Спосіб і пристрій для змащування валків та прокатуваної штаби в прокатній кліті
Номер патенту: 100275
Опубліковано: 10.12.2012
Автори: Павельскі Хартмут, Ріхтер Ханс-Петер, Зайдель Юрген
Формула / Реферат
1. Спосіб змащування валків, зокрема робочих валків (2, 3) прокатної кліті, а також штаби (6), яка прокатується і пропускається між ними, в якому:
на ділянці попереду прокатної кліті подають у змішувач (12) по окремих підвідних трубопроводах (7, 8, 9) воду і щонайменше один мастильний засіб,
готують мастильну водну дисперсію або емульсію, що містить згадані воду і щонайменше один мастильний засіб,
отриману мастильну водну дисперсію або емульсію за допомогою газу, зокрема повітря, розпилюють у розпилювальних соплах (14, 17) і наносять на валки (2, 3) і/або на прокатувану штабу (6) з боку входу в прокатну кліть,
при цьому згаданий газ, зокрема повітря, також підводять по окремому трубопроводу (15, 22).
2. Спосіб за п. 1, який відрізняється тим, що воду, щонайменше один мастильний засіб і газ, зокрема повітря, перемішують за допомогою багатокомпонентних змішувальних і розпилювальних сопел, причому змішувач для різних рідин і сопло по суті складають єдиний блок.
3. Спосіб за п. 1, який відрізняється тим, що щонайменше один мастильний засіб спочатку змішують з водою в підвідному трубопроводі в суміш, а потім суміш у внутрішньому просторі багатокомпонентного змішувального сопла додатково змішують з газом.
4. Спосіб за п. 1, який відрізняється тим, що воду, щонайменше один мастильний засіб і газ змішують у внутрішньому просторі (32) три- або чотирикомпонентного змішувального сопла.
5. Спосіб за будь-яким із пп. 1-4, який відрізняється тим, що суміш, яка містить мастильний засіб, розподіляють по всій ширині щонайменше одного з робочих валків (2, 3) і/або прокатуваної штаби (6).
6. Спосіб за будь-яким із пп. 2-4, який відрізняється тим, що кількість води, щонайменше одного мастильного засобу, газу, суміші, яка містить мастильний засіб, розподіляють за допомогою регулювальних клапанів (13) по ширині щонайменше одного з робочих валків (2, 3) і/або прокатуваної штаби (6).
7. Спосіб за п. 6, який відрізняється тим, що кількість і/або тиск щонайменше одного мастильного засобу, води, суміші регулюють за допомогою регулювальних клапанів (13) і/або у витратомірах, регуляторах (16) тиску і/або в змішувальних блоках (27) по ширині щонайменше одного з робочих валків (2, 3) і/або прокатуваної штаби (6).
8. Спосіб за будь-яким із пп. 2-4, який відрізняється тим, що щонайменше один мастильний засіб, воду і газ змішують в трикомпонентному соплі (35), причому кількість мастильного засобу по ділянках регулюють по ширині щонайменше одного з робочих валків (2, 3) і/або прокатуваної штаби (6), при цьому регулюють тиск і/або об'єм газу і води.
9. Спосіб за будь-яким із пп. 2-4, який відрізняється тим, що щонайменше один мастильний засіб і газ перемішують в змішувальному блоці (27), при цьому потім в двокомпонентні змішувальні сопла (29) додають воду.
10. Спосіб за п. 9, який відрізняється тим, що воду підмішують, відповідно, за межами внутрішнього рукава двокомпонентних змішувальних сопел (29).
11. Спосіб за п. 7, який відрізняється тим, що газ використовують як засіб транспортування мастильного засобу від змішувального блока (27) до сопла (29) по трубопроводу (28), причому тільки там всередині або поза соплом (29, 14) здійснюють змішування і розпилення, і за допомогою сопел (14, 17, 29) розпилюють щонайменше на один з валків (2, 3) і/або на прокатувану штабу (6).
12. Спосіб за будь-яким із пп. 1-4, який відрізняється тим, що для регулювання (42, 43) площинності подачу щонайменше одного мастильного засобу регулюють по ширині зонально.
13. Спосіб за будь-яким із пп. 1-4, який відрізняється тим, що шляхом зміни кількості, сорту, концентрації мастильного матеріалу у воді і/або співвідношення компонентів сортів мастильного матеріалу рівень зусилля прокатки змінюють за короткий час або забезпечують можливість гнучкої адаптації до умов прокатки, що змінилися, зокрема швидкості, обтиснення і подібного.
14. Пристрій для змащування щонайменше одного валка (2, 3) і/або прокатуваної між валками (2, 3) штаби (6) в прокатній кліті, який відрізняється тим, що призначений для здійснення способу за п. 1, при цьому пристрій містить змішувач (12), а також окремі підвідні трубопроводи (7, 8, 9) для води і щонайменше одного мастильного засобу, а також розпилювальні сопла (14, 17) для розпилення за допомогою газу, зокрема повітря, отриманої в змішувачі (12) мастильної водної дисперсії або емульсії, і нанесення її на валки (2, 3) і/або на прокатувану штабу (6) з боку входу в прокатну кліть, при цьому передбачений окремий трубопровід (15, 22) для згаданого газу, зокрема повітря, при цьому пристрій містить регулювальні пристрої, зокрема регулювальні клапани, для визначення кількості суміші, що розпилюється щонайменше на один валок (2, 3) і/або на прокатувану штабу (6) за допомогою розпилювальних пристроїв (14, 17).
