підвішений на пружному елементі, і за рахунок цього сила стиснення може бути обмежена. 8. Пристрій за будь-яким з пп. 1-3, 6, який відрізняється тим, що один з формуючих елементів (24, 26), який підвішений щонайменше частково вільно, підвішений по суті нерухомо. 9. Пристрій для формування двох або більше частин упаковки з термопластику (14) в з'єднанні кожної з торцевою частиною (20) корпусу пакувального контейнера (12), що включає термопластик щонайменше у внутрішньому шарі, який містить: внутрішній формуючий елемент (24) і зовнішній формуючий елемент (26), між якими утворюються порожнини (30) для лиття під тиском пакувальної частини (14), причому порожнина розташована так, щоб приймати щонайменше вказану торцеву частину (20) корпусу пакувального контейнера (12) так, щоб вона була в контакті з порожниною (30), причому щонайменше один зі вказаних формуючих елементів (24, 26) щонайменше частково підвішений; засіб для інжекції розплаву термопластику (32) у вказані порожнини (30); засіб зближення вказаних формуючих елементів (24, 26) для закривання порожнин (30) і для прикладання сили стиснення до формуючих елементів (24, 26) для видавлення розплаву термопластику (32) у вказані порожнини (30), причому сила стиснення в результаті частково вільного підвішування щонайменше одного з формуючих елементів (24, 26) діє в центрі сили (F), який відрізняється тим, що виконаний для введення розплаву термопластику (32) в першу кількість точок (45), розподілену по порожнинах (30) таким чином, що в кожній з порожнин є щонайменше одна точка, в кожній з яких всередині порожнин утворюється острівець (45) розплаву термопластику; при цьому розподіл вказаних точок (42) такий, щоб вказаний центр сили (F) проходив через поверхню (92), яка обмежена паралельною проекцією (45', 45'') вказаної першої кількості острівців (45) на площину (Р), ортогональну напрямку (D) сили стиснення, і другою кількістю уявних прямих ліній (90), що взаємно з'єднують третю кількість паралельних проекцій (45', 45'') таким чином, щоб поверхня (92) мала максимальну величину. 10. Пристрій за п. 9, який відрізняється тим, що виконаний для формування частини упаковки (14) на корпусі пакувального контейнера (12), що має форму рукава з пакувального ламінованого матеріалу, що включає центральний паперовий шар. 11. Пристрій за п. 9 або 10, який відрізняється тим, що порожнина (30) в закритому положенні має форму верху упаковки (14), що включає видавальний отвір. 97571 4 12. Пристрій за п. 11, який відрізняється тим, що порожнина (30) розташована так, щоб в неї міг вміщуватися відкриваючий пристрій в формі кришки (34), причому кришка разом з частиною внутрішнього формуючого елемента (24) розташована так, щоб утворити горловину (36) вказаного верху упаковки (14), що обмежує вказаний видавальний отвір. 13. Пристрій за будь-яким з пп. 9, 10, 12, який відрізняється тим, що щонайменше частково вільне підвішування має на увазі, що щонайменше один з формуючих елементів підвішений на пружному елементі, і за рахунок цього сила стиснення може бути обмежена. 14. Пристрій за будь-яким з пп. 9, 10, 12, який відрізняється тим, що один з формуючих елементів (24, 26), який підвішений щонайменше частково вільно, підвішений по сутінерухомо. 15. Спосіб формування термопластикової пакувальної частини (14) в з'єднанні з торцевою частиною (20) корпусу пакувального контейнера (12), що включає термопластик щонайменше у внутрішньому шарі, який включає: надання внутрішнього формуючого елемента (24) і зовнішнього формуючого елемента (26), між якими утворюється формуюча порожнина (30); забезпечення того, щоб щонайменше один із вказаних формуючих елементів (24, 26) був щонайменше частково вільно підвішений; розміщення вказаної торцевої частини (20) корпусу пакувального контейнера (12) таким чином, щоб вона знаходилася в контакті з порожниною (30); інжекцію розплаву термопластику (32) в порожнину (30); зближення вказаних формуючих елементів (24, 26) так, щоб закрити порожнину (30); прикладання сили стиснення до формуючих елементів (24, 26), щоб видавити розплав термопластику (32) в порожнину (30), причому стискаюче зусилля в результаті частково вільного підвішування щонайменше одного з формуючих елементів (24, 26) впливає на центр сили (F), який відрізняється тим, що інжекцію розплаву термопластику (32) здійснюють в першій кількості точок (42) в порожнині (30), що дорівнює або більша одиниці, для утворення всередині порожнини острівця (45) розплаву термопластику для кожної точки, і забезпечують розподіл вказаних точок (42) так, щоб вказаний центр сили (F) проходив через поверхню (92), обмежену паралельною проекцією (45', 45'') кожної зі вказаної першої кількості острівців (45) на площину (Р), ортогональну напрямку (D) сили стиснення, і, коли вказана перша кількість більша одиниці, другою кількістю уявних прямих ліній (90), що взаємно з'єднують третю кількість паралельних проекцій (45', 45'') таким чином, щоб поверхня (92) мала максимальну величину. 16. Спосіб формування двох або більше частин упаковки з термопластику (14) в з'єднанні кожної з однією торцевою частиною корпусу (20) корпусу пакувального контейнера (12), що містить термопластик щонайменше у внутрішньому шарі, який включає: 5 97571 6 надання внутрішнього формуючого елемента (24) і зовнішнього формуючого елемента (26), між якими утворюються формуючі порожнини (30); забезпечення того, що щонайменше один із вказаних формуючих елементів (24, 26) підвішений щонайменше частково вільно; розміщення вказаної торцевої частини (20) корпусу пакувального контейнера (12) так, щоб вона знаходилася в контакті з порожнинами (30); інжекцію розплаву термопластику (32) у вказані порожнини (30); зближення вказаних формуючих елементів (24, 26) так, щоб порожнини (30) були закриті; прикладання сили стиснення до формуючих елементів (24, 26), щоб видавити розплав термопластику (32) у вказані порожнини (30), причому стискаюче зусилля в результаті частково вільної підвішування щонайменше одного з формуючих елементів (24, 26) впливає на центр сили (F), який відрізняється тим, що інжекцію розплаву термопластику (32) здійснюють в першій кількості точок (42), розподілених по порожнинах (30) так, щоб в кожній порожнині була щонайменше одна точка для формування острівця (45) розплаву термопластику для кожної точки, забезпечують такий розподіл вказаних точок (42), щоб вказаний центр сили (F) проходив через поверхню (92), обмежену паралельною проекцією (45', 45'') кожного із вказаної першої кількості острівців (45) на площину (Р), ортогональну напрямку (D) сили стиснення, і другою кількістю уявних прямих ліній (90), що взаємно з'єднують третю кількість паралельних проекцій (45', 45'') таким чином, щоб поверхня (92) мала максимальну величину. Даний винахід належить до пристрою для формування частини пакувального контейнера, зокрема для формування верху з термопластика по краю рукава з паперового ламінованого матеріалу. Даний винахід розроблений для формування частин пакувального контейнера з термопластика безпосередньо на інших частинах упаковки, наприклад такого як формування верху упаковки з термопластика по краю рукава з пакувального ламінованого матеріалу, що включає центральний паперовий шар. У доповнення до формування на рукаві верх упаковки може бути відформований проти закриваючого пристрою в формі кришки, наприклад нарізної кришки. У результаті буде одержаний пакувальний контейнер, в якому можуть бути упаковані харчові продукти. Заявник пропонує на ринку упаковки, схожого типу, наприклад під зареєстрованою товарною маркою Tetra Topo. Такий пакувальний контейнер в цей час виготовляють шляхом вертикальної установки плоскої трубчастої заготовки з пакувального ламінованого матеріалу при зваренні одного кінця, причому на торцевій частині способом лиття під тиском методом вприскування формують верх з термопластика. Верх включає видавальний отвір, обмежений горловиною із зовнішньою різзю, призначеною для взаємодії з внутрішньою різзю нарізної кришки для герметизації видавального отвору. Кришка може використовуватися двома способами. Як згадувалося як введення, вона може бути вміщена в формуюче обладнання таким чином, щоб верх, в доповнення до формування на рукаві, формувався також на кришці. У такому випадку кришка є частиною формуючого обладнання. З іншого боку, кришка може бути накладена відразу після завершення формування пакувального контейнера, тобто ніяке формування з кришкою як частина формуючого обладнання не має місця. Можливо, що для полегшення маніпулюванням в пакувальній і заливальній машині видавальний отвір в горловині може в останньому випадку бути сформований з відривною мембраною, яку формують одночасно з верхом. Технологією формування, яка застосовується в цей час в даному контексті, є та, яка