Курильний матеріал з табачних листів, спосіб їх обробки для одержання курильного матеріалу (варіанти) та спосіб одержання курильного матеріалу для виготовлення сигарет
Номер патенту: 19152
Опубліковано: 25.12.1997
Автори: Барбара Керел Клемер, Дейвід Джеймс Молінью, Рой Лестер Праузе
Формула / Реферат
1. Курительный материал из табачных листьев, содержащий смесь из частиц тонких пластинок табачных листьев и частиц стеблей табачных листьев, оτличающийся тем, что. угол откоса отделенных от частиц стеблей тонких пластинок составляет не более 45° относительно горизонтали, при этом 60% и более частиц тонких пластинок, свободных от пыли, имеют коэффициент формы, определяемый из соотношения и составляющий не менее 0,5.
2. Материал по п.1, отличающийся тем, что угол откоса частиц тонких пластинок не превышает 35°.
3. Материал по пп. 1 и 2, оτличающийся тем, что коэффициент формы по меньшей мере 70% частиц тонких пластинок составляет по меньшей мере 0,5.
4. Способ обработки табачных листьев для получения курительного материала, предусматривающий пропускание тонких пластинок и стеблей табачных листьев. через измельчающую аппаратуру, включающую два рабочих элемента, между которыми образован проход для перемещения указанных частиц табачных листьев, отличающийся тем, что осуществляют одновременное пропускание тонких пластинок и стеблей табачных листьев через измельчающую аппаратуру, включающую два рабочих элемента, между которыми образован проход для перемещения указанных частиц табачных листьев, при этом общее содержание влаги подаваемых в аппаратуру частиц превышает значение содержания влаги перехода с получением на ее выходе смеси хлопьев тонких пластинок табачных листьев и клочков их стеблей, образующих курительный материал.
5. Способ по п.4, отличающийся тем, что через измельчающую аппаратуру пропускают тонкие пластинки табачных листьев и их стебли, образующие вместе полный табачный лист.
6. Способ по п.5, отличающийся тем, что пропускаемые через измельчающую аппаратуру тонкие пластинки табачных листьев предварительно отделены от соответствующих им стеблей табачных листьев.
7. Способ по п.4 или по п.6, отличающийся тем, что стебли табачных листьев, пропускаемые через измельчающую аппаратуру, предварительно отделены от соответствующих им тонких пластинок табачных листьев.
8. Способ по одному из пп.4-7, оτличающийся тем, что полученный курительный материал является сыпучим.
9. Способ по одному из пп. 4-8, отличающийся тем, что содержание влаги в по меньшей мере большей части материала, состоящего из табачных листьев, пропускаемого через измельчающую аппаратуру, превышает содержание влаги полученного материала.
10. Способ по одному из пп.4-9, отличающийся тем, что подачу табачных листьев в измельчающую аппаратуру осуществляют под действием силы тяжести.
11. Способ по одному из пп.4-10, отличающийся тем, что тонкие пластинки и стебли табачных листьев пропускают только один раз через измельчающую аппаратуру.
12. Способ по одному из пп. 4-11, отличающийся тем, что во время прохождения табачных листьев через измельчающую аппаратуру подают пар под низким давлением, который вступает в контакт с табачными листьями.
13. Способ по одному из пп. 4-12, оτличающийся тем, что подачу и прохождение табачных листьев через измельчающую аппаратуру осуществляют путем поддержания на выходе аппаратуры пониженного давления воздуха.
14. Способ обработки табачных листьев для получения курительного материала, предусматривающий пропускание тонких пластинок и стеблей табачных листьев через измельчающую аппаратуру, включающую два равновеликих, перемещающихся один относительно другого рабочих элемента, между которыми образован проход, отличающийся тем, что осуществляют одновременное пропускание тонких пластинок и стеблей табачных листьев через измельчающую аппаратуру, включающую два рабочих элемента, между которыми образован проход для перемещения указанных частиц табачных листьев, при этом общее содержание влаги подаваемых в аппаратуру частиц выше содержания влаги перехода для образования на выходе курительного материала, состоящего из смеси частиц тонких пластинок и частиц стеблей табачного листа.
15. Способ получения курительного материала для изготовления сигарет, предусматривающий разделение тюка из табачных листьев на отдельные полные листья, отличающийся тем, что часть полных табачных листьев пропускают через измельчающую мельницу для образования курительного материала, состоящего из смеси хлопьев тонких пластинок и клочков стеблей табачных листьев, при этом общее содержание влаги подаваемых в аппаратуру частиц превышает значение их содержания влаги перехода.
Приоритет по пункτам.
18.09.89 по пп. 4-15.
01.06.90 по пп.1-3.
Текст
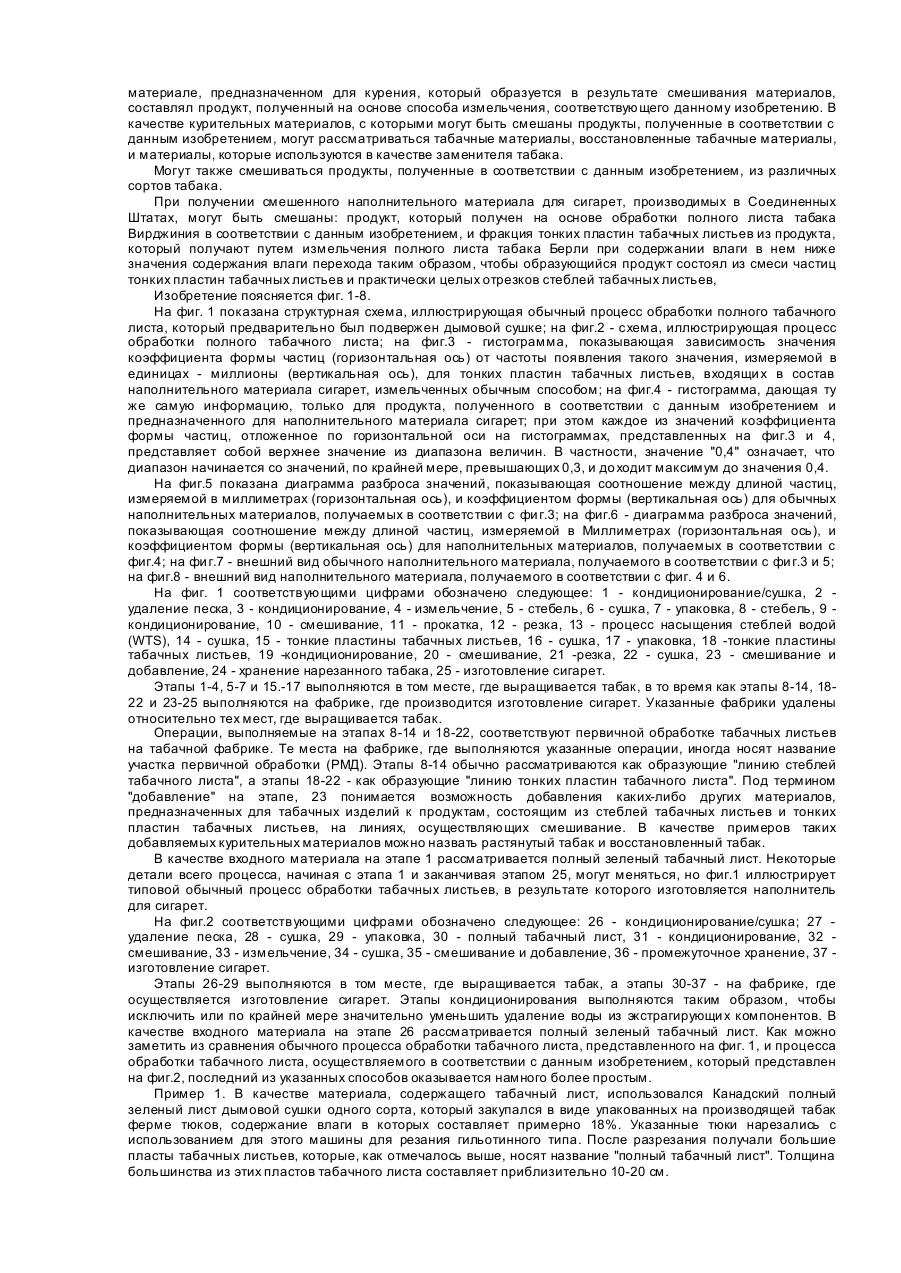
Изобретение относится к способу обработки материала, содержащего табачные листья, в процессе производства табачных изделий. Табачные листья тех видов, которые применяются при производстве сигарет или каких-либо других табачных изделий, включают в свой состав тонкую пластинку листа, продольный основной стебель (ребро) и прожилки, которые отходят от основного стебля. В дальнейшем описании основной стебель и большие прожилки будут рассматриваться как "стебель". Стебель имеет существенно отличные физические свойства по сравнению с пластинкой листа и поэтому, как уже сложилось в процессе многолетней практики, на ранней стадии обработки табачных листьев осуществляется отделение стебля от тонких пластин табачных листьев. Затем происходит независимая обработка стеблей и тонких пластин листа с использованием различных технологий. Как правило, материал, включающий в свой состав стебли, отделяется от материала, содержащего тонкие пластины табачных листьев, на сложных и громоздких молотильных установках, представляющих собой несколько последовательно соединенных (к примеру, до восьми штук) молотильных машин, в промежутках между которыми располагаются классифицирующие блоки. Известно, что отделенный стеблевой материал или некоторая его часть после соответствующей обработки, в процессе которой происходит уменьшение размеров стеблей, часто добавляется обратно к тонким пластинам табачных листьев для последующей обработки этого материала. Материал, содержащий стебли табака, часто бывает необходим в табачной смеси для улучшения качества наполнителя табачного изделия. Обычно в практике измельчения табачного материала уменьшение размеров стеблей табака осуществляется при повышении содержания влаги в стеблях до довольно высокого уровня, составляющего приблизительно 30-50%, в то время как уменьшение размеров материала, состоящего из тонких пластин табачных листьев, производится при содержании в нем влаги в диапазоне 18-24%. Точные значения указанных величин зависят в значительной мере от типа табака, характера его обработки и условий измельчения. Целью данного изобретения является разработка усовершенствованного способа обработки материала, содержащего табачные листья, с целью получения продукта, который был бы пригоден для использования в табачных изделиях, в частности в сигаретах и сигарах. При этом внимание было обращено на изыскание путей упрощения всего процесса обработки табака, начиная от листьев и кончая табачными изделиями. Обнаружено, что оказывается возможным использовать измельчающую установку (мельницу) для одновременной обработки стеблей табака и тонких пластин табачных листьев и получения при этом продукта, который мог бы быть использован в табачных изделиях. Известно, что были соответствующие разработки по использованию дисковой мельницы для уменьшения размеров частиц стеблевого материала, однако не известно о каких-либо разработках по использованию одной и той же мельницы для одновременного измельчения тонких пластин табачных листьев м табачных стеблей •и получения при этом соответствующей смеси из тонких, пластин табачных листьев и табачных стеблей, которая могла бы быть использованной для изготовления табачных изделий без необходимости выполнения