Спосіб виготовлення абразивного матеріалу (варіанти) і композиційний абразивний матеріал

Текст
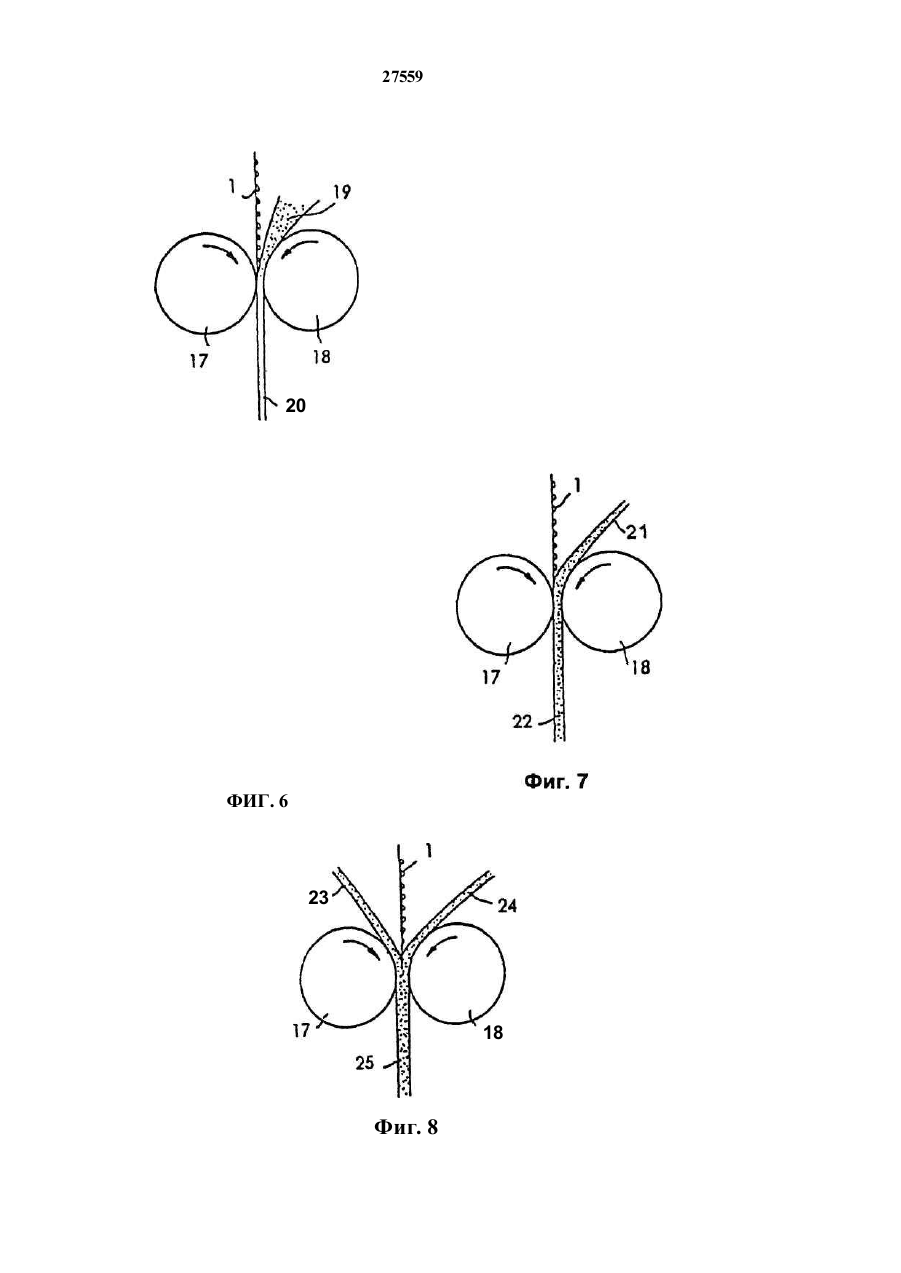
1. Способ из го то вления образи вно го ма те риала, включающий распределение тверды х час ти ц на по дложке , по мень шей мер е, ча сти чно е окружение бо льшинства твер ды х части ц на под ложке спекаемым связующим материалом, и по следующий на грев спекаемого связующе го мате риала для прочного закрепления твердых частиц спеченным связующим материалом, отличаю щийс я тем , что распре делени е твер ды х ча стиц осуществляют тем, что на подложку наносят клей кое ве щество, по сле че го при во дя т по дложк у в соприкосновение с множеством твер ды х части ц, затем удаляют с подложки твер дые частицы , не прилипшие к клейкому ве ществу, при этом на под ложке оста ются твердые ча стицы, прилип шие я клейкому ве ществу, а по меньшей мере частичное окружение бо льшинства твер ды х части ц спекае мым связующим материалом осуществляют тем, что подложку с прилипшими к ней твердыми час тицами сжимают с предварительно сформирован ной, уплотненной с одной стороны чувствительной к давлению клейкой лентой, пористой заготовкой, но которую нанесено некоторое количество плав кого порошка. 2. Способ изготовления абразивного материала, включающий распределение твердых частиц на подложке, по меньшей мере, частичное окружение большинства тверды х частиц на подложке спекаемым связующим материалом, и последующий нагрев спекаемого связующе го материала для прочного закрепления твердых частиц спеченным связующим материалом, отличающийся тем, что при распределении твердых частиц на подложке в качестве по дложки и спольз уют шаблон и чувст вительн ую к давлению клейкую ленту, и распределение осуще ствляют тем, что размещают чувствительную к давлению клейкую ленту у одной из сторон шаблона, имеющего множество отверстий, расположенных в соотве тствии с определенным рисунком и прохо дя щи х ша блон наск возь, так, чтобы чувствительная к давлению клейкая лента приклеилась к шаблону и закрыла отверстия, затем размещают некоторое количество тверды х частиц с проти воположной стороны шаблона так, чтобы некоторые из тверды х частиц вошли в о тверстия и, по меньшей мере, часть из этих твердых частиц, во шедши х в отверстия, прилипла к чувстви тельной к давлению клейкой ленте, затем удаляют твердые частицы, не прилипшие к чувствительной к давлению клейкой ленте. 3. Способ по л. 2, отличающийся тем, что удаля ют шаблон с упомянутой чувстви тельной к давле нию клейкой ленты перед.по меньшей мере, час тичным окружением тверды х частиц, прилипши х к чувстви тельной к да влени ю клейкой лен те, спе н каемым связующим материалом. 4. Способ по п. 3, отличающийся тем, что допол нительно воздействуют на твердые частицы, при липшие к указанной чувстви тельной к да влени ю клейкой ленте, перед частичным окружением тверды х частиц спекаемым связующим ма териалом. 5. Способ по п. 4, отл ичающийся тем, что допол нительное воздействие выбирают из гр уппы , со стоя щей из ме ханического воздействия и магни т ного воздействия 6. С посо б п о п 3 о тли чающи й ся тем , что на н ося т пла вки й ма те риа л н а чувстви те льн ую к да вле нию к лейк ую ле н ту по сле удаления ша б лона с чувствитепьной к давлению клейкой лен ты , н о пе ре д ча сти чным окр уже нием тве рды х ча сти ц, п ри лип ши х к чувстви тель ной к да вле нию клейкой лен те , спекаемым связ ующим ма териалом 7 Способ по п. 6 , отличающий ся тем, что нано сят плавкий материал, который выбирают из группы, состоя щей из материало в, способных плавиться и паяться. 8. Способ по п 2, отл ичающийся тем, что дополнительно воздействуют на указанные твердые частицы, прилипшие к чувстви тельной к давлению клейкой ленте, для ориентации частиц перед стадией ча стичного окружения частиц связующим С 27559 материалом, при этом используют твердые частицы с таким размером, что они выступают из о тверстий в шаблоне 9 Способ по п. 8, отличающийся тем, что дополнительное воздействие выбирают из гр уппы воздействий, включающей механическое воздействие и магнитное воздействие. 10. Способ по п . 2, отл ича ющийс я тем , что ис пользуют ша блон из полимерно го мате риала и осуществляют дополнительный нагрев, достато ч ный для удаления ша блона из наз ванного мате риала. 11. Способ по п. 2, отличающийся тем, что нано сят плавкий материал на чувствительную к давле нию клейкую ленту перед, по меньшей мере, час тичным окружением твердых частиц, прилипших к этой чувствите льной к давлению клейкой лен те , спекаемым связующим материалом. 12. Способ по п . 2, отл ича ющийс я тем , что ис пользуют твердые частицы, которые выбирают из гр уппы , состоя щей из а лмазов,карбидо в, бори дов, ни три дов, к усо чков тверды х ме таллов и к у сочков керамики. 13. Способ по п .2 , отл ичающийся тем, что для частичного окружения частиц, прилипши х к чувст вительной к давлению клейкой ленте, спекаемым связующим материалом используют спекаемую предварительно сформированн ую заго товк у, ко торую размещают, по меньшей мере, у одной сто роны упомянутой лен ты и сжимают ленту и заго товку вместе. 14. Способ по п. 2, отл ичающийся тем, что для , по меньшей, мере части чного окр ужения частиц, прилипших к чувстви тельной к давлению клейкой ленте, спекаемым связующим материалом исполь зуют спекаемую предварительно сформированную заготовку с беспорядочно распределенными в ней твердыми частицами, которую размещают, по меньшей мере, у одной стороны упомянутой ленты и сжимают ленту и заготовку вместе. 15. Способ по п. 3 , отл ича ющийс я тем , что для.по меньшей мере, частично го окружения час тиц, прилип ши х к чувстви тельной к да влению клейкой ленте, спекаемым связующим материа лом используют спекаемую предварительно сформированную заго товку, котор ую размещают, по меньшей мере , у о дной стороны упомян утой ленты, и сжимают ленту и заготовку вместе. 16. Способ по п. 13, отл ичающийся тем, что пе ред размещением предварительно сформирован ной загото вки у, по меньшей мере, одной из сто рон ленты изго тавливают предварительно сфор мированную заго товк у посредством то го, что на носят но чувстви тельн ую к давлению клейкую ленту спекаемый связующий материал и форми руют тем самым первый слой спекаемого связую щего материала, покрывают повер хность слоя спекаемого связующего материала клейким веще ством, наносят второй слой спекаемого материала и повторяют эти операции до получения заготовки требуемой толщины. 17 Способ по п. 2, отличающий ся тем, что используют шаблон и чувстви тельную к давлению клейкую ленту, которые выполняют в форме непрерывных полос, при этом размещают чувствительную к давлению клейкую ленту у одной из сторон шаблона посредством того, что пропускают эти непрерывные полосы шаблона и чувстви тельной к давлению клейкой ленты между сжимающими приспособлениями, расположенными друг против друга 18. Способ по п. 2, отличающийся тем, что для , по меньшей мере, частичного окр ужения твердых частиц, во шедши х в о твер стия в ша блоне и при липши х к чувстви тельной к да влени ю клейкой ленте, спекаемым связ ующим материалом ис пользуют предварительно сформированную спе каемую за го то вк у, - ко тор ую подают между сжи мающими приспособлениями вместе с шаблоном и чувствительной к давлению клейкой лентой. 19. Способ по п . 2, отл ича ющийс я тем , что ис пользуют шаблон, который является частью абра зивного ма териала, при этом спекаемый связую щий материал удерживае т упомян утые твердые частицы в отверстия х шаблона, расположенных в соответствии с определенным рисунком. 20. Способ по п . 2, отл ича ющийс я тем , что на кладывают чувстви тельн ую к да влению клейкую ленту на выбранные уча стки шаблона для обра зования на нем рисунка из клейкой ленты. 21. Способ по п. 20, отличающийся тем, что рас полагают выбранные участки в определенном порядке. 22. Способ изготовления абразивного материала, включающий распределение тверды х частиц на подложке, по меньшей мере, частичное окружение большинства твер ды х частиц на подложке спе каемым связующим материалом, и последующий нагрев спекаемого связ ующе го материала для прочного закрепления твердых частиц спеченным связующим материалом, отличающийся тем, что при распределении твердых частиц на подложке в качестве подложки используют се тча тый матери ал с множеством о тверсти й и чувстви те льн ую к давлению клейкую лен ту, распределение осуще ствляют тем, что в, по меньшей мере, часть упо мянутого множества о тверстий вво дят твердые частицы и накладывают чувстви тельную к давле ни ю кле йк ую лен ту на се тча тый ма тер иал так, что бы, по мень шей мере , часть тверды х частиц, введенных в отверстия сетчато го материала, при липла к чувстви тельной к давлению клейкой лен те , а на гре в спекаемо го связ ующе го ма териала осуществляют под давлением. 23. Способ по п. 22, отличающийся тем, что уда ляют сетчатый материал с чувстви тельной к дав лению клейкой лен ты пере д, по мень шей мере , части чным окружением частиц, прилипши х к чув ствительной к давлению липкой ленте, спекаемым связующим материалом. 24. Способ по п. 22, отл ичающийся тем, что до полнительно воздействуют на твердые частицы , прилипшие к чувствительной к давлению клейкой ленте, для и х ориентации перед частичным окру жением частиц спекаемым связующим ма териалом 25. Способ по п . 24 , о тлича ющий ся тем , что до полнительное воздей ствие выбирают из гр уппы, состоящей из ме ханического или магнитного воз действия 26 Способ по п 23, отличающийся тем, что наносят плавкий материал на чувствительную к давлению клейкую ленту после удаления сетчато го материала с чувстви тельной к давлению клейкой 27559 ленты, но перед, по меньшей мере, частичным окружением частиц, прилипших к чувствительной к давлению липкой ленте, спекаемым связующим материалом. 27. Способ по п. 26, отличающийся тем, что наносят плавкий материал, который выбирают из группы, состоящей из материалов, способных плавиться и паяться. 28. Способ по п.22, отличающийся тем, что для, по меньшей мере, частично го окр ужения частиц, прилипших к чувстви тельной к давлению клейкой ленте, спекаемым связующим материалом ис пользуют спекаемую предвари тельно сформиро ванн ую за гото вк у, ко тор ую разме щают, по мень шей мере .у одной стороны упомян утой лен ты , и сжимают ленту и заготовку вместе. 29. Способ по п. 22, отлича ющийся тем, что для, по меньшей мере, частично го окр ужения частиц, прилипших к чувстви тельной к давлению клейкой ленте, спекаемым связ ующим материалом ис пользуют спекаемую предвари тельно сформиро ванную заго товк у с беспорядочно расположенны ми в ней твердыми частицами, которую размеща ют, по меньшей мере, у одной стороны упомян у той ленты, и сжимают ленту и заготовк у вместе. 30. Способ по п . 28 , о тли чающий ся тем, что п е ред размещением предварительно сформирован ной загото вки у, по меньшей мере, одной из сто рон ленты изго тавлива ют предвари тельно сфор мированную заго то вку посредством того , что на носят на чувстви тельн ую к давлению клейк ую ленту спекаемый связ ующий материал и тем са мым форми р уют пер вый слой спека емо го свя зующего материала, покрывают поверхность слоя спекаемого связующего материала клейким веще ством, наносят второй слой спекаемого материала и повторяют эти операции до получения заготовки требуемой толщины. 