відома як інжекційне пресування. При інжекційному пресуванні частково закрита порожнина інжекційного формування в ході першого кроку частково заповнюється розплавленим термопластичним матеріалом. Потім порожнину повністю закривають, що веде до одержання сили стиснення, діючого на розплав, що знаходиться всередині, так що розплав заповнює всю порожнину. Ця технологія описана в публікації патенту, що належить заявнику US 5667745. Частини упаковки, одержані способом інжекційного формування, є тонкостінним матеріалом, і тривалість виробничого циклу при цьому типі інжекційного формування, що має місце в пакувальній і заливальній машині, надзвичайно мала в порівнянні із звичайним інжекційним формуванням. Звичайно тривалість виробничого циклу при виготовленні одного верху не повинна перевищувати 1 секунди. Це необхідно для того, щоб підтримувати продуктивність машини на високому рівні. Після інжекційного формування упаковка передається з відкритим кінцем, зверненим вгору, і заповнюється на наступній ділянці заповнення. У деяких випадках упаковка проходить також перед заповненням одну або декілька ділянок стерилізації. Після заповнення відкритий кінець упаковки загортають і запечатують. Однією з альтернатив інжекційному пресуванню є формування під тиском. При цій операції встановлену кількість розплавленого термопластичного матеріалу вводять в порожнину у відкритій прес-формі, після чого прес-форму зводять разом, так що розплав заповнює порожнину. Для того, щоб одержати хороші результати при обох цих видах формування тонкостінних частин упаковки, критично важливо, щоб розплав пластик швидко і рівномірно розподілявся по порожнині при додаванні тиску. Це стає особливо важливим в тих випадках, коли конфігурація час 7 тин упаковки є складною, і в тих випадках, коли передбачається виготовлення більш, ніж однієї частини упаковки в один і той же час і в одній і тій же прес-формі. При звичайному інжекційному формуванні і формуванні під тиском застосовується стабільна підвіска прес-форм і в формуючому пристрої потрібна симетрія для одержання високої якості предметів, що формуються. Наприклад необхідно, щоб прес-форми розміщувалися симетрично (в тих випадках, коли мається намір мати більше однієї порожнини), так, щоб інжекційні канали при інжекційному формуванні мали однакову довжину, так щоб однакову кількість розплаву впорскували в тих точках, в яких в порожнину або порожнини подається розплав, і щоб ці точки розподілялися рівномірно. Однак незважаючи на симетрію може виявитися важким досягнення рівноваги в формуючому пристрої, тобто рівномірного протікання фронту потоку розплаву пластик всюди до того, як розплав пластик не зможе затвердіти всюди. Зовнішнє руйнування може легко викликати нестабільність. Таке руйнування може, - наприклад забезпечувати неоднорідний контроль прес-форм або змін в кількості розплаву пластик в будь-якій точці або при будь-якому складі, властивому розплаву пластик. Одним з шляхів виконання більш високої стабільності і більш високої стійкості до руйнування є використання прес-форм, що мають певну взаємну рухливість одна відносно іншої відразу після початку стиснення. Це означає, що щонайменше одна прес-форма підвішена більш або менш "плавучою" і може компенсувати певні порушення, так що можливе, проте, досягнення стабільності і балансу сил в формуючому пристрої. Показано, однак, що це рішення саме по собі недостатнє, для досягнення оптимального формування, однак зберігається місце для поліпшень відносно урівноваження форми. Тому однією з задач даного винаходу є пропозиція пристрою для формування термопластикової пакувальної частини в з'єднанні з торцевою частиною корпусу пакувального контейнера, яка упаковка може бути одержана з високою мірою точності завдяки поліпшеній стабільності формуючого пристрою. Вказана задача буде досягнута за допомогою пристрою, який містить внутрішній формуючий елемент і зовнішній формуючий елемент, між якими утворюється формуюча порожнина, причому порожнина розташована так, щоб мати можливість вміщати щонайменше вказану торцеву частину корпусу пакувального контейнера, так щоб вона знаходилася в контакті з порожниною, і в якому щонайменше один з вказаних формуючих елементів щонайменше частково вільно підвішений, який містить засіб інжекції розплаву пластик в порожнину, засіб зближення вказаних формуючих елементів таким чином, щоб закрити порожнину, і для додавання сили стиснення до формуючих елементів для того, щоб видавити розплав пластик в порожнину, причому стискаюче зусилля внаслідок частково вільної підвіски щонайменше одного з формуючих елементів впливає на центр сили. 97571 8 Пристрій відрізняється тим, що розплав пластик вводять в першій кількості точок в порожнині, яка дорівнює або більша одиниці, острівець розплаву пластик для кожної точки утворюється всередині порожнини і розподіл вказаних точок так, щоб вказаний центр сили проходив через поверхню, яка обмежена паралельною проекцією вказаної першої кількості острівців на площину, ортогональну напряму сили стиснення, і, коли вказана перша кількість більша одиниці, другою кількістю уявних прямих ліній, що взаємно з'єднують третю кількість паралельних проекцій таким чином, щоб поверхня мала максимальну величину. Частково вільна підвіска щонайменше одного з формуючих елементів передбачає можливість для пристрою демонструвати більш високу стабільність і більш високу стійкість до руйнування. Якщо розплав вводять інжекцією в порожнину в декількох точках, і в одній точці надходить трохи більше розплаву, ніж в іншій, пристрій може це компенсувати, якщо забезпечити проходження вказаного центра сили через поверхню, обмежену вказаним вище чином, причому поверхня є дотичною і безперервною. Коли після цього формуючі елементи стискають разом, спочатку тиск буде більш високим в місцях з великою кількістю розплаву, і рухомі формуючі елементи відповідно самі регулюють своє положення. Однак порожнина прагне досягнути рівноваги сил, і стискаюче зусилля спричиняє розподіл більшої кількості розплаву по більшій площі, ніж менша кількість розплаву. У результаті різниця в тиску в різних розплавах спочатку по суті дорівнює нулю, і рухомий формуючий елемент відповідним чином його регулює. Таким чином, товщина матеріалу в формованій термопластиковій пакувальній частині буде більш або менш однорідною. Кількість точок для інжекції розплаву пластик в порожнину може, таким чином, дорівнювати одиниці і більше. У випадку однієї точки інжекції (вказана перша кількість =1) та поверхня, через яку повинен пройти центр сили, обмежується паралельною проекцією одного острівця розплаву пластик на площині проекції. У цьому випадку, згідно з даним винаходом, центр сили повинен, таким чином, пройти через цю проекцію. У випадку двох точок інжекції (вказана перша кількість =2) поверхня, через яку повинен пройти центр сили, обмежується двома паралельними проекціями на площину проекції, по одній для кожного острівця розплаву пластик, і двома уявними прямими лініями (вказана друга кількість = вказана перша кількість =2), які з'єднують між собою дві паралельні проекції (вказана третя кількість = вказана друга кількість =2) таким чином, щоб поверхня була максимальною. У цьому випадку, згідно з даним винаходом, центр сили повинен таким чином пройти через одну з паралельних проекцій або ділянку між ними, яка обмежена уявними лініями. У випадку більш ніж двох точок інжекції ситуація виявляється трохи більш складною. Якщо кількість точок інжекції становить, наприклад три (вказана перша кількість =3), поверхня, через яку повинен пройти центр сили, обмежується трьома 9 паралельними проекціями на площину проекції, по одній для кожного острівця розплаву пластик, а друга кількість уявних прямих ліній, які з'єднують між собою третю кількість проекцій таким чином, щоб поверхня була максимальною. Другу і третю кількість вибирають таким чином, щоб обмежена таким чином поверхня була максимальною. Виконання цього вибору залежить щонайменше від позиціонування точок інжекції відносно одна одної і від розмірів відповідних острівців розплаву пластик. Розміри острівця залежать щонайменше від кількості розплаву пластик, впорскнутої у відповідну точку інжекції, а також від вигляду порожнини в зоні точки інжекції. Далі, друга кількість уявних ліній проводиться між третьою кількістю паралельних проекцій таким чином, щоб обмежена таким чином поверхня була максимальною. Розуміння важливості залежності між точкою додавання сили стиснення, щонайменше частково вільною підвіскою щонайменше одного з формуючих елементів, розміщенням точок інжекції розплаву, пластик, а також розмірами острівця надзвичайно важливе для можливості виконання пристрою, за допомогою якого можна в ході дуже короткого виробничого циклу з високою точністю формувати