15. Пристрій за п. 14, який відрізняється тим, що регулювальні пристрої встановлені по ширині щонайменше одного валка (2, 3) або прокатуваної штаби (6) зонально.
16. Пристрій за п. 14 або п. 15, який відрізняється тим, що він містить витратомір і регулятор (16) тиску.
17. Пристрій за п. 14, який відрізняється тим, що змішувач містить щиток для надання турбулентності або сопло Вентурі, або звуження трубопроводу.
18. Пристрій за п. 14, який відрізняється тим, що є стінки для бічного захисту туману, що формується розпилювальними пристроями.
19. Пристрій за п. 18, який відрізняється тим, що для туману з середовищ є відсмоктувач.
20. Пристрій за п. 18, який відрізняється тим, що захист може повертатися до валків (2, 3) або штаби (6).
21. Пристрій за п. 14, який відрізняється тим, що він містить регулювальний пристрій для регулювання площинності прокатуваної штаби (6) з використанням сигналів пристрою для вимірювання площинності.
22. Пристрій за п. 21, який відрізняється тим, що пристрій для вимірювання площинності містить вимірювальний ролик (42) або безконтактний вимірювальний пристрій, формуючі сигнали, які відповідають площинності прокатуваної штаби, і передають їх в розпилювальні пристрої (14) для регулювання кількостей або концентрацій щонайменше одного мастильного засобу.
23. Пристрій за п. 14, який відрізняється тим, що розпилювальні пристрої (14, 17) встановлені в два ряди (24, 25), зокрема зі зміщенням один відносно одного, по суті паралельно осі робочого валка (2, 3).
24. Пристрій за п. 14, який відрізняється тим, що розпилювальні пристрої (14, 17) встановлені в один ряд і їх сопла мають великий кут розпилення, так що має місце подвійне перекривання сусідніх струменів.
25. Прокатна мережа з пристроєм за будь-яким із пп. 14-24, яка відрізняється тим, що містить балки з розпилювальними соплами (14, 17), причому згадані балки виконані поворотними, так що відстань між виходом сопла і валком або штабою встановлюється мінімальною або оптимальною.
Текст
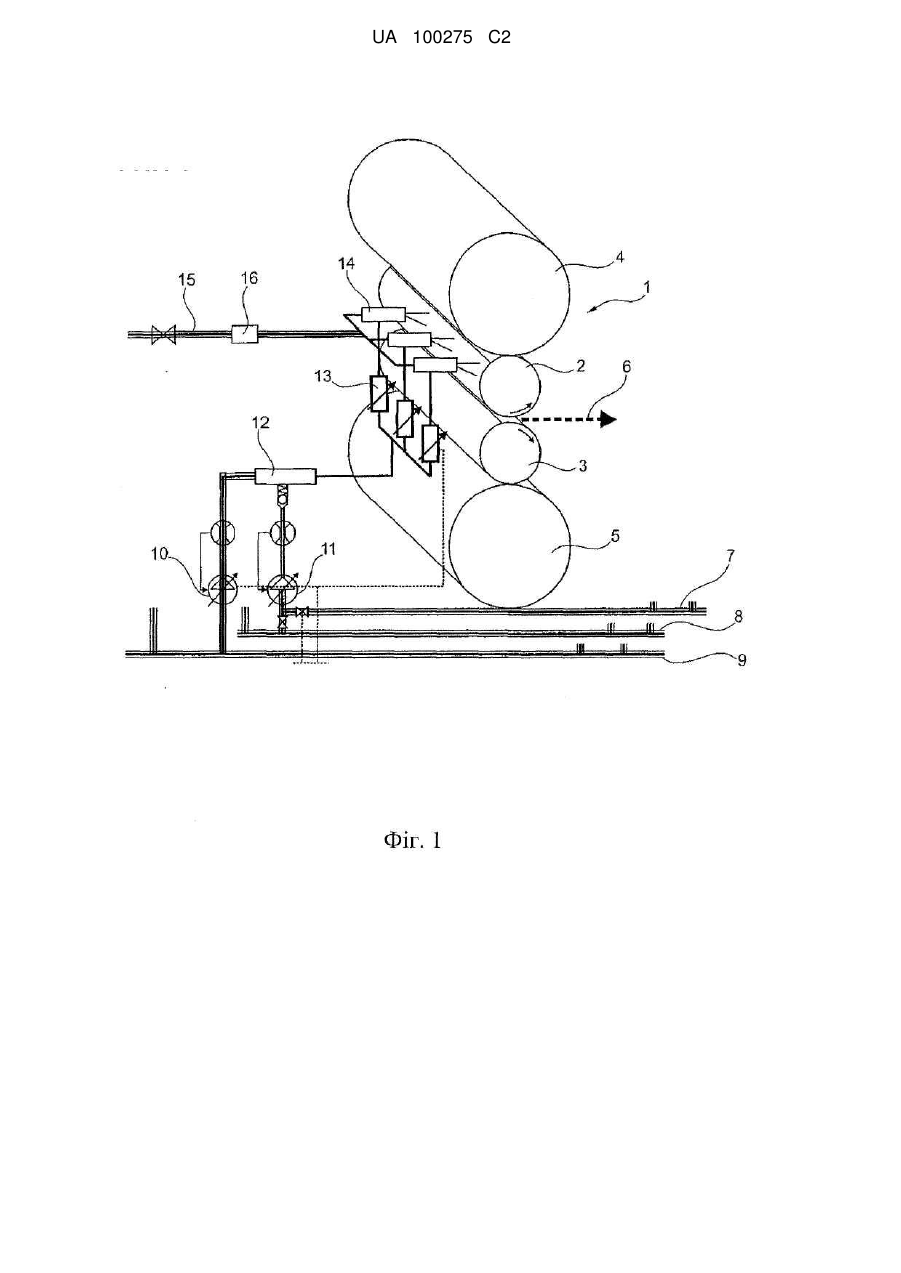
Реферат: Спосіб змащування валків, зокрема робочих валків (2, 3) прокатної кліті, а також штаби (6), яка прокатується і пропускається між ними, при якому газова, газово-водяна, водяна суміші і/або жирова суміш, яка містить мастильний засіб, наносяться на валки (2, 3) з боку входу в прокатну кліть, характеризується тим, що суміш виготовляється за допомогою щонайменше одного змішувального пристрою (14, 17, 27, 29) на ділянці попереду прокатної кліті. UA 100275 C2 (12) UA 100275 C2 UA 100275 C2 5 10 15 20 25 30 35 40 45 50 55 ОПИС Пристрій стосується способу змащування валків, зокрема, робочих валків прокатної кліті, а також штаби, яка пропускається і прокатується між ними, при якому газова, газо-водяна або водяна суміші з мастильним засобом і/або жирова суміш наносяться на валок або прокатувану штабу з боку входу в прокатну кліть. Прокатна кліть містить декілька підтримуючих один одного валків і щонайменше робочий валок, який входить в безпосередній контакт з прокатним металом і, в свою чергу, що спирається переважно на більший опорний або проміжний валок. Багато які стани гарячої прокатки для прокатки металевої штаби забезпечені мастильними системами для змащування зазору між валками і вогнищами деформації. Такі системи використовуються для поліпшення якості поверхні робочого валка та штаби і стосуються в даний час стандартного забезпечення прокатного стану, на якому виготовляються високоякісні штаби. Широке застосування знаходить система, в якій вода як середовище-носій змішується з прокатним мастилом і наноситься на прокатувану штабу або на робочий, або на опорний валок. У способі холодної прокатки також є звичайним використання мастила. При цьому мастильний засіб наноситься на прокатувану штабу і/або на робочий валок, і/або у вогнище деформації. Змішування мастила з водою відбувається на великому віддаленні від прокатної кліті. Звичайно використовується емульсія, яка виготовляється, очищається і, яка знов повертається в мастильну систему в циркуляційній системі трудомістким способом. З WO 03002277 А1 відомі спосіб і пристрій для охолоджування і/або змащування валків, зокрема, робочих валків, прокатної кліті, в якій як