каких-либо значительных дальнейших операций по измельчению материала. Имеется большое количество выдвигавши хся ранее предложений по способам обработки табачных листьев с целью получения наполнителей для сигарет или каких-либо других табачных изделий. Разработан способ обработки материала, состоящего из табачных листьев, в соответствии с которым тонкие пластины табачных листьев и стебли табачных листьев вместе пропускают через аппаратуру измельчения листьев, при этом устройство указанной аппаратуры и условия обработки таковы, что получаемый на выходе указанной аппаратуры продукт представляет собой смесь, состоящую из хлопцев указанных тонких пластин табачных листьев и клочков указанных табачных стеблей. Разработан курительный материал, состоящий из смеси частиц тонких пластин табачных листьев и частиц стеблей эти х листьев, при этом указанный материал представляет собой продукт, образующийся в результате пропускания через аппаратуру измельчения листьев одновременно тонких пластин табачных листьев и стеблей табачных листьев. Указанные тонкие пластины табачных листьев и стебли табачных листьев, которые подаются на аппаратуру измельчения табачных листьев, образуют Так называемый "полный лист". При этом тонкие пластины табачных листьев или их некоторая часть, которые поступают на аппаратуру измельчения, могут представлять собой тонкие пластины табачных листьев, которые были еще раньше отделены от соответствующи х стеблей. Аналогичным образом стебли табачных листьев или их некоторая часть, поступающие на аппаратуру измельчения, могут представлять собой стебли табачных листьев, которые были еще раньше отделены от соответствующи х тонких пластин табачных листьев, Под понятием "полный лист" подразумеваются целые или практически целые листья, а также листья, которые были уменьшены в своих размерах в результате процессов измельчения, таких как рубка или резка. Это понятие исключает какие-либо значительные отделения тонких пластин табачных листьев или стеблей табачных листьев. Листья или их части, как правило, подвергаются термообработке, а также могут быть подвержены каким-либо другим более или менее обычным процедурам обработки. Разработан способ обработки материала, состоящего из табачных листьев, с целью, получения наполнительного материала для табачных изделий, в соответствии с которым табак в виде полного листа (понятие которого было дано выше) проходит через промежуток, образованный первым и вторым перемещающимися один относительно другого и имеющими одинаковую протяженность измельчающими элементами аппаратуры измельчения листьев, от входа этого промежутка к его выходу, который находится на некотором удалении относительно входа промежутка таким образом, что на указанном выходе промежутка образуется наполнительный материал, в состав которого входит смесь из частиц тонких пластин табачных листьев и частиц стеблей табачных листьев. Предпочтительно, чтобы выход указанного промежутка находился на краю указанных имеющих одинаковую протяженность участков. Предпочтительно, чтобы для подачи материала, состоящего из табачных листьев, на вход аппаратуры измельчения листьев использовались подающая система, действие которой происходит под воздействием силы тяжести. В некоторых случая х может оказаться более предпочтительным подавать на вход аппаратуры измельчения листьев также пар под низким давлением, составляющим, к примеру, один бар. Поступлению в аппаратуру измельчения листьев материала, состоящего из табачных листьев, может способствовать также поддержание на выходе этой аппаратуры пониженного уровня давления воздуха, что может быть обеспечено, в частности, путем использования пневматического подъемника. Цель может быть достигнута также путем поддержания на входе аппаратуры измельчения листьев повышенного давления воздуха. Предпочтительно, чтобы подача материала, состоящего из табачных листьев, в аппаратуру измельчения листьев осуществлялась непрерывно. Предпочтительно также, чтобы скорость подачи материала была постоянной. Предметом изобретения является наполнительный материал табачных изделий, при этим указанный материал представляет собой жидкотекучую смесь, в состав которой входят частицы тонких пластин табачных листьев и частицы стеблей табачных листьев. В такой смеси коэффициент формы составляет порядка 0,5 или даже больше для 60% и более частиц (за исключением пыли). Предметом изобретения является способ изготовления сигарет, в соответствии с которым материал в виде кипы табака измельчается с образованием при этом отдельных полных листьев (понятие которых было дано выше), а указанные полные листья поступают на измельчающую мельницу, в результате обработки на которой получается продукт, представляющий собой смесь, состоящую из хлопьев тонких пластин табачных листьев и клочков стеблей этих табачных листьев, после чего указанная смесь подается на устройство изготовления стержней сигарет. Обнаружено, что соответствующий данному изобретению способ может быть применен для обработки полных листьев, содержание влаги в которых оказывается существенно меньшим по сравнению с содержанием влаги, обычно принятым в практике измельчения стержней табачных листьев. При этом содержание влаги может быть, κ примеру, почти в два раза меньшим, чем это обычно принято в практике измельчения стержней табачных листьев. Такой вывод является несколько неожиданным, так как обычно принято, что требуется дополнительная энергия для превращения в волокнистую массу (раздробления), измельчения стеблей табачных листьев в том случае, если они относительно сухие, а такие условия могут привести к неприемлемому чрезмерному измельчению также и находящихся при этом тонких пластин табачных листьев. Обнаружено, что степень измельчения тонких пластин табачных листьев может контролироваться в пределах приемлемых значений. При низком содержании влаги, например в пределах 20%, стебли табачных листьев не разрушаются до такой степени, чтобы превратиться в неприемлемый материал. Таким образом, размер и распределение по размерам как частиц тонких пластин табачных листьев, так и частиц стеблей табачных листьев таковы, что образующаяся в соответствии с данным изобретением их смесь оказывается вполне приемлемой для ее подачи в промышленные установки, предназначенные для изготовления сердечников сигарет, к примеру в установку Молинс МК 9,5. В существующи х способах обработки материала, состоящего из табачных листьев, в процессе изготовления наполнительного материала для сигарет измельченные тонкие пластины табачных листьев, являющиеся выходным продуктом линии по обработке пластин табачных листьев, и нарезанные вальцованные стебли табачных листьев, являющиеся вы ходным продуктом линии по обработке стеблей табачных листьев, смешиваются между собой. Для того, чтобы добиться приемлемой степени однородности наполнительного материала во всех сигаретах, делаются попытки основательно перемешать смесь из указанных продуктов. Однако, учитывая тот факт, что по своей форме эти продукты существенно различаются между собой, произвести их хорошее смешивание оказывается не просто. При этом, чем больше производить смешивание продуктов, тем больше ухудшается качество (становятся более мелкими) частиц табака. Таким образом, образующийся в соответствии с изобретением продукт представляет собой довольно однородную смесь из частиц тонких пластин табачных листьев и частиц стеблей табачных листьев. В силу того, что содержание влаги (во фракции, состоящей из стеблей табачных листьев) может быть относительно низким, снижаются требования по сушке продукта в аппаратуре измельчения табачных листьев, что, в свою очередь, может привести к значительному сокращению потребного оборудования и к экономии затрат на потребляемую энергию. Компоненты, осуществляющие модификацию дыма табачного изделия, к примеру оболочка для табака, могут быть соединены с материалом, состоящим из табачных листьев, до или после обработки этого материала с использованием для данной цели