тонкостінні частини упаковки і, проте, додержувати допуски, наприклад відносно керування формуючими елементами і розподілу розплаву пластик в кожній відповідній точці. Проте, можливе досягнення стабільності і рівноваги сил в порожнині. У одному переважному в цьому випадку варіанті виконання пристрій згідно з даним винаходом включає засіб для зведення разом формуючих елементів таким чином, щоб порожнина виявилася частково закрита до інжекції розплаву пластик, і розплав пластик вводять в порожнину через канали, причому канали одним кінцем з'єднуються з екструдером, а іншим кінцем відкриваються в порожнину в одній з вказаних точок. Таку технологію називають, як згадувалося вище, інжекційним пресуванням, і вона дає дуже хороші результати при формуванні вказаних всіх тонкостінних верхів упаковки. Ще в одному переважному в цьому випадку варіанті виконання часткову кількість розплаву пластик вводять в кожну з вказаних точок в положенні, при якому порожнина по суті відкрита. Ця технологія означається, як згадувалося раніше, формування під тиском, і також добре діє при формуванні верху упаковки. Даний винахід включає також пристрій для формування двох або більше частин упаковки з термопластика в з'єднанні кожної з торцевою частиною корпусу пакувального контейнера. Пристрій містить внутрішній формуючий елемент і зовнішній формуючий елемент, між якими утворюється одна інжекційна формуюча порожнина, причому порожнина розташована так, щоб мати можливість приймати щонайменше вказану торцеву частину корпусу пакувального контейнера так, щоб вона була в контакті з порожниною, і з яких щонайменше один з вказаних формуючих елементів щонайменше частково підвішений, засіб для інжекції розплаву пластик в порожнині, засіб зближення 97571 10 вказаних формуючих елементів таким чином, щоб порожнини закривалися, і для додавання сили стиснення до формуючих елементів для видавлювання розплаву пластик в порожнині, причому сила стиснення внаслідок частково вільного підвішування щонайменше одного з формуючих елементів діє в центрі сили. Пристрій відрізняється тим, що розплав пластик вводять в першу кількість точок, розподілену по порожнинах таким чином, що в кожній з порожнин є щонайменше одна точка, в якій всередині порожнини формується острівець розплаву, при цьому розподіл вказаних точок такий, щоб вказаний центр сили проходив через поверхню, яка обмежена паралельною проекцією вказаної першої кількості острівців на площину, ортогональну напряму сили стиснення, і другою кількістю уявних прямих ліній, що взаємно з'єднують третю кількість паралельних проекцій таким чином, щоб поверхня мала максимальну величину. Щоб досягти стабільності і рівноваги сил, в принципі застосовуються ті ж критерії, що і при формуванні однієї частини упаковки. У одному переваленому в цьому випадку варіанті виконання даного винаходу частини упаковки формують на корпусі пакувального контейнера, що має форму рукава з пакувального ламінованого матеріалу, що включає центральний паперовий шар. Ще один переважний в цьому випадку варіант виконання відрізняється тим, що порожнина в закритому положенні має форму верху упаковки, що включає видавальний отвір. І також ще в одному переважному в цьому випадку варіанті виконання даного винаходу порожнина розташована так, щоб в неї міг вміщуватися відкриваючий пристрій в формі кришки, причому кришка разом з частиною внутрішнього формуючого елемента розташована так, щоб формувати горловину вказаного верху упаковки, що обмежує вказаний видавальний отвір. Поміщення в порожнину кришки, наприклад кришки, що загвинчується, допускає формування верху упаковки на кришці, що дозволяє одержати відкриваючий пристрій, з яким надзвичайно просто поводитися споживачеві, але який до відкривання є надзвичайно щільним і таким, що не допускає протікань. Один переважний в цьому випадку варіант виконання даного винаходу відрізняється тим, що щонайменше частково вільне підвішування має на увазі, що щонайменше один з формуючих елементів підвішений на пружному елементі, і за рахунок цього сила стиснення може бути декілька обмежена. За допомогою такого засобу пристрій може врівноважувати будь-яке відхилення від прямої лінії формуючих елементів, так само як можливий спотворений розподіл розплаву пластик по кожній відповідній точці інжекції. При ще одному переважному в цьому випадку варіанті виконання даного винаходу один з формуючих елементів, який підвішений щонайменше частково вільно, підвішений по суті статично. Цей формуючий елемент буде тоді регулюватися повністю вільно. 11 Даний винахід стосується також способу формування термопластикової пакувальної частини в з'єднанні з торцевою частиною корпусу пакувального контейнера, причому корпус пакувального контейнера включає щонайменше внутрішній шар з термопластика. Цей спосіб включає стадії забезпечення внутрішнього формуючого елемента і зовнішнього формуючого елемента, між якими утворюється формуюча порожнина, при умові, що щонайменше один з вказаних формуючих елементів підвішений щонайменше частково вільно, з розміщенням вказаної торцевої частини корпусу пакувального контейнера таким чином, що вона знаходиться в контакті з порожниною, інжекцію розплаву пластик в порожнину, зближення вказаних формуючих елементів таким чином, щоб закрити порожнину, додавання сили стиснення до формуючих елементів для того, щоб видавити розплав пластик в порожнину, причому стискаюче зусилля внаслідок частково вільної підвіски щонайменше одного з формуючих елементів впливає на центр сили. Спосіб відрізняється кроками інжекції розплаву пластик в першій кількості точок в порожнині, яка дорівнює або більша одиниці, для формування острівця розплаву пластик для кожної точки всередині порожнини, і розподіл вказаних точок такий, щоб вказаний центр сили проходив через поверхню, обмежену паралельною проекцією вказаної першої кількості острівців на площину, ортогональну напряму сили стиснення, і, коли вказана перша кількість більша одиниці, другою кількістю уявних прямих ліній, що взаємно з'єднують третю кількість паралельних проекцій таким чином, щоб поверхня мала максимальну величину. Ці переваги, які були представлені вище в зв'язку з пристроєм, застосовні також до способу згідно з винаходом. Даний винахід стосується також способу формування двох або більше частин упаковки з термопластика в з'єднанні кожної з однією торцевою частиною корпусу пакувального контейнера, причому корпус пакувального контейнера включає термопласт на щонайменше внутрішньому шарі. Цей спосіб включає стадії забезпечення внутрішнього формуючого елемента і зовнішнього формуючого елемента, між якими утворюється одна формуюча порожнина, при умові, що щонайменше один з вказаних формуючих елементів підвішений щонайменше частково вільно, з розміщенням вказаної торцевої частини корпусу пакувального контейнера таким чином, що вона знаходиться в контакті з порожниною, інжекцію розплаву пластик в порожнині, зближення вказаних формуючих елементів таким чином, щоб закрити порожнини, додавання сили стиснення до формуючих елементів для того, щоб видавити розплав пластик в порожнині, причому стискаюче зусилля внаслідок частково вільної підвіски щонайменше одного з формуючих елементів впливає на центр сили. Спосіб відрізняється кроками інжекції розплаву пластик в першій кількості точок, розподілених по порожнині так, що в кожній порожнині є щонайменше одна точка для формування острівця розплаву пластик для кожної точки, і розподіл вказаних точок такий, щоб вказаний центр сили проходив через поверх 97571 12 ню, яка обмежена паралельною проекцією вказаної першої кількості острівців на площину, ортогональну напряму сили стиснення, і другою кількістю уявних прямих ліній, що взаємно з'єднують третю кількість паралельних проекцій таким чином, щоб поверхня мала максимальну величину. Далі даний винахід буде описаний більш детально на прикладі переважних в цей час варіантів виконання з посиланням на прикладені схематичні креслення, на яких: фіг. 1 - схематичний вигляд пакувального контейнера, з яким може використовуватися даний винахід; фіг. 2 - схематичний вигляд в поперечному розрізі для ілюстрації положення, при якому розплав матеріалу вводять в порожнину між внутрішнім і зовнішнім формуючими елементами, що знаходяться майже в закритому положенні; фіг. 3 - схематичний вигляд за фіг. 2, в якому, однак, формуючі елементи зведені разом в закрите положення, і розплав матеріалу тому розтікається по всій порожнині; фіг. 4a-4d - схематично показують внизу - вигляди порожнини при вигляді зверху і введений розплав пластик, а вгорі - переріз за А-А; фіг. 5а-5с - схематично показують вигляди в перерізі формуючих елементів, які застосовуються в одному прикладі пристрою інжекційного формування, причому на різних фігурах показані