Спосіб виготовлення оболонки контейнера, спосіб виготовлення контейнера, оболонка, контейнер і спосіб зберігання
Номер патенту: 61996
Опубліковано: 15.12.2003
Автори: Андерссон Клаес-Йєран, Хедман Томмі, Філдінг Петер Бернард, Ніколас Едвард Девід
Формула / Реферат
1. Спосіб виготовлення корозійно стійкої оболонки контейнера для радіоактивних матеріалів, при якому зварюють одна з одною за допомогою тертя щонайменше дві секції з міді або мідного сплаву.
2. Спосіб за п. 1, який відрізняється тим, що зварюють одна з одною за допомогою тертя всі секції оболонки.
3. Спосіб за пп. 1 або 2, який відрізняється тим, що в оболонці передбачають отвір, виконаний з можливістю завантаження через нього радіоактивного матеріалу, при цьому одна з секцій містить кришку для закриття отвору.
4. Спосіб за п. 3, який відрізняється тим, що кришка і стінка оболонки, яка оточує отвір, скошені, так що кришка утримується оболонкою перед приваренням кришки до стінки.
5. Спосіб за п. 3, який відрізняється тим, що щонайменше частина кришки має поперечний розмір, більший ніж відповідний розмір стінки оболонки, яка оточує отвір, так що кришка утримується оболонкою перед приваренням кришки до стінки.
6. Спосіб за будь-яким з пп. 1-5, який відрізняється тим, що стадія зварювання передбачає утримання секцій оболонки в нерухомому стані і переміщення інструмента для зварювання тертям за лінією з'єднання між сусідніми секціями.
7. Спосіб виготовлення контейнера для радіоактивних матеріалів, при якому проводять виготовлення оболонки з отвором згідно з п. 3 і передбачають всередині оболонки конструкцію для розміщення радіоактивних матеріалів.
8. Спосіб за п. 7, який відрізняється тим, що конструкція призначена для розміщення паливних стрижнів.
9. Корозійностійка оболонка контейнера для радіоактивних матеріалів, що містить щонайменше дві секції з міді або мідного сплаву, які зварені одна з одною за допомогою зварювання тертям.
10. Контейнер для радіоактивних матеріалів, який містить корозійностійку оболонку за п. 9 і конструкцію всередині оболонки для розміщення радіоактивних матеріалів, причому оболонка відкрита для забезпечення завантаження радіоактивного матеріалу в конструкцію.
11. Спосіб зберігання радіоактивного матеріалу, при якому використовують контейнер за п. 10, або виготовляють контейнер за п. 7 або п. 8, або використовують контейнер, що має оболонку за п. 9, або виготовляють її за будь-яким з пп. 1-6, завантажують радіоактивний матеріал в контейнер через отвір і приварюють кришку до отвору таким чином, щоб радіоактивний матеріал повністю знаходився всередині контейнера.
12. Спосіб за п. 11, який відрізняється тим, що отвір протягом стадій завантаження і зварювання звернений вгору.
13. Спосіб за пп. 11 або 12, який відрізняється тим, що кришку приварюють до оболонки зварюванням тертям.
14. Спосіб за будь-яким з пп. 11-13, який відрізняється тим, що радіоактивний матеріал містить радіоактивні відходи.
Текст
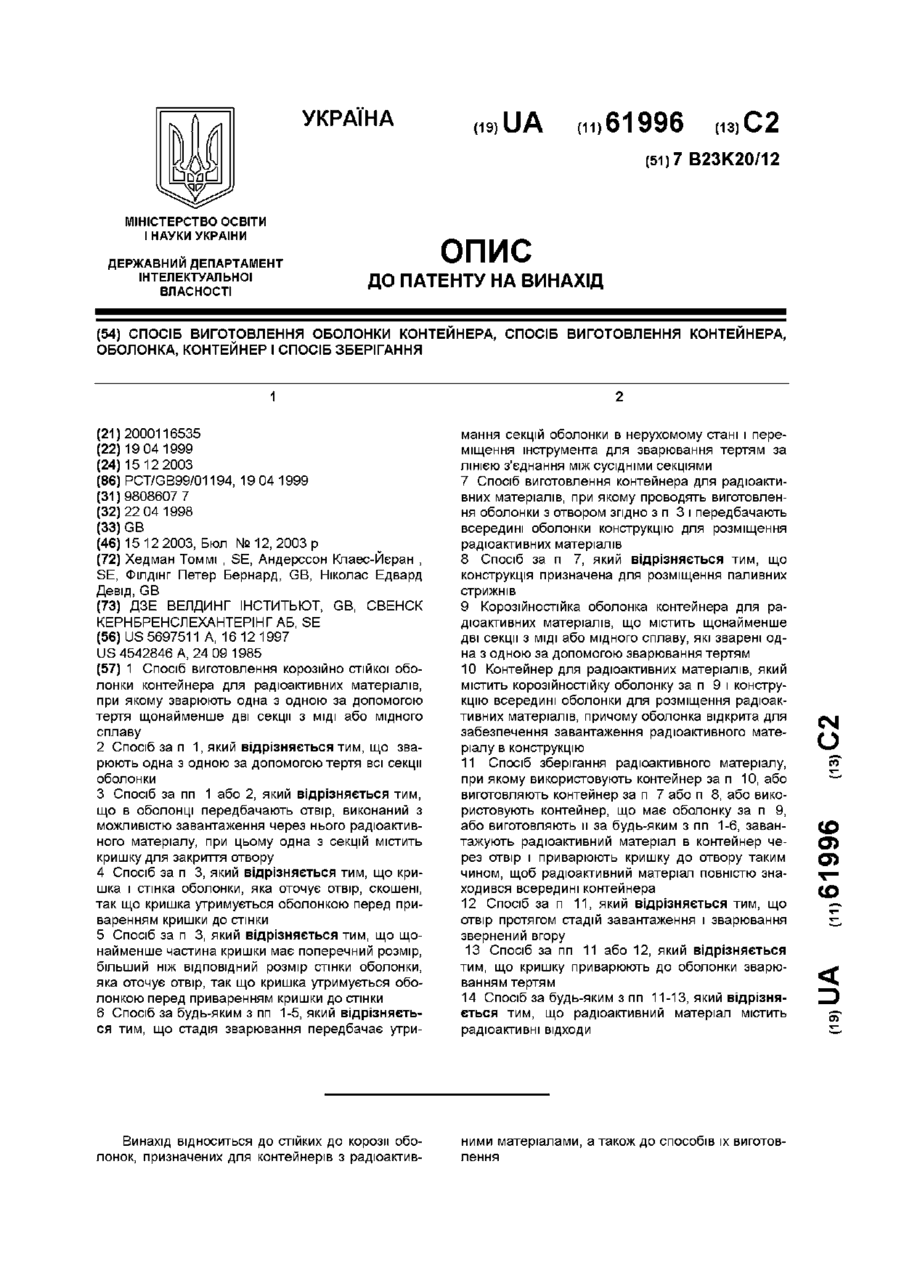
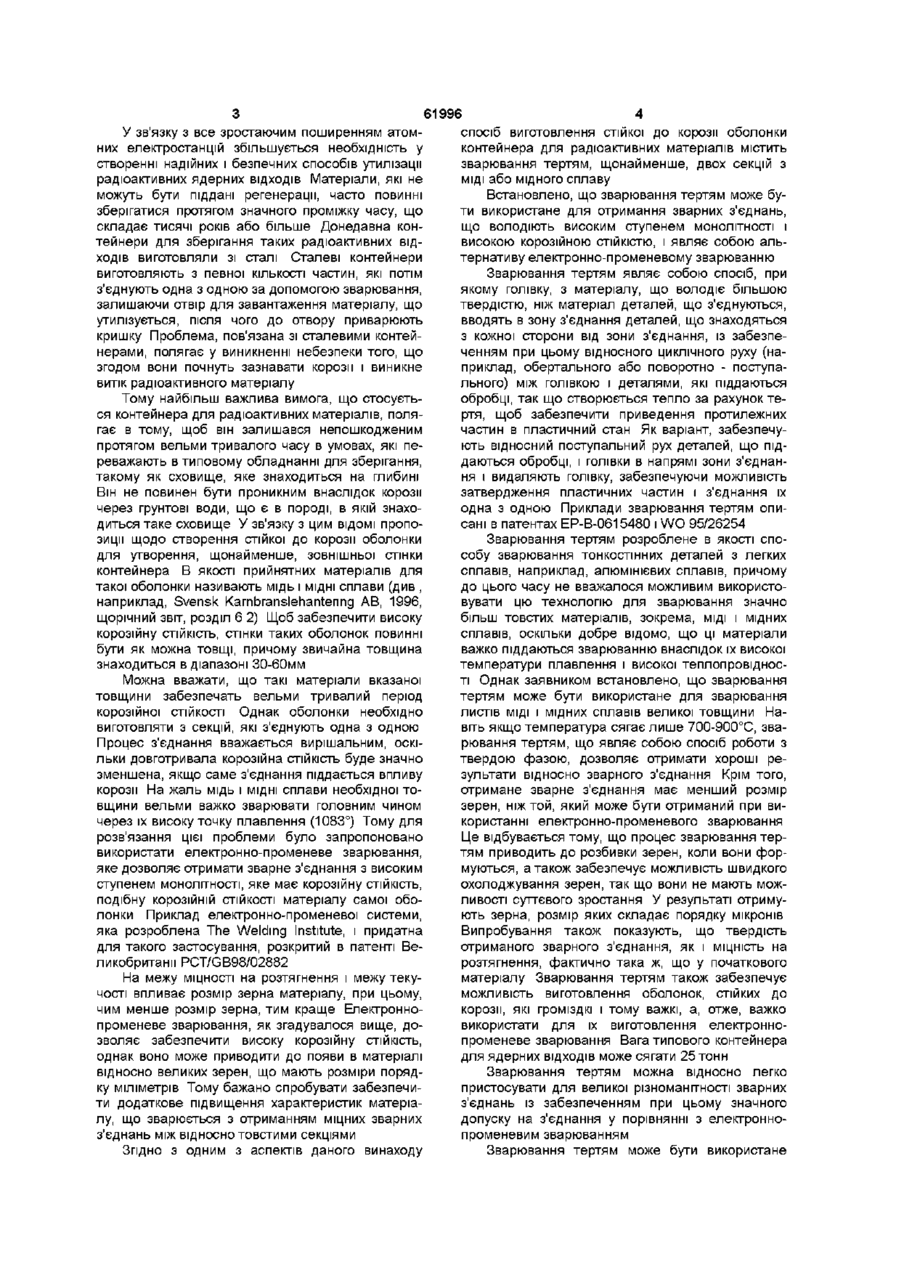
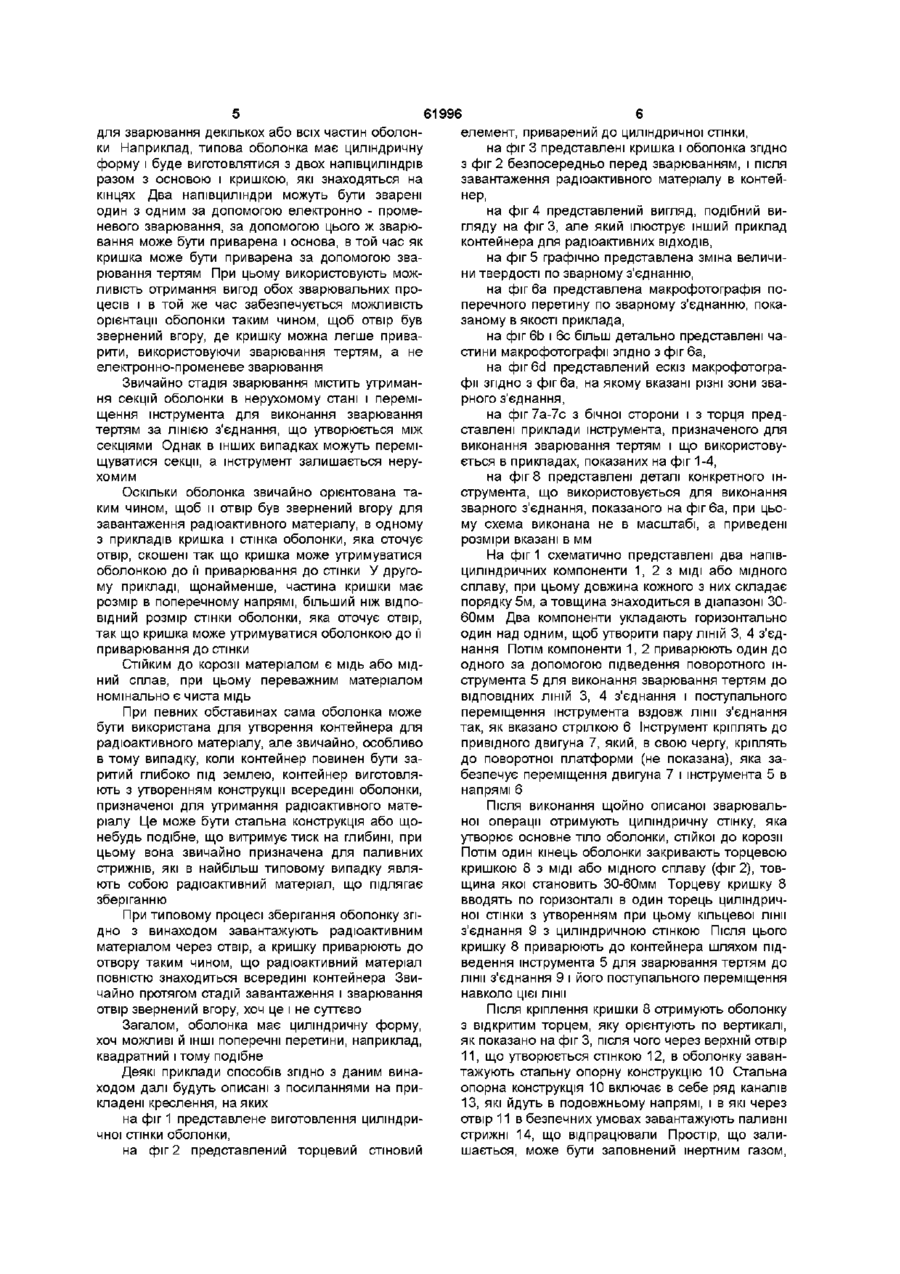
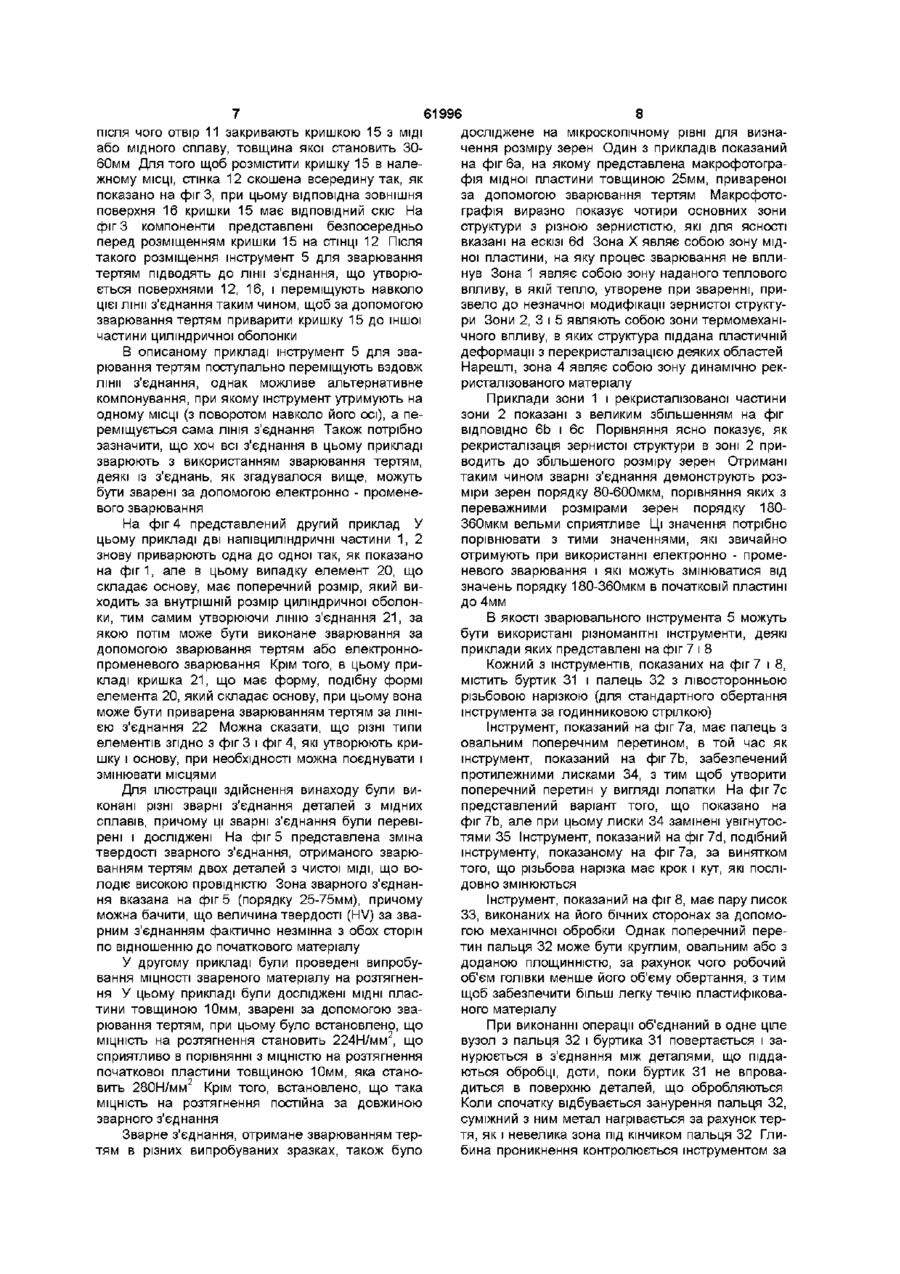
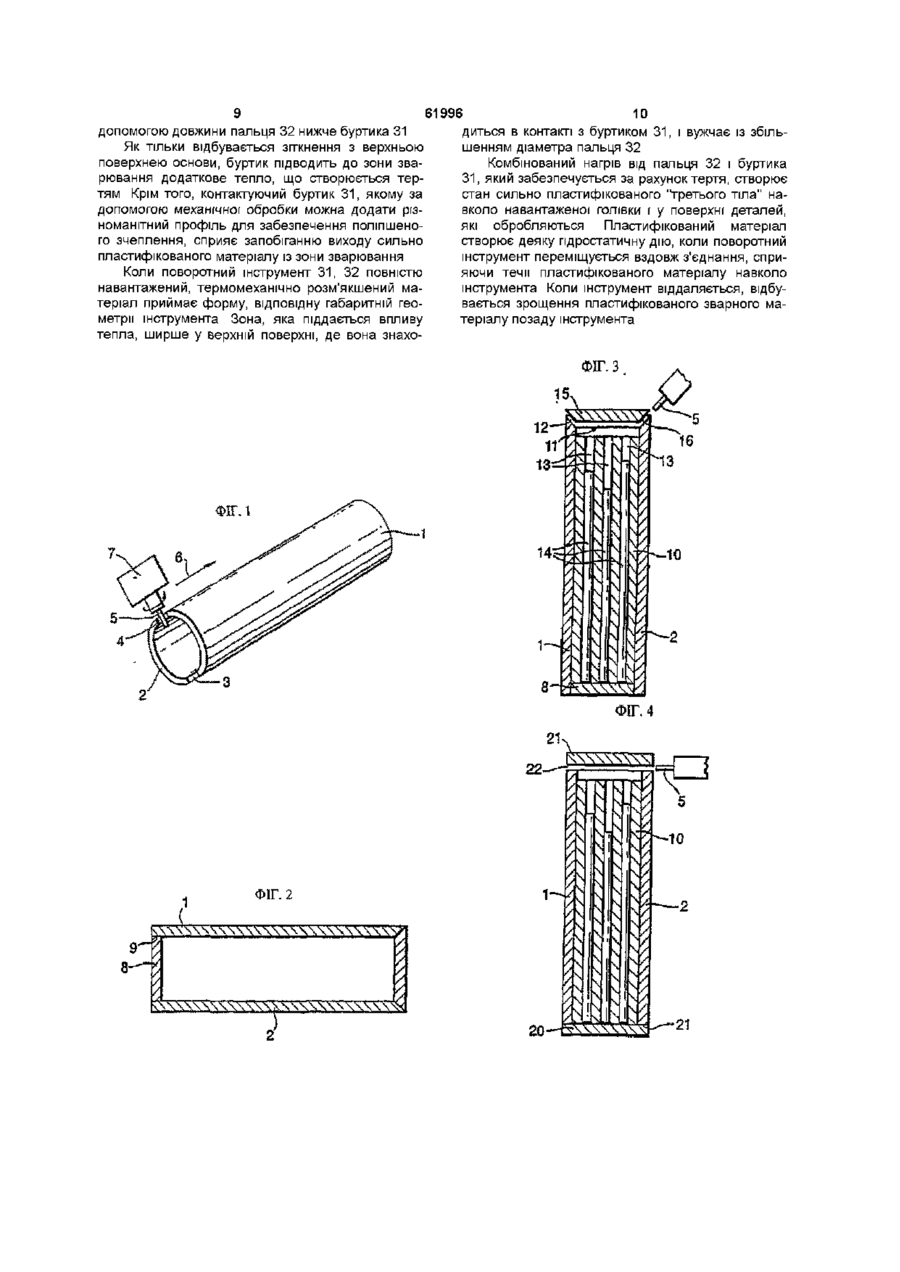
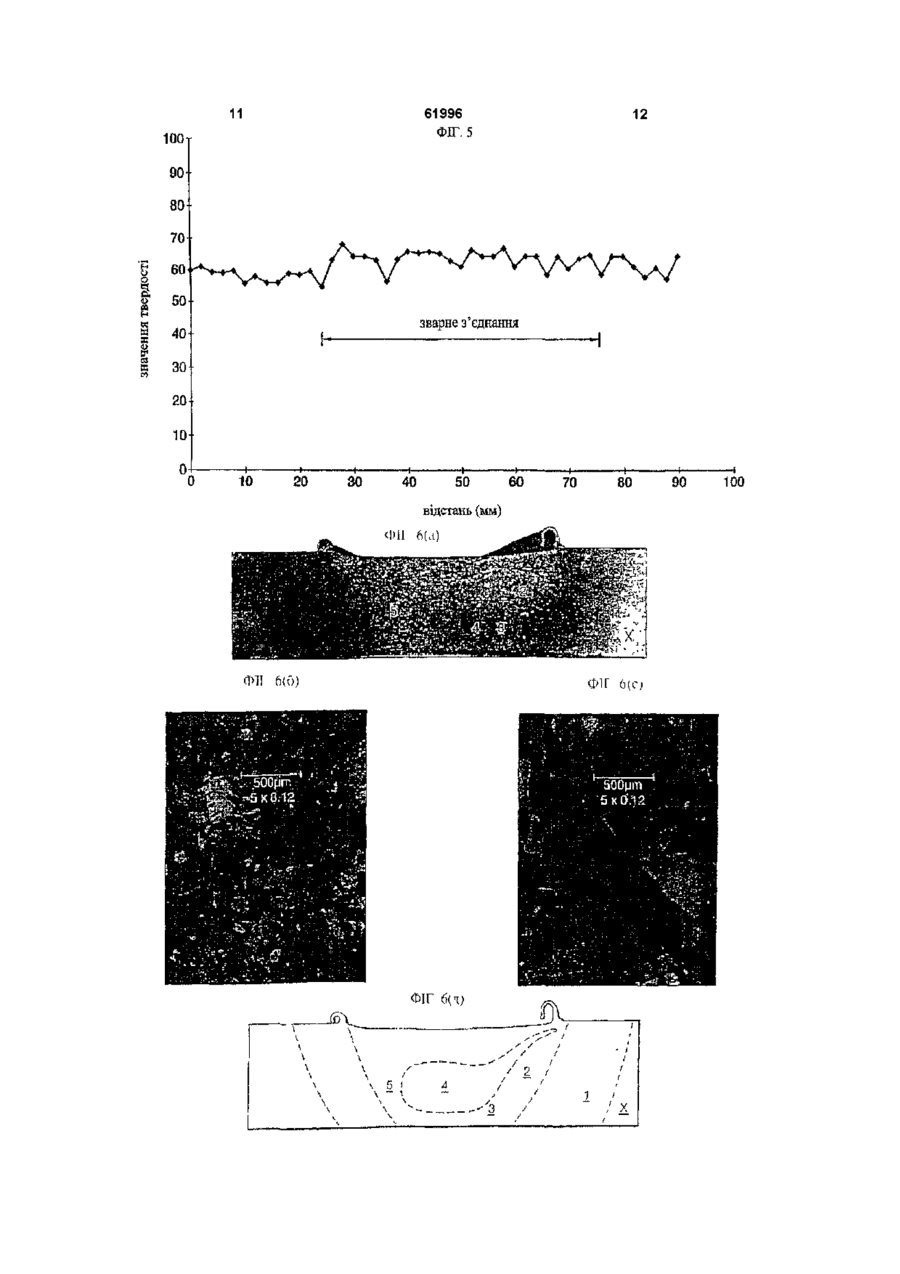
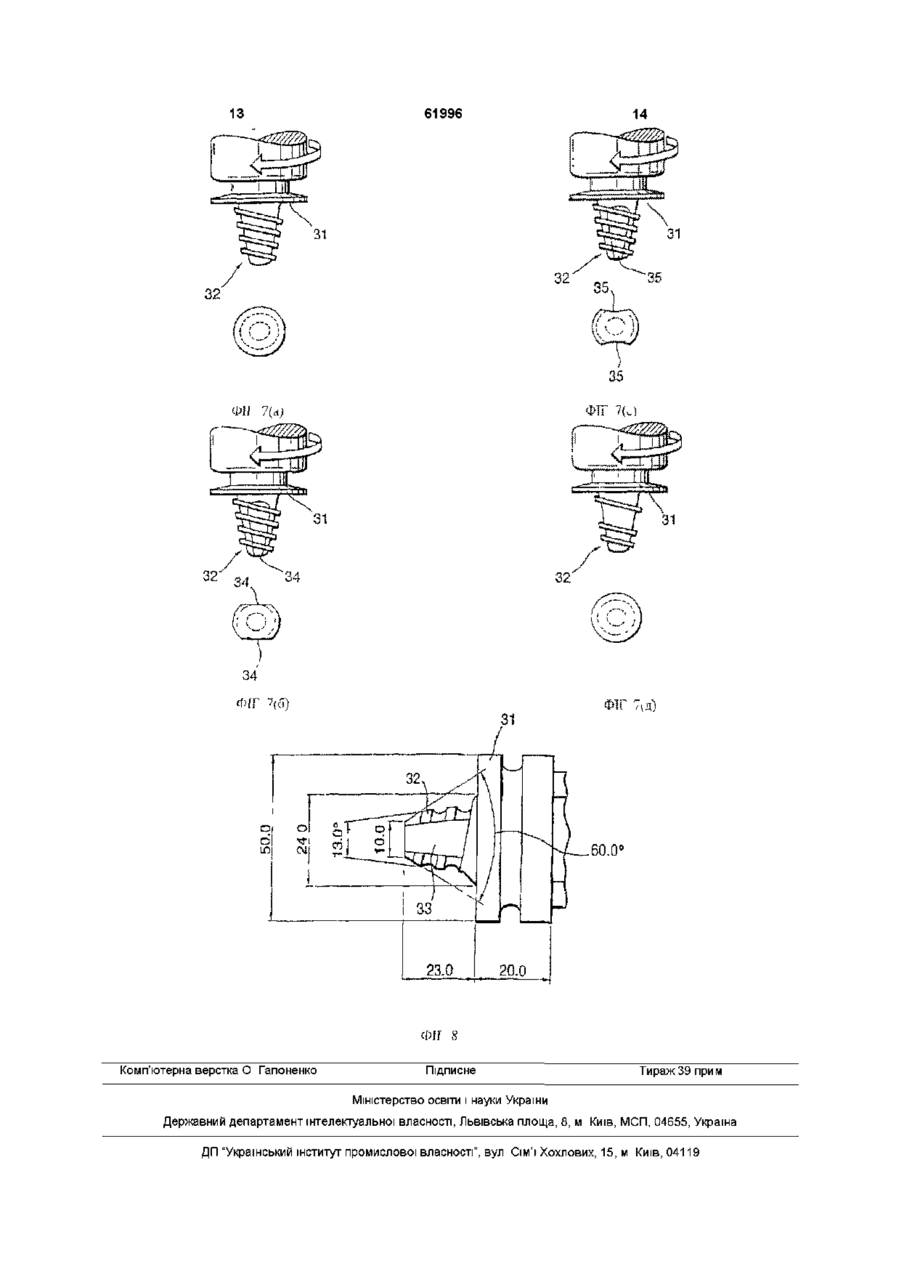