способа, соответствующего данному изобретению. Продукты, получаемые на основе способов, соответствующи х данному изобретению, могут быть подвержены процедуре так называемого расширения табака. Примеры таких процедур расширения, которые могут быть использованы в данном случае, рассмотрены в патентных описаниях Великобритании №1484536 и 2176385. Показано, что содержание влаги в полном табачном листе является, как правило, основным фактором, определяющим, с одной стороны, получаются ли в итоге частицы стеблей листьев табака или же, с другой стороны, образуется практически целый лист табака. Обнаружено, что при довольно точном значении содержания; влаги в продукте происходит резкий переход от получения одного продукта к получению другого продукта. Значение содержания влаги, при котором такой переход происходит, будет в дальнейшем рассматриваться как "значение содержания влаги перехода". Значение содержания влаги перехода для какого-либо табачного материала, который должен подвергнуться измельчению, легко определяется простым экспериментальным способом перед тем как Производить измельчение этого материала. Например, для полного листа табака Вирджиния, который должен быть измельчен на мельнице типа Квестер SM11, было найдено, что значение содержания влаги перехода практически равняется 18%. Показано также, что верхний предел значения содержания влаги перехода практически равен 70% для производства смеси из хлопьев тонких пластин табачных листьев и клочков стеблей табачных листьев. При превышении этого значения материал гомогенизируется и брикетируется, переходя в нерабочее состояние. Соответственно верхнее значение содержания влаги перехода для материала полного листа, подлежащего обработке в соответствии с данным изобретением, не превышает порядка 35%. Однако более подходящими значениями являются такие, которые не превышали бы 30%. Значение содержания влаги порядка 30% на входе аппаратуры для измельчения листьев табака может подходить для того случая, когда получаемый продукт должен быть подвергнут процедуре расширения, в результате которой смесь из частиц тонких пластин табачных листьев и частиц стеблей табачных листьев будет на ходиться в непосредственном контакте с горячей газообразной средой. Тепло может быть приложено к табачному материалу, подлежащему подаче в аппаратур у измельчения табачных листьев. В том случае, когда материал нагревается путем, к примеру, облучения его микроволновым излучением, значение содержания влаги перехода будет иметь тенденцию к уменьшению. Материал, состоящий из листьев табака, который должен быть подвергнут обработке с использованием способа, соответствующего данному изобретению, может представлять собой табак одного сорта или же смесь, состоящую из нескольких сортов табака. В том случае, когда такой одиночный сорт составляет небольшую часть смеси, даже если содержание влаги в нем меньше значения содержания влаги перехода, может осуществляться получение соответствующего данному изобретению продукта до тех пор, пока среднее значение содержания влаги в смеси находится выше значения содержания влаги перехода. В силу того, что аппаратура для измельчения листьев табака, реализующая предлагаемый в данном изобретении способ измельчения листьев табака, оказывается значительно более компактной по сравнению с обычными измельчающими установками, в состав которых входят несколько молотильных машин и классификаторов, а также соответствующая система вытяжки воздуха, использование данного изобретения приводит к значительной экономии капитальной стоимости по сравнению с использованием обычных измельчающих установок. В данном случае происходит также экономия в потреблении анергии. Кроме того, экономия капитальных издержек и стоимости энергии обеспечивается за счет упрощения участка предварительной обработки табачных листьев на табачной фабрике. Таким образом, использование данного изобретение приводит к значительному уде шевлению всего процесса обработки табачных листьев, который начинается с получения табачных листьев с производящих и х ферм и заканчивается изготовлением сигарет или каких-либо других табачных изделий. Предметом данного изобретения является не только способ одновременного измельчения тонких пластин табачного листа и стеблей табачного листа для получения смеси из отдельных частиц тонких пластин табачного листа и отдельных частиц стеблей табачного листа без необходимости последовательной установки нескольких машин для обработки табачных листьев, но и способ обработки табачных листьев, который не требует рециркуляции получаемого продукта для дальнейшего его измельчения. Использование данного изобретения позволяет довольно просто создать одноэтапный процесс обработки табачных листьев. Предпочтительно, чтобы аппаратура измельчения листьев табака, реализующая предлагаемый в данном изобретении способ измельчения листьев табака, была бы такого вида, в котором подлежащий измельчению материал проходит между расположенными напротив друг др уга поверхностями первого и второго измельчающих листья табака элементов, которые обеспечивают резку табачного материала, проходящего по этому п ути. При этом по крайней мере один из измельчающих листья табака элементов, должен иметь форму диска. Предпочтительно, чтобы в данном случае этот дискообразный элемент или каждый из дискообразных элементов содержал на своих поверхностях, которые обращены друг к другу, преимущественно линейные выступы, расположенные в радиальном направлении и имеющие форму ребер. Предпочтительно, чтобы оба указанных измельчающих листья табака элемента имели дискообразную форму. В качестве примеров аппаратуры измельчения листьев табака, которые содержат два измельчающих листья табака элемента, имеющих дискообразную форму, можно назвать модель Байера 400 и модель Квестер SM11. В процессе работы аппаратуры измельчения листьев табака модели Байер 400 два ее диска вращаются в противоположных направлениях, в то время как в процессе работы аппаратуры измельчения листьев табака модели Квестер SM11 один диск вращается, в то время как другой диск остается неподвижным. Аппаратура измельчения листьев модели Байер 400 снабжается набором дисков, каждый из которых имеет определенную форму выступов, расположенных на их рабочих поверхностях. Для использования в данном изобретении наиболее подходящими являются пластины аппаратуры модели Байера 400, имеющие обозначения 325 и 326. При использовании дисковых мельниц для одновременного измельчения тонких пластин табачных листьев и стеблей табачных листьев размер образующихся в результате измельчения частиц определяется относительной скоростью вращения дисков, размером зазора между этими дисками и конфигурацией измельчающих выступов, расположенных на рабочих поверхностях эти х дисков. Для реализации способа, предлагаемого в данном изобретении, может быть использован другой вид измельчающей аппаратуры, в частности измельчающая мельница, в состав которой входит бочкообразный корпус, вн утри которого установлен ротор, имеющий возможность вращаться внутри указанного корпуса, а ось которого располагается коаксиально этому корпусу. Вн утренняя изогнутая поверхность корпуса снабжается выступами, имеющими форму ребер и установленными параллельно оси корпуса, в то время как на роторе располагаются три разнесенных на одинаковое угловое расстояние одно относительно другого лезвия, которые направлены параллельно оси ротора и находятся в непосредственной близости относительно имеющих форму ребер выступов корпуса. Выявлено также, что так называемые "мельницы" такого вида, в которых используется принцип ударного действия, в частности молотковые дробилки, как правило, непригодны для осуществления необходимого измельчающего действия. Проведено исследование измельчающей мельницы, которая носит·название разбивная мельница Робинсона (обозначение модели - часовая ударная молотилка МЗ). В состав этой измельчающей мельницы входят вращающийся диск и имеющий форму диска статор. Оба эти элемента снабжаются