Спосіб та устаткування для виготовлення скляного контейнера з шийкою, що має внутрішню нарізку
Номер патенту: 108239
Опубліковано: 10.04.2015
Автори: Камподоніко Федеріко, Бріньоло Джіно Джованні, Вілларе де Шовін'ї Бенуа, Перроне Далмаціо, Мореттін Амброджо
Формула / Реферат
1. Спосіб виготовлення скляних контейнерів, що мають шийку з внутрішньою нарізкою, який включає наступні етапи:
a) подача краплі розплавленого скла (2) всередину камери (5) першої форми (4), забезпеченої плунжером (6), що має принаймні одне гвинтове ребро або канавку (15) на зовнішній поверхні,
b) витягання плунжера (6) з скла за допомогою обертально-поступального руху, при цьому зазначений плунжер (6) обертається навколо подовжньої осі (Х-Х) і в той же час витягується в подовжньому напрямку з метою вивертання плунжера з скла, залишаючи відбиток нарізки на ділянці скла, відповідний вхідному отвору (М) контейнера, що виготовляється,
c) видування повітря у вхідний отвір (М) до тих пір, поки не буде утворений контейнер, у якому обертально-поступальний рух для витягання плунжера на етапі b) забезпечується:
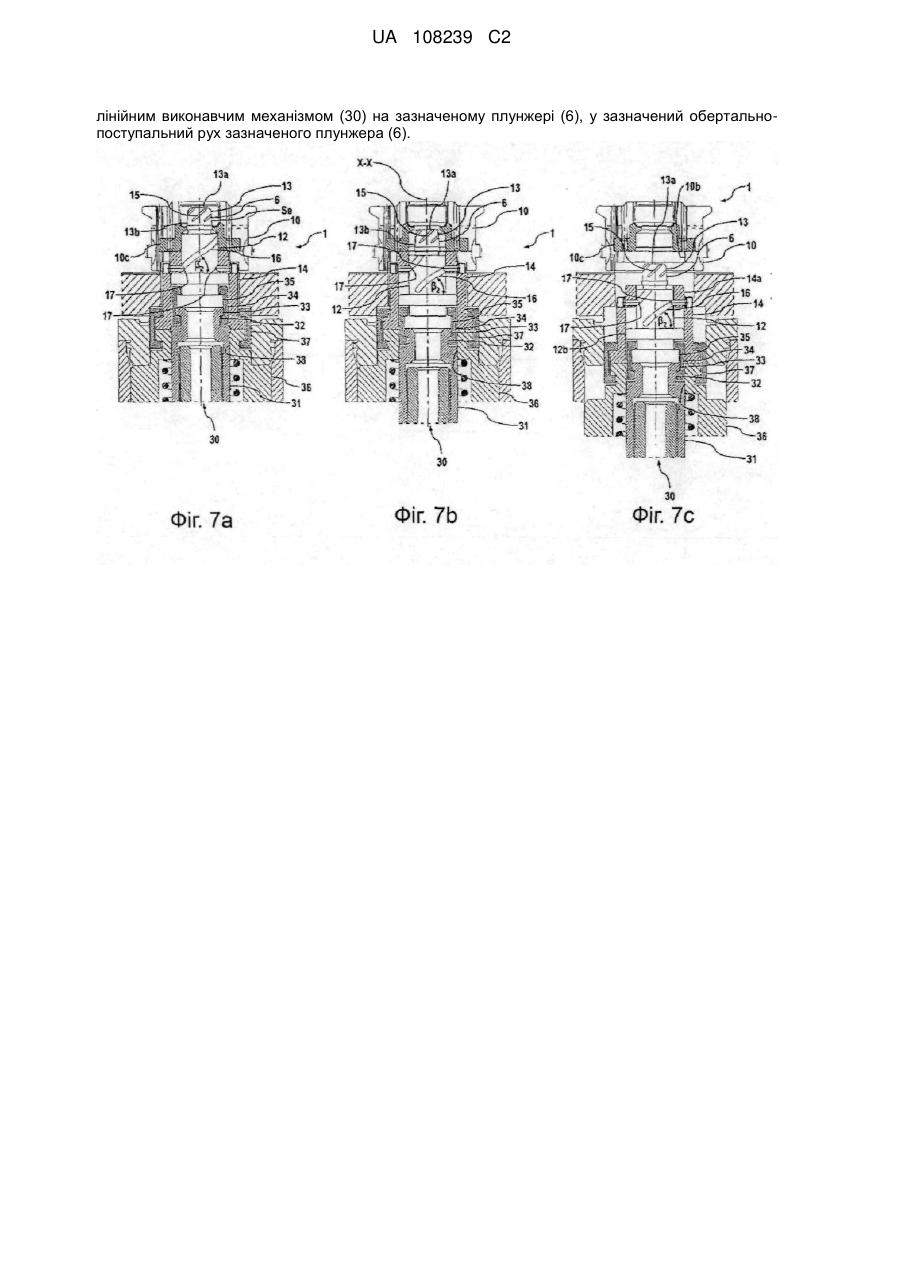
лінійним виконавчим механізмом (30), який впливає на плунжер (6), тим самим, забезпечуючи лінійне переміщення плунжера (6) уздовж зазначеної подовжньої осі (Х-Х), направляючим елементом (14), в якому плунжер (6) переміщається відносно направляючого елементу (14) уздовж подовжньої осі (Х-Х), і
гвинтовою напрямною (16, 17), концентричною з подовжньою віссю (Х-Х) і передбаченою між зазначеним направляючим елементом (14) та зазначеним плунжером (6), і яка безпосередньо перетворює зазначене лінійне переміщення, що забезпечується зазначеним лінійним виконавчим механізмом (30) на зазначеному плунжері (6), у зазначений обертально-поступальний рух зазначеного плунжера (6).
2. Спосіб за п. 1, який відрізняється тим, що зазначене принаймні одне гвинтове ребро або канавка (15) рухається навколо зазначеної подовжньої осі (Х-Х) на заданий кут (γ1), і в якому плунжер (6) обертається на кут обертання, який дорівнює зазначеному заданому куту (γ1) або перевищує цей кут, під час зазначеного обертально-поступального руху на етапі b).
3. Спосіб за п. 1 або 2, який відрізняється тим, що плунжер (6) обертається на кут обертання, менший 360°, під час зазначеного обертально-поступального руху на зазначеному етапі b).
4. Спосіб за п. 1, який відрізняється тим, що зазначений направляючий елемент (14) містить гільзу, яка кріпиться відносно першої форми (4) на зазначених етапах а) і b), та в якому зазначена гільза переміщається від першої форми (4) уздовж зазначеної осі (Х-Х) після витягання плунжера (6).
5. Спосіб за п. 1, який відрізняється тим, що спосіб є способом формування видуванням, в якому:
зазначена перша форма (4) є чорновою формою, і на етапі b1) після витягання плунжера (6) видувається зазначена крапля (2) скломаси для утворення заготовки (18) усередині камери (5) зазначеної чорнової форми (4),
на етапі b2) зазначена заготовка (18) транспортується з чорнової форми (4) в камеру (23) видувної форми (20),
на етапі с) зазначена заготовка (18) видувається для утворення контейнера усередині камери (23) видувної форми (20).
6. Устаткування для виготовлення скляних контейнерів, що мають шийку з внутрішньою нарізкою, яке містить:
першу форму (4), що обмежує внутрішню сторону камери (5),
плунжер (6), що переміщається між першим положенням, в якому плунжер (6) продовжується усередині камери (5), обмежуючи об'єм, відповідний, як негативне відображення, вхідному отвору (М) контейнера, що виготовляється, та другим положенням, в якому плунжер (6) витягується з зазначеної камери (5), і плунжер (6) має принаймні одне гвинтове ребро або канавку (15) на зовнішній поверхні, і переміщення між зазначеними першим та другим положеннями є обертально-поступальним рухом для вивертання плунжера (6) з ділянки скла, відповідної вхідному отвору (М) контейнера, що виготовляється,
лінійний виконавчий механізм (30), який впливає на плунжер (6), тим самим, забезпечуючи лінійне переміщення плунжера (6) уздовж зазначеної подовжньої осі (Х-Х) між зазначеними першим та другим положеннями,
направляючий елемент (14), в якому плунжер (6) переміщається відносно направляючого елементу (14) уздовж зазначеної подовжньої осі (Х-Х), і
гвинтову напрямну (16, 17), концентричну з подовжньою віссю (Х-Х) і передбачену між зазначеним направляючим елементом (14) та зазначеним плунжером (6), для безпосереднього перетворення зазначеного лінійного переміщення, що забезпечується зазначеним лінійним виконавчим механізмом (30) на зазначеному плунжері (6), у зазначений обертально-поступальний рух зазначеного плунжера (6) між зазначеними першим та другим положеннями.
7. Устаткування за п. 6, яке відрізняється тим, що плунжер має робочу ділянку (13) з зазначеним принаймні одним ребром або канавкою (15) на його зовнішній поверхні, утворюючу зазначену внутрішню нарізку в шийці контейнера, і має основу (12), у якій зазначений лінійний виконавчий механізм містить пневматичний або гідравлічний поршневий привід або серво-електричний привід з приводним штоком (31), який переміщається концентрично з зазначеною подовжньою віссю (Х-Х) та тим, що зазначений приводний шток (31) має кінцеву головну ділянку (32), нерухомо приєднану в подовжньому напрямку до зазначеної основи (12).
8. Устаткування за п. 7, яке відрізняється тим, що зазначена кінцева головна ділянка (32) зазначеного приводного штока (31) має верхній фланець (33), і зазначена основа (12) зазначеного плунжера (6) має нижній фланець (35), а також зазначена кінцева головна ділянка (32) і зазначена основа (12) сполучені затиском (34), який входить в зачеплення зазначеними верхнім і нижнім фланцями (33, 35), причому зазначене з'єднання за допомогою затиску забезпечує обертання зазначеної основи (12) відносно зазначеного приводного штока (31).
9. Устаткування за п. 6, яке відрізняється тим, що зазначене принаймні одне гвинтове ребро або канавка (15) рухається навколо зазначеної подовжньої осі (Х-Х) на заданий кут (γ1), менший 360°.
10. Устаткування за п. 6, яке відрізняється тим, що плунжер (6) має "m" гвинтових ребер або канавок (15), утворюючих багатониткову внутрішню нарізку в шийці контейнера, яка складається з "m" витків (25) нарізки, що незалежно починаються, при цьому "m" перевищує число два або дорівнює двом.
11. Устаткування за п. 6, яке відрізняється тим, що зазначена гвинтова напрямна (16, 17) має такий же кут (β2) нахилу, як і зазначене принаймні одне гвинтове ребро або канавка (15) на зовнішній стороні плунжера (6), яке утворює внутрішню нарізку в ділянці скла, відповідній вхідному отвору (М) контейнера, що виготовляється.
12. Устаткування за п. 6, яке відрізняється тим, що зазначене принаймні одне гвинтове ребро або канавка (15) має кут нахилу (β1) 30-50°.
13. Устаткування за п. 6, яке відрізняється тим, що плунжер (6) містить і) робочу ділянку (13), що має на зовнішній поверхні, зазначене принаймні одне гвинтове ребро або канавку (15), утворюючу зазначену внутрішню нарізку в шийці контейнера, та іі) основу (12), від якої продовжується робоча ділянка (13), і також зазначена робоча ділянка (13) має кільце (13b) без нарізки нижче принаймні одного гвинтового ребра або канавки (15) для утворення ділянки (75) без нарізки вхідного отвору (М) контейнера поруч з кінцем контейнера.