мастильний засіб використовуються вода у вигляді роздроблених струменів як охолоджуючий засіб і мастило, мастилоповітряна, мастиловодяна, мастилоповітряноводяна або жирова суміші. Для поліпшення мастильної і охолоджуючої дії пропонується комбіноване використання переохолодження поверхні штаби і валків, а також змащування валків з боку входу в прокатну кліть, для чого обидва середовища вода і мастило - подаються на валок і на прокатувану штабу окремо і наносяться на різні місця поверхні валків. Для води і мастильного засобу передбачені відповідні підвідні трубопроводи для розпилювальних балок. Задачею винаходу є створення спрощеного способу змащування при прокатці металевої штаби, що використовується як при холодній, так і при гарячій прокатці. Згідно з винаходом ця задача у вищевказаному способі вирішується за рахунок того, що суміш виготовляється за допомогою щонайменше одного змішувального пристрою на ділянці попереду прокатної кліті. При холодній прокатці новий спосіб змащування має на меті приготування мастила аналогічно з гарячою прокаткою незадовго до застосування або вживання і тим самим забезпечує відмову від трудомісткого приготування з використанням замкненого циклу. Крім того, для економічної реалізації способу його метою є також мінімізація кількості використовуваного мастильного засобу. Та ж мета існує також при використанні способу змащування згідно з винаходом при гарячій прокатці. При зменшенні кількості мастильного засобу одночасно повинна оптимізуватися мастильна дія, а ефект змащування повинен бути регульованим. Як мастильний засіб застосовуються, наприклад, мастиловодяні дисперсії, мастиловодяні емульсії, мастильні засоби, які не містять мастила, що змішуються з водою, мастилоповітряні або мастилоповітряноводяні суміші. Середовища можуть розпилюватися дво-, три- або чотирикомпонентними соплами. Для скорочення кількості мастильного засобу особливо переважно пропонується розпилювати його за допомогою повітря. У переважному варіанті виконання мастило і вода перемішуються незадовго до розпилення за допомогою повітря. Таким чином, на поверхні валків або на прокатувану штабу вдається наносити навіть дуже малі кількості мастила. При гарячій прокатці змішування мастила з водою на відміну від застосування чистого мастила має перевагу в значенні відсутності небезпеки займання. Новий спосіб змащування в процесі холодної прокатки має ту перевагу, що концентрація мастила в мастильному засобі може змінюватися дуже швидко і гнучко. Так, наприклад, допускається оптимальне регулювання мастильного засобу для різних прокатних матеріалів, різних швидкостей руху штаби, змінюваного випалювання і для відповідної прокатної кліті. Крім того, для різних цілей використання можуть виготовлятися різні мастила і мастильні засоби. Оскільки кількості мастильного засобу настільки малі, що змочується саме поверхня валків і/або штаб, можна відмовитися від витратної підготовки мастильного засобу. При цьому використовувана кількість мастила на метр довжини розпилювача коливається в міліметровому діапазоні за хвилину. Використаний мастильний матеріал разом з водою від охолоджуючих 1 UA 100275 C2 5 10 15 20 25 30 35 40 45 50 55 60 пристроїв та іншими можливими джерелами надходження мастила подається у водоочисну установку, в якій мастило відділяється. Переважні вдосконалені варіанти винаходу представлені в залежних пунктах формули винаходу. Згідно з винаходом, переважно, передбачено, щоб вода і щонайменше один мастильний засіб подавалися в змішувач по окремих підвідних трубопроводах і змішувалися в ньому в мастильну водну дисперсію або емульсію. При цьому можна передбачити щоб мастильна водна дисперсія або емульсія за допомогою газу, зокрема, повітря, розпилювалася в розпилювальних соплах і наносилася щонайменше на робочий валок і/або на прокатувану штабу. Переважно, використовуються три- або чотирикомпонентні змішувальні або розпилювальні сопла, в яких змішуються вода, щонайменше один мастильний засіб і повітря. Само собою зрозуміло, що в значенні винаходу замість повітря можуть бути використані також інші гази або газові суміші. Переважно, щонайменше один мастильний засіб спочатку змішується з водою в підвідному трубопроводі в