31. Способ по п . 22 , о тлича ющий ся тем , что на кладывают се тчатый ма териал из полимерного или ме талли ческо го ма териа ла с низкой то чкой плавпения. 32. Способ по п. 31, отличающийся тем, что уда ляют упомянутый сетчатый материал практически полностью из спекаемого связующего материала во время спекания. 33. Способ по п. 22, отличающийся тем, что на кладывают се тчатый материал в виде про волоч ной сетки. 34. Способ по п. 22, отличающийся тем, что на носят клейкое вещество на твердые частицы, при липшие к чувствительной к да влен ию клейкой ленте, перед, по меньшей мере, части чным окру жением частиц в о тверстиях спекаемым свя зующим материалом. 35. Способ по п. 22, отличающийся тем, что ис пользуют сетчатый материал и чувстви тельную к давлению клейкую ленту в виде непрерывных по лос и наклады вают чувстви те льную к да влению клейкую ленту на сетча тый материал посредством то го , что подают непреры вные полосы чувстви те льной к да влени ю клейкой лен ты и се тча то го материала между сжимающими приспособления ми, расположенными друг против др уга 36. Способ по п. 35, отличающийся тем, что для, по меньшей мере, частичного окр ужения твердых частиц спекаемым связующим материалом ис пользуют предварительно сформированную спекаемую заго товку, котор ую подают между сжимающими приспособлениями вместе с сетчатым материалом и чувствительной к давлению клейкой лен гой 37. Способ по п 22, отл ичающийся тем, что используют твердые частицы, которые выбирают из гр уппы, со стоя щей из алмазов, карбидов, боридов, нитридо в, к усочков тверды х металло в, керамики и их смесей. 38 Способ по п 22, отл ичающийся тем, что при, по меньшей мере,, частичном окружении твердых частиц спекаемым связующим материалом уплотняют одну сторону предварительно сформированной пористой спекаемой заготовки клейким веществом, наносят некоторое количество плавкого порошка на упомянутую предварительно сформированную пористую спекаемую загото вку, и прижимают пористую заготовк у к твердым частицам перед нагревом связующего материала. 39. Способ по п . 22 , о тли чающий ся тем, что ис пользуют се тча ты й ма териа л, ко торый являе тся частью а брази вно го ма тери ала , при чем спекае мый связ ующий матери ал удерживае т упомян у тые ча стицы в отвер стия х се тча то го ма териа ла , создающи х определенный рисунок 40. Способ по п 22, отличающийся тем, что на кладывают чувстви те льную к да влению клейк ую ленту на выбранные участки сетча того материала для образо вания на нем ри сунка из клейкой лен ты. 41. Способ по п. 40, отличающийся тем, что вы бранные уча стки распола гают в определенном порядке. 42 Способ по п. 22, отл ичающийся тем, что накладыва ют, по мень шей мере.о дин шаблон, имеющий множество о тверстий , расположенных по определенному рисунку, на сторону сетчато го материала, противоположную стороне, на которую накладывают чувстви тельную к давлению клейкую ленту, перед тем, как твердые частицы помещают в отверстия сетчатого материала, так что частицы, прилипшие к чувствительной к давлению клейкой ленте, образ уют рисунок в се тча том материале, соответствующий рисунку шаблона 43. Способ по п. 42, отличающийся тем, что уда ляют шаблон перед, по меньшей мере, частичным окружением частиц, прилипших к чувствительной к давлению клейкой ленте, спекаемым связующим материалом. 44. Способ по п. 43, отличающийся тем, что уда ляют также сетчатый материал с чувствительной к давлени ю клейкой лен ты пере д, по меньшей мере.ча стичным окр ужением ча стиц , прилип ши х к клейкой ленте , спекаемым связ ующим ма териа лом. 45. Способ изготовления абразивного материала, включающий распределение тверды х частиц на подложке, по меньшей мере.частичное окружение боль шин ства твер ды х ча стиц на подложке спе каемым связующим материалом, и последующий нагрев спекаемого связующе го материала для прочного закрепления тверды х частиц спеченным связующим материалом, отличающийся тем, что при распределении твердых частиц на подложке в качестве подложки используют се тча тый матери ал с множеством отверстий и покрытие из клейко 27559 го матери ала , а распределение осуществляют тем, что накладывают покрытие из клейкого материала на одну сторону се тчато го материала с множеством отверстий, так, что покрытие из клейкого материала закрывает, по меньшей мере, некоторые из упомянуты х отверстий на упомянутой стороне, оставляя открытыми отверстия на противоположной стороне сетчатого материала, помещают некоторое количество тверды х частиц в, по меньшей мере, некоторые отверстия в сетчатом материале для образования пространственного рисунка из твердых частиц в сетча том материале, причем, по меньшей мере, некоторые частицы в отверстия х прилипают к покрытию из клейкого материала. 46. Способ по п . 45 , о тлича ющий ся тем , что на кладыва ют покры тие из клейко го ма териа ла , по меньшей мере, на о дн у, сторон у се тча того мате риала посредством того, что накладывают покры тие из клейкого ма териа ла на вспомо га тельн ую подложку и затем накладывают покрытие из клей кого материала на вспомогательной подложке на одну сторону сетчатого материала 47. Способ по п . 45 , о тлича ющ* йся тем, что на кладывают, по меньшей мере один шаблон, имеющий множество отверстий, распределенных по определенному ри сунк у, но сторон у се тча то го материала, противоположную стороне, на которую наносят покрытие из клейкого ма териала , перед тем кок твердые частицы размещают в о тверстия х сетчатого материала так, что частицы, прилипшие к покрытию из клейкого материала, образ уют ри сунок в сетчатом материале, соответствующий рисунку шаблона. 48. Способ по п. 47, о тлича ющийся тем, что уда ляют шаблон перед, по меньшей мере, частичным окружением частиц в о тверстия х се тча того мате риала спекаемым связующим материалом. 49. Способ по п . 45 , о тлича ющий ся тем , что ис пользуют твердые частицы, имеющие такой раз мер, что они выступа ют из о тверстий в сетча том материале. 50. Способ по п. 45, о тли чающийся тем , что для по меньшей мере частичного окружения частиц в отверстия х сетча того материала, прилипши х к клейкому покрытию, спекаемым связующим мате риалом используют предвари тельно сформиро ванн ую спекаем ую заго то вк у из спекаемого свя зующе го ма териа ла , ко тор ую разме ща ют с по меньшей мере одной стороны сетчатого материа ла для о бразо вания сборки и за тем прила га ют да влени е к это й сборке для то го , что бы сжа ть предварительно сформированную спекаемую за готовку, се тчатый материал и частицы вместе. 51. Способ по п. 50, о тлича ющийся тем, что при лагают давление к сборке перед стадией нагрева спекаемого связующего материала. 52. Способ по п. 50, о тлича ющийся тем, что при лагают давление к сборке во время стадии нагре ва спекаемого связующего материала. 53. Способ по п . 50 , о тлича ющий ся тем , что ис пользуют предварительно сформированную спе каемую заготовку, которая содержит твердые час тицы, распределенные случайным образом. 54. Способ по п . 50 , о тлича ющий ся тем , что ис пользуют предварительно сформированную спе каемую заготовку, которую изготавливают посред ством того, что покрывают клейкую ленту спекаемым связующим материалом для формирования первого слоя спекаемого связующего материала, покрывают поверхность это го первого слоя спекаемого связующе го материала клейким материалом, накладывают второй слой спекаемого связующе го материала, и повторяют упомянутые операции до получения предварительно сформированной заготовки желаемой толщины. 55. Способ по п . 50 , о тли чающий ся тем, что ис пользуют предварительно сформированную заго товк у, для изгото вления которой используют под ложку с клейкой повер хно стью, покрывают клей кую повер хность спекаемым связующим материа лом для создания перво го слоя спекаемого свя зующего материала, покрывают поверхность пер вого слоя спекаемого связ ующего материала клейким материа лом, нано сят второй слой спе каемого связующе го материала, и повторяют эти операции до получения предварительно сформи рованной заготовки желаемой толщины. 56. Способ по п . 50 , о тли чающий ся тем, что ис пользуют предварительно сформированную заго товку, которая является предварительно сформи рованной за го то вкой из спекаемо го связ ующего материала, содержащей плавкий порошок, и кото рую изго та вли вают посредством того , что уплот няют одн у сторону пористой предварительно сформированной спекаемой заготовки клейким материалом и затем вводят некоторое количество плавкого порошка в пористую предвари тельно сформированную заготовку. 57. Способ по п . 45 , о тлича ющий ся тем , что ис пользуют сетчатый материал, который выполнен из полимерного или легкоплавкого металлическо го материала. 58. Способ по п. 57, о тлича ющийся тем, что се т чатый материал полностью удаляют или, по мень шей мере, частично растворяют в спекаемом свя зующем материале в процессе нагревания. 59. Способ по п . 45 , о тлича ющий ся тем , что ис пользуют се тчатый материал , ко торый я вляе тся проволочной сеткой. 60. Способ по п . 45 , о тлича ющий ся тем , что ис пользуют твердые частицы, которые выбирают из гр уппы , состоя щей из а лмазов, карбидо в, бори дов, ни тридов, частиц тверды х мета лло в, частиц керамики и их смесей. 61. Способ по п. 45, о тлича ющийся тем, что се т чатый материал с частицами в о тверстия х и спе каемый связ ующий ма териал компактир уют по д давлением пере д ста дией на гре ва связ ующе го материала. 62. Способ по п. 45, о тлича ющийся тем, что при кладывают да вление к спекаемому связ ующем у материалу во время ста дии на гре ва спекаемого связующего материала. 63. С посо б п о п . 4 5 , о тли ча ющи й ся тем , что формируют композитный абразивный материал из связ ующе го мате риала с твердыми частицами , распределенными по определенному рисунку, и с сетчатым материалом на греванием спекаемого связующего материала. 64. Способ по п . 45 , о тлича ющий ся тем , что ис пользуют се тчатый материал, ко торый является предварительно сформированной заго то вкой из спекаемого связующего материала. 27559 65. Способ по п. 45, отличающийся тем, что на кладывают покрытие из клейко го ма териала так, что клейкое покрытие закрывает по существу все отверстия на упомянутой стороне сетчато го мате риала. 66. Способ по п. 45, отличающийся тем, что клей кое покрытие накладывают на выбранные участки сетча того матер иала с образованием на нем оп ределенного рисунка из клейкого материала. 67. Способ по п. 66, отличающийся тем, что рас полагают выбранные участки в определенном порядке. 68. Способ по п. 66, отличающийся тем, что ис пользуют се тчатый материал , ко торый я вляе тся проволочной сеткой. 69. Способ по п. 66, отличающийся тем, что ис пользуют се тчатый материал , ко торый я вляе тся полимерным материалом. 70. Способ по п. 66, отличающийся тем, что ис пользуют се тчатый материал, который имеет низ кую температур у испарения и эффективно удаля ется при нагревании связующего материала. 71. Способ по п. 66, отличающийся тем, что ис- . пользуют се тча ты й ма териа л, ко торый являе тся предвар ите льно сформиро ванной за го то вкой из спекаемого связующего материала. 72. Способ по п. 66, отличающийся тем, что при лагают давление к спекаемому связующему мате риалу во время стадии на грева упомянуто го спе каемого связующего материала. 