14. Устаткування за п. 6, яке відрізняється тим, що плунжер (6) містить і) робочу ділянку (13), що має на зовнішній поверхні зазначене принаймні одне гвинтове ребро або канавку (15), утворюючу зазначену внутрішню нарізку в шийці контейнера, та іі) основу (12), від якої продовжується робоча ділянка (13); зазначена гвинтова напрямна (16, 17) містить принаймні один гвинтовий паз (16), виконаний у зазначеній основі (12) або на внутрішній поверхні направляючого елементу (14), і принаймні один штифт (17), жорстко сполучений з направляючим елементом (14) або з основою (12) плунжера (6), і зазначений штифт знаходиться в зачепленні з ковзанням у зазначеному гвинтовому пазу (16) для перетворення зазначеного лінійного переміщення у зазначений обертально-поступальний рух.
15. Устаткування за п. 14, яке відрізняється тим, що зазначена гвинтова напрямна (16, 17) містить "n" гвинтових пазів (16), при цьому "n" перевищує число два або дорівнює двом, і "n" гвинтових пазів (16) розташовано в шаховому порядку під кутом на куті, рівному 360°, поділеному на "n".
16. Устаткування за п. 14 або п. 15, яке відрізняється тим, що зазначений принаймні один гвинтовий паз (16) має кут нахилу 30-50°.
17. Устаткування за п. 14, яке відрізняється тим, що зазначений принаймні один гвинтовий паз (16) рухається навколо зазначеної подовжньої осі (Х-Х) на кут, рівний зазначеному заданому куту (γ1) або перевищує зазначений кут, зазначеного принаймні одного гвинтового ребра або канавки (15).
18. Устаткування за п. 14, яке відрізняється тим, що зазначений принаймні один гвинтовий паз (16) рухається навколо зазначеної подовжньої осі (Х-Х) на кут, менший 360°.
19. Скляний контейнер, що виготовляється за допомогою устаткування за п. 10 і який має внутрішню циліндрову шийку (50), утворюючу подовжню вісь (X'-X') і придатну для ущільнення контейнера стискуваною пробкою, що вставляється у зазначену шийку, при цьому зазначена шийка (50) містить внутрішню нарізку, що забезпечує реверсивне закупорювання і розкупорення контейнера за допомогою вкручування і вивертання зазначеної стискуваної пробки, причому внутрішня нарізка шийки (50) містить принаймні два незалежні витки (25) нарізки та зазначені витки (25) нарізки мають кут (β) нахилу 30-50°.
20. Скляний контейнер за п. 19, який відрізняється тим, що витки (25) нарізки зміщені навколо подовжньої осі (Х'-Х') на кут (γ) обертання, менший 360°.
21. Скляний контейнер за п. 19 або п. 20, який відрізняється тим, що витки (25) нарізки продовжуються по висоті (h3) 5-20 мм уздовж подовжньої осі.
22. Скляний контейнер за п. 19, який відрізняється тим, що внутрішня нарізка містить три-п'ять незалежних витків (25) нарізки.
23. Скляний контейнер за п. 19, який відрізняється тим, що шийка (50) містить кільце (75) ущільнювача без нарізки, що продовжується від кінця контейнера до верхнього кінця (25b) витків (25) нарізки.
Текст
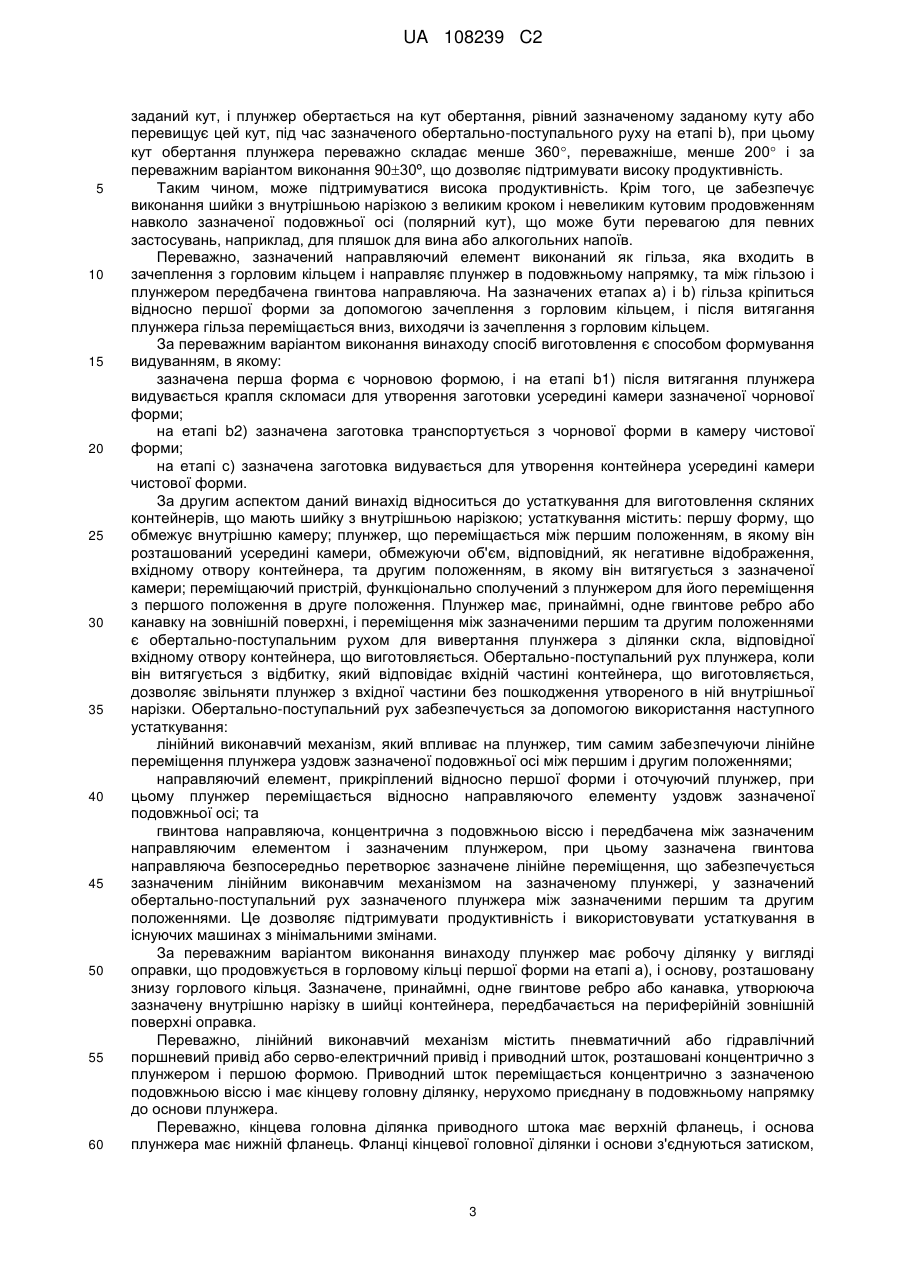
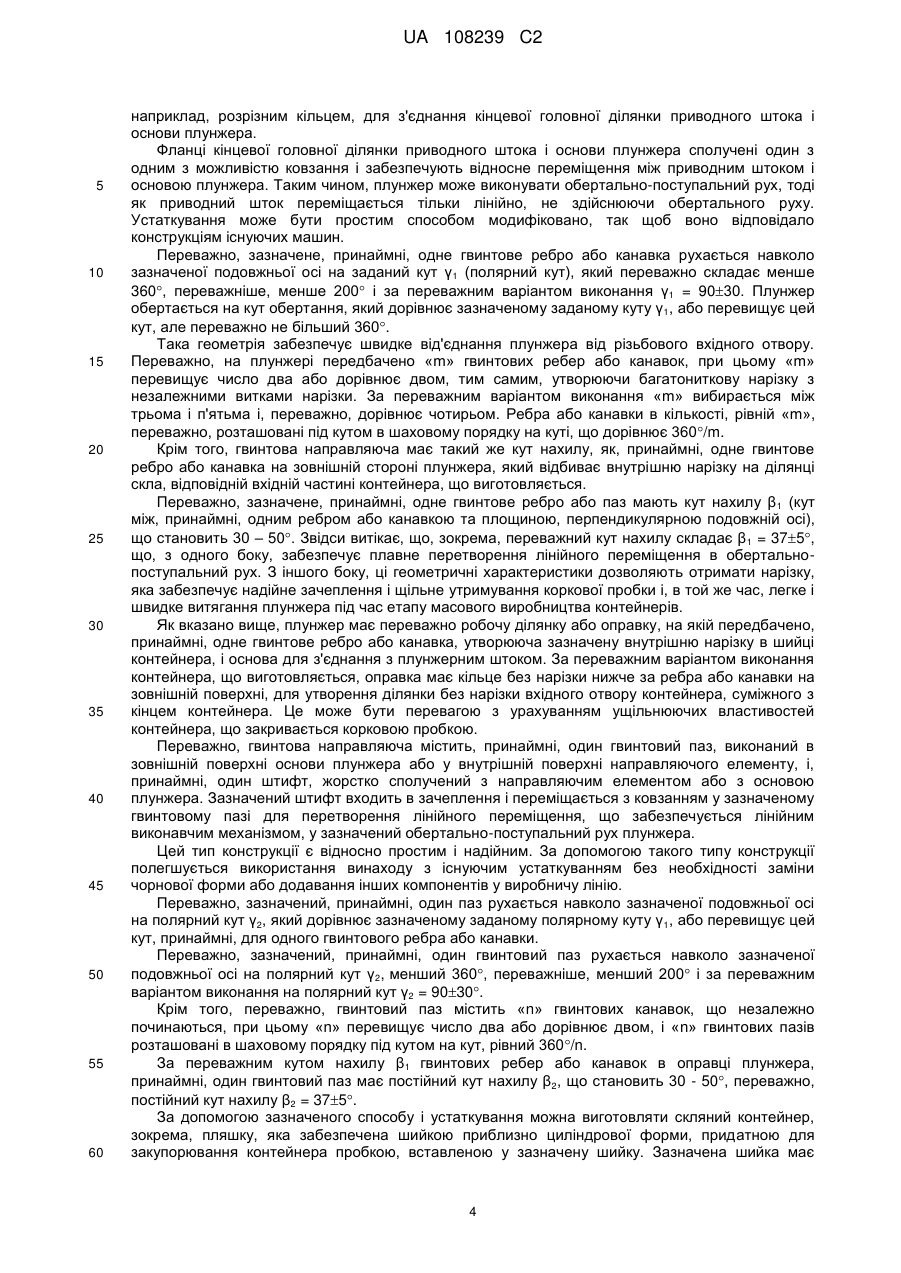
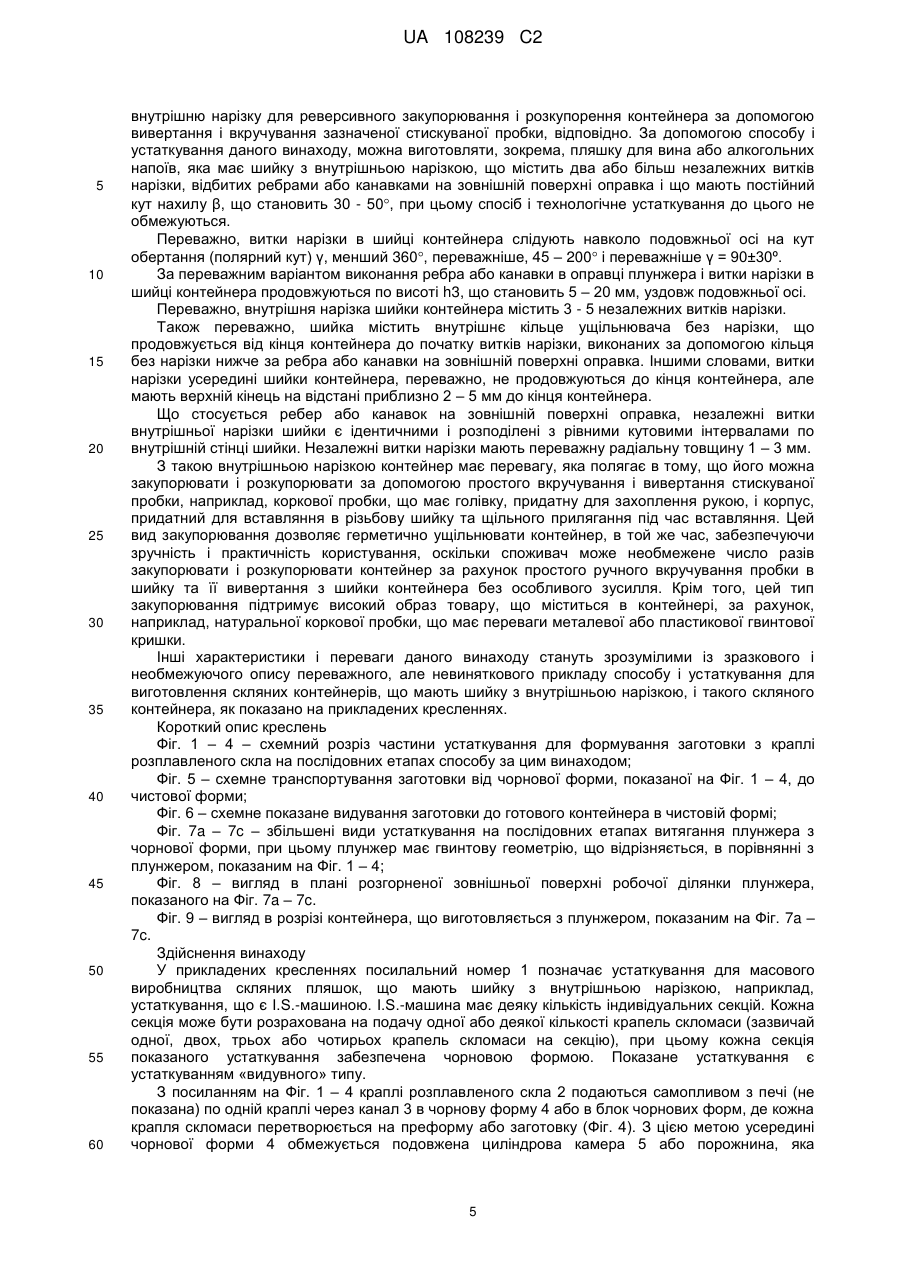
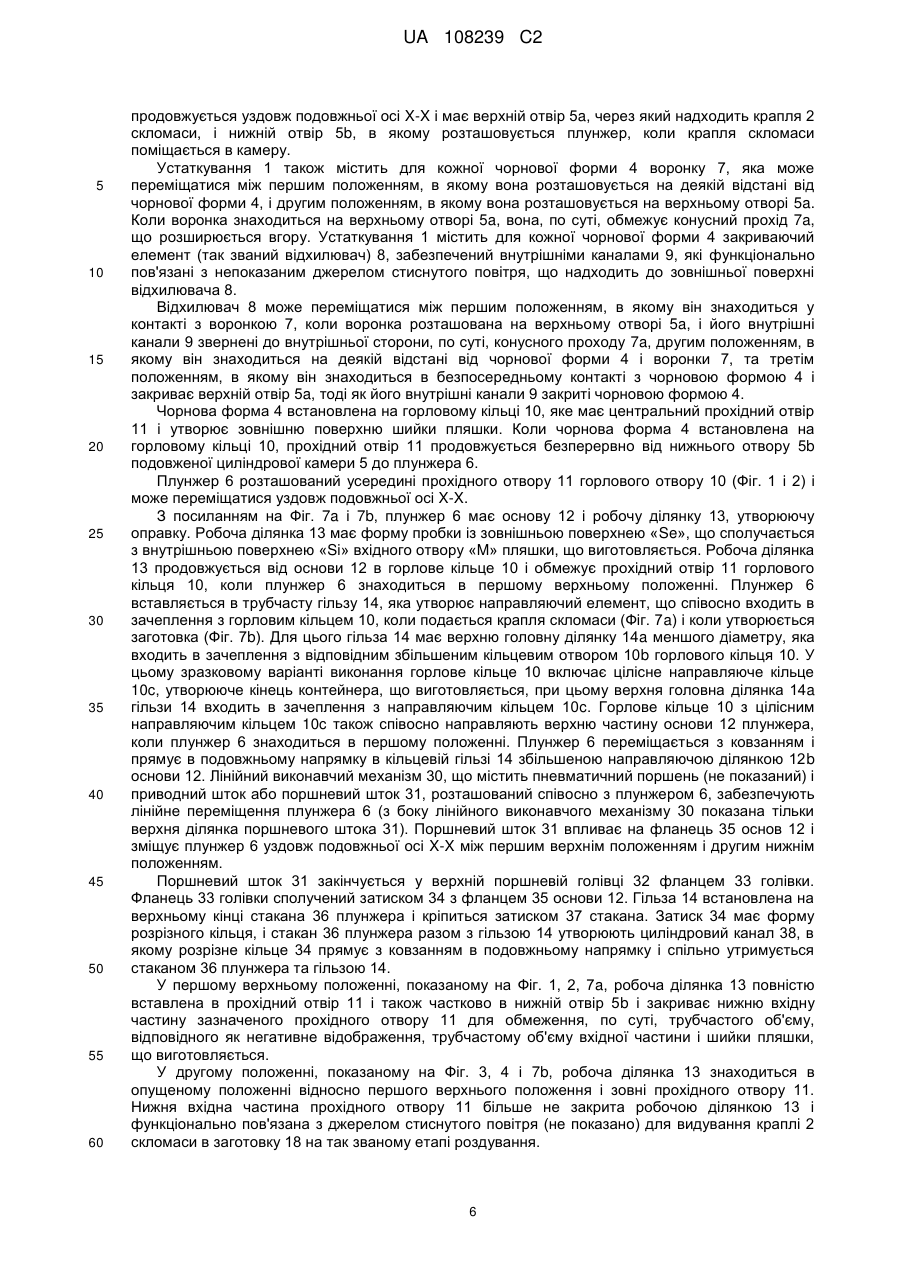
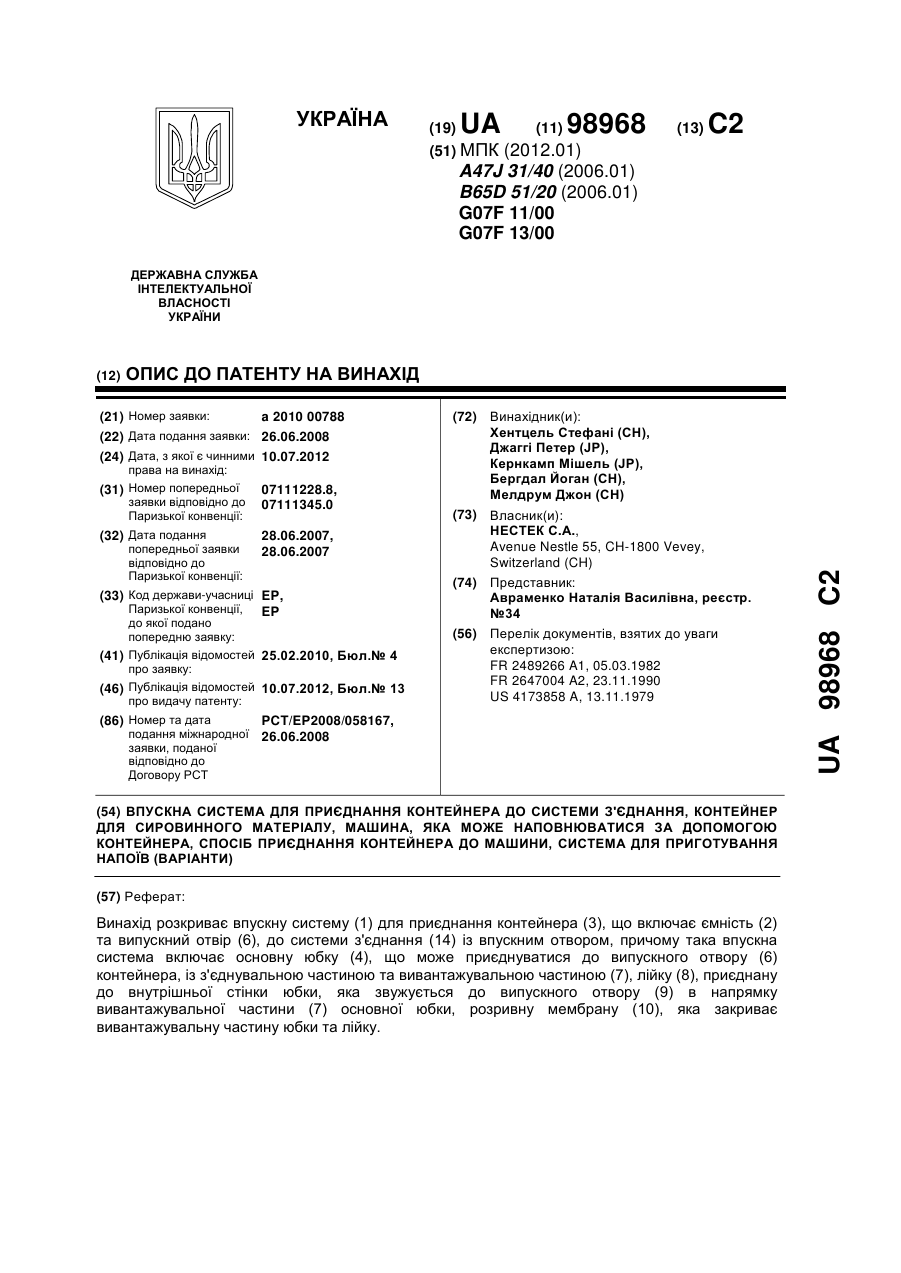
Реферат: Винахід належить до способу і устаткування для виготовлення скляних контейнерів, що мають шийку з внутрішньою нарізкою, та до таких контейнерів. Плунжер (6) витягується зі скла, залишаючи відбиток, відповідний вхідному отвору (М) пляшки, при цьому плунжер має принаймні одну гвинтову канавку (15) в зовнішній поверхні. Під час витягання плунжер обертається навколо подовжньої осі (Х-Х), виконуючи обертально-поступальний рух для вивертання плунжера з частково затверділого скла, залишаючи внутрішня нарізка у вхідному отворі (М) пляшки. Обертально-поступальний рух для витягання плунжера забезпечується: лінійним виконавчим механізмом (30), який впливає на плунжер (6), тим самим, забезпечуючи лінійне переміщення плунжера (6) уздовж зазначеної подовжньої осі (Х-Х); направляючим елементом (14), в якому плунжер (6) переміщається відносно направляючого елементу (14) уздовж подовжньої осі (Х-Х), та гвинтовою напрямною (16, 17), концентричною з подовжньою віссю (Х-Х) і передбаченою між зазначеним направляючим елементом (14) та зазначеним плунжером (6), яка перетворює зазначене лінійне переміщення, що забезпечується зазначеним UA 108239 C2 (12) UA 108239 C2 лінійним виконавчим механізмом (30) на зазначеному плунжері (6), у зазначений обертальнопоступальний рух зазначеного плунжера (6). UA 108239 C2 5 10 15 20 25 30 35 40 45 50 55 60 Область техніки, до якої відноситься винахід Даний винахід відноситься способу та устаткування для виготовлення скляних контейнерів, зокрема, пляшок, що мають шийку з внутрішньою нарізкою, і до таких скляних контейнерів. Зокрема, даний винахід відноситься до способу і устаткування, придатного для виготовлення пляшок для вина і алкогольних напоїв з нарізкою, розташованою на внутрішній поверхні шийки контейнера, і придатною для реверсивного приєднання/від'єднання стискуваної пробки за допомогою її вкручування/вивертання. Рівень техніки Протягом багатьох десятиліть пляшки з вином і алкогольними напоями закупорюють циліндровими корковими пробками, які запресовуються в шийку пляшки з певним ступенем стискування. Не дивлячись на те, що впродовж дуже тривалого часу використовується виключно цей спосіб, останніми роками коркові пробки знову привернули увагу з різних причин, зв'язаним, головним чином, з вартістю і якістю вина, що зберігається, зокрема, з появою так званого «коркового» смаку. Стискувані пробки, що виготовляються з синтетичного матеріалу, розроблені як заміна коркових пробок для винних пляшок і знаходять все більш широке застосування. Вважається, що стискувані синтетичні пробки надають на темно-зелене вино нейтральну дію і витрати на їх виготовлення легше контролювати, ніж витрати на коркові пробки. Проте вони мають недолік, що полягає в низькій здатності цих пробок до переробки для повторного використання або відсутності цієї здатності, та їх не завжди можна легко витягувати з пляшок. Ці синтетичні пробки також можуть викликати асоціації, пов'язані з промисловим виробництвом і низькою якістю. Також відомо, що винні пляшки можуть закупорюватися гвинтовими кришками. Такий спосіб закупорювання може добре контролюватися, при цьому ефективність збереження вина аналогічна ефективності при використанні коркових або синтетичних пробок. Крім того, гвинтові кришки придатні для переробки з метою повторного використання, принаймні, теоретично, після відділення внутрішнього поверхневого шару від кришки. Проте цей спосіб закупорювання, особливо в Європі, може розглядатися як резервний для невеликого асортименту вин і алкогольних напоїв, що поставляються з так званого Нового Світу. Пляшки, що мають внутрішню нарізку, відомі вже давно. Такий тип пляшки описаний, наприклад, в документах US2026304, FR1170472, US516726, US868914, US173089, US 482682, US 852269 і EP0027780. У документі EP1501738 описується спосіб виготовлення керамічної пляшки, що має шийку з внутрішньою нарізкою. Спосіб містить наступні етапи: сполучення різьбової трубки з нижнім краєм воронкоподібного елементу; позиціонування різьбової трубки воронкоподібного елементу по верхньому краю моделі, що складається з двох частин, і нагнітання керамічного матеріалу через елемент в моделі; вивантаження надлишку матеріалу за допомогою обертання моделі догори дном; відділення елементу від моделі, залишаючи різьбову трубу в шийці пляшки; озолення різьбової трубки для звільнення нарізки. В даний час також відомі автоматичні процеси виробництва скляних контейнерів. Наприклад, в так званому процесі «видування» краплі розплавленого скла подаються в нижні частини камер відповідних чорнових форм за допомогою плунжера, який переміщається у вертикальному напрямку між нижнім і верхнім положенням. Безпосередньо перед подачею краплі скломаси у форму плунжер піднімається і утворює відбиток в склі, що оточує плунжер. Плунжер опускається, залишаючи відбиток в краплі скломаси, і потім повітря видувається через відбиток для перетворення краплі скломаси на трубчастий елемент, закритий у верхнього краю і відомий в цій області техніки, як «заготовка». Заготовка потім транспортується в чистову форму, в якій вона підвішується за шийку. У заготовку знову видувається повітря, внаслідок чого заготовка роздувається, заповнюючи всю порожнину чистової форми і набуваючи форми готової пляшки. На першій погляд може здатися, що виробництво скляного контейнера, що має шийку з внутрішньою нарізкою, є нескладним. На практиці справа йде не так, зокрема, у