різні стадії робочого циклу; фіг. 6 - схематичний вигляд вгорі конфігурації порожнини, а внизу вигляд в плані поверхні додавання зусилля, яка утворюється на основі чотирьох точок інжекції; фіг. 7 - відповідає нижній частині на фіг. 6 і схематично показує поверхню додавання зусилля, яка утворюється на основі однієї точки інжекції; фіг. 8 - відповідає нижній частині на фіг. 6 і схематично показує поверхню додавання зусилля, яка утворюється на основі двох точок інжекції; фіг. 9-10 - відповідають нижній частині на фіг. 6 і схематично кожна показує поверхню додавання зусилля, яка утворюється на основі трьох точок інжекції; фіг. 11 - схематичний вигляд поверхні додавання зусилля, яка утворюється на основі двох порожнин і чотирьох точок інжекції; фіг. 12 - схематичний вигляд поверхні додавання зусилля, яка утворюється на основі чотирьох порожнин і дванадцяти точок інжекції. Потрібно зазначити, що однакові позиції можуть означати однакові або подібні елементи в прикладах, показаних на кресленнях. Даний винахід може використовуватися при виготовленні, наприклад такого пакувального контейнера, як контейнер, показаний на фіг. 1, який далі позначений позицією 10. Пакувальний контейнер 10 містить корпус 12 в формі рукава з пакувального ламінованого матеріалу, і частину упаковки з термопластика в формі тонкостінного верху 14. На верху 14 розміщується горловина з видавальним отвором (не показаний), який забезпечений відкриваючим пристроєм 16 в формі кришки, яка складається, наприклад з кришки, що 13 загвинчується з різзю на внутрішньому боці, взаємодіючій з різзю на зовнішньому боці горловини. Рукав 12 виготовляють способом, в якому дві подовжні кромки листа пакувального ламінованого матеріалу утворюють з'єднання нахлистом 18, яке запаюють. Пакувальний ламінат може бути представлений множиною типів, але звичайно він містить центральний паперовий шар або картон, і один або більше замикаючих шарів, виконаних, наприклад з пластика, або алюмінієвої фольги. У цьому прикладі ламінат містить зовнішній шар з термопластика щонайменше з того боку ламінованого матеріалу, який звернений всередину у напрямі до центра пакувального контейнера. Матеріалом переважно є поліетилен (РЕ) або поліпропілен (РР), але, природно, можливі інші термопласти або їх поєднання. Спочатку рукав 12 відкритий з обох її осьових кінців. Безпосередньо на торцевій частині 20 одні з кінців шляхом інжекційного формування формують верх 14 з використанням для цього пристрою і способу згідно з даним винаходом. Під час інжекційного формування відкритий інший кінець 22 рукава 12. Він закривається і остаточно запаюється тільки після стерилізації і заповнення продуктом пакувального контейнера 10. Верх 14 включає щонайменше один матеріал в формі базового матеріалу і, можливо, замикаючий матеріал (який тут не буде описаний). Базовим матеріалом переважно є термопласт. Прикладами відповідних термопластів є поліпропілен (РР) і поліетилен (РЕ). Формування верху 14 може, як було описано у введенні, належно здійснене двома шляхами: інжекційного пресування або формування під тиском. Даний винахід буде описаний нижче з пристроєм і способом для інжекційного пресування. На фіг. 2 показані частини внутрішнього і зовнішнього формуючих елементів у вигляді формуючих інструментів 24, 26. Внутрішній інструмент 24 може, наприклад бути кінцем важеля 28 на колесі оправки в заповнюючій і ущільнюючій машині, в той час як зовнішній інструмент 26 розташований так, щоб його можна було притиснути до внутрішнього інструмента 24 і охопити його нарівні з відрізком важеля 28. Далі, пристрій включає засіб, який буде описаний далі і який призначений для зближення вказаних внутрішнього і зовнішнього інструментів 24, 26. Коли вони сходяться, між ними утворюється формуюча порожнина 30, в якій формується описаний раніше верх 14. Інструменти 24, 26 мають три головних положення. Перше, відкрите положення, яке не показане і в якому зовнішній інструмент 26 не розташований так, щоб охоплювати внутрішній інструмент 24, але в якому рукав 12 з пакувального ламінованого матеріалу надітий на важіль 28. Цей рукав 12 може після, виконання інжекційного формування бути знятий з важеля 28. Рукав 12 розташовується на внутрішньому інструменті 24 таким чином, що торцева частина 20 буде знаходитися в порожнині 30 при сходженні інструментів 24, 26. На фіг. 2 показане друге положення, яке є майже закритим положенням. Зовнішній інстру 97571 14 мент 26 охоплює внутрішній інструмент 24, однак порожнина 30 між зовнішнім і внутрішнім інструментами 24, 26 має перший об'єм, який більший об'єму верху 14, призначеного для інжекційного формування. У цьому положенні в порожнину 30 вводять розплав пластик 32, однак об'єм розплаву 32 не такий великий, як об'єм порожнини 30 в цьому положенні. На фіг. 3 показане третє положення. Тут зовнішній інструмент 26 віджимають в напрямі внутрішнього інструмента 24 доти, поки впорскнутий розплав 32 не буде видавлений в порожнину 30 і не увійде в контакт з торцевою частиною 20 рукава 12. При стисненні порожнина 30 приймає другий, менший об'єм, причому цей об'єм по суті відповідає об'єму тонкостінного верху 14. Зовнішній і внутрішній інструменти 24, 26 сконструйовані таким чином, що в третьому положенні вони не впираються один в іншій. Замість цього зовнішній інструмент 26 може у випадку необхідності просуватися далі до внутрішнього інструмента 24. Це застосовується в процесі застигання і охолоджування перед розкриттям інструментів. Незважаючи на усадку верху під час охолоджування зовнішній інструмент 26 може продовжувати просуватися до нього, і внаслідок контакту, що продовжується із зовнішнім інструментом 26 виходить більш ефективний цикл охолоджування. Як показано на фіг. 2 і 3, верх зазнає інжекційного формування в цьому випадку не тільки на торцевій частині 20 рукави, але і на кришці 34. Кришка 34 разом з внутрішнім інструментом 24 утворює зону в торцевій частині порожнини, яка розміщується для формування горловини 36 верху 14. Горловина 36 утворює край згаданого вище видавального отвору. У цьому прикладі видавальний отвір формується на тому кінці верху 14, який розташовується далі усього від рукава 12. Кришка 34 вміщується, таким чином, на зовнішній кінець внутрішнього інструмента 24. Можна бачити, наприклад на фіг. 2, що внутрішній інструмент 24 у горловини 36 має менший діаметр, ніж внутрішній діаметр кришки 34, і що горловина 36 буде формуватися між внутрішнім інструментом 24 і внутрішньою круговою поверхнею кришки. Зовнішній інструмент 26 буде прилягати до зовнішньої кругової поверхні кришки 34, а також частковий до верхньої кругової поверхні кришки. Кришку 34 виготовляють шляхом інжекційного формування, але вона надходить на заповнюючу і ущільнюючу машину в готовому вигляді. Матеріалом кришки переважно є поліетилен (РЕ) або поліпропілен (РР). Природно, можливі інші термопласти або їх поєднання. Для того, щоб мати можливість розмістити торцеву частину 20 рукава 12 в порожнині 30 між зовнішнім і внутрішнім інструментом 24, 26, є отвір 38, через який, може пройти торцева частина 20. У відкритому положенні рукав 12 розташовується на важелі 28 таким чином, що торцева частина 20 буде проходити по внутрішньому формуючому інструменту 24 в кінці важеля 28. Коли зовнішній інструмент 26 охоплює, таким чином, внутрішній інструмент і частину важеля 28, рукав 12 фіксується в даному положенні, і її торцева частина 20 вміщується всередині порожнини 30. 15 Розплав пластик 32 готують і вводять в порожнину 30 звичайними засобами, які містять, наприклад звичайний інжекторний формуючий екструдер (не показаний), а також з'єднані з ним живильні канали 40, які відкриваються в порожнину 30 в точках. Точки помічені хрестиком. На фіг. 2 і 3 показаний один такий живильний канал 40, який проходить через зовнішній інструмент 26 і відкривається в точці 42 в порожнині 30. Живильний канал 40 оточує нагрівальний елемент 44, переважно електричний, який не допускає охолоджування і затвердження розплаву 32 в каналі 40, але його збереження в розплавленому стані. Внутрішній і зовнішній інструменти 24, 26 забезпечені рядом охолоджуючих каналів (не показані), призначених для охолоджування інструмента і, таким чином, одержаної інжекторним формуванням частини упаковки. По каналах пропускають охолоджуючу воду, і в описаному прикладі охолоджуючі канали гарантують, що температура інструментів підтримується приблизно на рівні кімнатної температури, тобто приблизна 20 °C. На фіг. 2 і 3 показаний тільки один живильний канал 40. Однак в цьому прикладі є загалом чотири живильних канали, рівномірно розподіленому по порожнині 30. Таким чином, розплав пластик вводять одночасно в чотирьох точках в порожнину для формування чотирьох "коржиків" на верху. Це надзвичайно схематично показано на