суміш, а потім суміш у внутрішньому просторі три- або чотирикомпонентного змішувального сопла змішується з газом. Як альтернатива вода, щонайменше один мастильний засіб і газ змішуються у внутрішньому просторі три- або чотирикомпонентного змішувального сопла. Переважно, щоб газова, газоводяна, водяна суміші з мастильним засобом і/або жирова суміш розподілялися по всій ширині щонайменше одного з робочих валків і/або прокатуваної штаби. Точно так само переважно, щоб кількість води, щонайменше одного мастильного засобу, газу, газової, газоводяної, водяної суміші з мастильним засобом і/або жирова суміш розподілялися за допомогою регулювального клапана по ширині щонайменше одного з робочих валків і/або прокатуваної штаби. В іншому варіанті здійснення способу передбачено, щоб кількість і/або тиск щонайменше одного мастильного засобу, води, водяної, газової сумішей з мастильним засобом і/або жирової суміші регулювалися за допомогою регулювальних клапанів і/або у витратомірах, регуляторах тиску і/або в змішувальних блоках по ширині щонайменше одного з робочих валків і/або прокатуваної штаби. Точно так само можна передбачити, щоб щонайменше один мастильний засіб, вода і газ змішувалися в трикомпонентному соплі, причому щоб кількість мастильного засобу по ділянках регулювалася по ширині щонайменше одного з робочих валків і/або прокатуваної штаби і щоб регулювалися тиск і/або об'єм газу і води. Як альтернатива процес змішування реалізовується таким чином, що щонайменше один мастильний засіб і газ перемішуються в змішувальному блоці та що потім в двокомпонентні змішувальні сопла додається вода. У цьому випадку вода, відповідно, підмішується за межами внутрішнього рукава двокомпонентного змішувального сопла. В іншому переважному варіанті здійснення способу щонайменше один мастильний засіб перемішується з газом, зокрема, в змішувальному блоці, і за допомогою сопел розпилюється щонайменше на один з валків і/або на прокатувану штабу, в той час як по боках від сопел розпилюється вода. Переважно, щоб для регулювання площинності подача щонайменше одного мастильного засобу регулювалася по ширині зонально. Винахід стосується також пристрою для змащування щонайменше одного валка і/або прокатуваної штаби між валками в прокатній кліті. Згідно з винаходом пристрій характеризується тим, що пристрій містить щонайменше один змішувальний блок і/або багатокомпонентні змішувальні пристрої, зокрема розпилювальні сопла, для змішування води, газу, щонайменше одного мастильного засобу, зокрема мастила, в одну газову, газоводяну або водяну суміш, яка містить мастильний засіб. Переважно, пристрій містить регулюючі пристрої, зокрема регулювальні клапани, для визначення кількості суміші, що розпилюється щонайменше на один валок і/або на прокатувану штабу за допомогою розпилювальних пристроїв. Переважним чином регулюючі пристрої встановлені по ширині щонайменше одного валка або прокатуваної штаби зонально. При цьому можна передбачити витратоміри і регулятори тиску. Багатокомпонентні змішувальні пристрої виконуються у вигляді внутрішніх або зовнішніх змішувачів. Переважно, вони містять щиток для надання турбулентності або сопло Вентурі. Переважно, можна передбачити, щоб водорозпилювальні балки передбачалися вище і/або нижче розпилювальних пристроїв для розпилення суміші, що містить мастильний засіб, 2 UA 100275 C2 5 10 15 20 25 30 35 40 45 50 55 60 щонайменше на один валок і/або на катаний лист. Вони здійснюють протипожежну дію у випадку гарячої прокатки. Легкозаймисте мастило або мастильний засіб захищаються водяною завісою і, в результаті, не можуть нагрітися і викликати пожежу. Крім того, пристрій переважним чином забезпечується регулюючим пристроєм для регулювання площинності прокатуваної штаби з використанням сигналів пристрою для вимірювання площинності, зокрема, вимірювального ролика для вимірювання площинності. Переважно, пристрій для вимірювання площинності містить вимірювальний ролик, що формує сигнали, відповідні площинності прокатуваної штаби, і передає їх в розпилювальні пристрої для регулювання кількостей або концентрацій щонайменше одного мастильного засобу. Завдяки використанню пристрою для вимірювання площинності площинність прокатуваної