разі промислового виробництва з контрольованими витратами. Фактично, такі контейнери з різьбовою шийкою складно виготовляти за допомогою контрольованого, повторюваного і стійкого способу, який можна легко передавати з однієї установки на іншу або з однієї виробничої лінії на іншу. Крім того, повинна підтримуватися продуктивність існуючих машин при одночасному контролі якості виготовлення на виробничих лініях щоб уникнути утворення осколків скла. У документі JP 62-003028 описується пристрій для виробництва пляшок з внутрішньою нарізкою. Нарізка утворюється на внутрішній поверхні нижньої частини краплі частиною 1 UA 108239 C2 5 10 15 20 25 30 35 40 45 50 55 60 плунжера. В результаті обертання плунжер опускається, і виконується операція протидуття. У патенті US 1,502.560 описується машина для виготовлення пляшок або схожих контейнерів, які забезпечені на ділянці вхідного отвору внутрішньою нарізкою. Тут використовується оправка або плунжер, який пов'язаний з кожною формою і має верхню ділянку, забезпечену нарізкою, яка служить для утворення нарізки у вхідному отворі пляшки. Інші способи виготовлення, в основному запропоновані в першій половині 19-го століття, описані в GB 132,589, US 2,215,984, DE 183525, US 1,406,722, FR 697,986, US 1,560,158, BE 488693. У описаному устаткуванні використовуються складні механізми, що забезпечують обертальний рух різьбового елементу та схильні до виходу з ладу і які потребують багато простору, що утрудняє їх використання в існуючому виробничому устаткуванні. Крім того, представлена тут операція утворення заготовки є трудомісткою і може знижувати продуктивність. Крім того, ці способи забезпечують отримання в контейнері одного відбитку нарізки з дрібним кроком та декількома витками, що надає контейнеру неестетичного вигляду і утрудняє відкриття і закривання пляшки. Розкриття винаходу Завдання даного винаходу полягає в тому, щоб запропонувати швидкоплинний та ефективний спосіб виготовлення скляних пляшок з шийкою, що має внутрішню нарізку. Інше завдання даного винаходу полягає в тому, щоб запропонувати просте і надійне устаткування для виготовлення скляних пляшок з шийкою, що має внутрішню нарізку, яке може використовуватися в існуючих машинах для виробництва скляних контейнерів з мінімальними змінами в існуючому устаткуванні. Ще одне завдання даного винаходу полягає в тому, щоб запропонувати скляний контейнер, який може виготовлятися за допомогою способу та/або устаткування за цим винаходом, зокрема, пляшку для вина та/або алкогольних напоїв, яка має шийку з внутрішньою нарізкою і яку можна швидко відкривати і закривати, при цьому пляшка повинна забезпечувати належну герметичність. Завдання винаходу вирішуються за допомогою об'єкту винаходу за незалежними пунктами формули винаходу. Переважні варіанти виконання визначені в залежних пунктах. За першим аспектом даний винахід відноситься до способу виготовлення скляних контейнерів, переважно пляшок, що мають шийку/вхідну частину з внутрішньою нарізкою; спосіб містить наступні етапи: а) подача краплі розплавленого скла всередину камери чорнової форми, забезпеченої різьбовим елементом або плунжером, що має, принаймні, одне гвинтове ребро або канавку на зовнішній поверхні; b) витягання плунжера з частково затверділого скла за допомогою поворотно-поступального руху, при цьому зазначений плунжер обертається навколо подовжньої осі, концентричної із зовнішньою поверхнею, що має, принаймні, одне зазначене гвинтове ребро або канавку, і витягується в подовжньому напрямку з метою вивертання плунжера з частково затверділого скла, залишаючи відбиток нарізки на ділянці скла, відповідний вхідному отвору контейнера, що виготовляється; с) видування повітря у вхідний отвір до тих пір, поки не буде утворений контейнер. Обертально-поступальний рух для витягання плунжера на етапі b) забезпечується таким чином. Виконавчий механізм впливає на плунжер, тим самим, забезпечуючи лінійне переміщення плунжера уздовж зазначеної подовжньої осі і відносно направляючої, яка кріпиться відносно чорнової форми і оточує плунжер на зазначеному етапі b). Гвинтова направляюча, концентрична з подовжньою віссю, передбачається між направляючим елементом та зазначеним плунжером і безпосередньо перетворює зазначене лінійне переміщення, що забезпечується зазначеним лінійним виконавчим механізмом, в обертальнопоступальний рух зазначеного плунжера. Під час виробничого процесу краплі скломаси послідовно подаються в камеру чорнової форми, і етапи а), b) та с) повторюються для кожної краплі скломаси. Переважно, цей тип приводного механізму є простим і надійним і добре підходить для використання в існуючих машинах для обробки скла, наприклад, в I.S.-машинах, і вимагає тільки мінімального модифікації існуючих машин. Зокрема, може використовуватися пневматичний або гідравлічний поршневий привід або серво-електричний привід, концентричний з плунжером. Гвинтова направляюча, концентрична з плунжером, може переважно використовуватися в обмеженому просторі такої машини для перетворення лінійного переміщення, що забезпечується поршневим або серво-електричним приводом. Переважно, спосіб добре підходить для виконання внутрішньої нарізки в шийці, що має спеціальну геометрію. Для отримання відбитку такого внутрішньої нарізки в шийці контейнера, принаймні, одне гвинтове ребро або канавка рухається навколо зазначеної подовжньої осі на 2 UA 108239 C2 5 10 15 20 25 30 35 40 45 50 55 60 заданий кут, і плунжер обертається на кут обертання, рівний зазначеному заданому куту або перевищує цей кут, під час зазначеного обертально-поступального руху на етапі b), при цьому кут обертання плунжера переважно складає менше 360, переважніше, менше 200 і за переважним варіантом виконання 9030º, що дозволяє підтримувати високу продуктивність. Таким чином, може підтримуватися висока продуктивність. Крім того, це забезпечує виконання шийки з внутрішньою нарізкою з великим кроком і невеликим кутовим продовженням навколо зазначеної подовжньої осі (полярний кут), що може бути перевагою для певних застосувань, наприклад, для пляшок для вина або алкогольних напоїв. Переважно, зазначений направляючий елемент виконаний як гільза, яка входить в зачеплення з горловим кільцем і направляє плунжер в подовжньому напрямку, та між гільзою і плунжером передбачена гвинтова направляюча. На зазначених етапах а) і b) гільза кріпиться відносно першої форми за допомогою зачеплення з горловим кільцем, і після витягання плунжера гільза переміщається вниз, виходячи із зачеплення з горловим кільцем. За переважним варіантом виконання винаходу спосіб виготовлення є способом формування видуванням, в якому: зазначена перша форма є чорновою формою, і на етапі b1) після витягання плунжера видувається крапля скломаси для утворення заготовки усередині камери зазначеної чорнової форми; на етапі b2) зазначена заготовка транспортується з чорнової форми в камеру чистової форми; на етапі с) зазначена заготовка видувається для утворення контейнера усередині камери чистової форми. За другим аспектом даний винахід відноситься до устаткування для виготовлення скляних контейнерів, що мають шийку з внутрішньою нарізкою; устаткування містить: першу форму, що обмежує внутрішню камеру; плунжер, що переміщається між першим положенням, в якому він розташований усередині камери, обмежуючи об'єм, відповідний, як негативне відображення, вхідному отвору контейнера, та другим положенням, в якому він витягується з зазначеної камери; переміщаючий пристрій, функціонально сполучений з плунжером для його переміщення з першого положення в друге положення. Плунжер має, принаймні, одне гвинтове ребро або канавку на зовнішній поверхні, і переміщення між зазначеними першим та другим положеннями є обертально-поступальним рухом для вивертання плунжера з ділянки скла, відповідної вхідному отвору контейнера, що виготовляється. Обертально-поступальний рух плунжера, коли він витягується з відбитку, який відповідає вхідній частині контейнера, що виготовляється, дозволяє звільняти плунжер з вхідної частини без пошкодження утвореного в ній внутрішньої нарізки. Обертально-поступальний рух забезпечується за допомогою використання наступного устаткування: лінійний виконавчий механізм, який впливає на плунжер, тим самим забезпечуючи лінійне переміщення плунжера уздовж зазначеної подовжньої осі між першим і другим положеннями; направляючий елемент, прикріплений відносно першої форми і оточуючий плунжер, при цьому плунжер переміщається відносно направляючого елементу уздовж