Спосіб одержання коробчаcтої стрічки каркаса безкорпусного перфоратора
Формула / Реферат
Спосіб одержання коробчастої стрічки каркаса безкорпусного перфоратора для бурових свердловин, який відрізняється тим, що спочатку виробляється холоднодеформована профільна труба, яка на завершальній стадії виробництва подовжньо розділяється на декілька стрічок каркаса.
Текст
Спосіб одержання коробчастої стрічки каркаса безкорпусного перфоратора для бурових свердловин, який відрізняється тим, що спочатку виробляється холоднодеформована профільна труба, яка на завершальній стадії виробництва подовжньо розділяється на декілька стрічок каркаса Винахід відноситься до галузі буравлення, зокрема, до конструкцій перфораторів для перфорації нафтових і газових свердловин Для перфорації обсадної колони, цементної каблучки і гірської породи у свердловину опускають спеціальний пристрій - перфоратор, основними елементами якого є вибухові кумулятивні заряди Пробиті з їхньою допомогою отвори забезпечують гідродинамічний зв'язок продуктивного шару і свердловини У залежності від геологічних умов та стадії облаштування свердловини застосовують перфоратори різних конструкцій Для зменшення поперечного перетину, а ІНОДІ також і вартості, деякі перфоратори не мають герметичного корпуса і звуться безкорпусними Такі перфоратори представляють із себе гірлянду герметичних кумулятивних зарядів, закріплених на стрічці (каркасі), що має плоску або коробчату форму НКТ, показано на фіг 1 Тут коробчатий каркас 1 і кумулятивний заряд 2 мають перетин, що вписуєтся у коло 3 діаметром 42мм Для наочності, на фіг 1 форма перетину стрічки каркаса показана окремо Коробчаста форма перетину каркаса, з умов забезпечення найбільшої МІЦНОСТІ, повинна повністю заповнювати металом простір між кришкою заряда і обмежуючим колом Це обумовлюєте, що кращі конструкції коробчатого профілю каркасу мають зовнішню круглу поверхню і коробчату внутрішню Іноді спрощуючи задачі виробництва зовнішню форму роблять також не круглу, що безумовно погіршує МІЦНІСТЬ та деякі ІНШІ Перфоратор, що спускається в облаштовану свердловину крізь насосно-компресорні труби (НКТ), заповнені рідиною, як поршень у циліндрі, притерпає значний опір руху Щоб зменшити