Напрямна каркаса
Номер патенту: 108892
Опубліковано: 25.06.2015
Автори: Паулсен Марк Р., Гулбрандсен Педер Дж., Лехан Джеймс Дж., Ундеркофлер Абрахам М., Хаммонд Джон Л.
Формула / Реферат
1. Напрямна каркаса, виготовлена методом розкочування, що містить лист основної частини й зовнішній лист, при цьому лист основної частини має поперечний переріз, що містить верхнє порожнє посилююче стовщення, вертикальну двошарову шийку, що простягається вниз від стовщення, канал унизу шийки, що виступає в сторони від обох сторін шийки до першого згину й від першого згину нагору до другого згину, полицю, що підтримує панель, що виступає в сторони назовні від кожного із зазначених других згинів до краю, при цьому зовнішній лист обгорнутий навколо зовнішніх поверхонь каналу й нижніх поверхонь полиць і обгорнутий навколо країв полиці й через бічні верхні поверхні полиць, що прилягають до зазначених країв, причому горизонтальна ширина каналу у перших згинів менше, ніж ширина посилюючого стовщення.
2. Напрямна каркаса за п. 1, яка відрізняється тим, що лист основної частини надрізаний по перших згинах.
3. Напрямна каркаса за п. 2, яка відрізняється тим, що надрізи знаходяться на внутрішніх поверхнях каналу.
4. Напрямна каркаса за п. 1, яка відрізняється тим, що зовнішній лист має опуклу форму між першими згинами, так що він вертикально розташований із проміжком від листа основної частини в областях між першими згинами.
5. Спосіб виготовлення методом розкочування напрямної каркаса з стрічок листового металу, що включає формування основної частини з верхнім посилюючим стовщенням, двошаровою вертикальною центральною шийкою, каналом із фрагментами на кожній стороні шийки, при цьому канал на кожній стороні шийки містить частину, у цілому виступаючу убік, і частину, у цілому виступаючу нагору, з'єднаний у згині до частини, що виступає убік, при цьому згин здійснюють шляхом першого надрізання металевої стрічки по лінії, що відповідає розташуванню передбачуваного згину й потім використовують валок, щоб відігнути частину, що виступає нагору, на блоці валків, що не містить валка, протилежного зазначеному валку, зазначеному першим, причому лінії надрізу на кожній стороні шийки розташовані ближче друг до друга, ніж ширина стовщення.
6. Спосіб за п. 5, який відрізняється тим, що включає етап накривання каналу окремою металевою стрічкою.
7. Напрямна каркаса, виготовлена методом розкочування, що містить стрічку листового металу, зігнуту у верхнє порожнє посилююче стовщення з однією стінкою, двошарову шийку нижче стовщення, канал, що виступає в сторони від обох сторін нижнього кінця шийки до вигину й нагору від вигину до узвишшя, що підтримує панель, згин на кожній стороні шийки існує на лінії надрізу, яка проходить поздовжньо, де товщина стрічки локально знижена, при цьому відстань між лініями надрізу не більше, ніж горизонтальна ширина стовщення.
Текст
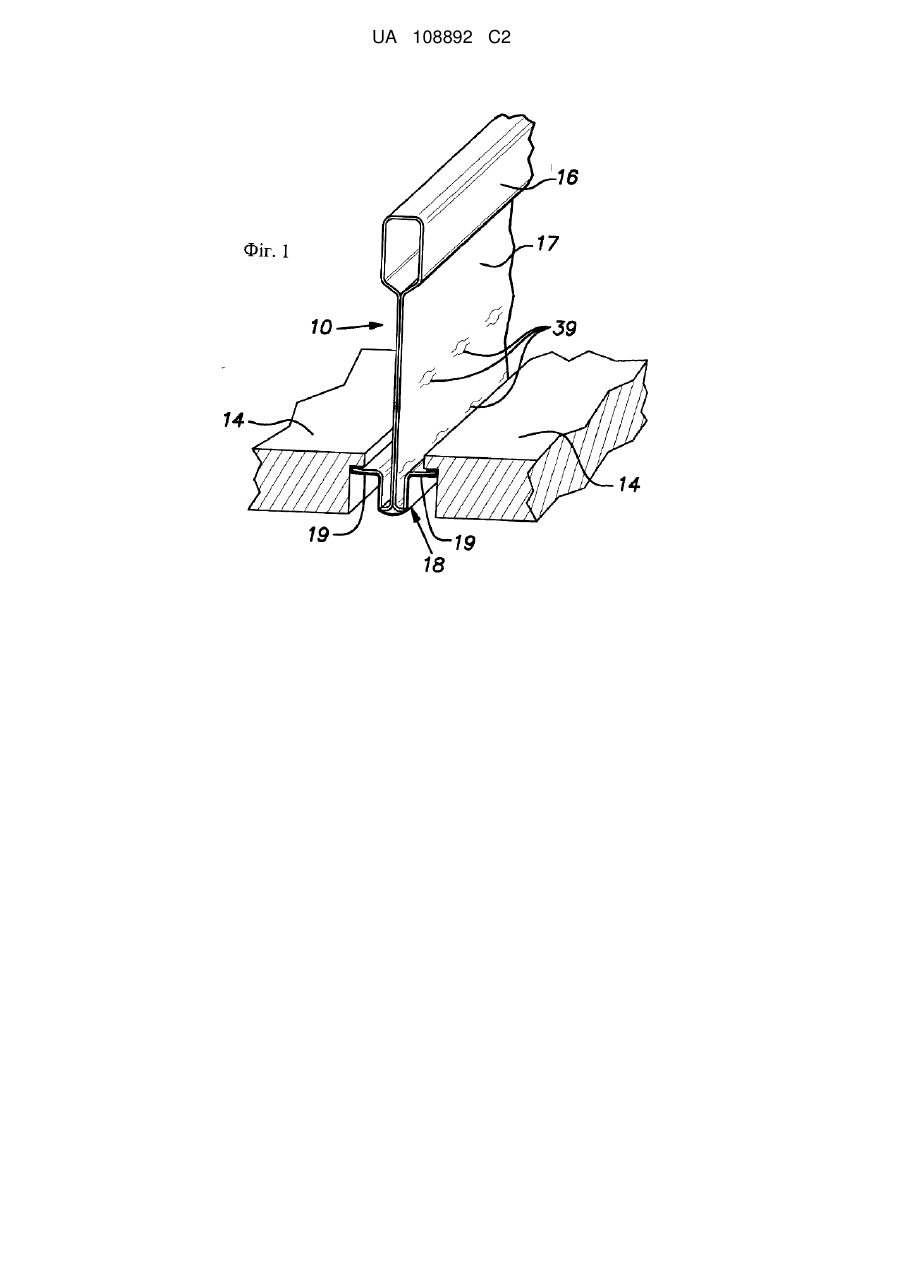
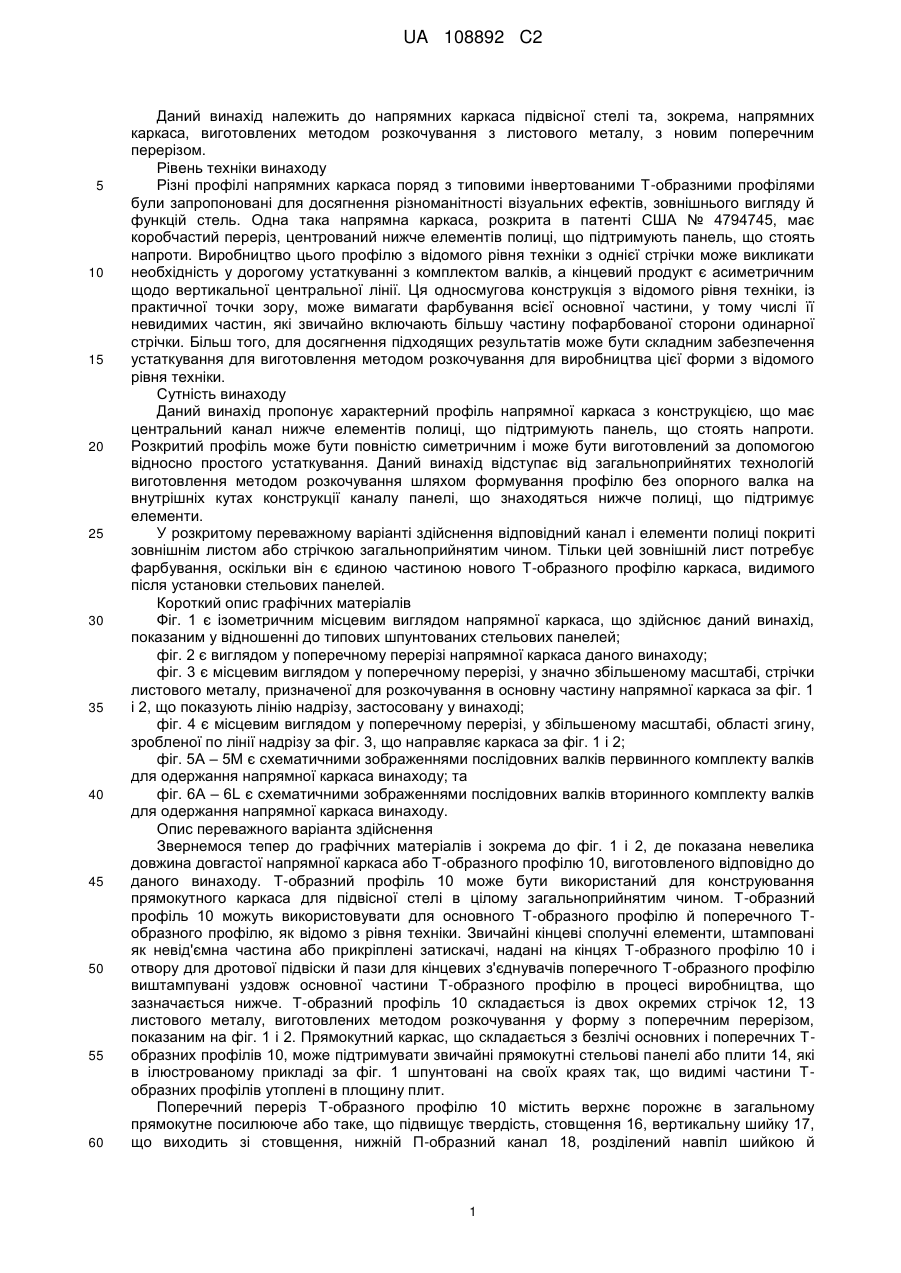