расположенными по окружности рядами штырьков, которые направлены перпендикулярно в направлении противолежащих поверхностей других элементов. При этом штырьки одного элемента проходят между штырьками другого элемента. Проведенное ограниченное количество экспериментов показало возможность использования разбивной мельницы Робинсона для реализации способов измельчения табачных листьев, являющихся предметом данного изобретения. В отношении полного листа (понятие которого было дано выше) табачного материала могут быть использованы любые процедуры искусственного старения или же процедуры измельчения, выполняемые с помощью аппаратуры измельчения табачного листа. Продуктом, составляющим предмет данного изобретения, может быть жидкотекучая смесь, состоящая из тонких пластин табачных листьев и частиц табачных стеблей, для которой угол возвышения свободно насыпанной горки составляет не более 45° относительно горизонта или даже не более 35° при содержании влаги в продукте на этапе изготовления уже сигарет, скажем, 13%. Установлено, что для продукта, составляющего предмет данного изобретения, коэффициент формы составляет порядка 0,5 или даже больше для 60 процентов и более частиц (за исключением пыли). Коэффициент формы.может быть 0,5 И более для 70 процентов и большего количества частиц, помимо пыли. Коэффициент формы = Формой, имеющей максимальное значение коэффициента формы, равное единице, является круг. Установлено, что для продукта, составляющего предмет данного изобретения, в основном величина наполнения Боргвалдта оказывается меньшей по сравнению с аналогичной величиной для обычных табачных материалов, предназначенных для курения. Однако было обнаружено, что прочность сигарет, в качестве основной части наполнителя которых используется продукт, составляющий предмет данного изобретения, оказывается сравнимой с контрольными сигаретами, изготовленными из обычных табачных материалов, предназначенных для курения. Предпочтительно, чтобы размер частиц для продукта, составляющего предмет данного изобретения, соответствовал примерно 50-65% числа частиц, которые удерживаются решеткой, снабженной отверстиями прямоугольной формы с размером 2,4х1,4 мм. Предпочтительно также, чтобы в продукте, составляющем предмет данного изобретения, практически отсутствовали нетронутые (целые) стебли табачных листьев. На основе данного изобретения могут быть получены продукты, которые могут поступать на установку по изготовлению табачных изделий без необходимости их первоначальной обработки для дальнейшего уменьшения размера входящи х в состав,, продукта частиц или же которые требуют незначительного дальнейшего уменьшения размеров частиц. При этом не утверждается, что небольшая тяжелая фракция и/или небольшая пылевая фракция не может быть удалена из продукта перед тем, как включать его в табачные изделия. При введении продуктов, составляющих предмет данного изобретения, в сигареты на установках по изготовлению табачных изделий эти продукты внешне имеют такой же вид, как и наполнитель обычных сигарет. Обыкновенный материал нарезанного табака, предназначенный для курения, который используется для изготовления сигарет, представляет собой длинную прядь нежидкотекучего запутанного материала. По этой причине в состав подающего блока установки по изготовлению сигарет входит кардочесальное устройство, которое обеспечивает распутывание наполнительного материала. В продуктах, составляющи х предмет данного изобретения, материал представляет собой жидкотекучую незапутанную смесь из тонких пластин табачных листьев и частиц табачных стеблей и поэтому для введения данного продукта в сигареты отпадает необходимость иметь еще дополнительно кардочесальное устройство или по крайней мере его отдельные элементы. В том случае, если процесс измельчения материала, состоящего из табачных листьев, выполняемый в соответствии с данным изобретением, осуществляется в том районе, где выращивается табак, в качестве такого табачного материала может быть использован так называемый "материал из зеленого листа". То есть в этом случае с фермы по производству табака поступает материал с термообработанными листьями табака. В том же случае, когда материал, состоящий из табачных листьев, должен быть обработан на табачной фабрике, которая находится на значительном удалении относительно района, где производится выращивание табака, может быть более целесообразным подвергать табачные листья процедуре так называемой повторной сушки. Указанная процедура повторной сушки используется для того, чтобы обеспечить низкое содержание влаги в материале, состоящем из табачных листьев, и обеспечить тем самым возможность транспортировки и хранения этого материала на фабрике без ухудшения его свойства. Использование полного табачного листа в качестве исходного материала для приготовления наполнительного материала табачных изделий без необходимости иметь стадию отделения тонких пластин табачных листьев от частиц табачных стеблей оказывается более выгодным с экономической точки зрения, так как ожидается, что полный табачный лист будет менее дорогим по сравнению с закупками табачных стеблей и тонких пластин табачных листьев по отдельности на предприятиях, занимающихся измельчением табачного продукта. К продуктам, составляющим предмет данного изобретения, могут быть приложены точно такие же процедуры по их обработке, что и для табачных материалов, полученных обычным способом. Например, смесь, состоящая из раздробленных хлопьев тонких пластин табачных листьев и клочков табачных стеблей, полученная в соответствии с предлагаемым способом, может быть смешана любым известным способом с другим материалом (или материалами), предназначенным для курения, в любом необходимом соотношении. Однако при этом предпочтительно, чтобы по крайней мере большую часть в материале, предназначенном для курения, который образуется в результате смешивания материалов, составлял продукт, полученный на основе способа измельчения, соответствующего данному изобретению. В качестве курительных материалов, с которыми могут быть смешаны продукты, полученные в соответствии с данным изобретением, могут рассматриваться табачные материалы, восстановленные табачные материалы, и материалы, которые используются в качестве заменителя табака. Могут также смешиваться продукты, полученные в соответствии с данным изобретением, из различных сортов табака. При получении смешенного наполнительного материала для сигарет, производимых в Соединенных Штатах, могут быть смешаны: продукт, который получен на основе обработки полного листа табака Вирджиния в соответствии с данным изобретением, и фракция тонких пластин табачных листьев из продукта, который получают путем измельчения полного листа табака Берли при содержании влаги в нем ниже значения содержания влаги перехода таким образом, чтобы образующийся продукт состоял из смеси частиц тонких пластин табачных листьев и практически целых отрезков стеблей табачных листьев, Изобретение поясняется фиг. 1-8. На фиг. 1 показана структурная схема, иллюстрирующая обычный процесс обработки полного табачного листа, который предварительно был подвержен дымовой сушке; на фиг.2 - схема, иллюстрирующая процесс обработки полного табачного листа; на фиг.3 - гистограмма, показывающая зависимость значения коэффициента формы частиц (горизонтальная ось) от частоты появления такого значения, измеряемой в единицах - миллионы (вертикальная ось), для тонких пластин табачных листьев, входящи х в состав наполнительного материала сигарет, измельченных обычным способом; на фиг.4 - гистограмма, дающая ту же самую информацию, только для продукта, полученного в соответствии с данным изобретением и предназначенного для наполнительного материала сигарет; при этом каждое из значений коэффициента формы частиц, отложенное по горизонтальной оси на гистограммах, представленных на фиг.3 и 4, представляет собой верхнее значение из диапазона величин. В частности, значение "0,4" означает, что диапазон начинается со значений, по