цей опір і забезпечити спуск перфоратора під дією своєї ваги з достатньою швидкістю, у нафтовиків прийнято обмежувати його максимальний поперечний перетин колом діаметром меншим, ніж внутрішній діаметр труби Так, наприклад, для найменших дводюймових НКТ, маючих внутрішній діаметр 50мм, кумулятивний заряд разом з каркасом перфоратора повинен вписуватись у коло діаметром 42мм експлуатаційні якості конструкції Традиційно, стрічка коробчастого профілю має виготовлятися у металургії методом гарячої прокатки на дрібносортних станах (Швейкин В В , Тягунов Б А , Технология прокатного производства, "Металлургиздат", 1956) При цьому, завдяки малим партіям прокату, потрібним для реального виробництва перфораторів, коштовність профілю стає неприйнятне високою, завдяки тому, що вартість прокатного інструменту та вартість переналадки обладнання лягає на малий розмір виробляємої партії Окрім цього, точність геометричних розмірів прокату, МІЦНІСТЬ та чистота поверхні при гарячій обробці металу тиском виходить не достатньо високою Для поліпшення якості поверхні після гарячої прокатки та термообробки додатково потрібна холодна прокатка профілю з малими деформаціями (дресировка) і правка Розмір кола , обмежуваючого найбільший перетин, є важливішою характеристикою будь-якого перфоратора Вигляд найбільшого перетину перфоратора типу ПБ2 - 42Н - 100/150, разробленого за участю автора, для спуску крізь дводюймові Задачею даного винаходу є застосування способа одержання коробчатої стрічки, що має відносно малу вартість інструменту і переналадок обладнання та дозволяє виробляти малі партії прокату високої якості при відносно низькій варто СО (О 47673 і поділу на стрічки доцільно виконувати протягансті ням оправки крізь профільну трубу на волочильЦя задача вирішена тим, що для одержання ному стані (Орро П И , Осада Я Е , Производство коробчатої стрічки каркаса безкорпусного перфостальных тонкостенных труб, "Металлургиздат", ратора для бурових свердловин, спочатку вироб1951, с 368) ляється холоднодеформована профільна труба, Технічний результат запропонованого винахояка на завершальній стадії виробництва подовжду полягає насамперед утому, що для одержання ньо розділяється на декілька стрічок