фіг. 4a-4d. На цих фігурах контуром показана тільки порожнина 30 і точки інжекції 42 (і в цьому випадку хрестиками). Розплав пластик 32 показаний у вигляді сірих "плям". На фіг. 4а операція інжекції тільки починається. На фіг. 4b кількість розплаву пластик 32, яка необхідна для формування верху, впорскнута в порожнину 30, і в ній утворюється острівець 45 розплаву пластик для кожної точки інжекції 42. На фіг. 4с починається стиснення формуючих інструментів 24 і 26. На фіг. 4d показане третє положення, при якому формуючі інструменти 24, 26 стислі разом і розплав пластик 32 за рахунок цього видавлений в порожнину 30. Пристрій згідно з винаходом включає також засіб зближення внутрішнього і зовнішнього формуючих інструментів 24, 26, так що порожнина 30 закривається, і для додавання сили стиснення до інструментів 24, 26 для видавлювання розплаву пластик 32 в порожнину 30. Ці засоби, які далі будуть описані на прикладі, виконують також задачу виконання частково вільного підвішування щонайменше одного з формуючих інструментів 24, 26. На фіг. 5а показані внутрішній і зовнішній інструменти 24, 26, а також засоби для їх зближення і стиснення. Як було показано раніше з посиланням на фіг. 2 і 3, зовнішній інструмент 26 забезпечений одним або більше каналів 40 для прийому екструдованого пластичного матеріалу, і пристосований для того, щоб бути рухомим відносно внутрішнього інструмента 24. Внутрішній інструмент 24 має (як було описано раніше) форму важеля 28 або оправки, вміщеної на колесо оправки 46 з п'ятьма оправками. У інших варіантах виконання можливе використання іншої кількості оправок на 97571 16 колесі оправки 46. Оправки 28 вміщуються таким чином, що вони радіально виступають з колеса оправок 46. Колесо оправки 46 пристосоване для переривистого повернення на валу (не показаний) таким чином, щоб оправки встановлювалися по одній в кожний момент в правильному положенні відносно зовнішнього інструмента 26. У одному прикладі рукав 12 з паперового ламінованого матеріалу вміщують разом з кришкою 34 на оправку 28, і при подальших кроках частина оправки потім утворює внутрішній інструмент 24. Внутрішній інструмент 24 вміщують потім співвісно із зовнішнім інструментом 26. При їх сходженні між ними утворюється згадана вище порожнина, і канал (канали) 40, зовнішнього інструмента відкривається в порожнину. Можна бачити, що зовнішній інструмент 26 встановлений на пересувній рамі з нижньою пластиною 48 і верхньою пластиною 50, причому нижня і верхня пластини 48, 50 утримуються разом за допомогою декількох стрижнів 52. Пластини 48, 50 розташовуються з проміжком між ними для того, щоб залишити місце для частин інжекторного формуючого механізму. Зовнішній інструмент 26 розміщується на нижній пластині 48. Рама, яка утворена нижньою і верхньою пластинами 48, 50 і стрижнями 52, розташована так, щоб мати можливість рухатися по направляючим 54. Ці направляючі 54 в свою чергу міцно натягнуті на базовій плиті 56. Вказана базова плита 56 натягнута на колесі оправки 46 в її центрі. Своїм іншим кінцем направляючі 54 міцно закріплені на стенді 58, причому стенд підтримує перший серводвигун 60 і другий серводвигун 62. Перший поворотний важіль 64 з'єднується з серводвигуном за допомогою першого поворотного вала 66, розташованого ексцентрично на диску 68, на якому він вміщується на відстані від осі обертання диска. Диск 68 приводиться у обертання першим серводвигуном 60. Перший поворотний важіль 64 з'єднується з другим поворотним важелем 70 за допомогою другого поворотного вала 72. Другий поворотний важіль 70 з'єднується з верхньою пластиною 50 рами, призначеною для зовнішнього інструмента 26, третім поворотним валом 74. Третій поворотний важіль 76 з'єднується одним кінцем з тим же поворотним валом 72, що і перший і другий поворотні важелі 64, 70. Інший кінець третього поворотного вала 76 вміщується у другому серводвигуні 62. У початковому положенні першого серводвигуна 60, тобто до початку обертання першого серводвигуна, другий поворотний важіль 70 нахилений відносно уявної лінії 78. Уявна лінія 78 проходить через центр порожнини, перетинає поворотний вал 74 між другим поворотним важелем 70 і верхньою пластиною 50 рами, перетинає вал і ексцентричний елемент другого серводвигуна 62 і проходить через центр колеса оправки 46. Коли перший серводвигун 60 повертається в кінцеве положення, в якому порожнина частково закрита (див. фіг. 5b), другий поворотний важіль 70 переміщується, в зв'язку з розміщенням першого, другого і третього поворотних важелів 64, 70, 76, так 17 само як першого, другого і третього поворотних валів 66, 72, 74, в положення на одній лінії з уявною лінією 78. Третій поворотний важіль 76 розташований так, щоб він також розташовувався на одній лінії з другим поворотним важелем 70 і уявною лінією 78 в той час, коли перший серводвигун 60 досягає свого кінцевого положення. Другий серводвигун 62 забезпечений ексцентричним елементом, який повинен впливати на третій поворотний важіль 76. Ексцентричний елемент виконаний на обертовому валу другого серводвигуна, а третій поворотний важіль 76 встановлений на роликовому підшипнику. Оскільки другий серводвигун 62 приводиться в дію тільки після того, як перший серводвигун досягне свого кінцевого положення, ексцентричний елемент другого серводвигуна буде впливати на механізм прямого зв'язку. Таким чином, перший серводвигун 60 взаємодіє з колінчастим з'єднувальним механізмом в формі першого, другого і третього поворотних важелів 64, 70, 76 для того, щоб частково закрити порожнину. Другий серводвигун 62 взаємодіє з ексцентричним елементом і з другим і третім поворотними важелями 70, 76 для того, щоб закрити і зафіксувати порожнину з великою силою фіксації, стискаючи, таким чином, пластичний матеріал всередині порожнини. Екструдер 80 вміщують в механізм для інжекційного пресування. Труба 82 розміщується таким чином, щоб підводити пластичний матеріал від екструдера 80, через канал або канали 40 в зовнішній інструмент 26 і в порожнину, утворену між зовнішнім і внутрішнім інструментами 24, 26. У показаному прикладі має місце наступний робочий цикл. Колесо оправки 46 має п'ять оправок 28, розміщених через однакові інтервали, причому кожна з них утворює внутрішній інструмент 24. Колеса оправки 46 під час кожного робочого циклу повертаються або встановлюються на одну п'яту повного повороту. При цьому кожна оправка 28 приймає п'ять різних положень. У першому положенні на оправку 28 вміщують рукав 12. У другому положенні на оправку вміщують кришку 34. У третьому положенні між рукавом 12 і кришкою 34 шляхом інжекційного формування формують пластиковий верх 14. Після цього положення рукав 12, пластиковий верх 14 і кришка 34 утворюють одне ціле. У четвертому положенні оправки 28 одержаного виробу дозволяють охолодитися. У п'ятому і останньому положенні сформований виріб знімають з оправки 28. На початку робочого циклу оправку 28, тобто внутрішній інструмент 24, вміщують на одній лінії із зовнішнім інструментом 26. Внутрішній інструмент 24 несе на собі рукав 12 і кришку 34. Коли перший серводвигун 60 закриває порожнину, в якій зовнішній інструмент 26 зміщується вниз у напрямі до внутрішнього інструмента 24, утворюється порожнина. Рух першого серводвигуна повертає диск 68, який утримує поворотний вал 66, з яким з'єднаний перший поворотний важіль 64. Внаслідок руху першого поворотного важеля будуть також рухатися другий і третій рухомі важелі 70, 76. Перший серводвигун 60 буде переміщувати другий 97571 18 і третій важелі 70, 76 в положення, в якому вказані важелі утворюють пряму лінію, співпадаючу з уявною лінією 78. У цьому положенні перший серводвигун 60 припиняється, що дає кінцеве положення першого серводвигуна (див. фіг. 5b). Тепер досягнуте згадане вище друге, часткове закрите положення, показане на фіг. 2. Наступний крок робочого циклу полягає в тому, що екструдер 80 впорскує в порожнину пластиковий матеріал через трубу 82 і канал або канали 40 зовнішнього інструмента. Як було описано раніше, впорскнений пластиковий матеріал заповнює порожнину. Після цього повертається другий серводвигун 62, за допомогою якого ексцентричний елемент, який з'єднується з другим серводвигуном 62, буде впливати на третій поворотний важіль 76 таким чином, що зовнішній інструмент 26 просувається далі в напрямі внутрішнього інструмента 24 і закриває порожнину (див. фіг. 5с). Тепер досягається згадане вище третє, закрите положення, показане на фіг. 3. Другий серводвигун 62 повертається на третину або половину повного обороту. Це відносно довгий рух другого серводвигуна 62 перетворюється за допомогою ексцентричного елемента в рух зовнішнього інструмента всього на 1-2 мм. Це додаткове переміщення зовнішнього інструмента 26 стискає разом впорскнутий пластиковий матеріал таким