штаби піддається обліку в результаті обробки сигналів вимірювального ролика для вимірювання площинності навіть вищого порядку, і заходи по корекції можуть бути прийняті, наприклад, шляхом зміни кількостей або концентрацій мастильного засобу. Переважно, розпилювальні пристрої встановлюються в два ряди по суті паралельно осі валків, зокрема, зі зміщенням відносно один одного, з тим, щоб забезпечити достатнє змащування поверхні валків або прокатуваної штаби навіть при виході з ладу окремих сопел. Нижче винахід більш детально пояснюється на прикладах здійснення, на яких: фіг. 1 зображує прокатну кліть з мастилоповітряною системою змащування зі змінним постачанням мастилом по ширині, в якій мастильний засіб розпилюється на верхній робочий валок, фіг. 2 - прокатна кліть з мастилоповітряною системою змащування, в якій мастильний засіб в рівній кількості розпилюється по ширині верхнього робочого валка, фіг. 3 - прокатна кліть з мастилоповітряною системою змащування зі змінним постачанням мастилом по ширині, в якій мастильний засіб розпилюється на нижній бік прокатуваної штаби. фіг. 4 - прокатна кліть з мастилоповітряною системою змащування з множиною трикомпонентних змішувальних сопел з газорідинними розпилювачами, в якій мастильний засіб розпилюється на верхній робочий валок, фіг. 5 - варіант виконання три- або чотирикомпонентного змішувального сопла для змішування води, мастильного засобу і газу, як, наприклад, в прокатній кліті на фіг. 3, фіг. 6 - дворядна система змішувальних сопел для нанесення мастильного засобу на валок або прокатувану штабу, фіг. 7 - прокатна кліть з мастилоповітряною системою змащування з множиною трикомпонентних змішувальних сопел з газорідинними розпилювачами і регулювальними клапанами для регулювання кількості мастильного засобу, доданими трикомпонентним змішувальним соплам, причому мастильний засіб розпилюється на верхній робочий валок, фіг. 8 - прокатна кліть з мастилоповітряною системою змащування, причому мастильний засіб і газ перемішуються в змішувальному блоці і у множину двокомпонентних змішувальних сопел додається вода, а мастильний засіб розпилюється на верхній робочий валок, фіг. 9 - подовжній розріз змішувального блока на фіг. 8 в поєднанні з двокомпонентним змішувальним соплом, причому середовища перемішуються за межами змішувального сопла, фіг. 10 - подовжній розріз трикомпонентного змішувального сопла для перемішування води, мастильного засобу і газу зі сумішшю рідких середовищ перед входом в простір для середовищ, фіг. 11 - подовжній розріз іншого трикомпонентного змішувального сопла для перемішування води, мастильного засобу і газу з сумішшю рідких середовищ перед входом в простір середовищ, причому всі середовища змішуються в просторі для середовищ, фіг. 12 - прокатна кліть з мастилогазовою системою змащування, причому мастильний засіб і газ перемішуються в змішувальному блоці, мастильний засіб розпилюється на обидва робочих валка, а водорозпилювальні балки одночасно передбачені як протипожежні пристрої, і фіг. 13 - прокатна кліть за фіг. 7, причому додатково є вимірювальний ролик для вимірювання площинності і пристрій для регулювання площинності. Прокатна кліть 1 (фіг. 1) містить два робочих валка 2, 3, встановлені між двома опорним прокатними валками 4, 5 і, що прокатують прокатувану штабу 6 (фіг. 3). При цьому спочатку по окремих підвідним трубопроводах 7, 8 і 9 подаються мастильний засіб, зокрема, перше і друге мастило або інші мастила, а також вода. Передусім обидва мастила змішуються. У порядку альтернативи використовується також тільки одне або тільки інше мастило. Бажані кількості води і обох мастил встановлюються за допомогою дозуючих насосів 10, 11 і закачуються в змішувач 12. У результаті, позаду змішувача 12 із зведених рідин утворюється дисперсія або емульсія. Відстань між змішувачем 12 і регулювальними клапанами 13, встановленим в напрямку потоку, переважно дуже незначна, або вони щоб уникнути розшарування суміші являють собою єдиний блок. Регулювальні клапани 13 розподілені по всій ширині верхнього 3 UA 100275 C2 5 10 15 20 25 30 35 40 45 50 55 60 робочого валок 2. Якщо не можна обійтися без довгих трубопроводів, то в трубопроводі для надання турбулентності