каркасу стрічок каркасу перфоратора замість високопродуТехнології отримання холоднодеформованої ктивного, але енергоємкого металургійного процепрофільної труби досить ВІДОМІ (Шурупов А К , су гарячої прокатки з використанням великої КІЛЬФрейнберг М А , Производство труб экономичных КОСТІ устаткування та інструменту, атому маючого профилей, "Металлургиздат", 1963) Труби одерзначні витрати на підготовку виробництва і сам жують на станах холодної прокатки труб (ХПТ) або процес виготовлення (до того ж з низькою точнісна волочильних станах волочінням на короткому тю прокату) використовується технологія отриманоправленні Як заготовка використовується звиня холоднодеформованої профільної труби з розчайна кругла труба У процесі виробництва за діленням її на окремі стрічки каркасу на один, або декілька проходів виготовляється прозавершальній стадії виробництва Цей спосіб одефільна труба Так наприклад, для перфоратора ржання має відносно малу вартість інструменту і типу ПБ2 - 42Н -100/150 ця труба кругла зовні і переналадок обладнання, що дозволяє виробляти має діаметр 42мм Форма оправлення, і ВІДПОВІДНО малі партії прокату при відносно низькій вартості внутрішньої поверхні труби, частково повторює Крім того процес холодної прокатки або волочіння форму коробчатої частини профілю каркаса дозволяє отримати продукцію більш високої якості (фіг 2) по точності геометричних розмірів прокату, МІЦНОПодалі з неї утворюються одночасно три проСТІ та чистоті поверхонь філі, як сегменти труби Якщо проходів декілька, між ними здійснюється звичайна при виробництві Для перевірки можливості та ефективності витруб понижаюча МІЦНІСТЬ металу термічна обробкористання запропонованого способа одержання ка, потім хімічне травлення і для мастила при прокоробчатої стрічки каркаса безкорпусного перфокатці (ВОЛОЧІННІ) - оміднення поверхонь Для одератора для бурових свердловин по технології опиржання необхідних механічних характеристик саній вище зі сталі марки Сталь 45 була виготовготових профілів перед останнім проходом виколена та випробувана партія стрічок для нується заключна термообробка На останньому перфоратору типу ПБ2 - 42Н - 100/150 Якість проході даються незначні деформації, що забезповерхонь