чином, що матеріал заповнює порожнину. Коли обидва серводвигуна 60, 62 знаходяться в своєму кінцевому положенні, впорскнутий матеріал охолоджується. Охолоджування здійснюється таким чином під тиском і звичайно здійснюється зсередини порожнини. Після охолоджування порожнина відкривається, коли зовнішній інструмент 26 підіймають над внутрішнім інструментом 24 за допомогою щонайменше першого серводвигуна 60. Звичайно перший і другий серводвигуни 60, 62 рухаються одночасно. Коли обидва серводвигуни 60, 62 повертаються в їх вихідне положення, колесо оправки 56 показує одну п'яту свого повного обороту. Тепер може початися новий робочий цикл. У введенні було указано, що зовнішній інструмент 26 щонайменше частково підвішений. Як один приклад передбачуваного рішення можна указати загалом, що щонайменше один з формуючих інструментів підвішений на пружному елементі, і що стискаюче зусилля може таким чином бути декілька обмежене в залежності від попередніх умов, тобто в залежності від, наприклад положення формуючих інструментів (і можливого зміщення по дотичній) і можливого відхилення в розподілі розплаву пластик всередині порожнини. Як пружний елемент може бути використаний ряд механічних елементів, таких, наприклад як пружини, гумові елементи і тому подібне. У механізмі, який описується з посиланням на фіг. 5а-5с, пружними елементами є описані вище направляючі 54. Ці направляючі 54, по яких ходить рама із зовнішнім формуючим інструментом 26, є відносно довгими і тонкими, довжиною порядку 100-120 сантиметрів, і мають деяку розтяжність. Як було описано раніше, вони міцно натягнуті на стенд 58 і базову плиту 56. У процесі роботи зу 19 силля, що передається на направляючі 54 від колінчастого з'єднувального механізму, становить приблизно 50-100 кН. Колінчастий з'єднувальний механізм діє між рамою із зовнішнім формуючим елементом 26 і стендом 58, і коли механізм просувається так, щоб змістити зовнішній формуючий інструмент, направляючі 54 будуть прямувати до подовження або розтягнення, що веде до виникнення сили стиснення. Довгі і тонкі направляючі 54 розташовані так, щоб бути здатними розтягуватися приблизно на 0,05-0,1 проценти від їх довжини, що при довжині направляючої 100 сантиметрів становить приблизно 0,5-1 міліметр. Зовнішній інструмент 26 може дещо зміщатися в поперечному напрямі в доповнення до подовжнього напряму, який забезпечується подовжнім подовженням направляючих 54. Ця рухливість в поперечному напрямі, бічне зміщення, стає можливою за рахунок зовнішнього прогину направляючих 54 і невеликого люфту між направляючими 54 і, передусім, нижньою пластиною 48. Бічне зміщення робить зовнішній інструмент 26 самонастроюваним, оскільки він буде пристосовуватися, реагуючи на урівноваження сил в порожнині. При інжекційному пресуванні, коли розплав пластик вводять в одну або більше точок в частково відкритій порожнині, стиснення порожнини утворює баланс сил, який буде прямувати до того, щоб забезпечити більш або менш однакову товщину матеріалу в готовій пластиковій частині, незважаючи на можливі відмінності в кількості матеріалу, впорскнутого в різних точках порожнини. Це стає можливим, якщо зовнішній інструмент 26 може рухатися як в подовжньому, так і в поперечному напрямі. З іншого боку, внутрішній інструмент 24 може утримуватися більш або менш постійно закріпленим. Максимальна можлива рухливість зовнішнього інструмента 26 в поперечному напрямі повинна становити порядку 0,5-1 міліметра (що відповідає 0,05-0,1 проценти від довжини раніше описаних направляючих 54) в той час, коли механізм зазнає дії сил, звичайно виникаючих в зв'язку з інжекційним пресуванням. І подовжня, і поперечна рухливість повинні бути пристосовані до певних застосувань. У наведеному вище прикладі рухливість становить приблизно половину відстані, яка дає другий ексцентричний елемент, тобто якщо переміщення, яке ексцентричний елемент виконує в подовжньому напрямі, становить приблизно 1 міліметр, рухливість зовнішнього інструмента 26 в подовжньому напрямі становить близько 0,5 міліметра. У цьому контексті потрібно розуміти, що ідеальним варіантом вільної підвіски є повністю статична підвіска одного з інструментів 24, 26. Ніякий приклад такого рішення не показаний, але природно, що таке рішення охоплюється терміном "підвішений щонайменше частково вільно". Ця щонайменше частково вільна підвіска зовнішнього інструмента 26 передбачає, що стискаюче зусилля, або результуюча цієї сили стиснення, яка стискає інструменти 24, 26, може бути описана як діюча в центрі сили. Цей центр сили показаний на фігурах заради простоти як сила, позначена F. 97571 20 В показаному механізмі центр сили F показаний на одній лінії з уявною лінією 78, тобто центр сили F діє в центрі порожнини. Однак потрібно розуміти, що такий варіант необов'язковий. Доведено, що частково вільна підвіска однієї з формуючих інструментів 24, 26 і залежність між розміщенням точок інжекції 42 і розміщенням центра сили F грають вирішальну роль в досягненні стабільності і саморегулюванні в операції формування і, таким чином, в досягненні однорідної товщини матеріалу. У наступному описі з посиланням на фіг. 6-12 буде описана залежність між позиціонуванням точок інжекції 42 і положенням центра сили F. Пластиковий верх, який повинен бути виготовлений, може бути дво- або тримірним. Звичайно він є тримірним і може, наприклад мати зовнішній вигляд, показаний на перших фігурах. Його форма може бути обертально симетричною з розміщеною в центрі горловиною, але вона може мати іншу, наприклад асиметричну, конфігурацію. Зовнішній інструмент 26 сконструйований таким чином, що розплав пластик вводять в одну або більше точок 42, розподілених по поверхні порожнини. Першим за допомогою наступної теоретичної моделі буде описаний випадок з чотирма точками інжекції. На фіг. 6 показане тіло 88, яке символізує порожнину 30, призначену для формування пластикового верху, в цьому випадку обертальногосиметричного верху з горловиною типу, показаного, наприклад на фіг. 4а. Верхня частина фіг. 6 показує перспективний вигляд тіла, в той час як нижня частина показує вигляд тіла в плані, видимий зверху. На тілі 88 показано декілька хрестиків, які означають точки 42, в яких вводять розплав пластик. У прикладі є чотири точки інжекції (вказана перша кількість =4), з яких на самому верхньому вигляді для наглядності показані тільки три. Точки інжекції 42 лежать на одному і тому ж рівні і рівномірно розподіляються по периферії тіла. Коли розплав пластик вводять в порожнину, там утворюється острівець 45 розплаву у кожної з точок інжекції 42. У прикладі порожнина має схожий вигляд близько точок інжекції, і рівну кількість розплаву вводять в кожну точку, по якій причині утворюються чотири схожих острівці. Проекції цих острівців на площину Р, ортогональні до напряму D стискаючої сили при центрі сили F, дають овали 45', як показано за допомогою нижньої частини фіг. 6. Прямі уявні лінії можуть бути проведені між проекціями різними шляхами для формування поверхні 92. Розміри цієї поверхні залежать щонайменше від того, як багато і які з проекцій з'єднуються між собою і як багато прямих ліній застосовуються для взаємного з'єднання. Розміри поверхні залежать також від того, як проведені ці лінії. Як ясно показано на фігурі, поверхня досягає максимальних розмірів в тому випадку, коли всі овали 45' (вказана третя кількість =4) з'єднуються між собою чотирма уявними лініями (вказана друга кількість =4), які проведені в радіальному напрямі так далеко, як тільки можливо. У цьому контексті повинно спостерігатися, що уявна поверхня 92, яка утворюється описаним 21 вище чином, буде завжди мати форму площини, також і у випадку, коли точки інжекції не розташовуються на одному і тому ж рівні в порожнині. Це, природно, пояснюється тим, що не острівці розплаву пластик, але швидше проекції цих острівців застосовуються для обмеження поверхні 92. Тепер розглянемо, де повинен діяти вказаний центр сили F. Для того, щоб досягнути стабільності, важливо, щоб центр сили F діяв в межах поверхні 92, тобто певним чином проходив через поверхню 92. Якщо центр сили F замість цього діє за межами поверхні 92, порожнина і зовнішній інструмент не будуть здатні досягнути описаної раніше рівноваги сил. Саморегулювання, яке відбувається з щонайменше частково вільної підвіски зовнішнього інструмента, не може протидіяти силі розплаву пластик, і зовнішній формуючий інструмент наражається на небезпеку більш або менш постійного зміщення по дотичній. Це приведе до того, що товщина верху буде нерівною. Якщо замість цього центр сили F діє в межах поверхні 92, порожнина і зовнішній формуючий інструмент можуть досягнути рівноваги сил між стискаючим зусиллям і зусиллям, що утворюється розплавом пластик. У результаті розплав пластик витікає в