зазначеної подовжньої осі; та гвинтова направляюча, концентрична з подовжньою віссю і передбачена між зазначеним направляючим елементом і зазначеним плунжером, при цьому зазначена гвинтова направляюча безпосередньо перетворює зазначене лінійне переміщення, що забезпечується зазначеним лінійним виконавчим механізмом на зазначеному плунжері, у зазначений обертально-поступальний рух зазначеного плунжера між зазначеними першим та другим положеннями. Це дозволяє підтримувати продуктивність і використовувати устаткування в існуючих машинах з мінімальними змінами. За переважним варіантом виконання винаходу плунжер має робочу ділянку у вигляді оправки, що продовжується в горловому кільці першої форми на етапі а), і основу, розташовану знизу горлового кільця. Зазначене, принаймні, одне гвинтове ребро або канавка, утворююча зазначену внутрішню нарізку в шийці контейнера, передбачається на периферійній зовнішній поверхні оправка. Переважно, лінійний виконавчий механізм містить пневматичний або гідравлічний поршневий привід або серво-електричний привід і приводний шток, розташовані концентрично з плунжером і першою формою. Приводний шток переміщається концентрично з зазначеною подовжньою віссю і має кінцеву головну ділянку, нерухомо приєднану в подовжньому напрямку до основи плунжера. Переважно, кінцева головна ділянка приводного штока має верхній фланець, і основа плунжера має нижній фланець. Фланці кінцевої головної ділянки і основи з'єднуються затиском, 3 UA 108239 C2 5 10 15 20 25 30 35 40 45 50 55 60 наприклад, розрізним кільцем, для з'єднання кінцевої головної ділянки приводного штока і основи плунжера. Фланці кінцевої головної ділянки приводного штока і основи плунжера сполучені один з одним з можливістю ковзання і забезпечують відносне переміщення між приводним штоком і основою плунжера. Таким чином, плунжер може виконувати обертально-поступальний рух, тоді як приводний шток переміщається тільки лінійно, не здійснюючи обертального руху. Устаткування може бути простим способом модифіковано, так щоб воно відповідало конструкціям існуючих машин. Переважно, зазначене, принаймні, одне гвинтове ребро або канавка рухається навколо зазначеної подовжньої осі на заданий кут γ1 (полярний кут), який переважно складає менше 360, переважніше, менше 200 і за переважним варіантом виконання γ1 = 9030. Плунжер обертається на кут обертання, який дорівнює зазначеному заданому куту γ1, або перевищує цей кут, але переважно не більший 360. Така геометрія забезпечує швидке від'єднання плунжера від різьбового вхідного отвору. Переважно, на плунжері передбачено «m» гвинтових ребер або канавок, при цьому «m» перевищує число два або дорівнює двом, тим самим, утворюючи багатониткову нарізку з незалежними витками нарізки. За переважним варіантом виконання «m» вибирається між трьома і п'ятьма і, переважно, дорівнює чотирьом. Ребра або канавки в кількості, рівній «m», переважно, розташовані під кутом в шаховому порядку на куті, що дорівнює 360/m. Крім того, гвинтова направляюча має такий же кут нахилу, як, принаймні, одне гвинтове ребро або канавка на зовнішній стороні плунжера, який відбиває внутрішню нарізку на ділянці скла, відповідній вхідній частині контейнера, що виготовляється. Переважно, зазначене, принаймні, одне гвинтове ребро або паз мають кут нахилу β 1 (кут між, принаймні, одним ребром або канавкою та площиною, перпендикулярною подовжній осі), що становить 30 – 50. Звідси витікає, що, зокрема, переважний кут нахилу складає β 1 = 375, що, з одного боку, забезпечує плавне перетворення лінійного переміщення в обертальнопоступальний рух. З іншого боку, ці геометричні характеристики дозволяють отримати нарізку, яка забезпечує надійне зачеплення і щільне утримування коркової пробки і, в той же час, легке і швидке витягання плунжера під час етапу масового виробництва контейнерів. Як вказано вище, плунжер має переважно робочу ділянку або оправку, на якій передбачено, принаймні, одне гвинтове ребро або канавка, утворююча зазначену внутрішню нарізку в шийці контейнера, і основа для з'єднання з плунжерним штоком. За переважним варіантом виконання контейнера, що виготовляється, оправка має кільце без нарізки нижче за ребра або канавки на зовнішній поверхні, для утворення ділянки без нарізки вхідного отвору контейнера, суміжного з кінцем контейнера. Це може бути перевагою з урахуванням ущільнюючих властивостей контейнера, що закривається корковою пробкою. Переважно, гвинтова направляюча містить, принаймні, один гвинтовий паз, виконаний в зовнішній поверхні основи плунжера або у внутрішній поверхні направляючого елементу, і, принаймні, один штифт, жорстко сполучений з направляючим елементом або з основою плунжера. Зазначений штифт входить в зачеплення і переміщається з ковзанням у зазначеному гвинтовому пазі для перетворення лінійного переміщення, що забезпечується лінійним виконавчим механізмом, у зазначений обертально-поступальний рух плунжера. Цей тип конструкції є відносно простим і надійним. За допомогою такого типу конструкції полегшується використання винаходу з існуючим устаткуванням без необхідності заміни чорнової форми або додавання інших компонентів у виробничу лінію. Переважно, зазначений, принаймні, один паз рухається навколо зазначеної подовжньої осі на полярний кут γ2, який дорівнює зазначеному заданому полярному куту γ 1, або перевищує цей кут, принаймні, для одного гвинтового ребра або канавки. Переважно, зазначений, принаймні, один гвинтовий паз рухається навколо зазначеної подовжньої осі на полярний кут γ2, менший 360, переважніше, менший 200 і за переважним варіантом виконання на полярний кут γ2 = 9030. Крім того, переважно, гвинтовий паз містить «n» гвинтових канавок, що незалежно починаються, при цьому «n» перевищує число два або дорівнює двом, і «n» гвинтових пазів розташовані в шаховому порядку під кутом на кут, рівний 360/n. За переважним кутом нахилу β1 гвинтових ребер або канавок в оправці плунжера, принаймні, один гвинтовий паз має постійний кут нахилу β2, що становить 30 - 50, переважно, постійний кут нахилу β2 = 375. За допомогою зазначеного способу і устаткування можна виготовляти скляний контейнер, зокрема, пляшку, яка забезпечена шийкою приблизно циліндрової форми, придатною для закупорювання контейнера пробкою, вставленою у зазначену шийку. Зазначена шийка має 4 UA 108239 C2 5 10 15 20 25 30 35 40 45 50 55 60 внутрішню нарізку для реверсивного закупорювання і розкупорення контейнера за допомогою вивертання і вкручування зазначеної стискуваної пробки, відповідно. За допомогою способу і устаткування даного винаходу, можна виготовляти, зокрема, пляшку для вина або алкогольних напоїв, яка має шийку з внутрішньою нарізкою, що містить два або більш незалежних витків нарізки, відбитих ребрами або канавками на зовнішній поверхні оправка і що мають постійний кут нахилу β, що становить 30 - 50, при цьому спосіб і технологічне устаткування до цього не обмежуються. Переважно, витки нарізки в шийці контейнера слідують навколо подовжньої осі на кут обертання (полярний кут) γ, менший 360, переважніше, 45 – 200 і переважніше γ = 90±30º. За переважним варіантом виконання ребра або канавки в оправці плунжера і витки нарізки в шийці контейнера продовжуються по висоті h3, що становить 5 – 20 мм, уздовж подовжньої осі. Переважно, внутрішня нарізка шийки контейнера містить 3 - 5 незалежних витків нарізки. Також переважно, шийка містить внутрішнє кільце ущільнювача без нарізки, що продовжується від кінця контейнера до початку витків нарізки, виконаних за допомогою кільця без нарізки нижче за ребра або канавки на зовнішній поверхні оправка. Іншими словами, витки нарізки усередині шийки контейнера, переважно, не продовжуються до кінця контейнера, але мають верхній кінець на відстані приблизно 2 – 5 мм до кінця контейнера. Що стосується ребер або канавок на зовнішній поверхні оправка, незалежні витки внутрішньої нарізки шийки є ідентичними і розподілені з рівними кутовими інтервалами по внутрішній стінці шийки. Незалежні витки нарізки мають переважну радіальну товщину 1 – 3 мм. З такою внутрішньою нарізкою контейнер має перевагу, яка полягає в тому, що його можна закупорювати і розкупорювати за допомогою простого вкручування і вивертання стискуваної пробки, наприклад, коркової пробки, що має голівку, придатну для захоплення рукою, і корпус, придатний для вставляння в різьбову шийку та щільного прилягання під час вставляння. Цей вид закупорювання дозволяє герметично ущільнювати контейнер, в той же час, забезпечуючи