Реферат: Напрямна каркаса, виготовлена методом розкочування, що містить стрічку листового металу, зігнуту у верхнє порожнє посилююче стовщення з однією стінкою, двошарову шийку нижче стовщення, канал, що виступає в сторони від обох сторін нижнього кінця шийки до згину й нагору від згину до узвишшя, що підтримує панель, згин на кожній стороні шийки перебуває на подовжньо минаючій лінії надрізу, де товщина стрічки локально знижена. UA 108892 C2 (12) UA 108892 C2 UA 108892 C2 5 10 15 20 25 30 35 40 45 50 55 60 Даний винахід належить до напрямних каркаса підвісної стелі та, зокрема, напрямних каркаса, виготовлених методом розкочування з листового металу, з новим поперечним перерізом. Рівень техніки винаходу Різні профілі напрямних каркаса поряд з типовими інвертованими Т-образними профілями були запропоновані для досягнення різноманітності візуальних ефектів, зовнішнього вигляду й функцій стель. Одна така напрямна каркаса, розкрита в патенті США № 4794745, має коробчастий переріз, центрований нижче елементів полиці, що підтримують панель, що стоять напроти. Виробництво цього профілю з відомого рівня техніки з однієї стрічки може викликати необхідність у дорогому устаткуванні з комплектом валків, а кінцевий продукт є асиметричним щодо вертикальної центральної лінії. Ця односмугова конструкція з відомого рівня техніки, із практичної точки зору, може вимагати фарбування всієї основної частини, у тому числі її невидимих частин, які звичайно включають більшу частину пофарбованої сторони одинарної стрічки. Більш того, для досягнення підходящих результатів може бути складним забезпечення устаткування для виготовлення методом розкочування для виробництва цієї форми з відомого рівня техніки. Сутність винаходу Даний винахід пропонує характерний профіль напрямної каркаса з конструкцією, що має центральний канал нижче елементів полиці, що підтримують панель, що стоять напроти. Розкритий профіль може бути повністю симетричним і може бути виготовлений за допомогою відносно простого устаткування. Даний винахід відступає від загальноприйнятих технологій виготовлення методом розкочування шляхом формування профілю без опорного валка на внутрішніх кутах конструкції каналу панелі, що знаходяться нижче полиці, що підтримує елементи. У розкритому переважному варіанті здійснення відповідний канал і елементи полиці покриті зовнішнім листом або стрічкою загальноприйнятим чином. Тільки цей зовнішній лист потребує фарбування, оскільки він є єдиною частиною нового Т-образного профілю каркаса, видимого після установки стельових панелей. Короткий опис графічних матеріалів Фіг. 1 є ізометричним місцевим виглядом напрямної каркаса, що здійснює даний винахід, показаним у відношенні до типових шпунтованих стельових панелей; фіг. 2 є виглядом у поперечному перерізі напрямної каркаса даного винаходу; фіг. 3 є місцевим виглядом у поперечному перерізі, у значно збільшеному масштабі, стрічки листового металу, призначеної для розкочування в основну частину напрямної каркаса за фіг. 1 і 2, що показують лінію надрізу, застосовану у винаході; фіг. 4 є місцевим виглядом у поперечному перерізі, у збільшеному масштабі, області згину, зробленої по лінії надрізу за фіг. 3, що направляє каркаса за фіг. 1 і 2; фіг. 5A – 5M є схематичними зображеннями послідовних валків первинного комплекту валків для одержання напрямної каркаса винаходу; та фіг. 6A – 6L є схематичними зображеннями послідовних валків вторинного комплекту валків для одержання напрямної каркаса винаходу. Опис переважного варіанта здійснення Звернемося тепер до графічних матеріалів і зокрема до фіг. 1 і 2, де показана невелика довжина довгастої напрямної каркаса або Т-образного профілю 10, виготовленого відповідно до