73. Способ по п. 66, отличающийся тем, что для, по меньшей мере, частичного окр ужения частиц в отверстия х сетча того материала, прилипши х к клейкому покрытию, спекаемым связующим материалом используют спекаемую предварительно сформированную загото вку из спекаемого связующе го материала, котор ую размещают с, по меньшей мере, одной стороны се тча то го материала для образования сборки и затем прилагают давление к этой сборке, чтобы сжать предварительно сформированн ую заго товк у, се тча тый материал и частицы вместе. 74. Композиционный абразивный материал, я в ляющийся продуктом спекания связующе го мате риала, по меньшей мере, частично окр ужающе го твердые частицы, размещенные в о тверстиях сет чато го материа ла, отл ичающийс я тем, что ра с пределение тверды х ча стиц , разме щенн ы х в о т верстия х се тча то го ма териала, до и х окр ужения спекаемым связ ующим материалом и спекания связующего материала временно фиксировано клейким материалом, покрывающим, по меньшей мере, одну сторону сетчатого материала. 75. Композиционный ма териа л по п . 74 , отли чающийся тем, что твердые частицы выступают, по мень ше й мере , с о дной стор оны сп еченно го связующего материала. 76. Композиционны й ма териа л по п . 74 , отл и чающийся тем, что се тчатый материал выполнен из полимерного или металлического материала с низкой точкою плавления , ко торый практи че ски удаляе тся из спекаемого связ ующе го материа ла во время спекания. 77. Композиционный ма териа л по п . 74 , отли чающийс я тем, что сетча тым материалом явля ется проволочная сетка. Данное изобретение относится к абразивным материалам в частности к способу изготовления абразивных материалов с определенным рисунком распределения абразивных частиц, в которых множество абразивных частиц временно удерживается клейким веществом, а затем закрепляется связующим материалом. Мн ого уси лий было за тра чено в попы тка х размести ть алмазы или др угие тве рдые абра зивные ча стицы на повер хности в соотве тстви и с заданным рисунком . Же ла телен ри сунок , в котором по всей по ве р хно сти ра спре делен ы практически равномерно сами твердые частицы либо участки с опре деленным очер танием, в которы х частицы распр еделен ы в о бщем ра вно мерно. При нали чии части ц в распр еде ленны х по повер хности участка х с определенным очер танием скорость снятия слоя загото вки, а также чи сто та обраба ты ваемой по ве р хн ости , мо гут быть оптимизиро ваны , и, что бо лее важно , наличие пространства между абразивными уча стками делают возможным удален ие отходо в и втекание о хлаждающе го а ген та. Большинство известных методик, обеспечивающи х получение рисунка из абразивных частиц, включает обеспечение пятен металлической поверхности, на которые алмазы наносятся гальваническим способом, а затем удержива ются на месте посредством гальванопокрытия или поли мерной смолой или другими подобными способами. Для то го, чтобы обеспечить получение определенного рисунка из абразивных частиц алмазы наносились также вручн ую. Нанесение алмазов вр учн ую требует, конечно, много времени и частицы в таком случае удерживаются на месте в результате электролитического осаждения металла. Закрепление частиц посредством электроосажденного металла не представляется достаточно удо влетворительным, поскольку возможно нанесение недостаточного количества металла, чтобы действи тельно закрепить частицы и обеспечить износостойкость; поэтом у частицы склонны к выкрашиванию прежде чем абразивный материал буде т использован в достато чной степени до износа частиц. Как только один камешек или частица выпадает, ослабевает опора для соседних частиц, и ин стр умен т вскоре , на ве рняка, ли ши тся еще некоторого количества дополнительных частиц. Кроме то го, не все твердые ча стицы могут быть удержаны электроосажденным металлом, пределы электролитического осаждения ограничены стр ук турой металло в, поскольку не все металлы способны к электроосаждению. Электроосаждение нецелесообразно для неметалли ческих соединений. Кроме того, электроосаждение представляет некоторые проблемы для окружающей среды, связанные с удалением использованных электролитов. 27559 Другая методика предшествующе го уровня те хн и к и р аскр ы та во фр ан ц уз ск о й за я вк е № 69 01577, поданной 24 января 1969 и оп убликованной под № 2.029.390. Согласно этой заявке, абразивные частицы размещают в отверстиях сетчатого материала из проволоки, пластика и т.д. В то время как абразивные частицы находятся в отверстиях се тки, на металл наносят гальваническое покрытие с целью закрепления частиц в сетке. В одном варианте частицы вдавливают в отверстия сетки и сетка удерживает частицы до те х пор, пока металл подвергается гальваностегии, с тем чтобы закрепить частицы При использовании этого изобретения необходимо внимательно выбирать размер абразивных частиц, кроме того гальваностегия не обеспечивает достаточной прочности сцепления для получения доста точно долговечного материала. Донный способ тр удно осуществить в масштабе массового производства, потому что частицы в о тверстиях не закреплены пока металл не нанесен на материал, поэтому материал трудно перемещать до того , как он подвергается гальваностегии. Удачные методики получения модельного абразива предложены в патентах США № 4925457 от 15 мая 1990 г., № 5049165 от 17 сентября 1991 г., № 5092910 от 3 марта 1992 г. Наиболее близкий к заявляемому способ изготовления абразивного материала, включающий распределение тверды х частиц на подложке, по меньшей мере частичное окружение большинства тверды х частиц на подложке спекаемым связующим материалом, и последующий нагре в спекаемого связующего материала для прочного закрепления твердых частиц спеченным связующим материалом , описан в па тенте С ША № 5092910 от 03 03.1992, МПК5 В24В 1/00 (прототип). Этот способ обеспечивает получение однослойного и многослойного спеченного абразивного материала, который в последующем может быть разрезан по форме и прикреплен к несущему средству. Использование способного спекаться материала, предпочтительно обработанного давлением во время спекания, позволяет получить абразивный инструмент с заданным сочетанием прочности, гибкости, ударной вязкости, износостойкости, хорошей адгезией к металлической сетке и множеству абразивных частиц, таких как алмазы и кубические нитриды бора, обеспечивая конструктивную целостность. Бла годаря этому, могут быть удо влетворены применения, пользующиеся наибольшим спросом, такие как сегменты распиловочного инструмента для резки бетона, керамики, камня, элементы шли фова льных инстр ументов для снятия слоя заготовки, сегменты буровых долот Эти материалы и инструменты применяются для таких тяжелых работ, как резание без орошения Электроосажденный металл не обладает такими преимуществами. По желанию, конечно, множество участков специальных конфигураций можно размещать порознь на несущем средстве с целью получения абразивного материала с заданным рисунком Получаемый абразивный материал с заданным рисунком обладает хорошим качеством, но дополнительные стадии подготовки абразива, транспортировки подготовленного абразива в производственных помещениях или между ними, и последующей сборки абразивного материала с заданным рисунком делают те хнологию неэкономичной для массового производства абразивных материалов и для некоторых других применений. Наиболее близким к заявляемому изобретению по совокупности существенных признаков композиционный абразивный материал, являющийся продуктом спекания связующе го материала, по меньшей мере частично окр ужающего твердые частицы, размещенные в отверстиях сетча того материа ла , описан в патенте США № 5049165 от 17 09.1991, МПК5 B24D 11/00 (прототип). Изготавливают этот материал размещением тверды х абразивных частиц в ячейках несуще го средства, имеющего ячеистую стр уктур у. Удерживает твердые частицы в несущем средстве связующий материал, которым может быть само несущее средство или дополнительные вещества, такие как металл или смола. Этот композитный материал, имеющий каркас, который защищает и механически удерживает абразивные частицы в композитном материале, обладает большей долговечностью, чем обычные абразивные материалы подобного типа. Однако, те хнология его изготовления, близкая к описанному вы ше способу, обладае т и всеми е го недоста тками, перечисленными выше. В основу изобретения поставлена задача усовер шенствова ть способ изготовления абразивного материала за счет упрощения и облегчения стадий распределения твердых частиц на подложке и прикрепления тверды х частиц к подложке путем использования в эти х операциях клейкого вещества , временно прикрепляющего твердые частицы к подложке до того, как они будут прочно связаны связующим веществом. Поставленная задача решена тем, что предложен способ изготовления абразивного материала, включающий распределение твердых частиц на подложке, по меньшей мере частичное окружение большинства тверды х частиц на подложке спекаемым связующим материалом, и последующий нагрев спекаемого связующего материала для прочного закрепления твердых частиц спеченным связующим материалом, в котором, согласно изобретению, распределение твердых частиц осуществляют тем, что на подложку наносят клейкое вещество , после чего приводят подложку в соприкосновение с множеством твердых частиц, затем удаляют с подложки твердые частицы, не прилипшие к клейкому веществу, при этом на подложке остаются твердые частицы, прилипшие к клейкому ве ществу, а по меньшей мере частичное окружение большинства тверды х частиц спекаемым связующим материалом осуществляют тем, что подложку с прилипшими к ней твердыми частицами сжимают с предварительно сформированной, уплотненной с одной стороны чувстви тельной к давлению клейкой лентой, пористой за го то вкой, на котор ую на несен о не которое количество плавкого порошка. Такое решение обеспечивает простое и удобное распределение твердых частиц на подложке, как равномерное, так и по определенному рисунку, причем их временное прикрепление к подложке клейким веществом несравненно облегчает осуществление после дующи х стадий из го 27559 товления абразивного материала от окружения частиц связующим веществом до нагрева связующе го ве щества для его спекания и прочного удерживания тверды х частиц. Поставленная задача решена также тем, что предложен другой вариант способа изготовления абразивного материала, включающий распределение тверды х частиц на подложке, по меньшей мере частичное окружение большинства тверды х частиц на подложке спекаемым связующим материалом, и последующий нагре в спекаемого связующего материала для прочного закрепления тверды х частиц спеченным связующим материалом, в котором, согласно изобретению, при распределении твердых частиц но подложке в качестве подложки используют шаблон и чувствительную к давлению клейкую ленту, и распределение осуществляют тем, что размещают чувствительную к давлению клейкую ленту у одной из сторон шаблона, имеющего множество отверстий, расположенных в соответствии с определенным рисунком и проходящи х шаблон насквозь, так, чтобы чувстви тельная к давлению клейкая лента приклеилась к шаблону и закрыла отверстия, затем размещают некоторое количество твердых частиц с противоположной стороны шаблона так, чтобы некоторые из твердых частиц вошли в о тверстия и по меньшей мере часть из этих тверды х частиц, вошедши х в о тверстия, прилипла к чувствительной к давлению клейкой ленте, затем удаляют твердые частицы, не прилипшие к чувстви тельной к давлению клейкой ленте. Такое решение еще более упрощае т изготовление абразивного материала в тех случая х, когда желательно размещение абразивных частиц по определенному рисунку. Целесообразно при этом удалять шаблон с чувствительной к давлению клейкой ленты, перед по меньшей мере чостичным окружением твердых частиц, прилипших к чувствительной к давлению клейкой ленте, спекаемым связующим материалом. Такое решение обеспечивает возможность использования шаблона практически из любого удобного материала без его последующе го влияния на рабочие и прочностные ..