1 Спосіб виготовлення корозійно стійкої оболонки контейнера для радіоактивних матеріалів, при якому зварюють одна з одною за допомогою тертя щонайменше дві секції з МІДІ або мідного сплаву 2 Спосіб за п 1, який відрізняється тим, що зварюють одна з одною за допомогою тертя всі секції оболонки 3 Спосіб за пп 1 або 2, який відрізняється тим, що в оболонці передбачають отвір, виконаний з можливістю завантаження через нього радіоактивного матеріалу, при цьому одна з секцій містить кришку для закриття отвору 4 Спосіб за п 3, який відрізняється тим, що кришка і стінка оболонки, яка оточує отвір, скошені, так що кришка утримується оболонкою перед приваренням кришки до стінки 5 Спосіб за п 3, який відрізняється тим, що щонайменше частина кришки має поперечний розмір, більший ніж ВІДПОВІДНИЙ розмір стінки оболонки, яка оточує отвір, так що кришка утримується оболонкою перед приваренням кришки до стінки 6 Спосіб за будь-яким з пп 1-5, який відрізняється тим, що стадія зварювання передбачає утри мання секцій оболонки в нерухомому стані і переміщення інструмента для зварювання тертям за ЛІНІЄЮ з'єднання між сусідніми секціями 7 Спосіб виготовлення контейнера для радіоактивних матеріалів, при якому проводять виготовлення оболонки з отвором згідно з п 3 і передбачають всередині оболонки конструкцію для розміщення радіоактивних матеріалів 8 Спосіб за п 7, який відрізняється тим, що конструкція призначена для розміщення паливних стрижнів 9 Корозійностійка оболонка контейнера для радіоактивних матеріалів, що містить щонайменше дві секції з МІДІ або мідного сплаву, які зварені одна з одною за допомогою зварювання тертям 10 Контейнер для радіоактивних матеріалів, який містить корозійностійку оболонку за п 9 і конструкцію всередині оболонки для розміщення радіоактивних матеріалів, причому оболонка відкрита для забезпечення завантаження радіоактивного матеріалу в конструкцію 11 Спосіб зберігання радіоактивного матеріалу, при якому використовують контейнер за п 10, або виготовляють контейнер за п 7 або п 8, або використовують контейнер, що має оболонку за п 9, або виготовляють и за будь-яким з пп 1-6, завантажують радіоактивний матеріал в контейнер через отвір і приварюють кришку до отвору таким чином, щоб радіоактивний матеріал повністю знаходився всередині контейнера 12 Спосіб за п 11, який відрізняється тим, що отвір протягом стадій завантаження і зварювання звернений вгору 13 Спосіб за пп 11 або 12, який відрізняється тим, що кришку приварюють до оболонки зварюванням тертям 14 Спосіб за будь-яким з пп 11-13, який відрізняється тим, що радіоактивний матеріал містить радіоактивні відходи Винахід відноситься до стійких до корозії оболонок, призначених для контейнерів з радіоактив ними матеріалами, а також до способів їх виготовлення (33) GB О (О О> (О 61996 У зв'язку з все зростаючим поширенням атомних електростанцій збільшується необхідність у створенні надійних і безпечних способів утилізації радіоактивних ядерних ВІДХОДІВ Матеріали, які не можуть бути піддані регенерації, часто повинні зберігатися протягом значного проміжку часу, що складає тисячі років або більше Донедавна контейнери для зберігання таких радіоактивних ВІДХОДІВ виготовляли зі сталі Сталеві контейнери виготовляють з певної КІЛЬКОСТІ частин, які потім з'єднують одна з одною за допомогою зварювання, залишаючи отвір для завантаження матеріалу, що утилізується, після чого до отвору приварюють кришку Проблема, пов'язана зі сталевими контейнерами, полягає у виникненні небезпеки того, що згодом вони почнуть зазнавати корозії і виникне витік радіоактивного матеріалу Тому найбільш важлива вимога, що стосується контейнера для радіоактивних матеріалів, полягає в тому, щоб він залишався непошкодженим протягом вельми тривалого часу в умовах, які переважають в типовому обладнанні для зберігання, такому як сховище, яке знаходиться на глибині Він не повинен бути проникним внаслідок корозії через грунтові води, що є в породі, в якій знаходиться таке сховище У зв'язку з цим ВІДОМІ пропозиції щодо створення стійкої до корозії оболонки для утворення, щонайменше, зовнішньої стінки контейнера В якості прийнятних матеріалів для такої оболонки називають мідь і МІДНІ сплави (див , наприклад, Svensk Karnbranslehantering AB, 1996, щорічний звіт, розділ 6 2) Щоб забезпечити високу корозійну СТІЙКІСТЬ, стінки таких оболонок повинні бути як можна