через певні інтервали передбачаються щитки (міксери). Поперечний переріз трубопроводу для реалізації може бути більшої швидкості потоку і тим самим малого часу транспортування, переважно, вибирається як можна меншим. Для регулювання подачі мастильного засобу по ширині робочого валка 2, а також залежно від ширини оброблюваної прокатуваної штаби 6 регулювальні клапани 13 видають мастильні засоби в розпилювальні сопла 14, послідовно встановлені в напрямку потоку і виконані у вигляді двокомпонентних змішувальних сопел відповідно до ширини прокатуваної штаби 6. В розпилювальних соплах 14 у водяну суміш з мастильним засобом додається повітря, що підводиться по трубопроводу 15 за допомогою регулятора 16 тиску для регулювання тиску повітря. Установка кількостей мастильного засобу або мастила, а також води здійснюється за допомогою математичної моделі і/або регулюючого пристрою, що враховує різні мастильні властивості залежно від матеріалу прокатуваної штаби, швидкості, обтиснення, температур та інших параметрів. Настройки регулювальних клапанів 13 і кількості, що закачується дозуючими насосами 10, 11, узгоджуються один з одним. Регулюючий пристрій встановлює концентрації мастильного засобу або сорти мастильних засобів і, крім того, здійснює регулювання профілю і площинності прокатуваної штаби 6. В цьому випадку нерівності прокатуваної штаби 6 компенсуються за рахунок подачі відповідних кількостей мастильного засобу або за рахунок зміни інших параметрів. При необхідності шляхом зміни кількості, сорту, концентрації мастила у воді і/або співвідношення компонентів мастила може бути здійснений вплив на рівень зусилля прокатки. У спрощеному варіанті виконання прокатної кліті 1 (фіг. 2) регулювальні клапани 13 відсутні. У цьому випадку витрата розпилювальних сопел 14 встановлюється вручну, тобто є результатом регулювання дозуючого насоса. В іншому варіанті виконання (фіг. 3) водноповітряна суміш з мастильним засобом наноситься безпосередньо на нижній бік прокатуваної штаби 6. Регулювальні клапани 13 передбачені і в цьому випадку. У черговому варіанті виконання (фіг. 4) вода, мастильний засіб, наприклад мастило, і повітря спочатку подаються по окремих підвідним трубопроводах 7, 9, 15, а потім за допомогою розпилювальних сопел 14 і 17, виконаних у вигляді трикомпонентних сопел, наносяться на верхню робочого валка 2, причому змішування і розпилення текучого середовища складають в розпилювальних соплах 17 єдиний блок. Однак і в цьому випадку передбачені регулюючі пристрої, які регулюють подачу відповідного текучого середовища в окремі розпилювальні сопла 17 або в групу розпилювальних сопел. Переважно, щоб всі окремі регулюючі пристрої були інтегровані в одну систему регулювання, що визначає об'єм і співвідношення компонентів текучих середовищ, що видаються розпилювальними соплами 17 на робочий валок 2 або на щиток 6 для надання турбулентності. Само собою зрозуміло, що у всіх варіантах виконання (фіг. 1 4) передбачені або можуть бути передбачені аналогічні варіанти виконання для подачі водноповітряної суміші з мастильним засобом на нижній робочий валок 3 або на верхній бік прокатуваної штаби 6. Розпилювальнесопло 17 (фіг. 5) виконане у вигляді барботерного сопла з внутрішнім змішувачем з внутрішнім простором 18, в який з одного боку по підвідному трубопроводу 19 подаються і в якому при необхідності, наприклад, за допомогою щитків 36 для надання турбулентності або звуження 37 трубопроводу, перемішуються вода і два мастильних засоби. Процес перемішування рідин відбувається незадовго до розпилення. Змішувач і сопло тут складають єдиний блок. По двох трубопроводах 20, 21 спочатку в трубопровід 19 безпосередньо перед його виходом у внутрішній простір 18 вводяться мастильні засоби. Газ, зокрема повітря, по першому трубопроводу 22 надходить у внутрішній простір 18 і там завихрюється зі сумішшю води з обома мастильними засобами. Потім суміш конусоподібно виходить з гирла 23 сопла і потрапляє на поверхню валка або прокатуваної штаби 6. Оскільки мастильний засіб (наприклад, мастило) або множина мастильних засобів являють собою найважливішу компоненту, в значенні винаходу, індивідуально регулювати в кожному розпилювальному соплі 17 може бути