форму по суті рівномірно, і це відбувається досить швидко для того, щоб він не мав часу для ствердження де-небудь навіть при невеликій товщині матеріалу в пластиковому верху. У даному прикладі центр сил F показаний в центрі ділянки, тобто в цьому випадку на осі симетрії тіла 88. Фіг. 7 відповідає нижній частині фіг. 6 і схематично ілюструє випадок з однією точкою інжекції 42 (вказана перша кількість =1). Коли розплав пластик вводять в порожнину, в ній утворюється острівець розплаву пластик. Проекція цього острівця на площині Р дає овал 45'. Це розміщення залишиться стабільним, якщо центр сили проходить через поверхню 92 в формі овалу 45'. Фіг. 8 відповідає нижній частині фіг. 6 і схематично ілюструє випадок з верхом дещо іншої конструкції і двома точками інжекції 42 (вказана перша кількість =2). Коли розплав пластик вводять в порожнину, в ній утворюється острівець розплаву пластик близько кожної з точок інжекції 42. Острівці мають однакові розміри. Проекції цих острівців на площині Р дають овали 45'. Дві уявні прямі лінії 90 (вказана друга кількість =2) з'єднують між собою два овали 45' (вказана третя кількість =2) таким чином, що поверхня 92, утворена таким чином, буде мати максимальну величину. Це розміщення залишиться стабільним, якщо центр сили проходить через поверхню 92. Фіг. 9 відповідає нижній частині фіг. 6 і схематично ілюструє випадок з верхом з конструкцією, як на фіг. 8, і трьома точками інжекції 42 (вказана перша кількість =3). Коли розплав пластик вводять в порожнину, в ній утворюється острівець розплаву пластик близько кожної з точок інжекції 42. Самий центральний острівець менше інших. Проекції цих острівців на площині Р дають два овали 45' і коло 45". Дві уявні прямі лінії 90 (вказана друга кількість =2) з'єднують між собою два овали 45' (вказана третя кількість =2) таким чином, що поверхня 92, утворена таким чином, буде мати макси 97571 22 мальну величину. Це розміщення залишиться стабільним, якщо центр сили проходить через поверхню 92. Фіг. 10 відповідає нижній частині фіг. 6 і схематично ілюструє випадок з верхом з конструкцією, як на фіг. 8 і 9, і трьома точками інжекції 42 (вказана перша кількість =3). Коли розплав пластик вводять в порожнину, в ній утворюється острівець розплаву пластик близько кожної з точок інжекції 42. Самий центральний острівець більший інших. Проекції цих острівців на площині Р дають два овали 45' і коло 45". Чотири уявні прямі лінії 90 (вказана друга кількість =4) з'єднують між собою два овали 45' і коло 45" (вказана третя кількість =3) таким чином, що поверхня 92, утворена таким чином, буде мати максимальну величину. Це розміщення залишиться стабільним, якщо центр сили проходить через поверхню 92. Для того, щоб гарантувати стабільність і рівновагу при формуванні тонкостінних частин з пластик, таких як верх упаковок, передбачається, що пристрій повинен бути сконструйований таким чином, щоб розплав пластик можна було впорскувати в першу кількість точок, розподілених по порожнині, таким чином, щоб можна було спричинити проходження вказаного центра сил F через поверхню 92, яка обмежена паралельною проекцією вказаної першої кількості острівців на площину Р, ортогональну напряму D сили стиснення і, коли вказана перша кількість більша одиниці, другою кількістю уявних прямих ліній 90, що взаємно з'єднують третю кількість паралельних проекцій таким чином, щоб поверхня 92 мала максимальну величину. З наведених прикладів очевидно, що вказані перша, друга і третя кількості можуть бути однаковими або можуть відрізнятися одна від одної. Модель, подібна описаної з посиланням на фіг. 6, застосовна в тому випадку, коли одночасно формується декілька пластикових верхів. У цьому випадку зовнішній і внутрішній інструменти можуть разом утворити множину порожнин, причому кожна порожнина має форму пластикового верху і розташована так, щоб мати можливість приймати торцеву частину рукава. Підвіска зовнішнього інструмента, як і раніше, є щонайменше частково вільною, тобто можлива певна рухливість, саморегулювання відносно внутрішнього інструмента. Для того, щоб досягти стабільності у двох напрямах, застосовуються наступні заходи. У кожній відповідній порожнині повинна бути щонайменше одна точка для інжекції розплаву пластик і загалом перша кількість точок інжекції при формуванні всередині порожнин одного острівця розплаву для кожної точки інжекції. Далі, розподіл вказаних точок повинен бути таким, щоб можна було спричинити проходження вказаного центра сил через поверхню, яка обмежена паралельною проекцією вказаної першої кількості острівців на площину, ортогональну напряму сили стиснення, і другою кількістю уявних прямих ліній, що взаємно з'єднують третю кількість паралельних проекцій таким чином, щоб поверхня мала максимальну величину. Це можна проілюструвати парою дуже схематичних прикладів. 23 На фіг. 11 прямокутник символізує зовнішній інструмент 26. Два кола ілюструють дві порожнини 30, призначені для формування двох верхів типу, показаного на попередніх фігурах. Хрестики показують точки інжекції 42 розплаву пластик. У цьому випадку існують дві точки на порожнину (вказана перша кількість =22=4). Коли розплав пластик вводять в порожнині, в них у кожної точки інжекції 42 утворюється острівець розплаву пластик. Проекції цих острівців на площину Р дають чотири овали 45'. Чотири уявні прямі лінії 90 (вказана друга кількість=4) з'єднують між собою чотири овали 45' (вказана третя кількість =4) таким чином, що утворена при цьому поверхня 92 досягає максимальної величини. Таке розміщення буде стабільним, якщо центр сили проходить через поверхню 92. На фіг. 12 зовнішній інструмент 26 символізує квадрат. Кола показують порожнини 30. Їх чотири і вони призначені для формування чотирьох верхів типу, показаного на попередніх фігурах. Хрестики, як і вище, означають точки інжекції 42. У цьому випадку існують три точки інжекції 42 на порожнину 30 (вказана перша кількість =43=12). Коли розплав пластик вводять в порожнині, в них у кожної точки інжекції 42 утворюється острівець розплаву пластик. Проекції цих острівців на площину Р дають дванадцять овалів 45'. Вісім уявних прямих ліній 90 (вказана друга кількість =8) з'єднують між собою чотири овали 45' (вказана третя кількість =8) таким чином, що утворена, при цьому поверхня 92 досягає максимальної величини. Таке розміщення буде стабільним, якщо центр сили проходить через поверхню 92. Нижче буде представлений короткий опис способу згідно з даним винаходом. При виготовленні одного верху упаковки за допомогою зовнішнього і внутрішнього формуючих елементів спосіб включає, нарівні із забезпеченням вказаних внутрішнього і зовнішнього формуючих елементів 24, 26 з формуючою порожниною 30, гарантію того, що щонайменше один з вказаних формуючих елементів 24, 26 щонайменше частково вільно підвішений. Вказана торцева частина 20 рукава 12 розташована так, що знаходиться в контакті з порожниною 30. Далі в порожнину 30 вводять розплав пластик 32, і вказані формуючі елементи 24, 26 сходяться таким чином, що порожнина 30 закривається. Після цього до формуючих елементів 24, 26 прикладають стискаюче зусилля для того, щоб видавити розплав пластик 32 в порожнину 30, причому стискаюче зусилля внаслідок частково вільної підвіски щонайменше одного з формуючих елементів 24, 26 діє в центрі сил F. Спосіб включає також стадії по уприскуванню розплаву пластик 32 в першу кількість точок 42 в порожнині 30, причому ця перша кількість дорівнює одиниці або більше, щоб формувати всередині порожнини в кожній точці острівець розплаву пластик, таким чином, щоб можна було спричинити проходження вказаного центра сил F через поверхню 92, яка обмежена паралельною проекцією вказаної першої кількості острівців на площину, ортогональну напряму сили стиснення і, коли вказана перша кількість більша одиниці, другою кількістю уявних прямих ліній, що взаємно з'єднують 97571 24 третю кількість паралельних проекцій таким чином, щоб поверхня 92 мала максимальну величину. Виготовлення двох або більше верхів упаковки групою із зовнішнього і внутрішнього формуючих елементів відбувається аналогічним чином. Спосіб включає стадії по гарантії того, що щонайменше один з вказаних формуючих елементів 24, 26 щонайменше частково вільно підвішений, розміщення торцевих частин 20 рукавів 12 таким чином, що вони знаходяться в контакті з порожнинами 30, інжекцію розплаву пластик 32 в порожнині 30, зведення формуючих елементів 24, 26 таким чином, щоб порожнини 30 закривалися, і додаток сили стиснення до формуючих елементів 24, 26 таким чином, щоб видавити розплав пластик 32 в порожнину 30, причому стискаюче зусилля внаслідок частково вільної підвіски щонайменше одного з формуючих елементів 24, 26 діє в центрі сил F. Спосіб відрізняється стадіями інжекції розплаву