зручність і практичність користування, оскільки споживач може необмежене число разів закупорювати і розкупорювати контейнер за рахунок простого ручного вкручування пробки в шийку та її вивертання з шийки контейнера без особливого зусилля. Крім того, цей тип закупорювання підтримує високий образ товару, що міститься в контейнері, за рахунок, наприклад, натуральної коркової пробки, що має переваги металевої або пластикової гвинтової кришки. Інші характеристики і переваги даного винаходу стануть зрозумілими із зразкового і необмежуючого опису переважного, але невиняткового прикладу способу і устаткування для виготовлення скляних контейнерів, що мають шийку з внутрішньою нарізкою, і такого скляного контейнера, як показано на прикладених кресленнях. Короткий опис креслень Фіг. 1 – 4 – схемний розріз частини устаткування для формування заготовки з краплі розплавленого скла на послідовних етапах способу за цим винаходом; Фіг. 5 – схемне транспортування заготовки від чорнової форми, показаної на Фіг. 1 – 4, до чистової форми; Фіг. 6 – схемне показане видування заготовки до готового контейнера в чистовій формі; Фіг. 7a – 7c – збільшені види устаткування на послідовних етапах витягання плунжера з чорнової форми, при цьому плунжер має гвинтову геометрію, що відрізняється, в порівнянні з плунжером, показаним на Фіг. 1 – 4; Фіг. 8 – вигляд в плані розгорненої зовнішньої поверхні робочої ділянки плунжера, показаного на Фіг. 7a – 7c. Фіг. 9 – вигляд в розрізі контейнера, що виготовляється з плунжером, показаним на Фіг. 7a – 7c. Здійснення винаходу У прикладених кресленнях посилальний номер 1 позначає устаткування для масового виробництва скляних пляшок, що мають шийку з внутрішньою нарізкою, наприклад, устаткування, що є I.S.-машиною. I.S.-машина має деяку кількість індивідуальних секцій. Кожна секція може бути розрахована на подачу одної або деякої кількості крапель скломаси (зазвичай одної, двох, трьох або чотирьох крапель скломаси на секцію), при цьому кожна секція показаного устаткування забезпечена чорновою формою. Показане устаткування є устаткуванням «видувного» типу. З посиланням на Фіг. 1 – 4 краплі розплавленого скла 2 подаються самопливом з печі (не показана) по одній краплі через канал 3 в чорнову форму 4 або в блок чорнових форм, де кожна крапля скломаси перетворюється на преформу або заготовку (Фіг. 4). З цією метою усередині чорнової форми 4 обмежується подовжена циліндрова камера 5 або порожнина, яка 5 UA 108239 C2 5 10 15 20 25 30 35 40 45 50 55 60 продовжується уздовж подовжньої осі X-X і має верхній отвір 5a, через який надходить крапля 2 скломаси, і нижній отвір 5b, в якому розташовується плунжер, коли крапля скломаси поміщається в камеру. Устаткування 1 також містить для кожної чорнової форми 4 воронку 7, яка може переміщатися між першим положенням, в якому вона розташовується на деякій відстані від чорнової форми 4, і другим положенням, в якому вона розташовується на верхньому отворі 5a. Коли воронка знаходиться на верхньому отворі 5a, вона, по суті, обмежує конусний прохід 7a, що розширюється вгору. Устаткування 1 містить для кожної чорнової форми 4 закриваючий елемент (так званий відхилювач) 8, забезпечений внутрішніми каналами 9, які функціонально пов'язані з непоказаним джерелом стиснутого повітря, що надходить до зовнішньої поверхні відхилювача 8. Відхилювач 8 може переміщатися між першим положенням, в якому він знаходиться у контакті з воронкою 7, коли воронка розташована на верхньому отворі 5a, і його внутрішні канали 9 звернені до внутрішньої сторони, по суті, конусного проходу 7a, другим положенням, в якому він знаходиться на деякій відстані від чорнової форми 4 і воронки 7, та третім положенням, в якому він знаходиться в безпосередньому контакті з чорновою формою 4 і закриває верхній отвір 5a, тоді як його внутрішні канали 9 закриті чорновою формою 4. Чорнова форма 4 встановлена на горловому кільці 10, яке має центральний прохідний отвір 11 і утворює зовнішню поверхню шийки пляшки. Коли чорнова форма 4 встановлена на горловому кільці 10, прохідний отвір 11 продовжується безперервно від нижнього отвору 5b подовженої циліндрової камери 5 до плунжера 6. Плунжер 6 розташований усередині прохідного отвору 11 горлового отвору 10 (Фіг. 1 і 2) і може переміщатися уздовж подовжньої осі X-X. З посиланням на Фіг. 7a і 7b, плунжер 6 має основу 12 і робочу ділянку 13, утворюючу оправку. Робоча ділянка 13 має форму пробки із зовнішньою поверхнею «Se», що сполучається з внутрішньою поверхнею «Si» вхідного отвору «M» пляшки, що виготовляється. Робоча ділянка 13 продовжується від основи 12 в горлове кільце 10 і обмежує прохідний отвір 11 горлового кільця 10, коли плунжер 6 знаходиться в першому верхньому положенні. Плунжер 6 вставляється в трубчасту гільзу 14, яка утворює направляючий елемент, що співосно входить в зачеплення з горловим кільцем 10, коли подається крапля скломаси (Фіг. 7a) і коли утворюється заготовка (Фіг. 7b). Для цього гільза 14 має верхню головну ділянку 14a меншого діаметру, яка входить в зачеплення з відповідним збільшеним кільцевим отвором 10b горлового кільця 10. У цьому зразковому варіанті виконання горлове кільце 10 включає цілісне направляюче кільце 10c, утворююче кінець контейнера, що виготовляється, при цьому верхня головна ділянка 14a гільзи 14 входить в зачеплення з направляючим кільцем 10c. Горлове кільце 10 з цілісним направляючим кільцем 10c також співосно направляють верхню частину основи 12 плунжера, коли плунжер 6 знаходиться в першому положенні. Плунжер 6 переміщається з ковзанням і прямує в подовжньому напрямку в кільцевій гільзі 14 збільшеною направляючою ділянкою 12b основи 12. Лінійний виконавчий механізм 30, що містить пневматичний поршень (не показаний) і приводний шток або поршневий шток 31, розташований співосно з плунжером 6, забезпечують лінійне переміщення плунжера 6 (з боку лінійного виконавчого механізму 30 показана тільки верхня ділянка поршневого штока 31). Поршневий шток 31 впливає на фланець 35 основ 12 і зміщує плунжер 6 уздовж подовжньої осі X-X між першим верхнім положенням і другим нижнім положенням. Поршневий шток 31 закінчується у верхній поршневій голівці 32 фланцем 33 голівки. Фланець 33 голівки сполучений затиском 34 з фланцем 35 основи 12. Гільза 14 встановлена на верхньому кінці стакана 36 плунжера і кріпиться затиском 37 стакана. Затиск 34 має форму розрізного кільця, і стакан 36 плунжера разом з гільзою 14 утворюють циліндровий канал 38, в якому розрізне кільце 34 прямує з ковзанням в подовжньому напрямку і спільно утримується стаканом 36 плунжера та гільзою 14. У першому верхньому положенні, показаному на Фіг. 1, 2, 7a, робоча ділянка 13 повністю вставлена в прохідний отвір 11 і також частково в нижній отвір 5b і закриває нижню вхідну частину зазначеного прохідного отвору 11 для обмеження, по суті, трубчастого об'єму, відповідного як негативне відображення, трубчастому об'єму вхідної частини і шийки пляшки, що виготовляється. У другому положенні, показаному на Фіг. 3, 4 і 7b, робоча ділянка 13 знаходиться в опущеному положенні відносно першого верхнього положення і зовні прохідного отвору 11. Нижня вхідна частина прохідного отвору 11 більше не закрита робочою ділянкою 13 і функціонально пов'язана з джерелом стиснутого повітря (не показано) для видування краплі 2 скломаси в заготовку 18 на так званому етапі роздування. 