також тільки кількість мастила, а інші компоненти регулюються груповим методом, тобто, наприклад, на великій ділянці ширини валка і/або штаби 6. Нанесення прокатного мастильного засобу, або мастильних засобів, може здійснюватися також без використання води при винятковому використанні стиснутого повітря. У цьому випадку використовується двокомпонентне сопло. Особливо при холодній прокатці важливо, щоб мастильна плівка повністю діяла по всій ширині прокатуваної штаби 6. Якщо мастильна плівка руйнуватиметься, то на поверхні з'являться небажані дряпини. Для забезпечення повноти дії змащування переважно передбачити два або декілька рядів 24, 25 (фіг. 6) розпилювальних сопел 17 навпроти валків, наприклад, робочого валка 2, або прокатуваної штаби, в яких розпилювальні сопла 17, 4 UA 100275 C2 5 10 15 20 25 30 35 40 45 50 55 60 переважно, встановлені зі зміщенням одне відносно одного. Як альтернатива може бути використана також однорядна розпилювальна балка, сопла якої мають великий кут розпилення, так що відбувається подвійне перекриття. Це означає, що якщо одне сопло випаде, то цю ділянку перекриють сусідні сопла. Аналогічно з варіантами виконання, зображеними на фіг. 1 і 3, в інших варіантах виконання винаходу є регулюючі пристрої 26 (фіг. 7), за допомогою яких притік мастильного засобу регулюється індивідуально в кожному розпилювальному соплі 14 по всій ширині штаби. Шляхом зміни кількості води і повітря можна додатково впливати на все мастило. При гарячій прокатці мастильний засіб подається щонайменше на один з робочих валків 2, 3, при холодній прокатці мастильним засобом забезпечується, переважно, прокатна штаба 6. Згідно з іншим варіантом (фіг. 8) мастильний засіб і повітря зводяться разом в змішувальному блоці 27. Повітря транспортує мастильний засіб до розпилювальних сопел 14. Кожне з сопел 14 живиться окремо. Вода подається в сопла 14 окремо. У змішувальному блоці 27 (фіг. 9) з трубопроводів 7 і 15 передусім зводяться разом мастильний засіб і повітря. Потім суміш з трубопроводу 28 двокомпонентного сопла 29 з'єднується з водою, що подається з трубопроводу 8. Двокомпонентне сопло 29 виконане як зовнішній змішувач. Це означає, що повітряна суміш з мастильним засобом і вода сходяться лише на виході 30 сопла. Змішування забезпечується в результаті розпилення двома порожнистими конусами, що утворюються текучими середовищами, один в іншій. Перевага цього двокомпонентного сопла 29 полягає в тому, що омилення виключається, оскільки мастильний засіб і вода приходять в зіткнення одне з одним тільки на виході 30 сопла. Для створення чистого мастила з мастильного засобу з повітрям подачу води можна виключити. У двокомпонентному соплі 31 (фіг. 10), виконаному як внутрішній змішувач з внутрішнім простором 32, вода і мастило спочатку вводяться у внутрішній простір 32 по підвідному трубопроводу 33 спільно, а повітря окремо. У підвідному трубопроводі 33 для мастила і води з метою забезпечення перемішування середовища встановлені щитки 34 для надання турбулентності або сопло Вентурі. Трикомпонентне сопло 35 (фіг. 11) також має внутрішній простір 32, в який по трубопроводах 7, 8 і 15 роздільно подаються середовища мастила, води і повітря. Рідкі середовища тим самим змішуються лише у внутрішньому просторі 32, розпилюючись і розбризкуючись повітрям. При бажанні використовувати масляноповітряну суміш без обов'язкової добавки до неї води, то при гарячій прокатці піклуються про протипожежний захист, для чого при необхідності за допомогою водорозпилювальних балок 38, 39 (фіг. 12) створюється водяна завіса, що захищає мастилоповітряну суміш зовні. Додатково навколо мастилоповітряного туману, що утворюється розпилювальними соплами 14, передбачені захисні стінки 40, 41. Мастилоповітряний туман може відсмоктуватися ззовні. Для поліпшення захисту і забезпечення установки сопел попереду валків впритул до них захисні стінки 40, 41, а також розпилювальні балки 14 виконуються з можливістю повороту. Приблизно таке ж відсмоктування передбачене також при нанесенні мастильного засобу на прокатувану штабу (при холодній прокатці). Для здійснення впливу на поверхневу структуру (площинність, рівномірність стану натягнення) прокатуваної штаби 6 в черговому