товщі, причому звичайна товщина знаходиться в діапазоні 30-60мм Можна вважати, що такі матеріали вказаної товщини забезпечать вельми тривалий період корозійної СТІЙКОСТІ Однак оболонки необхідно виготовляти з секцій, які з'єднують одна з одною Процес з'єднання вважається вирішальним, оскільки довготривала корозійна СТІЙКІСТЬ буде значно зменшена, якщо саме з'єднання піддається впливу корозії На жаль мідь і МІДНІ сплави необхідної товщини вельми важко зварювати головним чином через їх високу точку плавлення (1083°) Тому для розв'язання цієї проблеми було запропоновано використати електронно-променеве зварювання, яке дозволяє отримати зварне з'єднання з високим ступенем МОНОЛІТНОСТІ, яке має корозійну СТІЙКІСТЬ, подібну корозійній СТІЙКОСТІ матеріалу самої оболонки Приклад електронно-променевої системи, яка розроблена The Welding Institute, і придатна для такого застосування, розкритий в патенті Великобританії PCT/GB98/02882 На межу МІЦНОСТІ на розтягнення і межу текучості впливає розмір зерна матеріалу, при цьому, чим менше розмір зерна, тим краще Епектроннопроменеве зварювання, як згадувалося вище, дозволяє забезпечити високу корозійну СТІЙКІСТЬ, однак воно може приводити до появи в матеріалі відносно великих зерен, що мають розміри порядку міліметрів Тому бажано спробувати забезпечити додаткове підвищення характеристик матеріалу, що зварюється з отриманням міцних зварних з'єднань між відносно товстими секціями Згідно З ОДНИМ З аспектів даного винаходу 4 спосіб виготовлення стійкої до корозії оболонки контейнера для радіоактивних матеріалів містить зварювання тертям, щонайменше, двох секцій з МІДІ або мідного сплаву Встановлено, що зварювання тертям може бути використане для отримання зварних з'єднань, що володіють високим ступенем МОНОЛІТНОСТІ і високою корозійною СТІЙКІСТЮ, і являє собою альтернативу електронно-променевому зварюванню Зварювання тертям являє собою спосіб, при якому голівку, з матеріалу, що володіє більшою твердістю, ніж матеріал деталей, що з'єднуються, вводять в зону з'єднання деталей, що знаходяться з кожної сторони від зони з'єднання, із забезпеченням при цьому відносного циклічного руху (наприклад, обертального або поворотно - поступального) між голівкою і деталями, які піддаються обробці, так що створюється тепло за рахунок тертя, щоб забезпечити приведення протилежних частин в пластичний стан Як варіант, забезпечують відносний поступальний рух деталей, що піддаються обробці, і голівки в напрямі зони з'єднання і видаляють голівку, забезпечуючи можливість затвердження пластичних частин і з'єднання їх одна з одною Приклади зварювання тертям описані в патентах ЕР-В-0615480 і WO 95/26254 Зварювання тертям розроблене в якості способу зварювання тонкостінних деталей з легких сплавів, наприклад, алюмінієвих сплавів, причому до цього часу не вважалося можливим використовувати цю технологію для зварювання значно більш товстих матеріалів, зокрема, МІДІ І МІДНИХ сплавів, оскільки добре відомо, що ці матеріали важко піддаються зварюванню внаслідок їх високої температури плавлення і високої теплопровідності Однак заявником встановлено, що зварювання тертям може бути використане для зварювання листів МІДІ і мідних сплавів великої товщини Навіть якщо температура сягає лише 700-900°С, зварювання тертям, що являє собою спосіб роботи з твердою фазою, дозволяє отримати хороші результати відносно зварного з'єднання Крім того, отримане зварне з'єднання має менший розмір зерен, ніж той, який може бути отриманий при використанні електронно-променевого зварювання Це відбувається тому, що процес зварювання тертям приводить до розбивки зерен, коли вони формуються, а також забезпечує можливість швидкого охолоджування зерен, так що вони не мають можливості суттєвого зростання У результаті отримують зерна, розмір