арактеристики конечного продукта, Целесообразно в ряде случаев дополнительно воздействовать на твердые частицы, прилипшие к указанной чувстви тельной к давлению клейкой ленте, перед частичным окружением твердых частиц спекаемым связующим материалом, причем выбирать дополнительное воздействие целесоообраэно из группы, состоящей из механического воздействия и магнитного воздействия. Такое решение позволяет получа ть конечный продукт, в котором частицы не только равномерно распределены, но и одинаково ориентированы, что при работе такого инструмента обеспечивает более высокое качество обрабатываемой поверхности. Предпочтительно при этом использовать твердые частицы с таким размером, чтобы они выступали из отверстий в шаблоне. При этом дополнительное воздействие целесообразно выбирать из группы воздействий, включающей механическое воздействие и магнитное воздействие. Такое решение позволяет получи ть абразивный материал, не требующий перед первым использованием дополнительной обработки, открывающей твердые абразивные частицы. Целесообразно наносить плавкий материал на чувстви тельную к давлению клейкую ленту после удаления шаблона с чувствительной к давлению клейкой ленты, но перед частичным окружением твердых частиц, прилипши х к чувстви тельной к давлению клейкой ленте, спекаемым связующим материалом, при этом целесообразно выбирать плавкий материал из группы, состоящей из материалов, способных плави ться и паяться. Такое решение обеспечивает в дальнейшем возможность крепления сегментов полученного абразивного материала к несущему средству путем наплавки или пайки. Целесообразно выполнять шаблон из полимерного материала и осуществлять дополнительный нагрев, доста точный для удаления шаблона из названного материала. В этом случае о тпадает необходимость удаления шаблона перед ста дией окружения твер ды х частиц спекаемым связующим ве ще ством, но в конечном итоге получается абразивный ма тери а л, сво йства ко то ро го н е за ви ся т о т свойств материала шаблона Целесообразно наносить плавкий материал на чувстви тельную к давлению клейкую ленту перед по меньшей мере части чным окружением твердых частиц, прилипших к этой чувствительной к давлению клейкой ленте, спекаемым связующим материалом. Это решение также существенно облегчае т крепление сегментов полученного абразивного материала к несущем у средству п утем наплавки или пайки. Предпочти тельно твердые ча стицы выбирать из группы, состоящей из алмазов, карбидов, боридов, нитридов, к усочков твердых металлов и кусочков керамики, поскольку эти материалы обладают наибольшей твердостью при достаточной прочности Предпочтительно для частичного окружения частиц, прилипши х к чувстви тельной к давлению клейкой ленте, спекаемым связующим материалом использовать спекаемую предварительно сформированн ую заго товк у, котор ую размеща ть по меньшей мере у одной стороны упомян утой ленты и сжимать ленты и загото вки вместе. При этом целесообразно, чтобы предварительно сформированная заготовка содержала беспорядочно распределенные твердые частицы. Такое решение значительно упрощает и облегчае т получение слоя спекаемого связующе го материала однородной толщины, а следова тельно обеспечивает и однородный по толщине абразивный инстр умент. При наличии тверды х частиц в за гото вке матри чный ма териал оказывае тся также снабженным абразивными частицами, что повышает его износостойкость в промежутках рисунка, по которому распределены основные рабочие абразивные частицы Целесообразно перед размещением предвари тельно сформиро ванной заго то вки у по меньшей мере одной из сторон ленты изготавливать путем нанесения на чувствительную к давле 27559 нию клейкую ленту спекаемого связующего материала и формирования тем самым первого слоя спекаемого связующе го материала, покрытия повер хности спекаемого связующего материала клейким веществом, нанесения второго слоя спекаемого материала и повторения эти х операций до получения заготовки требуемой толщины. Такое решение обеспечивает получение эластичной заготовки заданной толщины, которую легко использовать на дальнейших стадиях изготовления абразивного материала Целесообразно выполнять шаблон и чувствительную к давлению клейкую ленту в форме непрерывных полос, и размещение чувстви тельной к давлению клейкой ленты у одной из сторон шаблона осуществлять путем подачи этих непрерывных полос шаблона и чувстви тельной к давлению клейкой ленты между сжимающих приспособлений, расположенных друг против др уга . Такое решение позволяет в существенной степени автоматизировать, а, следовательно, ускорить и удешеви ть производство непрерывной полосы, готовой к распределению на ней твердых частиц абразивного материала. Целесообразно, чтобы упомянутый шаблон ' являлся ча стью абр азивно го ма териала , причем спекаемый связ ующий ма териал удерживал упомянутые твердые частицы в о тверстия х шаблона , создающих определенный рисунок. Такое решение уменьшает число стадий в процессе изготовления абразивного инструмента с заданным рисунком распределения абразивных частиц, что допо лните льно снижает себе стоимость инструмента. Целесообразно для по меньшей мере частичного окружения твердых частиц, вошедши х в отверстия в шаблоне и прилипших к чувствительной к давлению клейкой ленте, спекаемым связующим материалом использовать предварительно сформированную спекаемую заго товк у, которую подавать между сжимающими приспособлениями вместе с шаблоном и чувстви тельной к давлению клейкой лентой после того, как упомянутые твердые частицы во шли в о тверстия в шаблоне. Такое решение обеспечивает возможность упрощения и автоматизации процесса всех стадий изготовления абразивного материала вплоть до нагрева связующего материала , приводя ще го к* его спеканию и прочному закреплению в нем твердых частиц. Целесообразно при осуществлении второго варианта способа накладывать чувствительную к давлению клейкую ленту на выбранные участки шаблона для образования на них рисунка из клейкой ленты, причем выбранные участки располагать в определенном порядке. Такое решение расширяет возможности распределения частиц по заданному рисунк у и позволяет изменять рисунок без необходимости замены используемых шаблонов или сетчатого материала. Поставленная задача решено также тем, что предложен еще один (третий) вариант способа изготовления абразивного материала, включающий распределение твердых частиц на подложке, по меньшей мере частичное окружение большин ства твердых частиц на подложке спекаемым связующим материалом, и последующий нагрев спекаемого связующего материала для прочного закрепления твердых частиц спеченным связующим материалом, в котором, со гласно изобретению, при распределении твердых частиц но подложке в качестве подложки используют се тча тый материал с множеством отверстий и чувстви тельную к давлению клейкую ленту, распределение осуществляют тем, что в по меньшей мере часть упомянуто го множества отверстий вводят твердые частицы и накладывают чувствительную к давлению клейкую ленту на се тчатый материал так, чтобы по меньшей мере часть тверды х частиц, введенных в отверстия сетчатого материала, прилипла к чувстви тельной к давлению клейкой ленте, а нагрев спекаемого связующе го материала осуществляют под давлением. Такое решение значительно облегчает, в сравнении с прототипом, равномерное распределение и временное удержание частиц на месте до стадии спекания связующего материала и прочного закрепления в нем твердых частиц. Приложение давления компактирует связующий материал и обеспечивает его более высокую плотность при значительно меньшей пористости в спеченном состоянии, что положительно сказывается на его прочностных характеристиках. В этом варианте способ может также дополнительно включать удаление сетчатого материала с чувствите льной к давлению клейкой ленты перед по меньшей мере частичным окружением частиц, прилипших к чувстви тельной к давлению липкой ленте, спекаемым связующим материалом. Такое решение обеспечивает строго равномерное распределение твердых частиц в абразивном материале и при этом допускает использование любого удобного сетчатого материала. Как и в вышеописанных вариантах способа, целесообразно дополнительно воздействовать на твердые частицы, причем указанное дополнительное воздействие целесообразно выбирать из группы, состоя щей из механического или магнитного воздействия. Ток же, как и в вышеописанных вариантах, целесообразно наносить способный плавиться материал но чувствительную к давлению клейкую ленту после удаления сетчатого материала с указанной чувствительной к давлению клейкой ленты и перед по меньшей мере частичным окружением частиц, прилипших к чувствительной к давлению липкой ленте, спекаемым связующим материалом. При этом целесообразно выбирать плавкий материал из группы, состоящей из материалов, способных плавиться и паяться. И в этом варианте целесообразно для по меньшей мере частичного окружения тверды х частиц, прилипших к чувствительной к давлению клейкой ленте, спекаемым связующим материалом, использовать спекаемую предварительно сформированную заго товк у, котор ую размещать по меньшей мере с одной стороны от упомянуты х твердых частиц и сжимать заготовку и частицы вместе. При этом предпочтительно использовать спекаемую предварительно сформированную заготовк у с беспорядочно расположенными в ней твердыми частицами. 