крайней мере, превышающих 0,3, и до ходит максимум до значения 0,4. На фиг.5 показана диаграмма разброса значений, показывающая соотношение между длиной частиц, измеряемой в миллиметрах (горизонтальная ось), и коэффициентом формы (вертикальная ось) для обычных наполнительных материалов, получаемых в соответствии с фи г.3; на фиг.6 - диаграмма разброса значений, показывающая соотношение между длиной частиц, измеряемой в Миллиметрах (горизонтальная ось), и коэффициентом формы (вертикальная ось) для наполнительных материалов, получаемых в соответствии с фиг.4; на фи г.7 - внешний вид обычного наполнительного материала, получаемого в соответствии с фи г.3 и 5; на фиг.8 - внешний вид наполнительного материала, получаемого в соответствии с фиг. 4 и 6. На фиг. 1 соответствующими цифрами обозначено следующее: 1 - кондиционирование/сушка, 2 удаление песка, 3 - кондиционирование, 4 - измельчение, 5 - стебель, 6 - сушка, 7 - упаковка, 8 - стебель, 9 кондиционирование, 10 - смешивание, 11 - прокатка, 12 - резка, 13 - процесс насыщения стеблей водой (WTS), 14 - сушка, 15 - тонкие пластины табачных листьев, 16 - сушка, 17 - упаковка, 18 -тонкие пластины табачных листьев, 19 -кондиционирование, 20 - смешивание, 21 -резка, 22 - сушка, 23 - смешивание и добавление, 24 - хранение нарезанного табака, 25 - изготовление сигарет. Этапы 1-4, 5-7 и 15.-17 выполняются в том месте, где выращивается табак, в то время как этапы 8-14, 1822 и 23-25 выполняются на фабрике, где производится изготовление сигарет. Указанные фабрики удалены относительно тех мест, где выращивается табак. Операции, выполняемые на этапах 8-14 и 18-22, соответствуют первичной обработке табачных листьев на табачной фабрике. Те места на фабрике, где выполняются указанные операции, иногда носят название участка первичной обработки (РМД). Этапы 8-14 обычно рассматриваются как образующие "линию стеблей табачного листа", а этапы 18-22 - как образующие "линию тонких пластин табачного листа". Под термином "добавление" на этапе, 23 понимается возможность добавления каких-либо других материалов, предназначенных для табачных изделий к продуктам, состоящим из стеблей табачных листьев и тонких пластин табачных листьев, на линиях, осуществляющих смешивание. В качестве примеров таких добавляемых курительных материалов можно назвать растянутый табак и восстановленный табак. В качестве входного материала на этапе 1 рассматривается полный зеленый табачный лист. Некоторые детали всего процесса, начиная с этапа 1 и заканчивая этапом 25, могут меняться, но фиг.1 иллюстрирует типовой обычный процесс обработки табачных листьев, в результате которого изготовляется наполнитель для сигарет. На фиг.2 соответствующими цифрами обозначено следующее: 26 - кондиционирование/сушка; 27 удаление песка, 28 - сушка, 29 - упаковка, 30 - полный табачный лист, 31 - кондиционирование, 32 смешивание, 33 - измельчение, 34 - сушка, 35 - смешивание и добавление, 36 - промежуточное хранение, 37 изготовление сигарет. Этапы 26-29 выполняются в том месте, где выращивается табак, а этапы 30-37 - на фабрике, где осуществляется изготовление сигарет. Этапы кондиционирования выполняются таким образом, чтобы исключить или по крайней мере значительно уменьшить удаление воды из экстрагирующи х компонентов. В качестве входного материала на этапе 26 рассматривается полный зеленый табачный лист. Как можно заметить из сравнения обычного процесса обработки табачного листа, представленного на фиг. 1, и процесса обработки табачного листа, осуществляемого в соответствии с данным изобретением, который представлен на фиг.2, последний из указанных способов оказывается намного более простым. Пример 1. В качестве материала, содержащего табачный лист, использовался Канадский полный зеленый лист дымовой сушки одного сорта, который закупался в виде упакованных на производящей табак ферме тюков, содержание влаги в которых составляет примерно 18%. Указанные тюки нарезались с использованием для этого машины для резания гильотинного типа. После разрезания получали большие пласты табачных листьев, которые, как отмечалось выше, носят название "полный табачный лист". Толщина большинства изэтих пластов табачного листа составляет приблизительно 10-20 см. Полученный таким образом материал полного табачного листа затем подвергался кондиционированию, в результате чего содержание влаги в нем устанавливалось на уровне 26%. Далее под действием силы тяжести полный табачный лист поступал непрерывным потоком со скоростью 150 кг/ч на дисковую мельницу Квестера (модель SM11). Вращающийся диск мельницы приводился во вращение со скоростью 1000 оборотов в 1 мин. Вращающийся диск и неподвижный "диск" или пластина, которые были стандартными конструктивными элементами для дисковой мельницы модели SM11, содержали на своих рабочих обращенных одна к другой поверхностях выступы, имеющие форму рёбер, линейные и вытянутые в радиальном направлении. Дисковая мельница работала при нормальной величине зазора между ее дисками, которая составляет 0,15 мм. Затем величина этого зазора была увеличена вплоть до 0,9 мм. Внутрь дисковой мельницы вводился также пар под давлением в 1 бар. Измельченный на мельнице продукт, получаемый при установке каждой из величин зазора между дисками, представляет собой однородную жидкотекучую смесь, состоящую из частиц тонких пластин табачного листа и частиц табачного стебля. Регулировка производилась таким образом, чтобы вся получаемая в результате измельчения продукция была пригодна для изготовления сигарет на обычных установках по производству сигарет. Как и ожидалось, при увеличении величины зазора между дисками средний размер получаемых в результате измельчения табачных листьев частиц также увеличивался. Пример 2. Как в примере 1, но материал, содержащий полный табачный лист, подвергался кондиционированию таким образом, что содержание влаги в нем устанавливалось на уровне 24%, а величина зазора между дисками устанавливалась равной 0,15; 0,75 и 1,05 мм. Измельченный на мельнице продукт, получаемый при установке каждой из трех величин зазора между дисками, также представлял собой однородную жидкотекучую смесь, состоящую из частиц тонких пластин табачного листа и частиц стебля табачного листа. Регулировка производилась таким образом, чтобы все три продукта были пригодны для изготовления сигарет на обычных установках по производству сигарет. Пример 3. Как в третьем режиме примера 2, т.е. величина зазора между дисками устанавливалась равной 1,05 мм. Материал, содержащий полный табачный лист, подвергался кондиционированию таким образом, чтобы содержание влаги в нем устанавливалось на более низком уровне, равном 21%. Получаемый при этом продукт состоял из смеси, содержащей частицы тонких пластин табачного листа и нетронутых отрезков стебля табачного листа. Очевидно, что материал, содержащий полный табачный лист, который подавался на измельчающую мельницу, имел такую величину содержания влаги, которая была меньше по сравнению с величиной, соответствующей значению содержания влаги перехода и которая была преобладающей для условий проведения эксперимента. Пример 4. Повторен пример 1, но материал, содержащий полный табачный лист, подвергался кондиционированию таким образом, что содержание влаги в нем устанавливалось на уровне 20%, а скорость подачи материала принималась равной 180 кг/ч. Эксперименты проводились при величине зазора между дисками равной 0,30 и 1,2 мм. В том случае, когда величина зазора между дисками составляла 0,30 мм, получаемый продукт оказывался в соответствии с данным изобретением и состоял из однородной жидкотекучей смеси, в состав которой входили частицы тонких пластин табачных листьев и частицы стебля табачного листа. В то же время, в том случае, когда величина зазора между дисками составляла 1,2 мм, получаемый продукт оказывался не в соответствии с данным изобретением и состоял из смеси частиц тонких пластин табачных листьев и нетронутых отрезков стебля табачного листа. Сравнение результатов