6 UA 108239 C2 5 10 15 20 25 30 35 40 45 50 55 60 На Фіг. 8 показана розгорнена зовнішня поверхня робочої ділянки 13, яка містить «m» гвинтових канавок 15, які продовжуються до верхнього кінця 13a робочої ділянки 13. У показаному зразковому варіанті виконання передбачено чотири гвинтові канавки 15. Кожна з канавок 15 тільки частково рухається навколо подовжньої осі X-X на заданий полярний кут γ1, що становить приблизно 90 і виміряний в площині, перпендикулярній подовжній осі X-X. Кожна гвинтова канавка 15 також розташована в шаховому порядку під кутом відносної попередньої і подальшої канавки 15 на куті приблизно 90º. В даному прикладі показані гвинтові канавки 15 слідують навколо робочої ділянки 13 в напрямку за годинниковою стрілкою. Передбачається, що ці канавки за необхідності можуть поперемінно слідувати в напрямку проти годинникової стрілки. Кут нахилу β1 кожної канавки 15, виміряний відносно площини, перпендикулярної подовжньої осі X-X, складає приблизно 37. Кожна гвинтова канавка 15 має максимальну радіальну глибину приблизно 1 мм і ширину приблизно 2 мм. Зовнішня поверхня основи 12 містить «n» гвинтових пазів 16. У показаному зразковому варіанті виконання передбачено два гвинтові пази 16. Кожен паз 16 тільки частково рухається навколо подовжньої осі X-X на полярний кут γ2, що становить приблизно 180 і виміряний в площині, перпендикулярній подовжній осі X-X. Кожен гвинтовий паз 16 також розташований в шаховому порядку під кутом відносного іншого паза на куті 180, іншими словами, два пази 16 розташовані напроти один одного. Показані гвинтові пази 16 слідують навколо основи 12 в напрямку проти годинникової стрілки. Кут нахилу β 2 кожного пазу 16 дорівнює куту нахилу β1 канавок 15 або приблизно 37. Кожен гвинтовий паз 16 має радіальну глибину приблизно 2 мм і ширину приблизно 3 мм. Гільза 14 містить пару штифтів 17, жорстко прикріплених до гільзи 14. Штифти 17 радіально виступають від внутрішньої поверхні гільзи 14, і кожен з штифтів входить в зачеплення з ковзанням з одним з двох гвинтових пазів 16 основи 12 і утворює з метою переміщення плунжера гвинтову направляючу, концентричну з подовжньою віссю X-X. З'єднання пазів 16 і штифтів 17 викликає обертання плунжера 6 усередині гільзи 14 навколо подовжньої осі X-X, коли плунжер переміщається в подовжньому напрямку між першим і другим положеннями. Зокрема, коли плунжер переміщається з другого положення в перше положення усередині чорнової форми 4, плунжер обертається в напрямку за годинниковою стрілкою. І навпаки, коли плунжер 6 витягується з чорнової форми 4 і переміщається з першого положення в друге положення, він обертається в напрямку проти годинникової стрілки. Плунжер 6 виконує обертально-поступальний рух між двома положеннями, при цьому кут обертання плунжера 6 рівний або перевищує полярний кут γ1 проходження кожної з гвинтових канавок 15 по робочій ділянці 13. З посиланням на Фіг. 7c, гільза 14, що оточує плунжер 6, переміщається вниз із зачеплення з горловим кільцем 10. З посиланням на Фіг. 1 – 4, під час експлуатації, коли воронка 7 розташована на верхньому отворі 5a чорнової форми 4, і відхилювач 8 відокремлений від чорнової форми 4, плунжер 6 переміщається в перше положення усередині прохідного отвору 11 (Фіг. 1). Крапля розплавленого скла 2 падає в чорнову форму 4 через воронку 7 і частково заповнює подовжену циліндрову камеру 5. Закриваючий елемент 8 входить в зачеплення з воронкою 7 у зазначеному першому положенні, і повітря продувається через внутрішні канали 9 на етапі так званого настановного дуття. Повітря проштовхує скло вниз і повністю заповнює, по суті, трубчастий об'єм, що обмежується навколо робочої ділянки 13, і також заповнює гвинтові канавки 15 (Фіг. 2). Скло впускної частини і частини шийки пляшки починає тверднути. У цей момент плунжер 6 витягується з вхідної частини і в результаті обертально-поступального руху переміщається з першого положення в друге положення, залишаючи на внутрішній поверхні вхідної частини заготовки гвинтові ребра, які утворюють витки нарізки, відповідні гвинтовим канавкам 15 (Фіг. 3). Після витягання плунжера 6 воронка 7 видаляється і відхилювач 8 розміщується безпосередньо на чорновій формі 4, закриваючи і ущільнюючи верхній отвір 5a камери 5. На етапі роздування стиснуте повітря подається у відбиток, залишений витягнутим плунжером 6 і відповідний вхідному отвору пляшки, яка повинна бути утворена, викликаючи деформацію скла, яке повністю заповнює камеру 5 і утворює преформу або заготовку 18, яка є трубчастим елементом, закритим у верхнього краю (Фіг. 4). З посиланням на Фіг. 5, устаткування 1 також містить пристрої 19 для транспортування заготовки до другої форми 20. У показаному зразковому варіанті такі пристрої 19 містять перевертаючий важіль 21, край якого сполучений з горловим кільцем 10, а протилежний край шарнірно повертається навколо з горизонтальної осі 22. Друга форма 20 або чистова форма внутрішньо обмежує чистову камеру 23, що має в негативному відображенні остаточні розміри і 7 UA 108239 C2 5 10 15 20 25 30 35 40 45 50 55 60 контур пляшки, що виготовляється. Заготовка 18 звільняється з чорнової форми 4 і перевертається вверх дном за допомогою обертання на 180 важеля 21 навколо заготовки 18. Під дією власної ваги заготовка 18 подовжується вниз усередині чистової камери 23. З посиланням на Фіг. 6 після закінчення подовження зверху чистової форми 20 встановлюють видувну голівку 24, з якої починається видування повітря в заготовку 18, що продовжується до тих пір, поки заготовка не роздується до такого ступеня, щоб вона займала всю чистову камеру 23 (етап завершуючого дуття). Потім чистову форму відкривають і за допомогою непоказаного захватного пристрою витягують пляшку і транспортують її в охолоджуючі пристрої. З посиланням на Фіг. 9 пляшка, наприклад, винна пляшка, яка виготовляється за допомогою зазначеного устаткування, представленого на Фіг. 7a – 7c, описується детальніше, при цьому на фігурі показана тільки шийка пляшки. Утворена пляшка має на внутрішній поверхні «Si» вхідної частини «M» чотири гвинтові ребра, які утворюють витки 25 нарізки, відповідні канавкам 15 плунжера 6. Витки 25 нарізки продовжуються тільки частково по внутрішній поверхні шийки контейнера. Шийка 50 має циліндрову горловину 51, що закінчується віночком 52, також циліндровим, який має трохи більший діаметр, ніж горловина і утворює утримуючий поясочок 53 для утримування металевої або пластикової кришки, яка надягається на шийку 50 після закупорювання. Горловина 52 і віночок 53 шийки 50 є концентричними і циліндровими відносно подовжньої осі X-X обертання контейнера і утворюють внутрішній канал 54 приблизно постійного діаметру по всій довжині шийки 50 за винятком різьбових зон. Внутрішня нарізка шийки 50 є багатонитковою нарізкою, і в даному прикладі має чотири незалежні витки 25 нарізки на внутрішній стінці 81 шийки 50, відповідні чотирьом гвинтовим канавкам 15 на робочій ділянці 13 на рівні віночка 52 шийки 50. Зокрема, внутрішня стінка 61 шийки 50 утворює від верхньої вхідної частині M на висоті h1, що дорівнює, принаймні, 30 мм, прямолінійну циліндрову ділянку 71 внутрішнім діаметром d1, по суті, постійним по висоті h1 і переважно рівним 19 – 20 мм. Переважне, допуск на цей діаметр d1 складає 0,5 мм. В межах прямолінійної циліндрової ділянки 71 кут нахилу між внутрішньою стінкою 61 шийки 50 і подовжньою віссю X-X складає менше 3. Діаметр d1, виконується з таким малим допуском за рахунок обмеження під час виготовлення контейнера зовнішнього діаметру d2 горловини 51 шийки 50 до значення 27,5 мм, виміряного на висоті h2, що дорівнює 40 мм, нижче за верхній кінець вхідної частини M.. Витки 25 нарізки внутрішньої нарізки шийки 50 продовжуються на прямій циліндровій ділянці 71 на висоті h3, рівній приблизно 10 мм, тим самим, утворюючи різьбову ділянку 73 циліндрової форми. Прямолінійна ділянка 71 продовжується далі від нижнього кінця 25a витків 25 нарізки по висоті h4, що дорівнює приблизно 20 мм (принаймні, 5 мм і переважно, принаймні, 10 мм), і продовжується також від верхнього кінця вхідної частини M до верхнього кінця 25b витків 25 нарізки по висоті h5, що дорівнює приблизно 3 мм (принаймні, 2 мм і переважно до 5 мм). Таким чином, вище і нижче за витки 25 нарізки на прямій циліндровій ділянці 71 передбачено два кільця, кожне з яких має один і той же внутрішній діаметр d1 (не рахуючи допуски на кожне з кілець). Два кільця мають дві циліндрові ділянки ущільнювачів 74, 75 без нарізки, де пробка, коли вона вкручується в шийку 50, переважно притискається по колу до гладкої внутрішньої стінки 61 шийки 50 на цих ділянках з обох боків (вище і нижче) витків 25 нарізки без пошкодження витків 25 нарізки. Це підвищує ступінь захисту від попадання повітря в контейнер та/або виливання з нього рідини, оскільки пробка проходить по витках 25 нарізки усередині шийки 50. Верхня ділянка ущільнювача 75 без нарізки заввишки h5 утворена ділянкою 13b оправка без нарізки між канавками 15 і основою 12. Витки 25 нарізки на внутрішній стінці 61 шийки 50 складаються з ребер, виступаючих від внутрішньої стінки 61. Переважно, ці витки 25 нарізки є ідентичними і розподілені з рівними кутовими інтервалами по внутрішній поверхні 61 шийки 50. Іншими словами, витки 25 нарізки утворені виступаючими профілями 8 на внутрішній стінці 61 прямолінійної циліндрової ділянки 71 шийки. У цьому варіанті виконання використовуваний діаметр d3 проходу між внутрішніми краями витків 25 нарізки переважно складає 18 – 19 мм з допуском 0,5 мм. Витки 25 нарізки, утворюючі внутрішню нарізку 6 шийки 1, мають кут нахилу β = 37, тобто кут 37 відносно горизонтальної ділянки