яких складає порядку мікронів Випробування також показують, що твердість отриманого зварного з'єднання, як і МІЦНІСТЬ на розтягнення, фактично така ж, що у початкового матеріалу Зварювання тертям також забезпечує можливість виготовлення оболонок, стійких до корозії, які громіздкі і тому важкі, а, отже, важко використати для їх виготовлення електроннопроменеве зварювання Вага типового контейнера для ядерних ВІДХОДІВ може сягати 25 тонн Зварювання тертям можна відносно легко пристосувати для великої різноманітності зварних з'єднань із забезпеченням при цьому значного допуску на з'єднання у порівнянні з електроннопроменевим зварюванням Зварювання тертям може бути використане 61996 для зварювання декількох або всіх частин оболонелемент, приварений до циліндричної стінки, ки Наприклад, типова оболонка має циліндричну на фіг 3 представлені кришка і оболонка згідно форму і буде виготовлятися з двох напівциліндрів з фіг 2 безпосередньо перед зварюванням, і після разом з основою і кришкою, які знаходяться на завантаження радіоактивного матеріалу в контейкінцях Два напівциліндри можуть бути зварені нер, один з одним за допомогою електронно - промена фіг 4 представлений вигляд, подібний виневого зварювання, за допомогою цього ж зварюгляду на фіг 3, але який ілюструє інший приклад вання може бути приварена і основа, в той час як контейнера для радіоактивних ВІДХОДІВ, кришка може бути приварена за допомогою звана фіг 5 графічно представлена зміна величирювання тертям При цьому використовують можни твердості по зварному з'єднанню, ливість отримання вигод обох зварювальних прона фіг 6а представлена макрофото граф ія поцесів і в той же час забезпечується можливість перечного перетину по зварному з'єднанню, покаорієнтації оболонки таким чином, щоб отвір був заному в якості приклада, звернений вгору, де кришку можна легше привана фіг 6Ь і 6с більш детально представлені чарити, використовуючи зварювання тертям, а не стини макрофотографм згідно з фіг 6а, електронно-променеве зварювання на фіг 6d представлений ескіз макрофотографм згідно з фіг 6а, на якому вказані різні зони зваЗвичайно стадія зварювання містить утриманрного з'єднання, ня секцій оболонки в нерухомому стані і переміщення інструмента для виконання зварювання на фіг7а-7с з бічної сторони і з торця предтертям за ЛІНІЄЮ з'єднання, що утворюється між ставлені приклади інструмента, призначеного для секціями Однак в інших випадках можуть перемівиконання зварювання тертям і що використовущуватися секції, а інструмент залишається нерується в прикладах, показаних на фіг 1-4, хомим на фіг 8 представлені деталі конкретного інструмента, що використовується для виконання Оскільки оболонка звичайно орієнтована тазварного з'єднання, показаного на фіг 6а, при цьоким чином, щоб и отвір був звернений вгору для му схема виконана не в масштабі, а приведені завантаження радіоактивного матеріалу, в одному розміри вказані в мм з прикладів кришка і стінка оболонки, яка оточує отвір, скошені так що кришка може утримуватися На фіг 1 схематично представлені два напівоболонкою до її приварювання до стінки У другоциліндричних компоненти 1, 2 з МІДІ або мідного му прикладі, щонайменше, частина кришки має сплаву, при цьому довжина кожного з них складає розмір в поперечному напрямі, більший ніж ВІДПОпорядку 5м, а товщина знаходиться в діапазоні 30ВІДНИЙ розмір стінки оболонки, яка оточує отвір, 60мм Два компоненти укладають горизонтально так що кришка може утримуватися оболонкою до її один над одним, щоб утворити пару ЛІНІЙ 3, 4 з'єдприварювання до стінки нання Потім компоненти 1, 2 приварюють один до одного за допомогою підведення поворотного інСтійким ДО корозії матеріалом є мідь або мідструмента 5 для виконання зварювання тертям до ний сплав, при цьому переважним матеріалом ВІДПОВІДНИХ ЛІНІЙ 3, 4 