стрічок була досить високою, а їх МІЦпечують калібровку, підвищуючу точність прокату, НІСТЬ виявилась настільки високою, що вони без поверхневе зміцнення (наклеп) і подовжній поділ руйнування витримували відстріл зарядів не тільки труби на три окремих профілі (фіг 3) Після обрізв умовах бурових свердловин, заповнених рідики передньої частини (закованої для волочіння), ною, а і на поверхні, де демпфіруюча дія бурової наступна правка, якщо потрібно, виконується на рідини відсутня валковому правильному стані Операції калібровки Фіг 2 Фіг З Фіг 1 47673 ДП «Український інститут промислової власності» (Укрпатент) вул Сім'ї Хохлових, 15, м Київ, 04119, Україна ( 0 4 4 ) 4 5 6 - 2 0 - 90 ТОВ "Міжнародний науковий комітет" вул Артема, 77, м Київ, 04050, Україна (044)216-32-71
ДивитисяДодаткова інформація
Назва патенту англійськоюMould box frame tape for casing-less perforator producing method
Назва патенту російськоюСпособ получения коробчатой ленты каркаса бескорпусного перфоратора
МПК / Мітки
МПК: E21B 43/117
Мітки: перфоратора, каркаса, стрічки, безкорпусного, спосіб, коробчаcтої, одержання
Код посилання
<a href="https://ua.patents.su/3-47673-sposib-oderzhannya-korobchacto-strichki-karkasa-bezkorpusnogo-perforatora.html" target="_blank" rel="follow" title="База патентів України">Спосіб одержання коробчаcтої стрічки каркаса безкорпусного перфоратора</a>
Герметичний кумулятивний заряд безкорпусного перфоратора для бурових свердловин
Номер патенту: 1124
Опубліковано: 17.12.2001
Автори: Морозов Рудольф Павлович, Кудрявцева Ольга Петрівна, Морозов Юрій Сергійович
МПК: E21B 43/117
Мітки: бурових, безкорпусного, герметичний, перфоратора, свердловин, кумулятивний, заряд
Формула / Реферат:
1. Герметичний кумулятивний заряд безкорпусного перфоратора для бурових свердловин, що включає оболонку, усередині якої розміщені кумулятивна виїмка з облицюванням і вибухова речовина, а також кришку і ущільнювальну прокладку, який відрізняється тим, що оболонка виконана зі сталі, схильної до руйнації на дрібні осколки при навантаженнях вибухом, і має циліндричну форму поверхонь стінки з відхиленням від циліндричної, що не перевищує розміру...