шийки, перпендикулярної осі X-X. Крім того, переважний варіант виконання, показаний на Фіг. 9, має чотири витки 25 нарізки з одним витком нарізки на кутову ділянку 90 внутрішньої циліндрової стінки 61 шийки 50. Кожен 8 UA 108239 C2 5 10 15 20 25 30 35 40 45 50 55 виток 25 нарізки продовжується навколо подовжньої осі X-X на полярний кутγ, приблизно дорівнюючий 90, при цьому, загалом, полярний кут γ може складати 45 – 180. Як показано на Фіг. 9, витки 25 нарізки не перекриваються по напрямку подовжньої осі X-X з наступним витком 25 нарізки. Використання двох або більше незалежних ребер або витків 25 нарізки і використання нарізки з крупним кроком, як визначено вище, є переважним для контейнера. Стандартна вага пляшки, що виготовляється, по описуваному способу складає 300 – 1000 г. Операція виготовлення заготовки не є тривалою і не уповільнює спосіб виготовлення на існуючому устаткуванні. Крім того, забезпечується зручність використання. По-перше, користувач може дуже швидко вкручувати і вивертати пробку, не утримуючи пляшку іншою рукою. По-друге, користувач може комбінувати зусилля, що прикладаються до пробки при її обертальному і поступальному переміщенні під час вкручування пробки в шийку пляшки, що створює особливі зручності. При вкручуванні пробки за допомогою долоні користувач прикладає більше зусилля в порівнянні з вкручуванням тільки за допомогою пальців. Винахід не обмежується до описаних і показаних прикладів, оскільки можуть бути виконані різні модифікації без перевищення об'єму формули винаходу. Кожна відмітна характеристика може індивідуально визначати істотну відмітну характеристику винаходу незалежно від того, чи розкрита вона в описі, формулі винаходу або кресленнях, навіть якщо вона розкрита разом з іншими відмітними характеристиками. ФОРМУЛА ВИНАХОДУ 1. Спосіб виготовлення скляних контейнерів, що мають шийку з внутрішньою нарізкою, який включає наступні етапи: a) подача краплі розплавленого скла (2) всередину камери (5) першої форми (4), забезпеченої плунжером (6), що має принаймні одне гвинтове ребро або канавку (15) на зовнішній поверхні, b) витягання плунжера (6) з скла за допомогою обертально-поступального руху, при цьому зазначений плунжер (6) обертається навколо подовжньої осі (Х-Х) і в той же час витягується в подовжньому напрямку з метою вивертання плунжера з скла, залишаючи відбиток нарізки на ділянці скла, відповідний вхідному отвору (М) контейнера, що виготовляється, c) видування повітря у вхідний отвір (М) до тих пір, поки не буде утворений контейнер, у якому обертально-поступальний рух для витягання плунжера на етапі b) забезпечується: лінійним виконавчим механізмом (30), який впливає на плунжер (6), тим самим, забезпечуючи лінійне переміщення плунжера (6) уздовж зазначеної подовжньої осі (Х-Х), направляючим елементом (14), в якому плунжер (6) переміщається відносно направляючого елемента (14) уздовж подовжньої осі (Х-Х), і гвинтовою напрямною (16, 17), концентричною з подовжньою віссю (Х-Х) і передбаченою між зазначеним направляючим елементом (14) та зазначеним плунжером (6), і яка безпосередньо перетворює зазначене лінійне переміщення, що забезпечується зазначеним лінійним виконавчим механізмом (30) на зазначеному плунжері (6), у зазначений обертальнопоступальний рух зазначеного плунжера (6). 2. Спосіб за п. 1, який відрізняється тим, що зазначене принаймні одне гвинтове ребро або канавка (15) рухається навколо зазначеної подовжньої осі (Х-Х) на заданий кут (γ1), і в якому плунжер (6) обертається на кут обертання, який дорівнює зазначеному заданому куту (γ 1) або перевищує цей кут, під час зазначеного обертально-поступального руху на етапі b). 3. Спосіб за п. 1 або 2, який відрізняється тим, що плунжер (6) обертається на кут обертання, менший 360°, під час зазначеного обертально-поступального руху на зазначеному етапі b). 4. Спосіб за п. 1, який відрізняється тим, що зазначений направляючий елемент (14) містить гільзу, яка кріпиться відносно першої форми (4) на зазначених етапах а) і b), та в якому зазначена гільза переміщається від першої форми (4) уздовж зазначеної осі (Х-Х) після витягання плунжера (6). 5. Спосіб за п. 1, який відрізняється тим, що спосіб є способом формування видуванням, в якому: зазначена перша форма (4) є чорновою формою, і на етапі b1) після витягання плунжера (6) видувається зазначена крапля (2) скломаси для утворення заготовки (18) усередині камери (5) зазначеної чорнової форми (4), на етапі b2) зазначена заготовка (18) транспортується з чорнової форми (4) в камеру (23) видувної форми (20), на етапі с) зазначена заготовка (18) видувається для утворення контейнера усередині камери (23) видувної форми (20). 9 UA 108239 C2 5 10 15 20 25 30 35 40 45 50 55 6. Устаткування для виготовлення скляних контейнерів, що мають шийку з внутрішньою нарізкою, яке містить: першу форму (4), що обмежує внутрішню сторону камери (5), плунжер (6), що переміщається між першим положенням, в якому плунжер (6) продовжується усередині камери (5), обмежуючи об'єм, відповідний, як негативне відображення, вхідному отвору (М) контейнера, що виготовляється, та другим положенням, в якому плунжер (6) витягується з зазначеної камери (5), і плунжер (6) має принаймні одне гвинтове ребро або канавку (15) на зовнішній поверхні, і переміщення між зазначеними першим та другим положеннями є обертально-поступальним рухом для вивертання плунжера (6) з ділянки скла, відповідної вхідному отвору (М) контейнера, що виготовляється, лінійний виконавчий механізм (30), який впливає на плунжер (6), тим самим, забезпечуючи лінійне переміщення плунжера (6) уздовж зазначеної подовжньої осі (Х-Х) між зазначеними першим та другим положеннями, направляючий елемент (14), в якому плунжер (6) переміщається відносно направляючого елемента (14) уздовж зазначеної подовжньої осі (Х-Х), і гвинтову напрямну (16, 17), концентричну з подовжньою віссю (Х-Х) і передбачену між зазначеним направляючим елементом (14) та зазначеним плунжером (6), для безпосереднього перетворення зазначеного лінійного переміщення, що забезпечується зазначеним лінійним виконавчим механізмом (30) на зазначеному плунжері (6), у зазначений обертальнопоступальний рух зазначеного плунжера (6) між зазначеними першим та другим положеннями. 7. Устаткування за п. 6, яке відрізняється тим, що плунжер має робочу ділянку (13) з зазначеним принаймні одним ребром або канавкою (15) на його зовнішній поверхні, утворюючу зазначену внутрішню нарізку в шийці контейнера, і має основу (12), у якій зазначений лінійний виконавчий механізм містить пневматичний або гідравлічний поршневий привід або сервоелектричний привід з приводним штоком (31), який переміщається концентрично з зазначеною подовжньою віссю (Х-Х) та тим, що зазначений приводний шток (31) має кінцеву головну ділянку (32), нерухомо приєднану в подовжньому напрямку до зазначеної основи (12). 8. Устаткування за п. 7, яке відрізняється тим, що зазначена кінцева головна ділянка (32) зазначеного приводного штока (31) має верхній фланець (33), і зазначена основа (12) зазначеного плунжера (6) має нижній фланець (35), а також зазначена кінцева головна ділянка (32) і зазначена основа (12) сполучені затиском (34), який входить в зачеплення зазначеними верхнім і нижнім фланцями (33, 35), причому зазначене з'єднання за допомогою затиску забезпечує обертання зазначеної основи (12) відносно зазначеного приводного штока (31). 9. Устаткування за п. 6, яке відрізняється тим, що зазначене принаймні одне гвинтове ребро або канавка (15) рухається навколо зазначеної подовжньої осі (Х-Х) на заданий кут (γ1), менший 360°. 10. Устаткування за п. 6, яке відрізняється тим, що плунжер (6) має "m" гвинтових ребер або канавок (15), утворюючих багатониткову внутрішню нарізку в шийці контейнера, яка складається з "m" витків (25) нарізки, що незалежно починаються, при цьому "m" перевищує число два або дорівнює двом. 11. Устаткування за п. 6, яке відрізняється тим, що зазначена гвинтова напрямна (16, 17) має такий же кут (β2) нахилу, як і зазначене принаймні одне гвинтове ребро або канавка (15) на зовнішній стороні плунжера (6), яке утворює внутрішню нарізку в ділянці скла, відповідній вхідному отвору (М) контейнера, що виготовляється. 12. Устаткування за п. 6, яке відрізняється тим, що зазначене принаймні одне гвинтове ребро або канавка (15) має кут нахилу (β1) 30-50°. 