з'єднання і поступального номінально є чиста мідь переміщення інструмента вздовж лінії з'єднання При певних обставинах сама оболонка може так, як вказано стрілкою 6 Інструмент кріплять до бути використана для утворення контейнера для привідного двигуна 7, який, в свою чергу, кріплять радіоактивного матеріалу, але звичайно, особливо до поворотної платформи (не показана), яка зав тому випадку, коли контейнер повинен бути забезпечує переміщення двигуна 7 і інструмента 5 в ритий глибоко під землею, контейнер виготовлянапрямі 6 ють з утворенням конструкції всередині оболонки, призначеної для утримання радіоактивного матеПісля виконання щойно описаної зварювальріалу Це може бути стальна конструкція або щоної операції отримують циліндричну стінку, яка небудь подібне, що витримує тиск на глибині, при утворює основне тіло оболонки, стійкої до корозії цьому вона звичайно призначена для паливних Потім ОДИН кінець оболонки закривають торцевою стрижнів, які в найбільш типовому випадку являкришкою 8 з МІДІ або мідного сплаву (фіг 2), товють собою радіоактивний матеріал, що підлягає щина якої становить 30-60мм Торцеву кришку 8 зберіганню вводять по горизонталі в один торець циліндричної стінки з утворенням при цьому кільцевої лінії При типовому процесі зберігання оболонку згіз'єднання 9 з циліндричною стінкою Після цього дно з винаходом завантажують радіоактивним кришку 8 приварюють до контейнера шляхом підматеріалом через отвір, а кришку приварюють до ведення інструмента 5 для зварювання тертям до отвору таким чином, що радіоактивний матеріал лінії з'єднання 9 і його поступального переміщення повністю знаходиться всередині контейнера Звинавколо цієї лінії чайно протягом стадій завантаження і зварювання отвір звернений вгору, хоч це і не суттєво Після кріплення кришки 8 отримують оболонку з відкритим торцем, яку орієнтують по вертикалі, Загалом, оболонка має циліндричну форму, як показано на фіг 3, після чого через верхній отвір хоч можливі й ІНШІ поперечні перетини, наприклад, 11, що утворюється стінкою 12, в оболонку заванквадратний і тому подібне тажують стальну опорну конструкцію 10 Стальна Деякі приклади способів згідно з даним винаопорна конструкція 10 включає в себе ряд каналів ходом далі будуть описані з посиланнями на при13, які йдуть в подовжньому напрямі, і в які через кладені креслення, на яких отвір 11 в безпечних умовах завантажують паливні на фіг 1 представлене виготовлення циліндристрижні 14, що відпрацювали Простір, що заличної стінки оболонки, шається, може бути заповнений інертним газом, на фіг 2 представлений торцевий стіновий 61996 8 досліджене на мікроскопічному рівні для визначення розміру зерен Один з прикладів показаний на фіг 6а, на якому представлена макрофотографія мідної пластини товщиною 25мм, привареної за допомогою зварювання тертям Макрофотоповерхня 16 кришки 15 має ВІДПОВІДНИЙ СКІС На графія виразно показує чотири основних зони фіг 3 компоненти представлені безпосередньо структури з різною зернистістю, які для ясності перед розміщенням кришки 15 на СТІНЦІ 12 Після вказані на ескізі 6d Зона X являє собою зону мідтакого розміщення інструмент 5 для зварювання ної пластини, на яку процес зварювання не вплитертям підводять до лінії з'єднання, що утворюнув Зона 1 являє собою зону наданого теплового ється поверхнями 12, 16, і переміщують навколо впливу, в якій тепло, утворене при зваренні, прицієї лінії з'єднання таким чином, щоб за допомогою звело до незначної модифікації зернистої структузварювання тертям приварити кришку 15 до іншої ри Зони 2, 3 і 5 являють собою зони термомеханічастини циліндричної оболонки чного впливу, в яких структура піддана пластичній деформації з перекристалізацією деяких областей В описаному прикладі інструмент 5 для зваНарешті, зона 4 являє собою зону динамічно рекрювання