Установка для формування композиційної стрічки, пристрій для склеювання стрічки із скловолокна та спосіб безперервного формування композиційної стрічки
Номер патенту: 44344
Опубліковано: 15.02.2002
Автори: Фегг Беррі Сміт, Нелсон Джон Ларкін, Роджерс Джеффрей Кейн, Барнс Вернен Брент, Уілкінсон Дональд Росс
МПК: A24C 5/00
Мітки: композиційної, безперервного, склеювання, установка, стрічки, формування, пристрій, скловолокна, спосіб
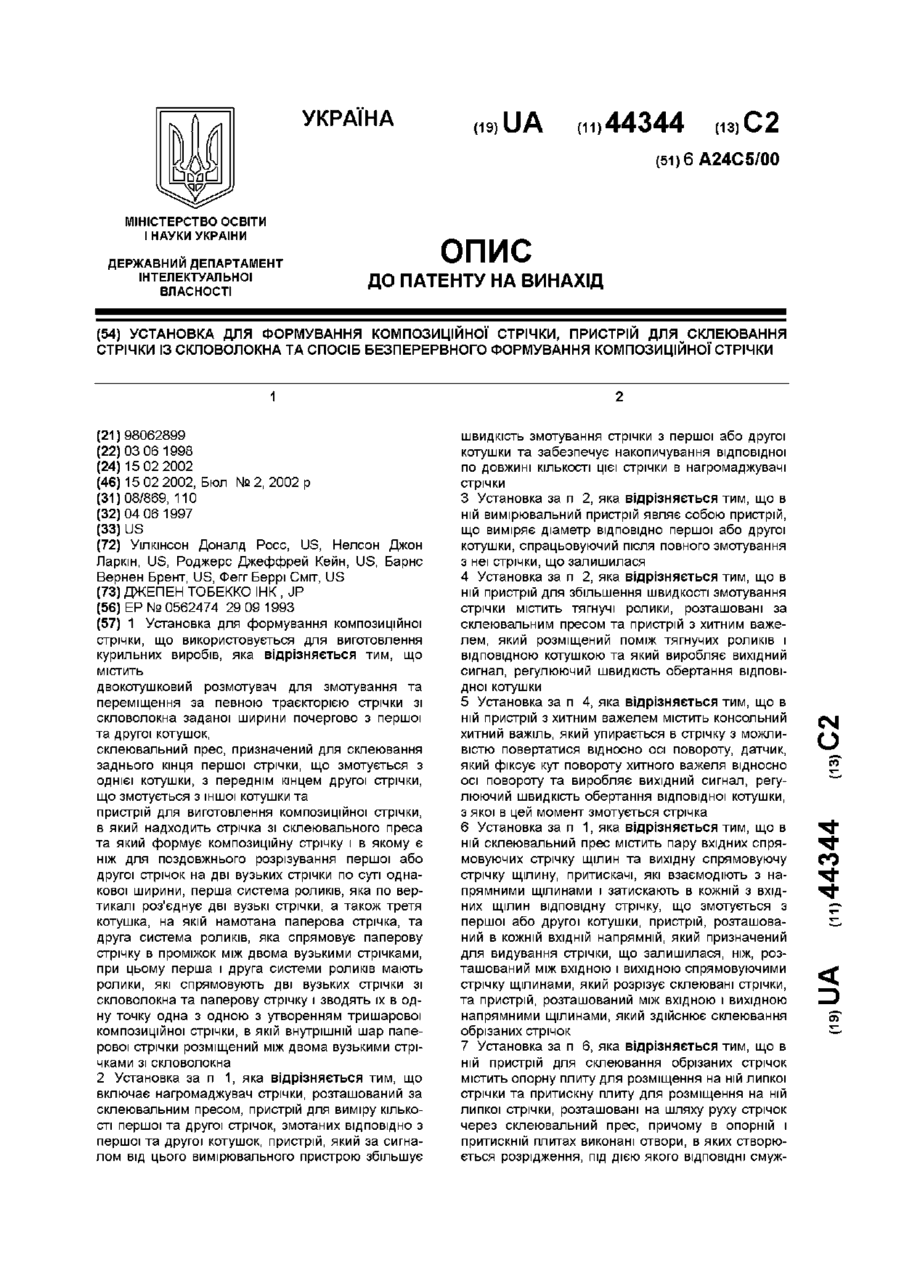
Формула / Реферат:
1. Установка для формування композиційної стрічки, що використовується для виготовлення курильних виробів, яка відрізняється тим, що містить двокотушковий розмотувач для змотування та переміщення за певною траєкторією стрічки зі скловолокна заданої ширини почергово з першої та другої котушок,склеювальний прес, призначений для склеювання заднього кінця першої стрічки, що змотується з однієї котушки, з переднім кінцем другої...
Спосіб занурювання арматурного каркаса в заповнену бетоном свердловину
Номер патенту: 17030
Опубліковано: 18.03.1997
Автори: Яременко Георгій Якович, Шпигель Генрік Давидович, Козел Павло Филипович
МПК: E02D 5/34
Мітки: каркаса, бетоном, арматурного, занурювання, свердловину, спосіб, заповнену
Формула / Реферат:
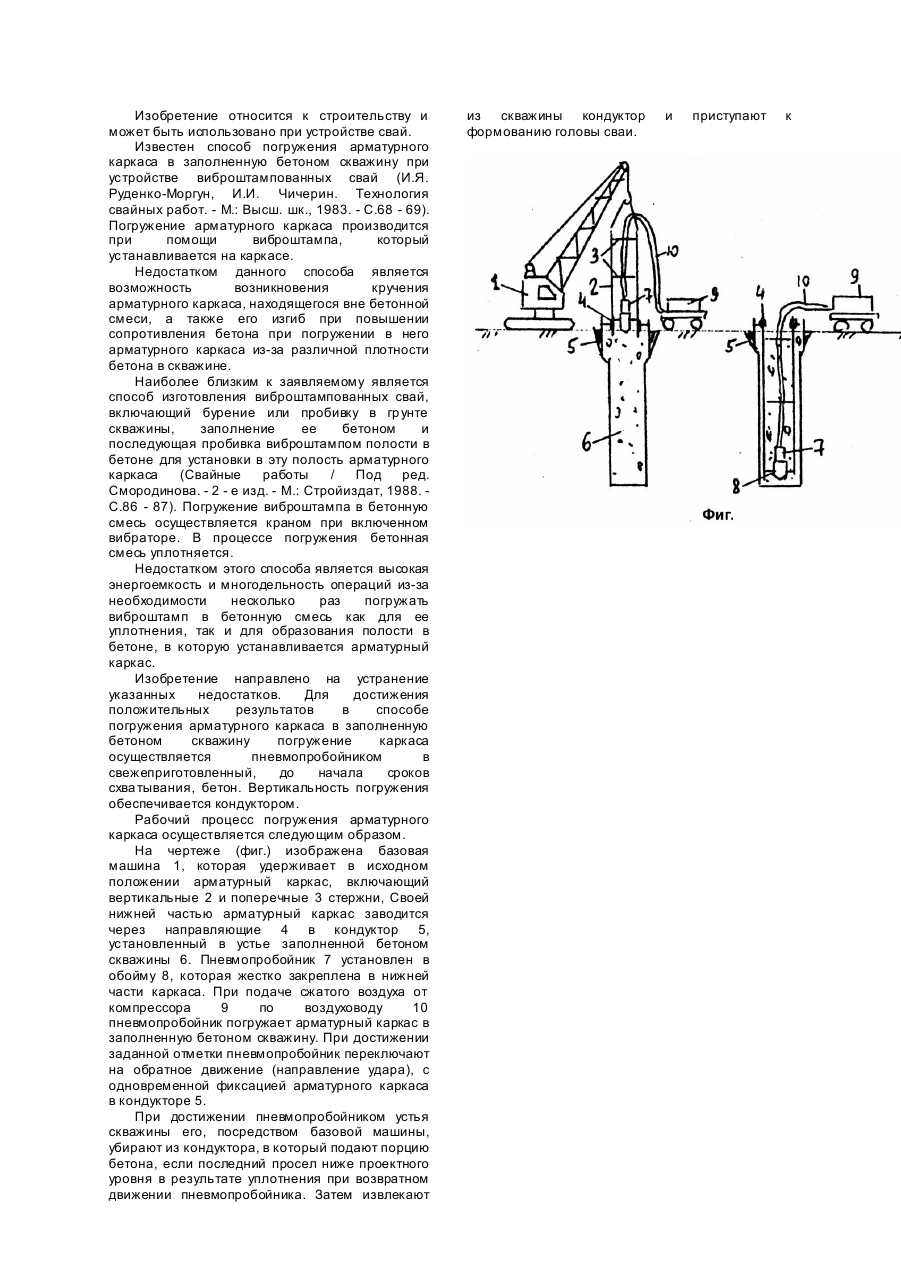
Способ погружения арматурного каркаса в заполненную бетоном скважину, включающий погружение арматурного каркаса, отличающийся тем, что погружение осуществляется в свежеприготовленный до начала схватывания бетон пневмопробойником, установленным в нижней части погружаемого каркаса.
Спосіб одержання стрічки із магнітної сталі та лист
Номер патенту: 26031
Опубліковано: 26.02.1999
Автори: Фредерік МАЗЮР'Є, Філіпп ДЕМАРЕЗ, Жан Клод БАВЕЙ
МПК: C21D 8/12, B22D 27/20
Мітки: спосіб, стрічки, лист, магнітної, сталі, одержання
Формула / Реферат:
1. Способ получения ленты из магнитной стали, преимущественно толщиной менее 5мм с весовым составом - более 2% кремния, менее 0,1% углерода, элементы-ингибиторы вторичной рекристаллизации в соответствующем составе и остальное - железо, включающий непрерывное литье на цилиндре или между двумя цилиндрами, отличающийся тем, что сталь подвергает резкому охлаждению путем контакта с цилиндром или с каждым из двух цилиндров, причем температуру...