данного примера с результатами примера 3 показывает, что величина зазора между дисками может быть определена по значению содержания влаги перехода. Пример 5. В качестве материала, содержащего табачный лист, в данном примере, был и использованы три сорта повторно высушенного с использованием Дымовой сушки табака, получаемого из Зимбабве, которые обозначены как А, В и С. Указанные сорта табака, поступающие в виде тюков, нарезали с помощью машины для резания таким образом, что получались пластины табачных листьев шириной 15-20 см, Получаемый таким об' разом материал, содержащий полный табачный лист, затем подвергался кондиционированию, в результате чего содержание влаги в нем устанавливалось иа уровне 24%. После этого материал подвергали измельчению, каждый сорт отдельно, в мельнице типа Квестер SM11 при величине зазора между дисками равной 0,3 мм. Результирующие продукты, получаемые при измельчении табака сортов В и С,· оказались приемлемыми и соответствующими требованиям данного изобретения, в то время как продукт, получаемый при измельчении табака сорта А, состоял из смеси частиц тонких пластин табачного листа и необработанных отрезков стеблей табачного листа. При рассмотрении материала, содержащего табак сорта А, после его извлечения из тюков установлено, что стебли табачных листьев довольно толстые и даже имеют деревянистый вид. Пример 6. Повторен пример 5, за исключением того, что весь материал, содержащий полный табачный лист сортов А, В и С, был смешан перед тем, как быть подвергнутым кондиционированию. После кондиционирования содержание влаги в материале составило 24%. После того как такой смешанный материал был пропущен через измельчающую мельницу типа мельницы Квестера, образующийся продукт оказался соответствующим требованиям данного изобретения несмотря на то, что этот продукт содержал весьма малое количество (1,2%) необработанных кусков стеблей табачного листа. Указанные необработанные куски стеблей табачного листа были довольно просто удалены из продукта путем его отмачивания. Пример 7. Полоски тонких пластин табачных листьев были смешаны со стеблями табачных листьев в массовом соотношении 80:20. Данная смесь материалов при задаваемом содержании влаги в ней, равном 24%, подвергалась измельчению на мельнице типа Квестер SM11, у которой величина зазора между дисками устанавливалась равной 0,3 мм. Кроме того, на мельницу подавался пар при давлении в 1 бар. В результате измельчения на выходе мельницы получался продукт, который соответствовал требованиям данного изобретения, т.е. представлял собой однородную жидкотекучую смесь, В состав которой входили частицы Тонких пластин табачных листьев и частицы стеблей табачных листьев. Пример 8. Материал, содержащий полный табачный лист, который был образован путем нарезки тюка с табачным листом на отдельные пластины, смешивался с полосками тонких пластин табачных листьев в соотношении 10:90. Данная смерь материалов при заданном содержании влаги в ней, равном 24%, подвергалась измельчению на мельнице типа Квестер SM11, у которой величина зазора между дисками устанавливалась равной 0,3 мм. Кроме того, на мельницу подавался пар под давлением в 1 бар. В результате измельчения на выходе мельницы получался продукт, который соответствовал требованиям данного изобретения, т.е. представлял собой однородную жидкотекучую смесь, в состав которой входили частицы тонких пластин табачных листьев и частицы стеблей табачных листьев. Пример 9. Материал, содержащий полный табачный лист, который был образован путем нарезки тюка с табачными листьями на отдельные пластины, смешивался со стеблями табачного листа в соотношении 60:40. Данная смесь материалов при заданном содержании влаги в ней 24% подвергалась измельчению на мельнице типа Квестер SM11, у которой величина зазора между дисками устанавливалась равной 0,3 мм. Кроме того, на мельницу подавался пар под давлением в 1 бар. В результате измельчения на выходе мельницы получали продукт, который соответствовал требованиям данного изобретения, т.е. представлял собой однородную жидкотекучую смесь, в состав которой входили частицы тонких пластин табачных листьев и частицы стеблей табачных листьев. В примерах 7, 8 и 9 каждый из трех используемых материалов, т.е. тонкие пластины табачных листьев, стебли табачных листьев и полный табачный лист, получали путем смешивания трех сортов табака, поступающего из Зимбабве, о которых упоминалось при рассмотрении фиг.5. Пример 10. Три сорта повторно высушенного и с использованием дымовой сушки материала, содержащего табачный лист, который поступает из Соединенных Штатов, были нарезаны с помощью резательной машины. В результате резки тюков табачного листа образовывались пластины табачных листьев шириной 15-20 см. Полученные таким образом материалы, содержащие полный табачный лист, для каждого из сортов затем смешивались. После этого смешанный, материал подвергался кондиционированию, в результате чего содержание влаги в нем устанавливалось на уровне 28%. Далее смешанный материал поступал на измельчение на мельницу модели типа Бауер 400, у которой величина зазора между дисками устанавливалась равной 3,9 мм, а скорость вращения каждого из дисков устанавливалась равной 700 оборотов в 1мин. В качестве этих дисков мельницы принимались указанные выше диски 325 и 326. На рабочих поверхностях данных дисков располагались линейные выступы, имеющие форму ребер и вытянутые в радиальном направлении. Измельчающая мельница снабжена воздушными струями, с помощью которых обеспечивается подача табачного материала через подающие отверстия, расположенные на первом из указанных выше дисков. Полученный таким образом измельченный продукт представлял собой однородную жидкотекучую смесь, в состав которой входили частицы тонких пластин табачных листьев и частицы стеблей табачных листьев. Управление процессом получения данного продукта осуществлялось таким образом, чтобы вся получаемая в результате измельчения продукция была пригодна для изготовления сигарет на обычных установках по производству сигарет. Установлено, что при использовании измельчающей мельницы типа Бауер 400 требуются более высокие значения содержания влаги во входном материале, содержащем табачный лист, по сравнению со случаем, когда применяется измельчающая мельница типа Квестер SM11. Пример 11. Пробу массой 100 г материала, состоящего из тонких пластин табачных листьев обыкновенного американского табака, подвергнутого дымовой сушке, просеивали с использованием для этого специальной просеивающей испытательной аппаратуры. В состав указанной аппаратуры входит корпус, внутри которого размещаются одна над другой пить горизонтальных сеток. Величина отверстия у этих просеивающих сеток составляет, если смотреть сверху вниз, соответственно 1,98; 1,40; 1,14; 0,81 и 0,53 мм. В состав просеивающей испытательной аппаратуры входит также приводное устройство, которое обеспечивает возвратно-поступательное перемещение корпуса аппаратуры и находящихся внутри корпуса просеивающих сеток. Стограммовая проба была равномерно распределена по поверхности верхней просеивающей сетки, после чего приводилось в действие на 10 мин приводное устройство. По истечении этого срока собирали ту часть материала, которая задержалась на верхних четырех просеивающих сетках. Ту часть материала, которую собирали "на самой нижней просеивающей сетке, а также ту, которая прошла через эту се тку, рассматривали как мелкодисперсную пыль и отбрасывали* Из четырех полученных фракций брали 0,5-граммовые подпробы, которые затем распределяли на соответствующи х плоских поверхностях таким образом, чтобы каждая из частиц тонких пластин табачных листьев была соответствующим образом отделена от другой частицы. Геометрические размеры каждой из полученных таким образом подпроб затем подвергали анализу с использованием анализатора изображения модели Мэджискан 2, поставляемого фирмой Джойс-Лоебл. С помощью анализатора изображения получали такие данные, как площадь частиц (двухмерная), длина (самый большой линейный размер) частиц и длина периферии частиц. На основе полученных таким образом данных строилась гистограмма, характеризующая соотношение между значением коэффициента формы частиц и частотой, с которой это значение появлялось (фиг.3). Так же строилась диаграмма, характеризующая соотношение между длиной частиц и коэффициентом формы (фиг.5). Пример 12. Проба массой 100 г продукта, соответствующего требованиям данного изобретения и полученного путем измельчения материала, состоящего из полного листа американского табака, подвергнутого дымовой сушке, при содержании влаги в нем равном 22 %, на измельчающей мельнице типа Квестер, величина зазора между дисками у которой составляет 0,3 мм, подвергалась процедуре просеивания. Указанная процедура просеивания была аналогичной той, которая подробно рассматривалась в примере 11. Затем геометрические характеристики четырех 0,5-граммовых подпроб, снятых с четырех верхних просеивающих сеток, т.