13. Устаткування за п. 6, яке відрізняється тим, що плунжер (6) містить і) робочу ділянку (13), що має на зовнішній поверхні, зазначене принаймні одне гвинтове ребро або канавку (15), утворюючу зазначену внутрішню нарізку в шийці контейнера, та іі) основу (12), від якої продовжується робоча ділянка (13), і також зазначена робоча ділянка (13) має кільце (13b) без нарізки нижче принаймні одного гвинтового ребра або канавки (15) для утворення ділянки (75) без нарізки вхідного отвору (М) контейнера поруч з кінцем контейнера. 14. Устаткування за п. 6, яке відрізняється тим, що плунжер (6) містить і) робочу ділянку (13), що має на зовнішній поверхні зазначене принаймні одне гвинтове ребро або канавку (15), утворюючу зазначену внутрішню нарізку в шийці контейнера, та іі) основу (12), від якої продовжується робоча ділянка (13); зазначена гвинтова напрямна (16, 17) містить принаймні один гвинтовий паз (16), виконаний у зазначеній основі (12) або на внутрішній поверхні направляючого елемента (14), і принаймні один штифт (17), жорстко сполучений з направляючим елементом (14) або з основою (12) плунжера (6), і зазначений штифт 10 UA 108239 C2 5 10 15 20 25 30 знаходиться в зачепленні з ковзанням у зазначеному гвинтовому пазу (16) для перетворення зазначеного лінійного переміщення у зазначений обертально-поступальний рух. 15. Устаткування за п. 14, яке відрізняється тим, що зазначена гвинтова напрямна (16, 17) містить "n" гвинтових пазів (16), при цьому "n" перевищує число два або дорівнює двом, і "n" гвинтових пазів (16) розташовано в шаховому порядку під кутом на куті, рівному 360°, поділеному на "n". 16. Устаткування за п. 14 або п. 15, яке відрізняється тим, що зазначений принаймні один гвинтовий паз (16) має кут нахилу 30-50°. 17. Устаткування за п. 14, яке відрізняється тим, що зазначений принаймні один гвинтовий паз (16) рухається навколо зазначеної подовжньої осі (Х-Х) на кут, рівний зазначеному заданому куту (γ1) або перевищує зазначений кут, зазначеного принаймні одного гвинтового ребра або канавки (15). 18. Устаткування за п. 14, яке відрізняється тим, що зазначений принаймні один гвинтовий паз (16) рухається навколо зазначеної подовжньої осі (Х-Х) на кут, менший 360°. 19. Скляний контейнер, що виготовляється за допомогою устаткування за п. 10 і який має внутрішню циліндрову шийку (50), утворюючу подовжню вісь (X'-X') і придатну для ущільнення контейнера стискуваною пробкою, що вставляється у зазначену шийку, при цьому зазначена шийка (50) містить внутрішню нарізку, що забезпечує реверсивне закупорювання і розкупорення контейнера за допомогою вкручування і вивертання зазначеної стискуваної пробки, причому внутрішня нарізка шийки (50) містить принаймні два незалежні витки (25) нарізки та зазначені витки (25) нарізки мають кут (β) нахилу 30-50°. 20. Скляний контейнер за п. 19, який відрізняється тим, що витки (25) нарізки зміщені навколо подовжньої осі (Х'-Х') на кут (γ) обертання, менший 360°. 21. Скляний контейнер за п. 19 або п. 20, який відрізняється тим, що витки (25) нарізки продовжуються по висоті (h3) 5-20 мм уздовж подовжньої осі. 22. Скляний контейнер за п. 19, який відрізняється тим, що внутрішня нарізка містить три-п'ять незалежних витків (25) нарізки. 23. Скляний контейнер за п. 19, який відрізняється тим, що шийка (50) містить кільце (75) ущільнювача без нарізки, що продовжується від кінця контейнера до верхнього кінця (25b) витків (25) нарізки. 11 UA 108239 C2 12 UA 108239 C2 13 UA 108239 C2 14 UA 108239 C2 15 UA 108239 C2 Комп’ютерна верстка Л. Бурлак Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 16
ДивитисяДодаткова інформація
Назва патенту англійськоюProcess and equipment for the fabrication of glass containers with internally threaded neck
Автори англійськоюVillaret de Chauvigny, Benoit, Brignolo, Gino, Giovanni, Morettin, Ambrogio, Campodonico, Federico, Perrone, Dalmazio
Автори російськоюВилларе дэ Шовиньи Бенуа, Бринёло Джино Джованни, Мореттин Амброджо, Камподонико Фэдэрико, Пэрроне Далмацио
МПК / Мітки
МПК: C03B 9/16, C03B 9/325, B65D 1/02
Мітки: спосіб, устаткування, нарізку, скляного, виготовлення, контейнера, внутрішню, має, шийкою
Код посилання
<a href="https://ua.patents.su/18-108239-sposib-ta-ustatkuvannya-dlya-vigotovlennya-sklyanogo-kontejjnera-z-shijjkoyu-shho-maeh-vnutrishnyu-narizku.html" target="_blank" rel="follow" title="База патентів України">Спосіб та устаткування для виготовлення скляного контейнера з шийкою, що має внутрішню нарізку</a>
Спосіб виготовлення оболонки контейнера, спосіб виготовлення контейнера, оболонка, контейнер і спосіб зберігання
Номер патенту: 61996
Опубліковано: 15.12.2003
Автори: Філдінг Петер Бернард, Андерссон Клаес-Йєран, Ніколас Едвард Девід, Хедман Томмі
МПК: B23K 20/12
Мітки: оболонки, оболонка, контейнера, зберігання, спосіб, контейнер, виготовлення
Формула / Реферат:
1. Спосіб виготовлення корозійно стійкої оболонки контейнера для радіоактивних матеріалів, при якому зварюють одна з одною за допомогою тертя щонайменше дві секції з міді або мідного сплаву.2. Спосіб за п. 1, який відрізняється тим, що зварюють одна з одною за допомогою тертя всі секції оболонки.3. Спосіб за пп. 1 або 2, який відрізняється тим, що в оболонці передбачають отвір, виконаний з можливістю завантаження через нього...
Спосіб виготовлення контейнера з отвором для зрівнювання тиску, контейнери, отримані цим способом
Номер патенту: 73766
Опубліковано: 15.09.2005
Автори: Кюн Торстен, Метцгер Буркхард Петер
МПК: B65D 1/02, B29C 49/22, B29C 49/04
Мітки: зрівнювання, отримані, цим, контейнера, отвором, контейнері, способом, тиску, виготовлення, спосіб
Формула / Реферат:
1. Спосіб виготовлення контейнера (1) з отвором (8), який має в основному жорсткий зовнішній контейнер (2) і поміщений у нього внутрішній мішок (3), що знаходиться в контакті з умістом контейнера, які, відповідно, включають різні не з’єднувані один з одним термопластичні пластики та розташований в зовнішньому контейнері отвір (10) для зрівнювання різниці тисків між зовнішнім контейнером (2) і внутрішнім мішком (3), причому спочатку за...
Спосіб виготовлення контейнера для транспортування і/або зберігання радіоактивних предметів
Номер патенту: 67781
Опубліковано: 15.07.2004
Автори: Метлінг Дітер, Глушке Конрад, Дірш Рудольф
МПК: G21F 5/005
Мітки: контейнера, виготовлення, предметів, транспортування, спосіб, радіоактивних, зберігання
Формула / Реферат:
1. Спосіб виготовлення контейнера для транспортування і/або зберігання радіоактивних предметів, при якому утворений між металевою внутрішньою оболонкою і металевою зовнішньою оболонкою порожнистий циліндричний проміжний простір заповнюють бетонним наповнювачем, який має мінімальний розмір зерен, суспензією з цементу, води і присадки, який відрізняється тим, що в проміжному просторі за допомогою діафрагми, прохідні отвори якої менші за...
Контейнер, спосіб і пристрій виготовлення контейнера, а також спосіб і пристрій наповнення контейнера
Номер патенту: 57131
Опубліковано: 16.06.2003
Автори: Шехольм Йохан, Моссберг Ульф
МПК: B65D 30/10, B65B 3/04, B31B 1/74, B65B 1/04, B65D 33/36
Мітки: спосіб, також, виготовлення, контейнера, пристрій, наповнення, контейнер
Формула / Реферат:
1. Контейнер для рідкого або порошкоподібного вмісту, що містить стінки, які сполучені між собою таким чином, що утворюють закриту камеру, причому дві протилежні бічні стінки сполучені вздовж загальної з'єднувальної ділянки, причому контейнер має канальний засіб, який утворений між двома бічними стінками і проходить від камери до зовнішньої сторони контейнера, який відрізняється тим, що стінки є гнучкими, так що об'єм камери залежить від...
Впускна система для приєднання контейнера до системи з’єднання, контейнер для сировинного матеріалу, машина, яка може наповнюватися за допомогою контейнера, спосіб приєднання контейнера до машини, система для п
Номер патенту: 98968
Опубліковано: 10.07.2012
Автори: Кернкамп Мішель, Джаггі Петер, Хентцель Стефані, Бергдал Йоган, Мелдрум Джон
МПК: A47J 31/40, G07F 11/00, B65D 51/20, G07F 13/00
Мітки: машини, система, наповнюватися, контейнера, приєднання, системі, сировинного, матеріалу, з'єднання, контейнер, машина, яка, допомогою, спосіб, впускна
Формула / Реферат:
1. Впускна система (1) для приєднання контейнера (3), що включає ємність (2) та випускний отвір (6), до системи з'єднання (14) із впускним отвором, причому така впускна система включає:- основну юбку (4), що може приєднуватися до випускного отвору (6) контейнера, із з'єднувальною частиною та вивантажувальною частиною (7),- лійку (8), приєднану до внутрішньої стінки юбки, яка звужується до випускного отвору (9) в напрямку...