даного винаходу. Т-образний профіль 10 може бути використаний для конструювання прямокутного каркаса для підвісної стелі в цілому загальноприйнятим чином. Т-образний профіль 10 можуть використовувати для основного Т-образного профілю й поперечного Тобразного профілю, як відомо з рівня техніки. Звичайні кінцеві сполучні елементи, штамповані як невід'ємна частина або прикріплені затискачі, надані на кінцях Т-образного профілю 10 і отвору для дротової підвіски й пази для кінцевих з'єднувачів поперечного Т-образного профілю виштампувані уздовж основної частини Т-образного профілю в процесі виробництва, що зазначається нижче. Т-образний профіль 10 складається із двох окремих стрічок 12, 13 листового металу, виготовлених методом розкочування у форму з поперечним перерізом, показаним на фіг. 1 і 2. Прямокутний каркас, що складається з безлічі основних і поперечних Тобразних профілів 10, може підтримувати звичайні прямокутні стельові панелі або плити 14, які в ілюстрованому прикладі за фіг. 1 шпунтовані на своїх краях так, що видимі частини Тобразних профілів утоплені в площину плит. Поперечний переріз Т-образного профілю 10 містить верхнє порожнє в загальному прямокутне посилююче або таке, що підвищує твердість, стовщення 16, вертикальну шийку 17, що виходить зі стовщення, нижній П-образний канал 18, розділений навпіл шийкою й 1 UA 108892 C2 5 10 15 20 25 30 35 40 45 50 55 60 протилежно виступаючі, полиці 19, що підтримують горизонтальну панель на верхніх краях каналу. Переважно, елементи поперечного перерізу Т-образного профілю є симетричними щодо центральної вертикальної площини. Описуючи Т-образний профіль 10 більш докладно, стрічка 12 основної частини зігнута методом розкочування, що буде розглядатися нижче, у верхнє посилююче стовщення 16, яке має одношарові стінки. Стрічка 12 основної частини зігнута так, що вона сходиться в центральній площині Т-образного профілю 10 для формування шийки 17 як подвійного шару. Унизу шийки 17 частини стрічки 12 основної частини зігнуті так, що вони розходяться в основному горизонтально для формування внутрішнього шару низу 23 каналу 18. У ділянках, розташованих із проміжком від шийки 17, стрічка 12 головної частини зігнута або вигнута в цілому вертикально нагору для формування частин внутрішнього шару сторін 22 каналу 18. У верхній ділянці каналу 18 стрічка 12 основної частини зігнута горизонтально назовні для формування верхніх шарів полиць 19. Низ 23 і сторони 22 каналу 18 і полиць 19 покриті зовнішньою стрічкою 13. Зовнішня стрічка 13 зафіксована на стрічці 12 основної частини крайками 24, утвореними шляхом згинання бічних областей зовнішньої стрічки навколо поздовжніх країв 26 стрічки 12 головної або основної частини на зовнішніх краях полиць 19. Коли стельові панелі 14 установлені на каркас Т-образних профілів 10, тільки зовнішня або покриваюча стрічка 13 є видимою, так що немає необхідності фарбувати лист основної частини. Зовнішній лист або стрічка 13 пофарбована або, в іншому разі, постачена необхідним декоративним покриттям або виробленням. Як правило, стрічка 12 основної частини й зовнішня стрічка 13 виконані зі сталі, але можуть бути використані інші метали для однієї або обох стрічок. Наприклад, лист основної частини може бути оцинкований гарячим способом сталлю товщиною 0,016 дюйма для основних Т-образних профілів і 