27559 Целесообразно изготавливать указанную заготовк у путем нанесения на чувствительн ую к давлению клейкую ленту спекаемого связующего материала для создания первого слоя спекаемого связующе го материала, покрытия поверхности спекаемого связующе го материала клейким веществом, нанесения второ го слоя спекаемого связующего материала и повторения этих стадий до те х пор, пока не будет образована заготовка заданной толщины. Целесообразно при использовании сетчатого материала накладывать сетчатый материал из полимерного или металлического материала с низкой точкой плавления и практически полностью удалять его из спекаемого связующего материала во время спекания. Такое решение, как уже говорилось, позволяет получать строго равномерное распределение твердых частиц, используя при этом любой удобный сетчатый материал. Возможно также накладывать сетчатый материал в виде проволочной сетки. В этом случае эта сетка может работать в качестве армирующего каркаса в полученном абразивном материале. Предпочтительно, чтобы способ включал нанесение клейкого вещества но твердые частицы, прикрепленные к чувствительной к давлению клейкой ленте, перед по меньшей мере частичным окружением частиц в отверстиях спекаемым связующим материалом. Такое решение способствует удерживанию наносимого затем спекаемого связующего материала и облегчению транспортировки заготовки на стадию спекания. Целесообразно использовать сетчатый материал и чувстви тельн ую к давлению клейк ую ленту в виде непрерывных полос, и наложение чувствительной к давлению клейкой ленты на сетчатый материал выполнять подачей непрерывных полос чувстви тельной к давлению клейкой ленты и сетчатого материала между сжимающих приспособлений, расположенных др уг против др уга. При этом предпочтительно, чтобы по меньшей мере частичное окружение твердых частиц спекаемым связующим материалом включало юдачу предварительно сформированной спекаемой заготовки между сжимающими приспособлениями вместе с сетчатым материалом и чувствительной к давлению клейкой лентой. Такое решение, как и в предыдущих вариантах, существенно облегчает и позволяет автоматизировать технологический процесс изготовления абразивного материала вплоть до спекания связующего материала. В рассматр иваемом тре тьем вариан те предпочтите льно, чтобы по меньшей мере части чное окр ужение тверды х ча стиц спекаемым связ ующим ма териалом включало уплотнен ие одной стороны предвари тельно сформиро ван ной пористой спекаемой за го то вки клейким ве ще ством, нане сение неко торо го ко личе ства плавкого поро шка на предвари тельно сформированн ую пористую спекаемую заго то вк у, и прижимание указанной пористой заго то вки к указанным твердым частицам перед спеканием связ ующего матер иала . Такое решение может существенно по высить прочность связи твердых частиц с матричным материалом, а, следова тельно, и долго вечность работы изготовленного абразивного инструмента. Целесообразно, при осуществление третьего варианта способа, чтобы сетчатый материал являлся частью абразивного материала, причем спекаемый связующий материал удерживал упомянутые частицы в о тверстиях сетчатого материала, создающих определенный рисунок Такое решение уменьшает число стадий в процессе изготовления абразивного инстр умента с заданным рисунком распределения абразивных частиц, что дополнительно снижает себестоимость инструмента Целесообразно, чтобы тре тий вариант способа включал наложение по меньшей мере одного шаблона, имеющего множество отверстий, расположенных по определенному рисунку, на сторону сетчато го материала, противоположную стороне, на которую накладывают чувствительную к давлению клейкую ленту, перед тем, как твердые частицы помещают в о тверстия сетча того материала, так чтобы частицы, прилипшие к чувствительной к давлению клейкой ленте, образовывали бы рисунок в указанном сетчатом материале, соответствующий рисунку шаблона. Такое решение позволяет получи ть абразивный материал с заданным рисунком распределения твердых частиц, и при этом обеспечивается строго равномерное распределение твердых частиц в отдельных деталя х упомянутого рисунка В этом случае целесообразно, чтобы способ включал удаление шаблона и сетчатого материала перед по меньшей мере частичным окружением частиц, прилипших к чувстви тельной к давлению клейкой ленте, спекаемым связующим материалом Такое решение, как было сказано ранее, обеспечивает требуемое распределение частиц и при этом позволяет использовать любой удобный в работе шаблон или сетчатый материал Поставленная задача решена также тем, что предложен еще один (четвертый) вариант способа изготовления абразивного материала, включающий распределение твердых частиц на подложке, по меньшей мере частичное окружение большинства твердых частиц на подложке спекаемым свя-. зующим материалом, и последующий нагрев спекаемого связующе го материала для прочного закрепления твердых частиц спеченным связующим материалом, в ко тором, со гласно изобре тению, при распределении твердых частиц на подложке в качестве подложки используют сетча тый материал с множеством отверстий и покрытие из клейкого материала , а распределение осуществляют тем, что накладывают покрытие из клейкого материала на одну сторону сетчатого материала с множеством отверстий, так, что покрытие из клейкого материала закрывает по меньшей мере некоторые из упомянутых отверстий на упомянутой стороне, оставляя открытыми отверстия на противопопожной стороне сетчатого материала, помещают некоторое количество твердых частиц в по меньшей мере некоторые отверстия в сетчатом материале для образования пространственного рисунка из твердых частиц в сетчатом материале, 27559 сформированная спекаемая заготовка содержала твердые частицы, распределенные случайным образом. Как и в предыдущи х вариантах способа и по тем же причинам предпочтительно предварительно сформированную заготовку изготавли вать покрыванием клейкой ленты спекаемым связующим материалом для создания пер вого слоя спе каемого связующего материала, и покрыванием поверхности этого первого слоя спекаемого связующего материала клейким материалом, и наложением второго слоя спекаемого связующего материала, и повторением упомянутых стадий до получения предварительно сформированной заготовки желаемой толщины. Целесообразно также, чтобы упомянутая предварительно сформированная заготовка являлась предварительно сформированной заготовкой из спекаемого связующего материала, содержащей плавкий порошок, и ее изгота вливали уплотнением одной стороны пористой предварительно сформированной спекаемой заготовки клейким материалом и последующим введением некоторого количества плавкого порошка в пористую предварительно сформированную заготовку. Такое решение значительно ускоряет технологический процесс получения заготовки до стадии окружения твердых частиц и обеспечивает наиболее однородное и плотное строение абразивного материала с прочной связью используемых тверды х частиц со связующим материалом, которая обеспечивается введенным в пористую заготовку плавким материалом. Целесообразно, как и в предыдущи х вариантах и по тем же причинам, выполнять сетчатый материал из полимерного или легкоплавкого металлического материала и удалять или по меньшей мере частично растворять его в спекаемом связующем материале в .процессе нагревания. Можно также, чтобы сетча тый материал являлся проволочной сеткой. Предпочтительно компактировать сетчатый материал с частицами в отверстиях и спекаемый связующий материал под давлением перед стадией нагрева связующе го материала или прикладывать давление к спекаемому связующему материалу во время стадии нагрева спекаемого связующего материала. Как уже было сказано, такая операция снижает пористость, а, следовательно, повышает прочность связи твердых частиц со связующим материалом и прочность материала в целом. Предпочтительно в ряде случаев при осуществлении четвертого варианта способа нагреванием спекаемого матричного материала формировать композитный абразивный материал из связующе го материала с твердыми частицами, распределенными по определенному рисунку, и с сетчатым материалом, который может быть предварительно сформированной заготовкой из спекаемого связующего материала. При током решении достигается максимальная однородность спеченного связующего материала при строго однородном распределении в нем твердых частиц. Целесообразно при осуществлении четвертого варианта способа наносить клейкое покрытие причем по меньшей мере некоторые частицы в отверстиях прилипают к покрытию из клейкого материала. Такое решение, при всех преимущества х, описанных в предыдущих вариантах, обеспечивает, кроме того, равномерное распределение твердых частиц в пределах каждого элемента заданного рисунка. Целесообразно при этом покрытие из клейкого материала наносить по меньшей мере на одну сторону сетчатого материала наложением покрытия из клейкого материала на вспомогательную подложку и затем наложением покрытия из клейкого материала на вспомогательной подложке на одну сторону сетчатого материала. Такое решение облегчает манипулирование покрытием из клейкого материала, т. е. дополнительно облегчает изготовление абразивного материала. Предпочтительно накладывать по меньшей мере один шаблон, имеющий множество отверстий, распределенных по определенному рисунку, на сторону сетчатого материала, противоположную стороче, на которую наносят покрытие из клейкого материала, перед тем как твердые час- • тицы размещают в отверстиях се тчато го материала так, что частицы, прилипшие к покрытию из клейкого материала, образуют рисунок в сетчатом материале, соответствующий рисунку шаблона. Такое решение обеспечивает создание определенного рисунка распределения твердых частиц в абразивном инструменте и одновременно обеспечивает ровномерное распределение твердых частиц в каждом элементе этого рисунка. Целесообразно, как и в предыдущих вариантах способа и по тем же причинам, удалять шаблон перед по меньшей мере частичным окружением частиц в отверстиях сетчатого материала спекаемым связующим материалом и использовать твердые частицы, имеющие такой размер, что они выступают из отверстий в сетча том материале. Целесообразно, как и в предыдущих вариантах способа и по тем же причинам, чтобы по меньшей мере частичное окружение частиц в отверстиях сетчатого материала, прилипших к клейкому покрытию, спекаемым связующим материалом включало размещение предварительно сформированной спекаемой заготовки из спекае-" мого связующего материала с по меньшей мере одной стороны сетчатого материала для образования сборки и последующее приложение давления к этой сборке с тем, чтобы сжать предварительно сформированную спекаемую заготовку, сетчатый материал и частицы вместе. При этом предпочтительно прикладывать давление к сборке перед стадией нагрева спекаемого связующего материала или во время стадии нагрева спекаемого связующего материала. Такое решение обеспечивает снижение пористости спеченного связующего материала, повышает прочность связи твердых частиц и сетчатого материала со спеченным связующим материалом и повышает прочность абразивного материала в целом. Целесообразно при этом и в данном четвертом варианте способа, чтобы предварительно 10 27559 на выбранные участки сетчатого материала для образования на нем определенного рисунка из клейкого материала и располагать при этом выбранные участки в определенном порядке. И в этом случае обеспечивае тся простое и удобное распределение твердых частиц в изготовленном абразивном материале по заданному рисунку и однородное распределение частиц в каждом элементе рисунка И в этом варианте се тча тый материал может быть как проволочной сеткой, так и полимерным материалом. В последнем случае предпочтительно, чтобы сетчатый материал имел низкую температур у испарения и эффективно удалялся при нагревании связующе го материала. Такое решение обеспечивает армирование абразивного материала проволочной сеткой в тех случая х, ко гда необходимо получение особо прочного на излом абразивного материала, или полное исключение влияния сетчатого материала на конечные свойства получаемого продукта в тех случаях, когда необходимо применение сетчатого материала, удобного для манипуляций с ним на промежуточных стадия х изготовления абразивного материала. По уже описанным выше причинам предпочтительно, чтобы сетча тый материал являлся предварительно сформированной заготовкой из спекаемого связующего