Спосіб монтажу поперечної рами каркаса будівлі
Номер патенту: 80
Опубліковано: 30.04.1993
Автор: Наумов Валентин Ростиславович
МПК: E04G 21/24
Мітки: монтажу, спосіб, рами, каркаса, поперечної, будівлі
Формула / Реферат:
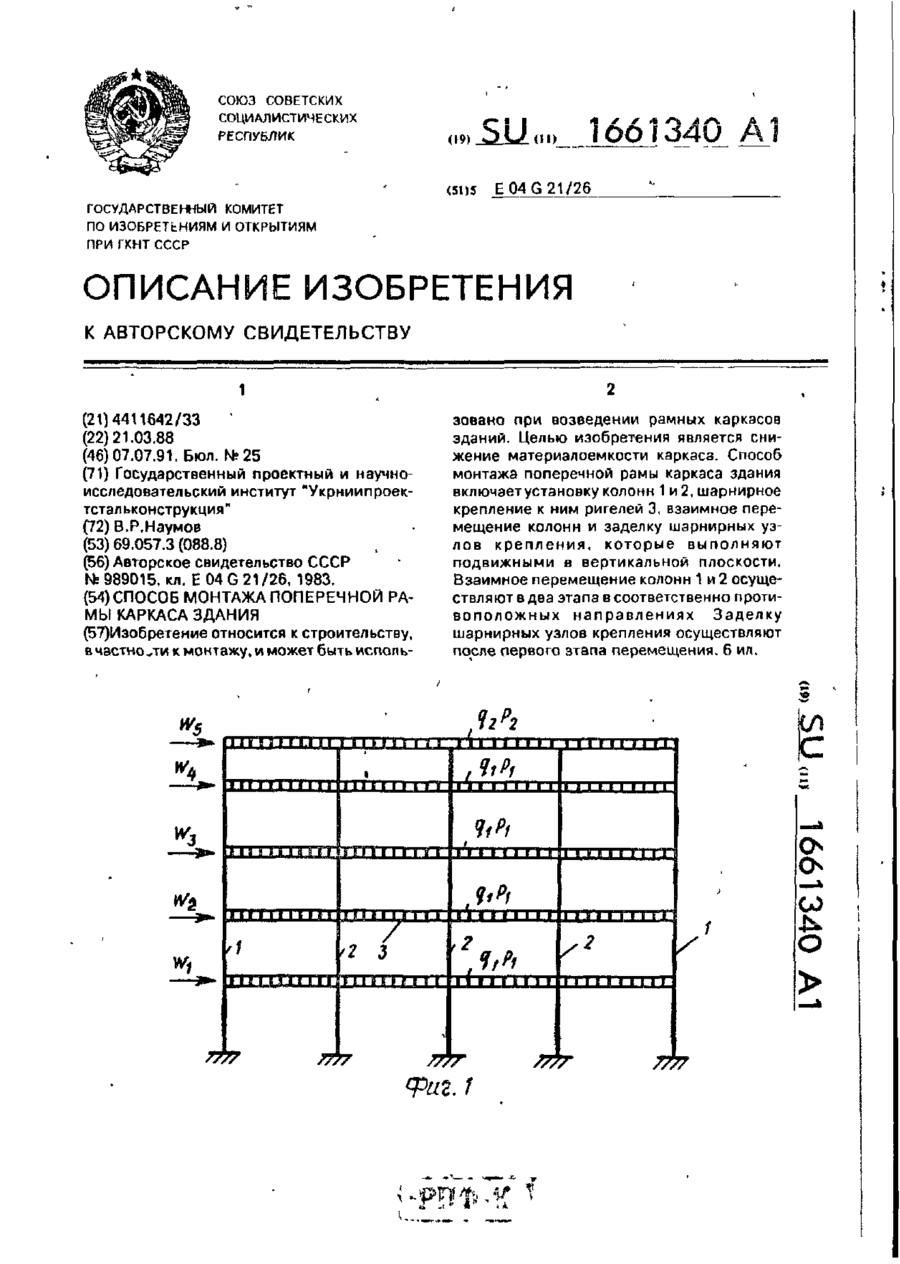
Ф о р м у л а и з о б р е т е н и я Способ монтажа поперечной рамы каркаса здания, включающий установку колонн, шарнирное крепление к ним ригелей, взаимное перемещение колонн и заделку шарнирных узлов крепления, о т л и ч а ю щ и й с я тем, что, с целью снижения материалоемкости каркаса, шарнирные узлы крепления ригелей к колоннам выполняют подвижными в вертикальной плоскости, а взаимное перемещение колонн осуществляют в два этапа в...
Попередній патент: Пилоприбиральний насадок
Наступний патент: Формувальний ротор
Випадковий патент: Спосіб одержання антипірену