0,014 дюйма для поперечних Т-образних профілів. Зовнішній лист 13 може бути більш тонким, наприклад, 0,0085 дюйма. Просторова близькість вертикальних сторін 22 каналу 18 до шийки 17 і наявність посилюючого стовщення 16, яке пролягає зверху простору між шийкою й сторонами каналу, робить непрактичними звичайні технології для розкочування форми поперечного перерізу Тобразного профілю 10. Тут недостатньо місця для прокатних валків достатньої міцності для підтримки металевого матеріалу на стороні стрічки 12 основної частини при формуванні кута між низом 23 каналу 18 і кожною з його сторін 22. Проблема недостатнього зазору збільшується наявністю з'єднувачів на кінцях Т-образних профілів 10. Даний винахід долає цю проблему шляхом усунення необхідності в опорних валках у цій області. Процес винаходу містить у собі попередню підготовку стрічки 12 основної частини в областях, які в підсумку стають ділянками кутів каналу. Цей етап попередньої підготовки здійснюють знеміцнюванням стрічки 12 основної частини шляхом надрізання уздовж поздовжніх ліній, розташованих там, де в готовому продукті необхідні кути каналу. Наступне розкриття представляє кращий порядок здійснення процесу згідно з винаходом. Заготовка 31 каркаса Т-образного профілю (фіг. 5M) виготовлена в первинному комплекті валків, зображеному на фіг. 5A – 5M. Матеріал Т-образного профілю каркаса, що виходить із первинного комплекту валків, нерівно обрізаний по довжині й розташований у пресі, щоб обрізати його до точної довжини, сформувати в ньому отвори для дротової підвіски й пази для поперечного Т-образного профілю, а також виштампувати інтегровані кінцеві сполучні форми або прикріпити окремі кінцеві з'єднувачі, як прийнято в галузі виробництва. Після здійснення штампувальних операцій заготовка 31 Т-образного профілю проходить до вторинного комплекту валків, зображеному на фіг. 6A – 6L для надання йому остаточної форми. На фіг. 5A – 5M і фіг. 6A – 6L показаний тільки фрагмент кожного блоку валків, при цьому зрозуміло, що кожний валок у блоці є симетричним щодо центральної площини Т-образного профілю. Описуючи дію первинного комплекту валків (фіг. 5A – 5M) більш докладно, плоска стрічка 12 основної частини, яку звичайно подають із рулону, проходить між валиками на першому блоці, показаному на фіг. 5A. Кожна секція 36 карбідових валиків у зовнішніх кінців вузла верхнього валка має невелике кільцеподібне ребро, розташоване на кільцеподібній лінії, показаній як 37, що стоїть радіально від навколишніх кільцеподібних областей валика, наприклад, на 0,008 дюйма. Ребро 37, розташоване в центрі осьової довжини секції 36 карбідових валиків, має по суті той же профіль, як жолобок або надріз 38, показана на фіг. 3, що на постійній основі сформовано в листі 12 основної частини. Надріз 38 може бути глибиною, наприклад, від близько 0,006 дюйма до близько 0,008 дюйма. Фрагмент листа основної частини показаний на фіг. 3 у значно збільшеному масштабі. Як уже було згадано, показаний тільки фрагмент кожного блоку валків, ребро 37 перебуває на секції 36 карбідових валиків, що прилягають із обох бічних граней або країв стрічки 12 основної частини так, що дві паралельні, 2 UA 108892 C2 5 10 15 20 25 30 35 40 які проходять уздовж ліній 38 надрізу сформовані в цих бічних областях стрічки. Фіг. 5B – 5K схематично показують послідовні блоки валків