материала. Как и в ранее описанных варианта х целесообразно и в четвертом варианте осуществления изобретения, чтобы по меньшей мере частичное "окружение частиц в отверстия х се тчато го материала, прилипших к клейкому покрытию, спекаемым связующим материалом осуществлялось размещением предварительно сформированной спекаемой заготовки из спекаемого связующего материала с по меньшей мере одной стороны сетча того материала для образования сборки и последующим при ложением давления к этой сборке с тем, чтобы сжать предварительно сформированную заготовк у, се тча тый материал и частицы вместе. Такое решение обеспечивает наиболее эффективный, высокопроизводительный, автоматизированный способ изготовление абразивного инструмента. Целесообразно, чтобы при осуществлении четвертого варианта способа клейкое покрытие закрывало по существу все упомянутые отверстия на упомянутой одной стороне сетчатого материала. При таком решении клейкое покрытие наиболее просто наносить любым известным способом и при этом легко варьировать рисунок распределения твердых частиц, не соотнося его с наличием или отсутствием клейкого покрытия на данном участке. В основу изобретения также поставлена задача предложить композитный абразивный материал, который по своим рабочим и прочностным характеристикам не уступает прототипу, но более прост в изготовлении и более доступен потребителю с экономической точки зрения. Поставленная задача решена тем, что предложен композиционный абразивный материал, являющийся продуктом спекания связующего материала, по меньшей мере части чно окружаю щего твердые частицы, размещенные в отверстиях сетчато го материала, в котором, согласно изобретению, распределение твердых частиц, размещенных в отверстия х сетчато го материала, до их окр ужения спекаемым связуюшим материалом и спекания связующего материала временно фиксировано клейким материалом, покрывающим по меньшей мере одну сторону сетча того материала. Такое решение обеспечивает композиционный абразивный материал со строго заданным распределением частиц в связующем материале, обеспечивающим оптимальные рабочие характеристики инструмента, при том, что он значительно более прост в изготовлении, которое может быть легко автоматизировано, и себестоимость изготовления такого инстр умента значительно ниже, чем прототипа. Предпочтительно, чтобы твердые абразивные частицы выступали по меньшей мере с одной стороны спеченного связующего материала. Такое решение исключает необходимость "открывания" твердых абразивных частиц перед первым использованием инструмента. Целесообразно, чтобы сетчатый материал был выполнен из полимерного или металлического материала с низкой точкой плавления, в частности им может быть проволочная сетка. Такое решение обусловливает практическое отсутствие сетчатого материала в спеченном связующем материале, т. е. отсутствие его влияния на конечные прочностные и рабочие характеристики полученного абразивного материала. Эти и другие отли чительные черты и преимущества настоя щего изобретения станут очевидными при рассмотрении последующего описания, взятого в соче тании с прилагаемыми чертежами, на которых изображено следующее: Фиг.1 показывае т до вольно схемати чный вид в перспективе, показывающий один способ изготовления абразивного материала согласно настоящему изобретению, Фиг. 2 демонстрирует вид, аналогичный фиг. 2, но показывающий немного измененную те хнологию, Фиг. 3 показывает увели ченный вид поперечного разреза, показывающий материал по фиг. 1 или фи г. 2, закрепленный связующим ве ществом, согласно настоящему изобретению, Фиг. 4 показывает увеличенный поперечный разрез, показывающий измененную форму устройства, изображенного на фиг. 3, Фи г.5 схематичн о предста вляе т др угой способ закрепления частиц в связ ующем мате риале, и Фиг. 6-8 демонстрир уют схемати чный вид други х измененных способов закрепления частиц в связующем материале. Способ изготовления абразивного материала согласно изобретению включает распределение твердых частиц на подложке, по меньшей мере частичное окружение большинства тверды х частиц на подложке спекаемым связующим веществом и последующий нагрев спекаемого связующего материала для прочного закрепления твердых частиц спеченным связующим материалом и отличается от предшествующе го уровня те хники тем, что предусматривает временное закрепление 11 27559 твердых частиц на подложке на стадии их распределения с помощью клейкого материала, используемого в том или ином виде. Теперь, ссылаясь более конкретно на чертежи, рассмотрим представленные варианты исполнения изобретения. На фиг. 1 показана одна технология нанесения твердых абразивных частиц на подложку. Подложка 1 может быть выполнена практически из любого материала, например, тонкой пластинки металла, пластика или бумаги, или же предварительно сформированной заготовки, состоящей из неспеченного, частично спеченного или полностью спеченного металлического порошка, металлических волокон или других подобных материалов. В общем, почти любой материал можно использовать в качестве подложки 1, в том числе подложка может быть образована путем осаждения из паровой фазы, термонапылением, например, плазменным напылением или подобным образом. Первая стадия на фиг. 1 показывает подложку 1 со множеством клейких зон 2 на ней. Клейкие зоны 2 могут быть образованы любым желаемым путем. Например, поверхность подложки 1 может быть защищена шаблоном, а зоны запыляются или заливаются и т. п. Также зоны 2 могут бы ть предста влены кусо чками чувствительной к давлению ленты. Таким образом, любые средства, делающие зоны 2 клейкими, входят в область настоящего изобретения. Пайка твердым припоем, наплавление и ласта могут быть успешно использованы в качестве клейкого вещества в настоящем изобретении. Подходит и паста, обработанная или необработанная флюсом. Паста есть в продаже, а также может изготавливаться на заказ, чтобы удо влетворя ть конкретным требованиям. И так, такая паста обеспечит одновременно клейкий и способный плавиться материал. Само собой разумеется при этом, что такая паста может содержать материал скорее способный спекаться, чем плавиться, или же тот и др угой вместе. Вторая стадия но фиг. 1 затем показывает подложку 1 в соприкосновении со множеством твердых частиц, при этом идея заключается в том, чтобы подложку полностью покрыть частицами. Затем подложку переворачивают, или же воздействуют на нее как-то иначе, чтобы удали ть с подложки не прилипшие частицы. В то время как на второй стадии частицы 3 покрывают всю подложку 1, третья стадия показывает частицы 3, оставшиеся только в клейких зонах 2. Итак, материал подготовлен к приему связующего ве щества , чтобы постоянно и прочно закрепить частицы 3. Фиг. 2 показывает вариант способа, изображенного на фиг. 1. На фиг. 2 вся подложка 1 покрыта слоем клейкого вещества. Так как вся поверхность покрыта клейким веществом, понятно, что оно может быть нанесено или путем напыления, накатки, кистью и т. п. или возможно также погружение подложки в клейкое вещество, или могут быть применены липкие ленты. Согласно другим технологиям, поверхность подложки 1 покрывается липким клейким веществом. Вторая стадия заключается в размещении шаблона у поверхности подложки 1, а затем в размещении множества твердых частиц но поверхности. Как показано на фиг. 2, шаблон 4 име ет относительно крупные отверстия, через которые пройдут частицы 3 для создания зон частиц, прилипших к подложке 1. Затем шаблон 4 может быть удален, кок указано на фиг. 2 на тре тьей стадии, и остается подложка со множеством дискретных зон, в каждой из которых находи тся множество частиц, временно приклеенных к ней. Возможны несколько вариантов этого способа. Как будет указано ниже, шаблон может быть проволочной сеткой или чем-нибудь другим, подобным сетке, шаблон можно оставить на месте, чтобы он стал частью конечного абразивного продукта . Имея это ввиду, клейкое вещество можно нанести на шаблон после то го, как он размещен на месте, и до того, как твердые частицы соприкоснутся с поверхностью. Шаблон сохранит некоторое количество частиц на своей повер хности в дополнение к частицам, оставшимся внутри отверстий шаблона. К тому же частицы могут быть размещены на поверхности, затем клейкое вещество можно нанести на всю повер хность и е ще больше частиц добави тся . Теперь остане тся большее количество тверды х частиц, и некоторые из них будут зафиксированы в шаблоне. Настоя щее изобретение вполне пригодно для ориентации твердых частиц до того, как они закреплены постоянно. При применении механического воздействия, например, встряхивания или вибрации подложки с твердыми частицами, временно закрепленными клейким веществом или незакрепленными на подложке, ча сти цы вынуждены будут устремиться к стабильному размещению. При применении магнитного воздействия, такие частицы, как алмазы, сориентируются согласно их кристалло графической стр уктуре и линиям магнитного воздействия. Итак, возможно применение многих различных физических воздействий на подложку с твердыми частицами на ней, результатом которых,будет одинаковая ориентация частиц. Как только частицы окажутся сориентированными, их необходимо будет надежно удержать, чтобы воспользоваться преимуществами ориентации. После то го, кок частицы сориентированы, на группу частиц можно путем напыления нанести слой клейкого вещества, чтобы закрепить положение. Также можно смочить частицы жидкостью, например, водой, затем заморозить жидкость, чтобы удержать частицы. В любом случае частицы приводят в соприкосновение со способным спекаться или со способным плавиться материалом, возможно в виде предварительно сформированной заготовки, чтобы обеспечить постоянное закрепление частиц. Теперь переключаем внимание на фиг. 3 , где показан один способ удержания частиц связующим веществом. На фиг. 3 показана подложка 1, приготовленная из любого вышеописанного материала. Далее необходимо заметить, что подложка 1 может быть лентой или чем-то подобным, имеющим клейкое вещество на обеих сторонах. Лента может быть помещена на предварительно сформированную заготовку 5 и принимать частицы 3 на другую сторону. Подложка 1 может также быть и почти жестким материалом, расположенным на предварительно сформированной заготовке 5. В любом случае подложка 1 располагается 12 27559 на заготовке 5 и оказывается под давлением противоположных пластин 6. При воздействии давления на сборку, изображенную на фи г. 3 , ча стицы 3 будут вдавливаться в предварительно сформированную заготовку 5. Можно заставить частицы 3 полностью вдавиться в загото вку, так что частицы оказываются полностью окруженными связующим ве ществом, или можно оставить частицы частично выступающими из заготовки. Это - вопрос выбора конструкции в зависимости от конкретного назначения получаемого абразивного материала. Для специалистов в данной области техники понятно, что предварительно сформированная заготовка 5 может быть любого типа из многочисленных существующи х типов. Во-первых, необходимо указать, что заготовка может быть способным спекаться или способным плавиться материалом или комбинацией этих материалов, что определяется заданными конкретными результатами. Специалистам понятно, что способ и его назначение в данном контексте по существу одинаковы, вне зависимости от того, способен связующий материал