пластик 32 в першу кількість точок 42, розподілену по порожнинах 30 так, що коли в кожній порожнині є щонайменше одна точка, щоб формувати всередині порожнин в кожній точці острівець розплаву пластик і забезпечити розподіл вказаних точок 42 таким чином, щоб можна було спричинити проходження вказаного центра сил F через поверхню 92, яка обмежена паралельною проекцією вказаної першої кількості острівців на площину, ортогональну напряму сили стиснення, і другою кількістю уявних прямих ліній, що взаємно з'єднують третю кількість паралельних проекцій таким чином, щоб поверхня 92 мала максимальну величину. Кваліфікованому читачеві повинно бути очевидно, що даний винахід не обмежується описаними вище варіантами виконання; так що можливий розгляд множини варіантів і модифікацій без відступу від об'єму прикладеної Формули винаходу. Наприклад описано відкриваючий пристрій 16 в формі нарізної кришки. Однак потрібно розуміти можливість множини інших відкриваючих отворів. Наприклад даний винахід може застосовуватися разом з складаною кришкою. Частина упаковки, описана тут, має форму верху упаковки. Потрібно розуміти, однак, що верх може складатися з іншого типу частини упаковки, наприклад бічної панелі, плоскої верхньої частини, кришки, дна і тому подібної частини пакувального контейнера. Якщо частина упаковки має форму щонайменше частково плоскої верхньої частини, порожнина інжекційного формування може бути забезпечена кришкою, де частина кришки внаслідок інжекційного формування швидко формується як частина упаковки і утворює шарнір. При підйомі кришки в плоскій верхній частині утворюється видавальний отвір. Цей варіант виконання має схожість основних ознак з описаною вище складаною кришкою. Далі, був описаний корпус в формі рукава з пакувального ламінованого матеріалу, що містить центральний паперовий шар. Корпус, природно, може мати іншу, ніж рукав, форму, він може мати будь-яку задану конфігурацію будь-якої довжини, щоб включати торцеву частину, на якій може ви 25 ходити шляхом інжекційного формування частина упаковки з термопластика. Аналогічним чином пакувальний ламінат може мати структуру, відмінну від описаної. Наприклад ламінат може бути виготовлений з одного або більше шарів термопласту, тобто без паперу або алюмінієвої фольги. Потрібно розуміти, що кількість потрібних точок інжекції також природно пов'язана з кількістю розплаву пластик, необхідного для заповнення порожнини, а також з геометричною формою цієї порожнини. Геометрично складна конфігурація може зажадати більше точок інжекції, ніж проста геометрична форма. На фігурах в більшості випадків показаний обертальний симетричний верх. Однак потрібно розуміти, що верх необов'язково повинен бути обертально симетричним. Наприклад він може бути дзеркально симетричним або асиметричним. Описаний один приклад частково вільної підвіски зовнішнього формуючого елемента, але слідує, однак, указати, що винахід ним не обмежується, і можливі також багато які інші рішення. У цьому контексті можна також згадати, що фахівець при прочитанні цього опису зрозуміє, що точна 97571 26 конфігурація і конструкція тих частин, які підтримують серводвигуни, системи зчеплення і зовнішнього формуючого елемента можуть варіюватися при умові, що вони виконують свої функції. Описане інжекційне пресування. Однак даний винахід добре підходить також для формування під тиском. Розплав пластик вводять тоді в формі плям у вказаних точках одного з формуючих елементів. Після цього два формуючих елементи притискують один до одного. Крапковий принцип і додавання сили стиснення є такими ж, і таким же чином перевагою є варіант, при якому щонайменше один з формуючих елементів щонайменше частково підвішений. У прикладі показано, яким чином верх упаковки сформований або відлитий на кришці в формі нарізної кришки. Однак даний винахід не обмежується формуванням на кришці. Кришка може бути застосована пізніше. У ряді випадків, коли верх не формують на кришці, видавальний отвір замість цього може бути виконаний з відривною мембраною. Верх буде також закритий після операції формування. 27 97571 28 29 97571 30 31 97571 32 33 97571 34 Комп’ютерна верстка М. Ломалова Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюApparatus and method for moulding part of packaging container
Автори англійськоюAndersson, Par
Назва патенту російськоюУстройство и способ формования части упаковочного контейнера
Автори російськоюАндерссон Пер
МПК / Мітки
МПК: B29C 43/18, B29C 45/56, B29C 43/04, B29C 45/08, B29C 45/14, B29C 45/04
Мітки: контейнера, пакувального, формування, пристрій, частини, спосіб
Код посилання
<a href="https://ua.patents.su/17-97571-pristrijj-i-sposib-formuvannya-chastini-pakuvalnogo-kontejjnera.html" target="_blank" rel="follow" title="База патентів України">Пристрій і спосіб формування частини пакувального контейнера</a>
Спосіб формування або калібровки пакувального контейнера та формуючий пристрій для його здійснення
Номер патенту: 52626
Опубліковано: 15.01.2003
Автор: Палм Ларс-Ерік
МПК: B65B 61/00
Мітки: контейнера, формуючий, здійснення, спосіб, пристрій, формування, пакувального, калібровки
Формула / Реферат:
1. Спосіб формування або калібровки пакувального контейнера (1), що герметично закривається, виконаного з гнучкого пакувального матеріалу (5) і вміщуючого податливий нестисливий вміст, у якому застосовують формуючий пристрій (11), яким оточують пакувальний контейнер (1), при цьому формуючий пристрій пристосовують до бажаної остаточної конфігурації пакувального контейнера, причому формуючі частини (12, 13) формуючого пристрою переміщують...
Відкривний пристрій для пакувального контейнера та спосіб його виготовлення
Номер патенту: 26139
Опубліковано: 07.06.1999
Автор: Недштедт Улф
МПК: B65D 5/74
Мітки: спосіб, виготовлення, контейнера, відкривний, пакувального, пристрій
Формула / Реферат:
1. Открывное устройство для упаковочного контейнера, содержащее крышку и желоб для розлива, причем крышка находится в охватывающем зацеплении с концом желоба для розлива, обращенным в сторону от упаковочного контейнера и состоящим из влагонепроницаемого материала, которому придана форма, соответствующая внутренней форме крышки, отличающееся тем, что торцевая часть желоба выполнена за одно целое с желобом из того же термопластичного материала,...
Відкривальний пристрій пакувального контейнера для рідких продуктів
Номер патенту: 11463
Опубліковано: 15.12.2005
Автор: Байрачний Андрій Ігорович
МПК: B65D 17/00
Мітки: відкривальний, продуктів, пакувального, пристрій, рідких, контейнера
Формула / Реферат:
1. Відкривальний пристрій пакувального контейнера для рідких продуктів, що містить корпус, один торець якого пристосований для зливу рідини з контейнера, клапан, розташований у корпусі з можливістю переміщення вздовж останнього, робочі елементи, що звернуті до контейнера і призначені для розриву матеріалу, яким закриті отвори, виконані у верхній частині контейнера, який відрізняється тим, що кожний робочий елемент виконаний як одне ціле з...
Спосіб і пристрій для формування стального контейнера для зберігання субстанції під тиском
Номер патенту: 97373
Опубліковано: 10.02.2012
Автор: Рутердінк Йохан Віллем
МПК: B01J 3/04, G21C 13/00, B65D 1/02, B21D 51/26, B21D 51/24, F16J 12/00
Мітки: субстанції, зберігання, формування, стального, пристрій, тиском, спосіб, контейнера
Формула / Реферат:
1. Спосіб формування стального контейнера (1, 9), такого як контейнер для зберігання субстанції під тиском, який має загнутий відкритий кінець (6), у якому:і) надають стальну чашку (11);іі) здійснюють глибоку витяжку стальної чашки (11) з формуванням витягнутої заготовки (12) контейнера;ііі) здійснюють витяжку із стоншенням стінки тіла (2, 94) витягнутої заготовки (12) контейнера, який відрізняється тим, що вільний...
Спосіб та формувальне знаряддя для лиття під тиском пластмасової частини в листі пакувального матеріалу
Номер патенту: 66348
Опубліковано: 17.05.2004
Автор: Карлссон Магне
МПК: B29C 45/14
Мітки: лиття, пластмасової, матеріалу, формувальне, пакувального, знаряддя, листі, частини, спосіб, тиском
Формула / Реферат:
1. Спосіб лиття під тиском пластмасової частини в отворі, який виконаний в листі пакувального матеріалу, і який утворює край отвору листа пакувального матеріалу, при якому розміщують принаймні одне зовнішнє формувальне знаряддя в контакті із зовнішньою стороною листа пакувального матеріалу та розміщують принаймні одне внутрішнє формувальне знаряддя у контакті з внутрішньою стороною листа пакувального матеріалу і, таким чином, утворюють...
Попередній патент: Пристрій для формування абсолютної величини сигналу
Наступний патент: Електромеханічний дезінтегратор
Випадковий патент: Фармацевтична композиція у формі супозиторіїв для лікування проктологічних захворювань