тертям поступально переміщують вздовж ристалізованого матеріалу лінії з'єднання, однак можливе альтернативне компонування, при якому інструмент утримують на Приклади зони 1 і рекристалізованої частини одному МІСЦІ (з поворотом навколо його осі), а пезони 2 показані з великим збільшенням на фіг реміщується сама ЛІНІЯ з'єднання Також потрібно ВІДПОВІДНО 6Ь і 6с Порівняння ясно показує, як зазначити, що хоч всі з'єднання в цьому прикладі рекристалізація зернистої структури в зоні 2 призварюють з використанням зварювання тертям, водить до збільшеного розміру зерен Отримані деякі із з'єднань, як згадувалося вище, можуть таким чином зварні з'єднання демонструють розбути зварені за допомогою електронно - променеміри зерен порядку 80-бООмкм, порівняння яких з вого зварювання переважними розмірами зерен порядку 180ЗбОмкм вельми сприятливе Ці значення потрібно На фіг 4 представлений другий приклад У порівнювати з тими значеннями, які звичайно цьому прикладі дві напівциліндричні частини 1, 2 отримують при використанні електронно - промезнову приварюють одна до одної так, як показано невого зварювання і які можуть змінюватися від на фіг1, але в цьому випадку елемент 20, що значень порядку 180-360мкм в початковій пластині складає основу, має поперечний розмір, який видо 4мм ходить за внутрішній розмір циліндричної оболонки, тим самим утворюючи ЛІНІЮ з'єднання 21, за В якості зварювального інструмента 5 можуть якою потім може бути виконане зварювання за бути використані різноманітні інструменти, деякі допомогою зварювання тертям або електронноприклади яких представлені на фіг 7 і 8 променевого зварювання Крім того, в цьому приКожний з інструментів, показаних на фіг 7 і 8, кладі кришка 21, що має форму, подібну формі містить буртик 31 і палець 32 з лівосторонньою елемента 20, який складає основу, при цьому вона різьбовою нарізкою (для стандартного обертання може бути приварена зварюванням тертям за ЛІНІінструмента за годинниковою стрілкою) ЄЮ з'єднання 22 Можна сказати, що різні типи Інструмент, показаний на фіг 7а, має палець з елементів згідно з фіг 3 і фіг 4, які утворюють криовальним поперечним перетином, в той час як шку і основу, при необхідності можна поєднувати і інструмент, показаний на фіг 7Ь, забезпечений змінювати місцями протилежними лисками 34, з тим щоб утворити поперечний перетин у вигляді лопатки На фіг 7с Для ілюстрації здійснення винаходу були випредставлений варіант того, що показано на конані різні зварні з'єднання деталей з мідних фіг7Ь, але при цьому лиски 34 замінені увігнутоссплавів, причому ці зварні з'єднання були перевітями 35 Інструмент, показаний на фіг 7d, подібний рені і досліджені На фіг 5 представлена зміна інструменту, показаному на фіг 7а, за винятком твердості зварного з'єднання, отриманого зварютого, що різьбова нарізка має крок і кут, які посліванням тертям двох деталей з чистої МІДІ, ЩО ВОдовно змінюються ЛОДІЄ високою провідністю Зона зварного з'єднання вказана на фіг 5 (порядку 25-75мм), причому Інструмент, показаний на фіг 8, має пару лисок можна бачити, що величина твердості (HV) за зва33, виконаних на його бічних сторонах за допоморним з'єднанням фактично незмінна з обох сторін гою механічної обробки Однак поперечний перепо відношенню до початкового матеріалу тин пальця 32 може бути круглим, овальним або з доданою площинністю, за рахунок чого робочий У другому прикладі були проведені випробуоб'єм голівки менше його об'єму обертання, з тим вання МІЦНОСТІ звареного матеріалу на розтягненщоб забезпечити більш легку течію пластифікованя У цьому прикладі були досліджені МІДНІ пласного матеріалу тини товщиною 10мм, зварені за допомогою зварювання тертям, при цьому було встановлено, що При виконанні операції об'єднаний в одне ціле МІЦНІСТЬ на розтягнення становить 224Н/мм2, що вузол з