спекаться или плавиться. Окончательная прочность различна, но специалисты выберут конкретный связующий материал, наилучший для заданного применения. Поэтому, в данном случае, термины "способный спекаться" и "способный плавиться" включают в себя признаки друг др уга, если только контекст не указывает иного. Более того, нужно понимать, что связующий материал может быть осажден способами термического воздействия, такими как термическое напыление (например, плазменное) или осаждение из паровой фазы. В контексте настоящего изобретения термоосаждение материала можно считать равносильным использованию спекаемого материала. Следует понимать, что кроме спекаемых и плавких связующи х материалов электролитическим способом может быть осажден металл, чтобы достичь временного закрепления частиц. В этом случае можно употребить электропроводящее клейкое ве щество . Специалистам понятно, что связующий материал, полученный путем электролитического осаждения, не так прочен, как спекаемый или плавкий связующий ма:эриал. Далее, рассматривая фиг. 4, заметим, что она демонстрирует устройство, использующее способ, описанный в связи с фиг. 2, где шаблон помещен у подложки, и частицы прилипают к открытым участкам подложки. Согласно фиг. 4 , подложка 1 имеет клейкое вещество, как описано выше. Шаблон имеет форму проволочной сетки 7. В то время как отверстия в шаблоне согласно фи г. 2 доста точно крупны, чтобы большое количество частиц 3 вошло во все отверстия, на фиг. 4 отверстия таковы, что одна единственная частица 8 находи тся в каждом отверстии. Это вопрос выбора конструкции, и может быть выбрано любое соотношение размеров отверстия и частицы. Другой отличи тельной чертой на фиг. 4 является блокирование или экранирование части шаблона 7. Может быть использован какой-то вид экрана 9, чтобы закрыть часть сетки 7 и клейкого вещества для того, чтобы препятствовать прилипанию частиц 8 в этом участке. Хо тя и могут при меняться различные материалы и технологии , в случае применения чувствительной к давлению ленты в качестве подложки 1, ту же ленту можно применить в качестве экрана 9, таким образом шаблон совершенно легко собрать. На фи г. 4 показано устрой ство, схожее с фи г. 3 тем, что подложка 1 с временно прилипшими частицами 8 размещена на предварительно сформированной заготовке 10, а пластины 11 оказывают по том давление на клеевое соединение. Отли чие на фиг. 4 в том, что шаблон в виде сетки 7 сохраняется, будучи вдавленным в эту заготовку. Сетка 7 может быть выполнена из стали или др уго го мета лла с о тносите льно высокой то чкой плавления, тогда сетка способствуе т удерживанию частиц 8 во время использования полученного а брази вно го ма тер иала , и ли се тка 7 может быть из полимера или подобного материала с низкой точкой плавления (или даже парообразования), в таком случае сетка успе шно исчезнет из полученного абразивного материала. Кок упоминалось ранее, частицы 8 могут быть полностью вдавлены в заготовку 10, или они могут частично выступать из заго товки, образуя сразу же "открытую" поверхность. При применении способа по данному изобретению, отношение размера отверстия сетки к размеру тверды х частиц не имеет значения. Во время уплотнения материала, частицы могут разделяться связующим веществом, так что в основном все частицы в значительной степени полностью охвачены связующим ве ществом и не находятся в непосредственном контакте с проволокой сетчатого материала. Фиг. 5 показывает другой вариант вышеописанного способа. На фиг. 5 изображена подложка 1, имеющая клейкое вещество по меньшей мере на одной из сторон. Повер хность может быть закрыта шаблоном, как указывалось выше, для размещения твердых частиц 12, потом шаблон по желанию может быть удален или оста влен . На фиг. 5 шаблон не показан, но сетка, подобная той, что на фиг. 4, по желанию может быть использована и оставлена на месте. Затем плавкий материал 13 размещают но подложке. Ток кок твердые частицы 12 уже находятся на месте, плавкий материал 13 заполнит пусто ты. На фиг. 5 показано небольшое число кусочков материала 13, но специалистам понятно, что можно использовать относительно мелкий порошок, и материал 13 окружит в значительной степени каждую из частиц 12. Подложка 1, таким образом, имеет распределенные по ней твердые частицы 12 и плавкий материал 13, по меньшей мере частично о хва тывающий твердые частицы 12, приклеенные к подложке 1 клейким веществом на подложке Затем эта подложка помещается на предварительно сформированную заготовку. Как указано на фиг.5, подложка находится между двумя загото вками, хо тя по желанию может бы ть использо вана и только одна, как показано на фиг. 4. Пластины 14 оказывают давление на сборку согласно фиг. 5 и применяется нагрев. Плавкий материал 13 расплавляется при температуре спекания, либо ниже температуры спекания заготовок 15 и 16 и способствуе т связыванию частиц 12 одна с др угой , и также с заго то вками 15 и 16 . В ре 13 27559 зультате абразивный инструмент может стать крепче, или же, учитывая превосходное связывание, можно использовать более дешевые заготовки, не ухудшая при этом качество конечного абразивного продукта Как известно, в случае, если твердые частицы 12 погружены под поверхность связующего материала, рабочая поверхность инстр умента должна подвергаться пескостр уйной или иной обработке с тем, чтобы "о ткрыть" поверхность, или же обнажить твердые частицы, перед первым использованием инструмента. Во всех вышеописанных способах необходимо иметь ввиду, что подложка 1 практически может быть выполнена из любого материала, также как и предварительно сформированная заготовка. Заготовка может быть покрыта клейким веществом, чтобы выступать в качестве подложки, затем надо учесть, что стадия размещения подложки на заготовке не является отдельной стадией, но совмещается со стадией размещения твердых частиц на подложке. Далее нужно иметь в виду, что начинать можно с любой подложки, например, куска чувствительной к давлению ленты, покрытой порошком или волокнами связующе го материала. На слой связующего материала наносится дополнительный слой клейкого вещества, процесс повторяется до тех пор, пока не получена заготовка заданной толщины. Клейкое вещество может быть последним слоем, обеспечивающим прием и временное удержание твердых частиц. Спекаемая заготовка с высоким процентом пористости (80% и выше) может быть снабжена клейкой подложкой, чтобы уплотнить одну сторону заготовки. Затем мелкий плавкий порошок насыпают на заготовку, чтобы заполнить поры заготовки хотя бы частично. По желанию можно употребить втор ую клейкую подложку, чтобы изолировать противоположную сторону пористой заготовки. Затем пористая заготовка принимает множество твердых частиц, временно прикрепленных к другой клейкой подложке. Сетку, или что-то подобное, также можно приклеить к этой подложке. Подложки и заготовку затем размещают вместе и спекают под давлением или без давления. Конечно, следует понимать, что можно разместить заготовку повер х слоя тверды х частиц, так что твердые частицы окажутся между двумя заготовками. Заготовка для использования в данном изобретении также может включать множество твердых частиц. Например, некоторые алмазы, кубические нитриды бора, измельченный твердый металл, такой как сцементированные карбиды и керамические частицы можно смешать с металлическим порошком или волокнами заготовки. Тогда заготовка может быть склеена клейким веществом, спеченным полностью или частично. Включенные твердые частицы обеспечат более высокое сопротивление истиранию, чтобы сохранить твердые частицы 3, 8 или 12 и удерживать их более прочно. Снабжая заготовку твердыми частицами, можно поместить сетчатый материал хотя бы на одну сторону заготовки и приложить компактирующее давление. При компактировании некоторые из твердых частиц будут вынуждены войти в отверстия сетчатого материала, чем достигается тот же результат, который описан выше. При том, что абразивный материал не станови тся почти полностью однородным, как материал, полученный другими указанными здесь способами, описанная технология проста и может обеспечить получение недорогого коммерческого продукта. Во все х вы шеуказанных вариантах изобретения для специалистов ясно, что материалы могут быть пропитаны плавким материалом. Достаточно просто поместить легкоплавкий материал хо тя бы на одну сторону сборки перед началом нагревания и/или компактирования, и плавкий материал расплавится и проникнет в материал по капиллярам. Рассматривая фиг. 6, 7 и 8, необходимо иметь в виду вышеописанные способы и также знать, что стадию компактирования осуществляют путем компактирования прокаткой. На фиг.6, 7 и 8 устройство по существу то же, так что все аналогичные позиции имеют те же числовые обозначения. На фиг. 6 подложка 1 подается между двумя валками 17 и 18. Подложка 1 - это любая из вышеописанных с прилипшими к ней твердыми частицами. Чтобы со хранить частицы в связ ующем материале, добавляется металлический порошок 19 или что-либо подобное. Сборка компактируется в зазоре между валками 17 и 18 для получения конечного продукта 20. Понятно, что порошок 19 может быть спекаемым или легкоплавким веществом и может включать твердые частицы, как обсуждалось выше. Фиг. 7 показывает подложку 1, проходя щую между валками 17 и 18, и предварительно сформированную заготовку 21, расположенную у подложки 1. Давление в зазоре валков 17 и 18 обеспечит стадию уплотнения для получения конечного продукта 22. Фиг. 8 подобна фи г. 7 за исключением того, что имеются две предварительно сформированные заготовки 23 и 24, расположенные с двух сторон подложки, для получения продукта, подобного тому, который был получен способом, показанным на фиг. 5. Продукт 25 вы ходит из зажимов валков 17 и 18. Таким образом, способ настоящего изобретения легко адаптируется к непрерывному процессу формирования абразивного материала. Непрерывная полоса подложки, будь это клейкая лента, чувстви тельная к давлению, или предварительно сформированная заготовка, также покрытая слоем клейкого вещества, может быть расположена между компактирующими валками 17 и 18. Для образования конечного продукта связующий материал типа порошка или волокон можно поместить у подложки или у подложки можно поместить предварительно сформированную заготовку. Материал подложки и связующий материал можно выбрать таким образом, чтобы обеспечить получение конечного продукта с заданными свойствами. Следовательно, специалистам ясно, что конкретные варианты изобретения, представленные здесь только в виде иллюстраций, ни в коей мере не подразумевают ограничений, поэтому многочисленные изменения могут иметь место, и можно обращаться к применению эквивалентов, не отклоняясь от сущности и объема изобретения, изложенного в прилагаемой формуле изобретения. 14 s». 9 миф , H P" u \ \ \ \ \ \ \ 9 i" \ Д s; \ ;'./ L \ к \ \)\ . \ : A /. / \ ^ ^J / // 7 ----- і I Z" h • • , • ' . " ..'= T 7 = \ Щ »Y "• Y'f. * о О о S> 1 ° I * О 0 01 •c^otj^ J /\ 2T£ V 8 VV 8 (. J4 I 699Z2 27559 20 ФИГ. 6 23 18 Фиг. 8 Тираж 50 екз. Відкрите акціонерне товариство «Патент» Україна, 88000, м Ужгород, вул. Гагаріна, 101 (03122) 3-72-89 (03122) 2-57-03 16
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for producing adhesive (variants) and composite abrasive
Автори англійськоюCelesin Naum N.