е. проб, свободных от мелкодисперсной пыли, подвергали анализу точно так же, как и в эксперименте 11. На основе полученных таким образом данных построены гистограмма зависимости значения коэффициента формы от частоты появления такого значения и диаграмма рассеивания, характеризующая соотношение между длиной частиц и коэффициентом формы для них. Эти гистограмма и диаграмма представлены на фиг. 4 и 6 соответственно. Сравнение гистограмм, приведенных на фиг.3 и 4, показывает, что продукт, соответствующий данному изобретению (фиг.4), имеет четко различимые отличия от обычного материала, состоящего из нарезанных тонких пластин табачных листьев (фиг.3). Для обычного материала, состоящего из нарезанных тонких пластин табачных листьев, около 80% такого материала, из которого извлечена мелкодисперсная составляющая, имеет коэффициент формы порядка 0,5 или даже меньше, в то же время для продукта, соответствующего требованиям данного изобретения, около 75% такого материала, из которого извлечена мелкодисперсная составляющая, имеет коэффициент формы порядка 0,5 и выше. Из рассмотрения фиг.5 и 6 видно, что оба указанных материала имеют четко различимые характеристики. Пример 13. Обычный материал, состоящий из нарезанных тонких пластин табачных листьев тре х сортов А, В и С, упоминавшихся при рассмотрении примера 5 и смешанных между собой, содержащий порядка 12,5% влаги, был помещен в 125 мл лабораторный химический стакан без приложения к находящемуся в стакане материалу какого-либо сжимающего усилия. Затем этот лабораторный стакан был перевернут на плоскую горизонтальную поверхность, после чего был удален путем поднятия вертикально вверх. Образовавшаяся в результате горка материала, состоящая из нарезанных тонких пластин табачных листьев, представлена на фиг.7. Величина угла, образованного указанным материалом относительно горизонта, составляет примерно 90°. Пример 14. Повторен пример 13, однако в данном случае использовали продукт, который удовлетворяет требованиям данного изобретения и который был получен из полного табачного листа, представляющего собой смесь трех сортов А, В и С, упоминавшихся в связи с рассмотрением эксперимента 5. Содержание влаги в данном продукте составляло примерно 12,5%. Образованная в результате данного эксперимента горка -материала показана на фиг.8. Величина угла, образованного указанным материалом относительно горизонта, составила примерно 33°. . Из рассмотрения фиг. 7 и 8 видно, что в данном случае характеристики обычного материала, состоящего из нарезанных тонких пластин табачных листьев, и материала, который представляет собой продукт, удовлетворяющий требованиям данного изобретения, существенно различаются. Пример 15. Три материала, представляющих собой соответственно полоски тонких пластин листьев табака Вирджиния, полоски тонких пластин листьев табака Берли и полоски тонких пластин листьев табака Ориентап, каждый из которых имел предварительное покрытие, т.е. был обработан специальным агентом,, обеспечивающим модификацию дыма, поступали в смешивающий бункер вместе со стеблями табачных листьев, образуя при этом смесь, в которой каждый из указанных четырех материалов находился в соотношении 44, 23, 16 и 17% соответственно. Такую смесь из четырех материалов при задаваемом содержании влаги в ней, равном 24%, подавали на измельчающую мельницу типа Бауер 400, у которой величина рабочего зазора между дисками составляла 2,7 мм, а диск вращался со скоростью 700 оборотов в минуту. После чего продукт подвергали сушке, для того чтобы обеспечить содержание влаги в нем 14,5%, а затем подавали на установку по изготовлению сигарет типа Мслинс МК 9,5. На указанной установке изготовляли сигареты, наполнитель для которых состоял на 100% из полученного в данном эксперименте продукта.
ДивитисяДодаткова інформація
Назва патенту англійськоюSmoking material of tobacco leaves, processing thereof for preparation of smoking material (variants) and method for preparation of smoking material for production of cigarettes
Назва патенту російськоюКурительный материал из табачных листьев, способ их обработки для получения курительного материала (варианты) и способ получения курительного материала для изготовления сигарет
МПК / Мітки
МПК: A24B 13/00
Мітки: виготовлення, табачних, спосіб, курильний, курильного, листів, варіанти, матеріалу, матеріал, одержання, обробки, сигарет
Код посилання
<a href="https://ua.patents.su/15-19152-kurilnijj-material-z-tabachnikh-listiv-sposib-kh-obrobki-dlya-oderzhannya-kurilnogo-materialu-varianti-ta-sposib-oderzhannya-kurilnogo-materialu-dlya-vigotovlennya-sigaret.html" target="_blank" rel="follow" title="База патентів України">Курильний матеріал з табачних листів, спосіб їх обробки для одержання курильного матеріалу (варіанти) та спосіб одержання курильного матеріалу для виготовлення сигарет</a>
Спосіб одержання листового армованого композиційного матеріалу
Номер патенту: 13280
Опубліковано: 28.02.1997
Автори: Коваленко Сергій Григорович, Коковіхін Юрій Іванович, Парадня Павло Вікторович, Карпенко Олег Олександрович, Пінашина Валентина Олександрівна
МПК: B23K 20/04
Мітки: одержання, спосіб, матеріалу, армованого, композиційного, листового
Формула / Реферат:
(57) Способ получения листового армированного композиционного материала, включающий сборку пакета из листа армирующего материала и размещенных с двух его сторон листов обкладок с предварительно подготовленными поверхностями и его прокатку, отличающийся тем, что в качестве листов обкладок используют материал, предел прочности которого составляет 0,05...0,5 предела прочности армирующего материала, толщиной 1...3 толщины листа армирующего...
Спосіб виготовлення листа композитного матеріалу
Номер патенту: 19870
Опубліковано: 25.12.1997
Автор: Жоель К'єрель
МПК: B29C 47/00, B29L 9/00
Мітки: листа, матеріалу, спосіб, композитного, виготовлення
Формула / Реферат:
1. Способ изготовления листа композитного материала, заключающийся в предварительном формовании методом литья пластин из полиметилметакрилата, составляющих наружный слой композитного материала, и соединении пластин со слоем-подложкой из термопластичного материала типа полиакрилонитрилбутадиенстирола, отличающийся тем, что слой-подложку из термопластичного материала формуют в виде сплошного экструдированного листа посредством зкструдера,...
Спосіб виготовлення сипучого теплоізоляційного матеріалу
Номер патенту: 8537
Опубліковано: 30.09.1996
Автори: Джигирис Дмитро Данилович, Корнієнко Любов Валентинівна, Козловський Петро Платонович, Ляшкова Світлана Олександрівна, Махова Марія Федорівна
МПК: C03B 37/10
Мітки: спосіб, сипучого, матеріалу, теплоізоляційного, виготовлення
Формула / Реферат:
Способ изготовления сыпучего теплоизоляционного материала на основе минеральных волокон путем их измельчения, отличающийся тем, что, с целью уменьшения теплопроводности и термической усадки, волокна перед измельчением увлажняют, а измельчение осуществляют под сжимающей нагрузкой 20 - 40 кг/см с последующей сушкой.