з верхніми й нижніми комплектами валків, що поступально профілюють стрічку 12 основної частини у форму Тобразного профілю в цілому загальноприйнятим чином, хоча форма Т-образного профілю є трохи більш високою, ніж у стандартного профілю. Блок валків за фіг. 5L, зовнішня стрічка 13 була введена на області нижньої полиці стрічки 12 основної частини. Фіг. 5M показує захват або остаточне складання зовнішньої стрічки 13 на стрічці 12 основної частини з комплектом валків, що згинають бічні області зовнішньої стрічки назад через поздовжні краї 26 стрічки 12 основної частини для формування крайок 24 (фіг. 2 і 4). Переважно, шари шийки 17 зчіплюють разом за допомогою швів 39 до того, як заготовку 31 обріжуть по довжині й звичайно до останнього блоку валків (фіг. 5M) у первинному комплекті валків. Це виконане, наприклад, відомим способом, таким як спосіб, розкритий у патенті США № 6047511, який може бути змінений за допомогою першого пресування матеріалу, продавленого із шийки 17 для розширення його щодо продавленого отвору, з якого він вирізаний, на відміну від, як показує патент, першого пресування матеріалу, що оточує продавлене отвір, щоб дати усадку отвору щодо матеріалу, продавленого з отвору. Як показано на фіг. 1, два вертикально розташованих із проміжками ряди швів 39 можуть бути сформовані у шийці 17. Шви 39 підвищують міцність заготовки 31 каркаса Т-образного профілю, коли він проходить через вторинний комплект валків. Як раніше було зазначено, заготовка 31 Т-образного профілю, виконана з комбінованих стрічки 12 основної частини і зовнішньої стрічки 13, закінчена у первинному комплекті валків за фіг. 5A – 5M, нерівно обрізають по довжині й передають на штампувальний прес. Після того, як заготовка 31 Т-образного профілю оброблена в пресі, її посилають через вторинний комплект валків, схематично показаний на фіг. 6A – 6L. Кожна фігура, що проходить від фіг. 6A – 6L, представляє наступний комплект валків. Розгляд цих видів комплектів валків показує, що немає верхніх опорних валків на верхній стороні заготовки полиць, позначених 40 на фіг. 6A, що пролягає вертикально під стовщенням 16. Уважний розгляд фіг. 6B – 6L показує, що заготовка полиці 40 згинається нагору на кожній стороні шийки 17 по лінії 38 надрізу незважаючи на відсутність у кожному із цих проілюстрованих блоків опорних валків на верхній стороні полиці 40 по напрямкові усередину ліній 38 надрізу. Це згинання почате в блоці валків, показаному на фіг. 6B, де полиця 40 відхилена нагору нижнім валком 46. Валки в блоках, показаних на фіг. 6B – 6K, поступально деформують кожну сторону полиці 40 через серію етапів типу "крила чайки". Блок на фіг. 6K надає полиці Т-образного профілю з характеристикою "крила чайки", що виходить із блоку, показаного на фіг. 6J, прямокутну форму. Т-образний профіль 10 остаточно формують у блоці за фіг. 6L. На всьому протязі блоків 6B – 6L лінії 38 надрізу, як складки на листі картону, локалізують згин полиці 40, навіть якщо немає опорного валка зовні цього згину. Повинне бути очевидним, що це розкриття являє приклад і що різні зміни можуть бути зроблені шляхом додавання, зміни або виключення деталей без відступу від об'єктивного обсягу ідеї, що втримується в даному розкритті. Даний винахід, отже, не обмежений конкретними деталями цього розкриття, за винятком рамок, якими по