пальця 32 і буртика 31 повертається і засприятливо в порівнянні з МІЦНІСТЮ на розтягнення нурюється в з'єднання між деталями, що піддапочаткової пластини товщиною 10мм, яка станоються обробці, доти, поки буртик 31 не впрова2 вить 280Н/мм Крім того, встановлено, що така диться в поверхню деталей, що обробляються МІЦНІСТЬ на розтягнення постійна за довжиною Коли спочатку відбувається занурення пальця 32, зварного з'єднання суміжний з ним метал нагрівається за рахунок тертя, як і невелика зона під кінчиком пальця 32 ГлиЗварне з'єднання, отримане зварюванням тербина проникнення контролюється інструментом за тям в різних випробуваних зразках, також було після чого отвір 11 закривають кришкою 15 з МІДІ або мідного сплаву, товщина якої становить 3060мм Для того щоб розмістити кришку 15 в належному МІСЦІ, стінка 12 скошена всередину так, як показано на фіг 3, при цьому відповідна зовнішня 61996 допомогою довжини пальця 32 нижче буртика 31 Як тільки відбувається зіткнення з верхньою поверхнею основи, буртик підводить до зони зварювання додаткове тепло, що створюється тертям Крім того, контактуючий буртик 31, якому за допомогою механічної обробки можна додати різноманітний профіль для забезпечення поліпшеного зчеплення, сприяє запобіганню виходу сильно пластифікованого матеріалу із зони зварювання Коли поворотний інструмент 31, 32 повністю навантажений, термомеханічно розм'якшений матеріал приймає форму, відповідну габаритній геометри інструмента Зона, яка піддається впливу тепла, ширше у верхній поверхні, де вона знахо 10 диться в контакті з буртиком 31, і вужчає із збільшенням діаметра пальця 32 Комбінований нагрів від пальця 32 і буртика 31, який забезпечується за рахунок тертя, створює стан сильно пластифікованого "третього тіла" навколо навантаженої голівки і у поверхні деталей, які обробляються Пластифікований матеріал створює деяку гідростатичну дію, коли поворотний інструмент переміщується вздовж з'єднання, сприяючи течи пластифікованого матеріалу навколо інструмента Коли інструмент віддаляється, відбувається зрощення пластифікованого зварного матеріалу позаду інструмента ФІГ. З ФІГ. 4 21Y К\\Л\ \\\ \1 22 -10 ФІГ. 2 11 61996 ФІГ. 5 100т 12 90 80 70 60 50 зварне з єднання 40 ЗО 20 10 0 10 20 ЗО 40 50 60 70 80 відстань (мм) Ф11 Ф7І 6{б) ФІГ Ь{о ФІГ ^ \ v_ - — / * — — "^ — / // / 1 / —Л / / / і • І — •— —. \ \ ч \ S \ А 5 і ~ -і \ і \ v ~ . і 1 І X 90 100 13 61996 31 32' 31 ФІГ 8 Комп'ютерна верстка О Гапоненко Підписне Тираж39 прим Міністерство освіти і науки України Державний департамент інтелектуальної власності, Львівська площа, 8, м Київ, МСП, 04655, Україна ДП "Український інститут промислової власності", вул Сім'ї Хохлових, 15, м Київ, 04119
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of fabricating an enclosure, method of fabricating a container, enclosure, container and storage method
Назва патенту російськоюСпособ изготовления оболочки контейнера, способ изготовления контейнера, оболочка, контейнер и способ хранения
МПК / Мітки
МПК: B23K 20/12
Мітки: контейнер, оболонки, спосіб, оболонка, виготовлення, зберігання, контейнера
Код посилання
<a href="https://ua.patents.su/7-61996-sposib-vigotovlennya-obolonki-kontejjnera-sposib-vigotovlennya-kontejjnera-obolonka-kontejjner-i-sposib-zberigannya.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення оболонки контейнера, спосіб виготовлення контейнера, оболонка, контейнер і спосіб зберігання</a>
Контейнер, спосіб і пристрій виготовлення контейнера, а також спосіб і пристрій наповнення контейнера
Номер патенту: 57131
Опубліковано: 16.06.2003
Автори: Моссберг Ульф, Шехольм Йохан
МПК: B65B 1/04, B65D 33/36, B65D 30/10, B65B 3/04, B31B 1/74
Мітки: контейнер, виготовлення, також, спосіб, наповнення, контейнера, пристрій
Формула / Реферат:
1. Контейнер для рідкого або порошкоподібного вмісту, що містить стінки, які сполучені між собою таким чином, що утворюють закриту камеру, причому дві протилежні бічні стінки сполучені вздовж загальної з'єднувальної ділянки, причому контейнер має канальний засіб, який утворений між двома бічними стінками і проходить від камери до зовнішньої сторони контейнера, який відрізняється тим, що стінки є гнучкими, так що об'єм камери залежить від...
Термопластичний контейнер для зберігання харчових продуктів, термопластична пляшка, спосіб її виготовлення та багатошаровий термопластичний контейнер
Номер патенту: 56191
Опубліковано: 15.05.2003
Автори: Чіанг Вейлонг, Кахілл Пол Джеймз, Барскі Роман Ф. Джр., Джонсон Давід С., Чен Стівен Вай., Роттер Джордж Едмунд, Нидерек Вальтер М., Акерлей Дональд Ф.
МПК: B65D 81/26, B32B 27/36, B65D 1/02
Мітки: термопластичний, продуктів, харчових, пляшка, контейнер, термопластична, спосіб, багатошаровий, зберігання, виготовлення
Формула / Реферат:
1. Термопластичний контейнер для зберігання харчових продуктів, що характеризується практично повною відсутністю проникності кисню, який має ємність в інтервалі 0,03-4 л і багатошарову стінку з загальною товщиною в інтервалі 0,1-2 мм, при цьому принаймні один шар стінки містить блок-співполіконденсат, який містить переважно сегменти поліконденсату і сегменти олігомеру олефіну в кількості, що забезпечує спроможність поглинати кисень, причому...
Контейнер для транспортування та зберігання радіоактивного матеріалу та спосіб його виготовлення
Номер патенту: 54529
Опубліковано: 17.03.2003
Автори: Штрут Райнхард, Глушке Конрад
МПК: G21F 5/00
Мітки: матеріалу, контейнер, виготовлення, радіоактивного, спосіб, зберігання, транспортування
Формула / Реферат:
1. Контейнер для транспортування і зберігання радіоактивного матеріалу, який відрізняється тим, що він складається із зовнішньої металевої труби (10) і розташованої в ній внутрішньої металевої труби (12) з утворенням між ними кільцевого проміжку (22) постійної ширини, при цьому кільцевий проміжок (22) між внутрішньою і зовнішньою трубами (12, 10) заповнений важким бетоном, який складається із заповнювача або суміші заповнювачів (28) з...
Контейнер для зберігання та транспортування відпрацьованого ядерного палива
Номер патенту: 782
Опубліковано: 15.03.2001
Автори: Гершуні Олександр Наумович, Ніщик Олександр Павлович, Письменний Євген Миколайович
МПК: G21F 5/10, G21C 19/02
Мітки: палива, контейнер, відпрацьованого, зберігання, транспортування, ядерного
Формула / Реферат:
Контейнер для зберігання та транспортування відпрацьованого ядерного палива, що містить корпус з глухим дном та кришкою, в якому встановлено каністри з паливом, а між каністрами та корпусом розміщено захисний екран, який відрізняється тим, що захисний екран виготовлено у вигляді оболонки з глухим дном з одного боку, яку встановлено в корпус дном до дна з утворенням двох каналів, перший з яких розміщено між каністрами І оболонкою, а другий -...
Контейнер і виштовхувач виробу з контейнера
Номер патенту: 32601
Опубліковано: 15.02.2001
Автори: Медді Тімоті, Джіз Тімоті Л., Еверсон Кіт С.
МПК: A45D 40/00, A45D 33/00
Мітки: виштовхувач, контейнер, виробу, контейнера
Текст:
...sirucwre аьо ihc eo соваеспмі to mc side edge of one panel set^^ .n aod mc otb:r bottom wall 5P{ \хіщ connected 10 the side edge of ic осйег pjntl The rettimng means indudcs coopaMingfirstand second sesnon retaining means provided by at icafii two of tftc cootaiacr п й ч г й л т п к ПР T R P n e v\HTNG5 clcrocBte sdcctea &om the smifimre the amde cjeoor and ^^^^ DESOUmON QF THE Ш K^^TNCjb the bottom wall. ТЪс fTainmg means is adapted...
Попередній патент: Лікарський засіб “гемостим”
Наступний патент: Лікарський засіб “гастроспастин”
Випадковий патент: Стелаж для боєприпасів у бойовій машині