Назва патенту російськоюСпособ изготовления абразивного материала (варианты) и композиционный абразивный материал
Автори російськоюЦелесин Наум Н.
МПК / Мітки
МПК: B44C 1/165
Мітки: абразивний, композиційний, матеріалу, матеріал, абразивного, виготовлення, варіанти, спосіб
Код посилання
<a href="https://ua.patents.su/18-27559-sposib-vigotovlennya-abrazivnogo-materialu-varianti-i-kompozicijjnijj-abrazivnijj-material.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення абразивного матеріалу (варіанти) і композиційний абразивний матеріал</a>
Курильний матеріал з табачних листів, спосіб їх обробки для одержання курильного матеріалу (варіанти) та спосіб одержання курильного матеріалу для виготовлення сигарет
Номер патенту: 19152
Опубліковано: 25.12.1997
Автори: Рой Лестер Праузе, Дейвід Джеймс Молінью, Барбара Керел Клемер
МПК: A24B 13/00
Мітки: курильний, обробки, табачних, одержання, спосіб, матеріал, сигарет, варіанти, матеріалу, курильного, виготовлення, листів
Формула / Реферат:
1. Курительный материал из табачных листьев, содержащий смесь из частиц тонких пластинок табачных листьев и частиц стеблей табачных листьев, оτличающийся тем, что. угол откоса отделенных от частиц стеблей тонких пластинок составляет не более 45° относительно горизонтали, при этом 60% и более частиц тонких пластинок, свободных от пыли, имеют коэффициент формы, определяемый из соотношения и составляющий не менее 0,5.2. Материал по...
Курильний матеріал з табачних листків, спосіб їх обробки для отримання курильного матеріалу (варіанти) і спосіб отримання курильного матеріалу для виготовлення сигарет
Номер патенту: 18254
Опубліковано: 25.12.1997
Автори: Рой Лестер Праузе, Барбара Керел-Клеммер
МПК: A24B 13/00
Мітки: отримання, листків, курильного, матеріал, обробки, сигарет, табачних, виготовлення, курильний, матеріалу, спосіб, варіанти
Формула / Реферат:
1. Курительный материал из табачных листьев, содержащий смесь из частиц тонких пластинок табачных листьев и частиц стеблей табачных листьев, отличающийся тем, что угол откоса отделенных от частиц стеблей тонких пластинок составляет не более 45°, при этом 70% и более частиц тонких пластинок, свободных от пыли, имеют коэффициент формы, определяемый из соотношения и составляющий не менее 0,5.2. Курительный материал по п.1, отличающийся...
Гідроізолювальний матеріал, що деформується, для дахів та спосіб виготовлення цього матеріалу
Номер патенту: 27015
Опубліковано: 28.02.2000
Автори: Андерсен Сьюзен Б'єргегаард, Джекобсен Пер
МПК: E04D 13/14, E04D 13/00
Мітки: гідроізолювальний, спосіб, виготовлення, матеріалу, цього, дахів, деформується, матеріал
Формула / Реферат:
1. Деформируемый гидроизолирующий материал для крыш, состоящий, по крайней мере, частично из гофрированной ленты или полосы из металлического листа или фольги с гофрами в виде непрерывного волнового профиля, отличающийся тем, что гофры выполнены в двух ортогональных направлениях.2. Деформируемый гидроизолирующий материал для крыш по п.1, отличающийся тем, что дополнительно содержит второй металлический слоя той же формы, сложенным с...
Сировинна суміш для одержання композиційного матеріалу, композиційний матеріал, спосіб приготування сировинної суміші для композиційного матеріалу, спосіб виробництва гіпсоволокнистих плит
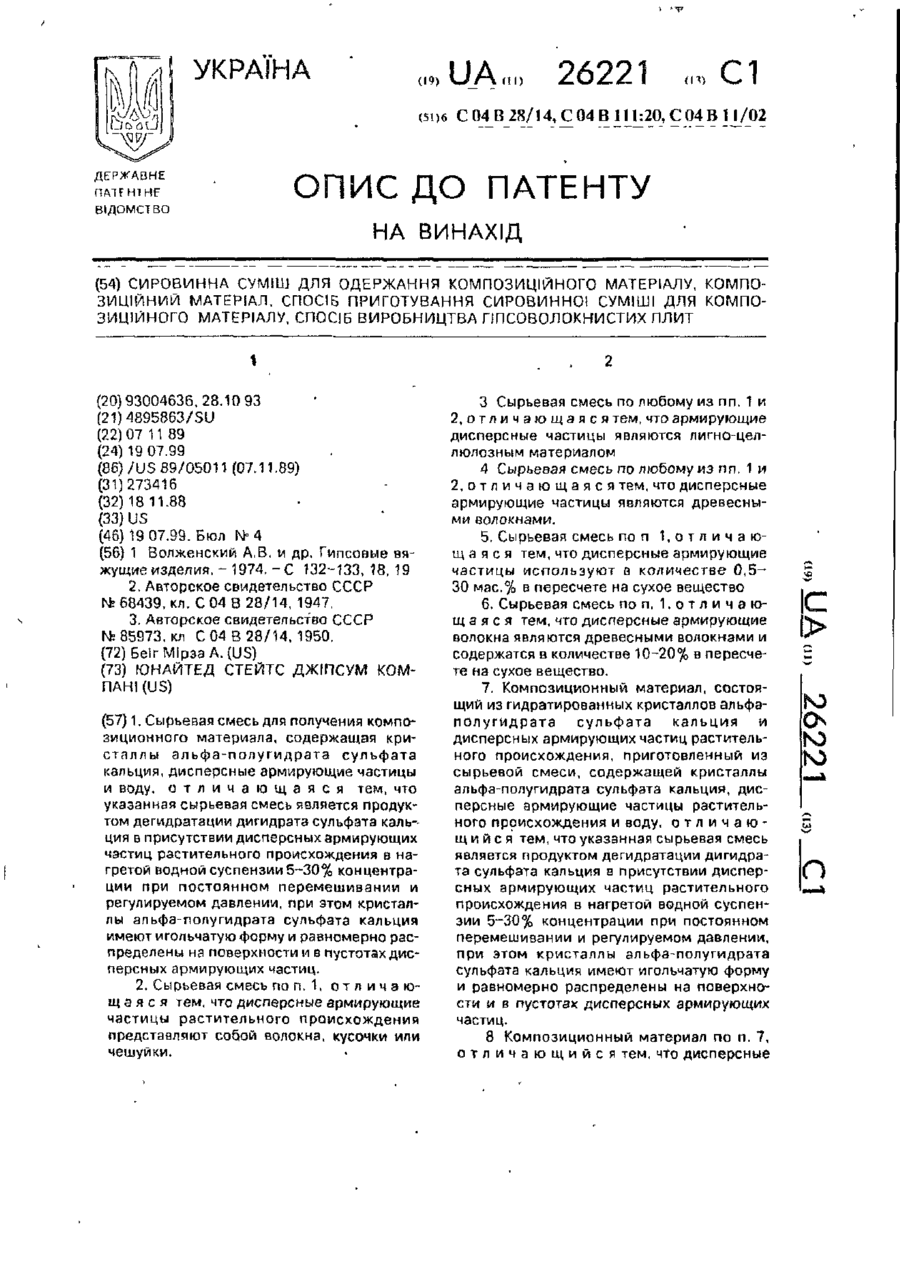
Номер патенту: 26221
Опубліковано: 19.07.1999
Автор: Беіг Мірза А.
Мітки: матеріалу, плит, композиційний, спосіб, приготування, сировинна, гіпсоволокнистих, матеріал, виробництва, композиційного, суміш, одержання, сировинної, суміші
Формула / Реферат:
(57) 1. Сырьевая смесь для получения композиционного материала, содержащая кристаллы альфа-полугидрата сульфата кальция, дисперсные армирующие частицы и воду, отличающаяся тем, что указанная сырьевая смесь является продуктом дегидратации дегидрата сульфата кальция в присутствии дисперсных армирующих частиц растительного происхождения в нагретой водной суспензии 5-30% концентрации при постоянном перемешивании и регулируемом давлении, при этом...
Композиційний матеріал кераміка/кераміка для поповнення дефектів кісткової тканини і спосіб його виготовлення

Номер патенту: 17287
Опубліковано: 01.04.1997
Автори: Кривільова Світлана Павлівна, Бережний Анатолій Семенович, Жуков Віктор Іванович
МПК: C04B 35/80
Мітки: виготовлення, матеріал, композиційний, поповнення, дефектів, кісткової, спосіб, тканини
Формула / Реферат:
1. Композиционный материал керамика/керамика для восполнения дефектов костной ткани, содержащий трехкальциевый фосфат и кристаллическую шпинель, отличающийся тем, что трехкальциевый фосфат включает две модификации - a и b- при содержании 8 - 15мас.%: причем его частицы состоят во внутренней части из окруженного внешней сферой из a-формы этого же соединения, и дополнительно содержит оксид натрия или оксид калия или оксид магния, при...
Попередній патент: Спосіб високошвидкісного вакуумного випаровування металів і сплавів з використанням ванни-посередника
Наступний патент: Похідні аміну або їх солі, що мають інсектицидну активність, та інсектицидна композиція на їх основі
Випадковий патент: Система підвісу безпілотного літального апарата під парашутом з відчіплюванням