необхідності обмежена наступна формула винаходу. ФОРМУЛА ВИНАХОДУ 45 50 55 1. Напрямна каркаса, виготовлена методом розкочування, що містить лист основної частини й зовнішній лист, при цьому лист основної частини має поперечний переріз, що містить верхнє порожнє посилююче стовщення, вертикальну двошарову шийку, що простягається вниз від стовщення, канал унизу шийки, що виступає в сторони від обох сторін шийки до першого згину й від першого згину нагору до другого згину, полицю, що підтримує панель, що виступає в сторони назовні від кожного із зазначених других згинів до краю, при цьому зовнішній лист обгорнутий навколо зовнішніх поверхонь каналу й нижніх поверхонь полиць і обгорнутий навколо країв полиці й через бічні верхні поверхні полиць, що прилягають до зазначених країв, причому горизонтальна ширина каналу у перших згинів менше, ніж ширина посилюючого стовщення. 2. Напрямна каркаса за п. 1, яка відрізняється тим, що лист основної частини надрізаний по перших згинах. 3. Напрямна каркаса за п. 2, яка відрізняється тим, що надрізи знаходяться на внутрішніх поверхнях каналу. 3 UA 108892 C2 5 10 15 20 4. Напрямна каркаса за п. 1, яка відрізняється тим, що зовнішній лист має опуклу форму між першими згинами, так що він вертикально розташований із проміжком від листа основної частини в областях між першими згинами. 5. Спосіб виготовлення методом розкочування напрямної каркаса з стрічок листового металу, що включає формування основної частини з верхнім посилюючим стовщенням, двошаровою вертикальною центральною шийкою, каналом із фрагментами на кожній стороні шийки, при цьому канал на кожній стороні шийки містить частину, у цілому виступаючу убік, і частину, у цілому виступаючу нагору, з'єднаний у згині до частини, що виступає убік, при цьому згин здійснюють шляхом першого надрізання металевої стрічки по лінії, що відповідає розташуванню передбачуваного згину й потім використовують валок, щоб відігнути частину, що виступає нагору, на блоці валків, що не містить валка, протилежного зазначеному валку, зазначеному першим, причому лінії надрізу на кожній стороні шийки розташовані ближче друг до друга, ніж ширина стовщення. 6. Спосіб за п. 5, який відрізняється тим, що включає етап накривання каналу окремою металевою стрічкою. 7. Напрямна каркаса, виготовлена методом розкочування, що містить стрічку листового металу, зігнуту у верхнє порожнє посилююче стовщення з однією стінкою, двошарову шийку нижче стовщення, канал, що виступає в сторони від обох сторін нижнього кінця шийки до вигину й нагору від вигину до узвишшя, що підтримує панель, згин на кожній стороні шийки існує на лінії надрізу, яка проходить поздовжньо, де товщина стрічки локально знижена, при цьому відстань між лініями надрізу не більше, ніж горизонтальна ширина стовщення. 4 UA 108892 C2 5 UA 108892 C2 6 UA 108892 C2 7 UA 108892 C2 8 UA 108892 C2 9 UA 108892 C2 10 UA 108892 C2 11 UA 108892 C2 12 UA 108892 C2 13 UA 108892 C2 14 UA 108892 C2 15 UA 108892 C2 Комп’ютерна верстка І. Мироненко Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП "Український інститут інтелектуальної власності", вул. Глазунова, 1, м. Київ – 42, 01601 16
ДивитисяДодаткова інформація
Назва патенту англійськоюGrid runner
Автори англійськоюLehane, James J., Gulbrandsen, Peder J., Hammond, John L., Underkofler, Abraham M., Paulsen, Mark R.