Сигарета
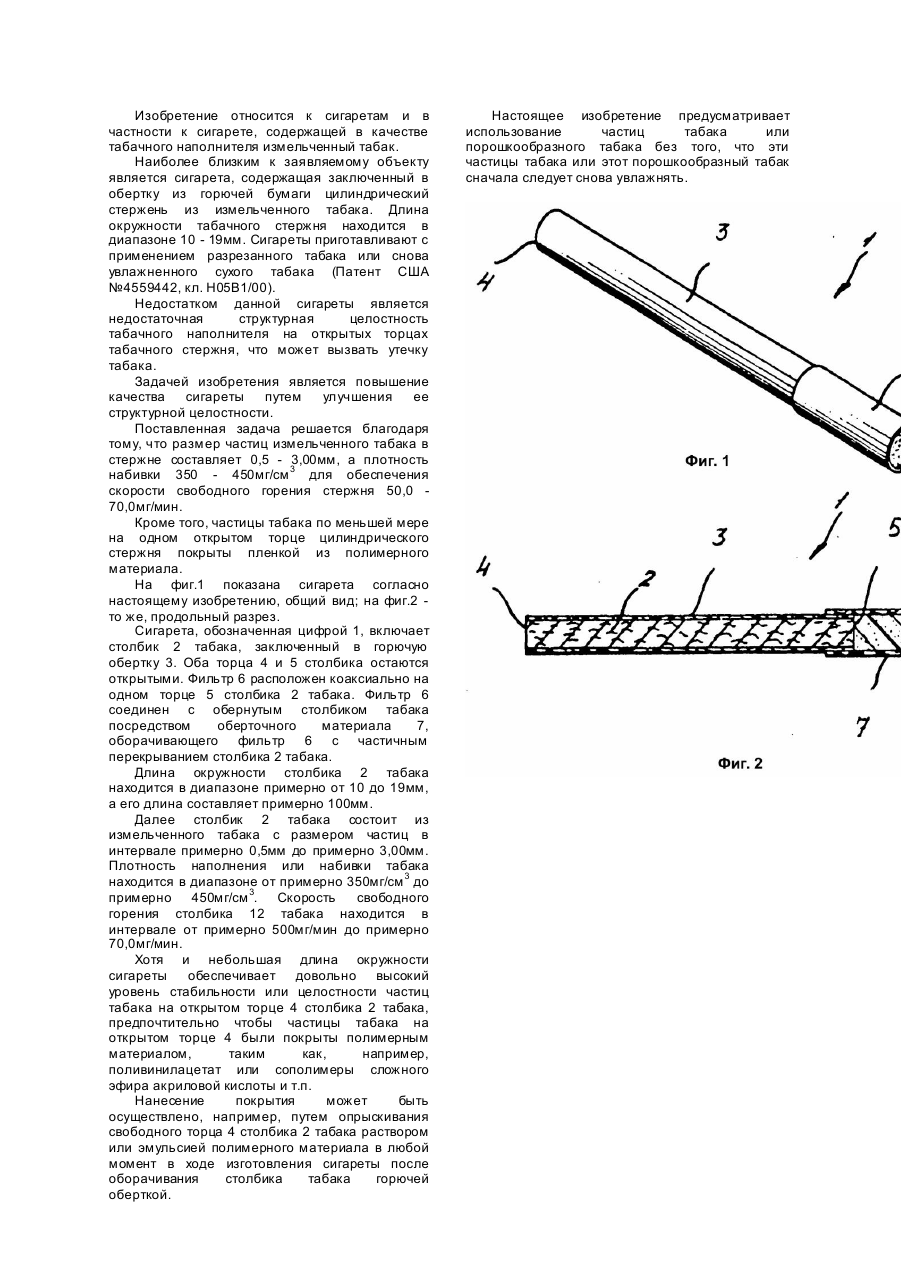
Номер патенту: 18266
Опубліковано: 25.12.1997
Автор: Джон Харвей Лаутербах
МПК: A24D 1/00
Мітки: сигарета
Формула / Реферат:
1. Сигарета, содержащая заключенный в обертку из горючей бумаги цилиндрический стержень из измельченного табака, длина окружности поперечного сечения которого составляет от 10 до 19мм, отличающаяся тем, что размер частиц измельченного табака в стержне составляет от 0,5мм до 3,00мм, а плотность их набивки от 350 до 450мг/см3 для обеспечения скорости свободного горения стержня от 50,0 до 70,0мг/мин.2. Сигарета по п.1, отличающаяся тем,...
Спосіб виготовлення тонких металевих листів прокаткою у пакеті
Номер патенту: 553
Опубліковано: 15.12.1993
Автори: Гребєнюков Анатолій Васильович, Хорошілов Микола Макарович, Диордиця Сергій Васильович, Міллєр Віктор Вікторович, Локтіонов Петро Якович, Гєрмашов Юрій Володимирович, Скороход Микола Михайлович, Міронов Євген Костянтинович
МПК: B21B 1/38
Мітки: прокаткою, спосіб, пакети, металевих, листів, тонких, виготовлення
Формула / Реферат:
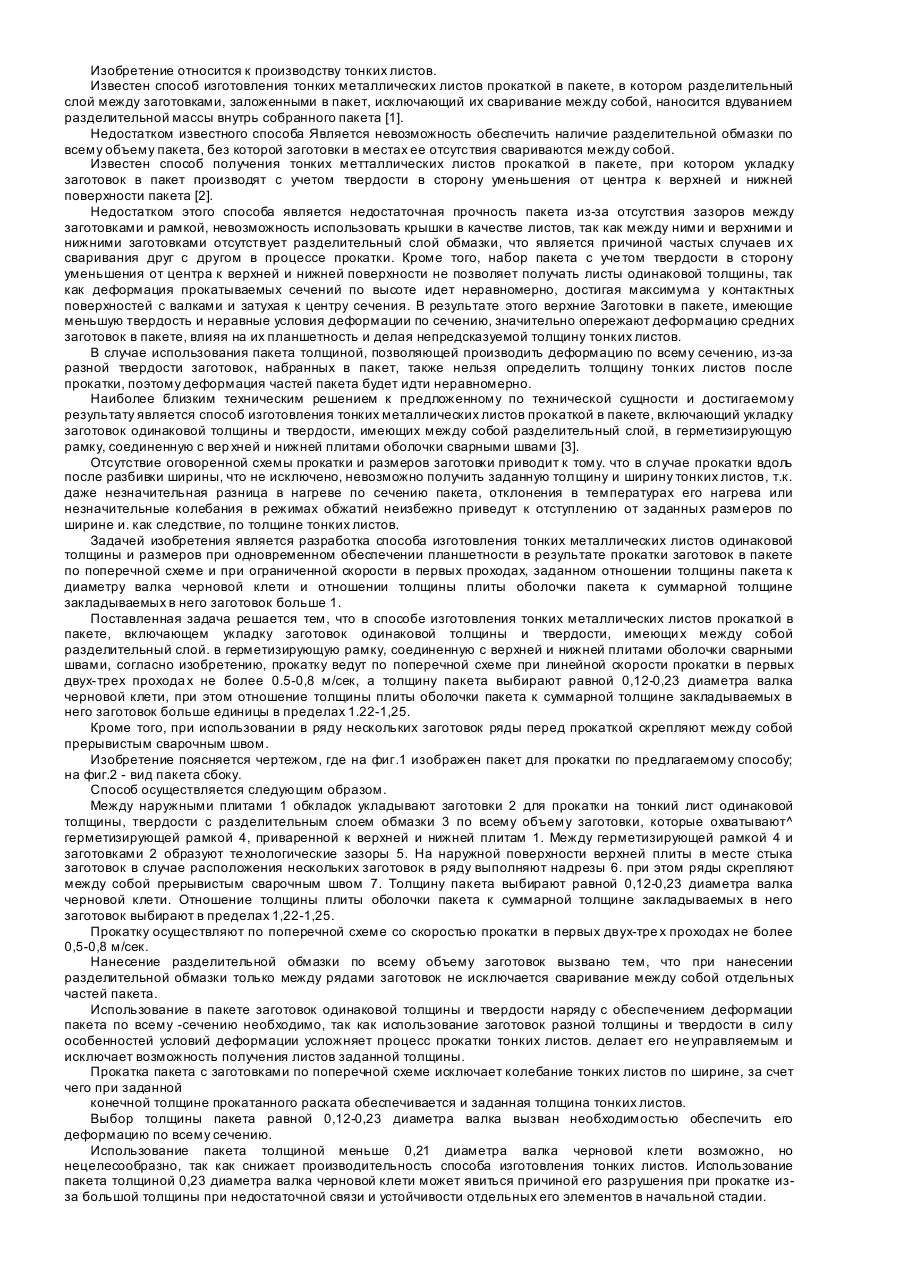
1. Способ изготовления тонких металлических листов прокаткой в пакете, включающий укладку заготовок одинаковой толщины и твердости, имеющих между собой разделительный слой, в герметизирующую рамку, соединенную с верхней и нижней плитами оболочки сварными швами, отличающийся тем, что прокатку ведут по поперечной схеме при линейной скорости прокатки в первых двух-трех проходах. не более 0,5-0,8 м/сек, а толщину пакета выбирают равной 0,12-0,23...
Попередній патент: Карбідосталь
Наступний патент: Кульовий млин
Випадковий патент: Спосіб транспортування збирального комбайна