Автори російськоюЛехан Джэймс Дж., Гулбрандсен Педер Дж., Хаммонд Джон Л., Ундеркофлер Абрахам М., Паулсен Марк Р.
МПК / Мітки
МПК: E04B 9/24, E04B 9/06, B21D 47/01, B21D 5/08, B21D 11/08, B21D 5/16
Код посилання
<a href="https://ua.patents.su/18-108892-napryamna-karkasa.html" target="_blank" rel="follow" title="База патентів України">Напрямна каркаса</a>
Вузол рамного сейсмостійкого каркаса

Номер патенту: 32593
Опубліковано: 26.05.2008
Автори: Ажермачов Геннадій Арсентійович, Ажермачов Сергій Геннадійович, Пермінов Дмитро Андрійович
МПК: E04H 9/02
Мітки: сейсмостійкого, рамного, вузол, каркаса
Формула / Реферат:
Вузол рамного сейсмостійкого каркаса, що включає пустотілу колону квадратного перерізу, ригель двотаврового перерізу, поперечні діафрагми в місці кріплення поясів ригеля до колони та вертикальні ребра, який відрізняється тим, що вертикальні ребра виконані з листового прокату.
Вузол рамного сейсмостійкого каркаса

Номер патенту: 46277
Опубліковано: 10.12.2009
Автори: Ажермачов Геннадій Арсентійович, Ажермачов Сергій Геннадійович, Пермінов Дмитро Андрійович
МПК: E04H 9/02
Мітки: вузол, сейсмостійкого, рамного, каркаса
Формула / Реферат:
Вузол рамного сейсмостійкого каркаса, що містить порожнисту колону квадратного перерізу, ригель двотаврового перерізу, поперечні діафрагми в місці кріплення поясів ригеля до колони й вертикальні діафрагми, прикріплені до поперечних діафрагм і внутрішньої частини стінки колони в місці приварення стінки ригеля до колони, який відрізняється тим, що додатково містить трикутні ребра, які приварені до країв верхнього пояса ригеля й до стінки...
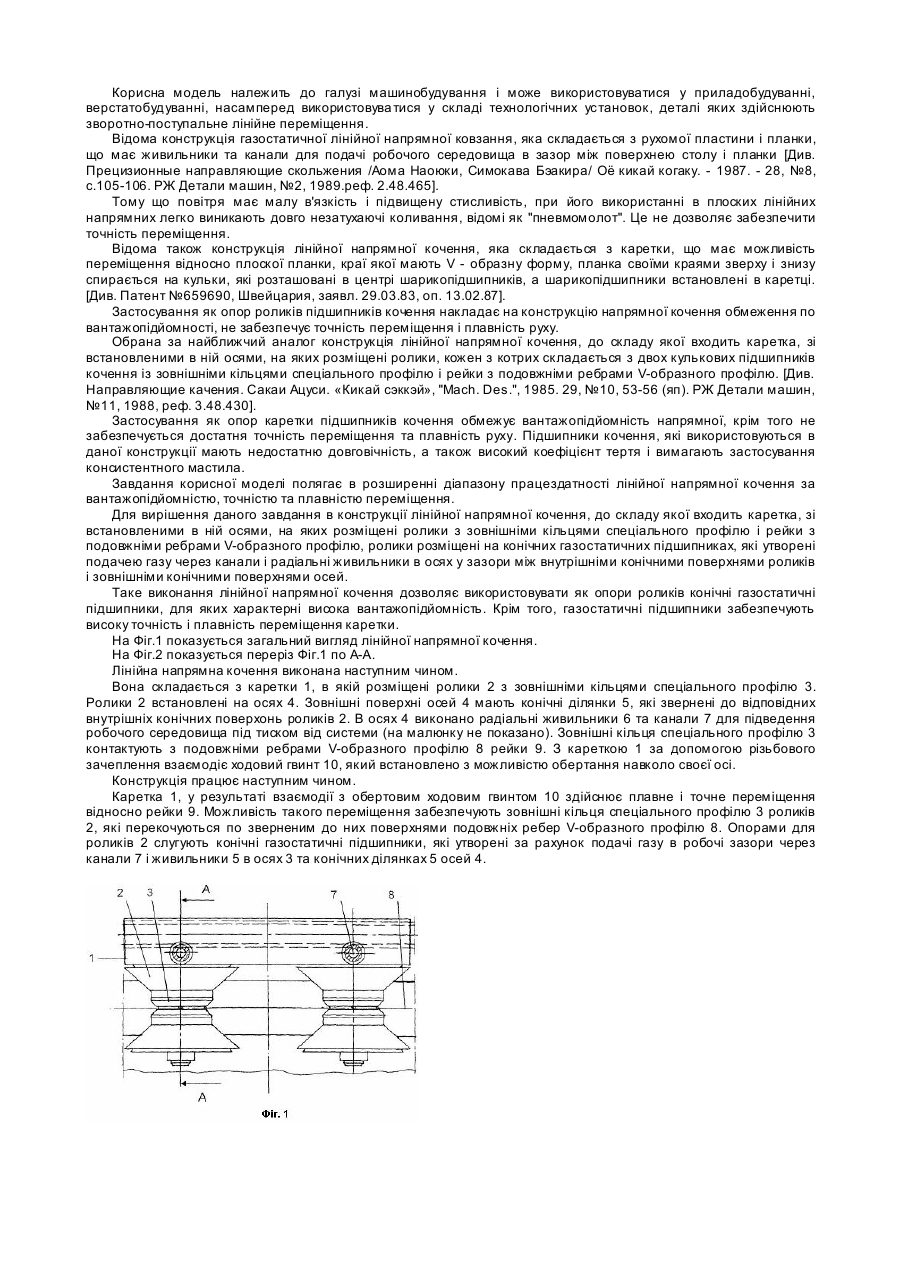
Лінійна напрямна кочення
Номер патенту: 22531
Опубліковано: 25.04.2007
Автори: Тарабрін Олександр Іванович, Чередніченко Олександр Костянтинович, Чередніченко Тетяна Миколаївна
МПК: F16C 29/04
Мітки: кочення, напрямна, лінійна
Формула / Реферат:
Лінійна напрямна кочення, що містить каретку зі встановленими в ній осями, на яких розміщені ролики з зовнішніми кільцями спеціального профілю і рейки з подовжніми ребрами V-подібного профілю, яка відрізняється тим, що ролики розміщені на конічних газостатичних підшипниках, які утворені подачею газу через канали і радіальні живильники в осях у зазори між внутрішніми конічними поверхнями роликів і зовнішніми конічними поверхнями осей.
Кріплення каркаса сидіння в транспортному засобі
Номер патенту: 59755
Опубліковано: 15.09.2003
Автори: Куц Михайло Іванович, Сабат Григорій Васильович, Сорокін Юрій Іванович, Присяжний Петро Іванович
МПК: B60N 3/02
Мітки: кріплення, сидіння, транспортному, засоби, каркаса
Формула / Реферат:
Кріплення каркаса сидіння в транспортному засобі, що має нероз’ємно з’єднаний з боковиною кузова поздовжній профіль з горизонтальною поличкою і напрямленою вниз відбортовкою, нероз’ємно з’єднаний з каркасом сидіння кронштейн, болт, гайку і шайбу, яке відрізняється тим, що напрямлена вниз відбортовка горизонтальної полички поздовжнього профілю виконана в вигляді поздовжнього паза, повернутого зівом в сторону боковини, кронштейн має нероз’ємно...
Спосіб одержання коробчаcтої стрічки каркаса безкорпусного перфоратора
Номер патенту: 47673
Опубліковано: 15.07.2002
Автор: Морозов Сергій Рудольфович
МПК: E21B 43/117
Мітки: стрічки, безкорпусного, каркаса, спосіб, перфоратора, коробчаcтої, одержання
Формула / Реферат:
Спосіб одержання коробчастої стрічки каркаса безкорпусного перфоратора для бурових свердловин, який відрізняється тим, що спочатку виробляється холоднодеформована профільна труба, яка на завершальній стадії виробництва подовжньо розділяється на декілька стрічок каркаса.
Попередній патент: Пляшка з овальною горловиною
Наступний патент: Розміщення фрагментів субтреку для потокової передачі відеоданих
Випадковий патент: Протизапальний та протиалергійний лікарський засіб для місцевого застосування з антиексудативним та антисептичним ефектом