варіанті виконання винаходи передбачені мірний ролик 42 (фіг. 13) для вимірювання площинності або будь-яке інше безконтактне (оптичне) вимірювання площинності для визначення нерівностей прокатуваної штаби 6, при яких сигнали передаються по сигнальному проводу 43 в (не показаний тут) пристрій обробки даних. У ньому формуються сигнали регулювання або керування розпилювальними соплами 14 або регулювальними клапанами 13 для видачі відповідних кількостей мастильного засобу на робочий валок 2 по ширині штаби. За допомогою кількості мастильного засобу, відпущеної з розрахунку на одну зону, або концентрації мастильного засобу піддається впливу площинність штаби параболічного типу або вищого порядку. Само собою зрозуміло, що відповідне регулювання може бути встановлене також відносно нижнього робочого валка 3. Точно так само для здійснення впливу на площинність штаби і розподіл натягнення штаби по її ширині розпилювальні сопла 14 можуть розпилювати мастильний засіб і безпосередньо на прокатувану штабу 6. Перелік позицій 1. Прокатна кліть 2. Робочий валок 3. Робочий валок 4. Опорний валок 5. Опорний валок 5 UA 100275 C2 5 10 15 20 25 30 35 40 45 50 55 60 6. Прокатна штаба 7. Підвідний трубопровід 8. Підвідний трубопровід 9. Підвідний трубопровід 10. Дозуючий насос 11. Дозуючий насос 12. Змішувач 13. Регулювальний клапан 14. Розпилювальні сопла (багатокомпонентні сопла) 15. Трубопровід 16. Регулятор тиску 17. Розпилювальні сопла (багатокомпонентні сопла) 18. Внутрішній простір 19. Підвідний трубопровід 20. Трубопровід 21. Трубопровід 22. Підвідний трубопровід 23. Гирло сопла 24. Ряд 25. Ряд 26. Регулюючі пристрої 27. Змішувальний блок 28. Трубопровід 29. Багатокомпонентне сопло 30. Вихід сопла 31. Багатокомпонентне сопло 32. Внутрішній простір 33. Підвідний трубопровід 34. Щиток для надання турбулентності 35. Багатокомпонентне сопло 36. Щиток для надання турбулентності 37. Звуження трубопроводу 38. Розпилювальна балка 39. Розпилювальна балка 40. Стінка 41. Стінка 42. Вимірювальний ролик для вимірювання площинності 43. Сигнальний провід ФОРМУЛА ВИНАХОДУ 1. Спосіб змащування валків, зокрема робочих валків (2, 3) прокатної кліті, а також штаби (6), яка прокатується і пропускається між ними, в якому: на ділянці попереду прокатної кліті подають у змішувач (12) по окремих підвідних трубопроводах (7, 8, 9) воду і щонайменше один мастильний засіб, готують мастильну водну дисперсію або емульсію, що містить згадані воду і щонайменше один мастильний засіб, отриману мастильну водну дисперсію або емульсію за допомогою газу, зокрема повітря, розпилюють у розпилювальних соплах (14, 17) і наносять на валки (2, 3) і/або на прокатувану штабу (6) з боку входу в прокатну кліть, при цьому згаданий газ, зокрема повітря, також підводять по окремому трубопроводу (15, 22). 2. Спосіб за п. 1, який відрізняється тим, що воду, щонайменше один мастильний засіб і газ, зокрема повітря, перемішують за допомогою багатокомпонентних змішувальних і розпилювальних сопел, причому змішувач для різних рідин і сопло по суті складають єдиний блок. 3. Спосіб за п. 1, який відрізняється тим, що щонайменше один мастильний засіб спочатку змішують з водою в підвідному трубопроводі в суміш, а потім суміш у внутрішньому просторі багатокомпонентного змішувального сопла додатково змішують з газом. 4. Спосіб за п. 1, який відрізняється тим, що воду, щонайменше один мастильний засіб і газ змішують у внутрішньому просторі (32) три- або чотирикомпонентного змішувального сопла. 6 UA 100275 C2 5 10 15 20 25 30 35 40 45 50 55 60 5. Спосіб за будь-яким із пп. 1-4, який відрізняється тим, що суміш, яка містить мастильний засіб, розподіляють по всій ширині щонайменше одного з робочих валків (2, 3) і/або прокатуваної штаби (6). 6. Спосіб за будь-яким із пп. 2-4, який відрізняється тим, що кількість води, щонайменше одного мастильного засобу, газу, суміші, яка містить мастильний засіб, розподіляють за допомогою регулювальних клапанів (13) по ширині щонайменше одного з робочих валків (2, 3) і/або прокатуваної штаби (6). 7. Спосіб за п. 6, який відрізняється тим, що кількість і/або тиск щонайменше одного мастильного засобу, води, суміші регулюють за допомогою регулювальних клапанів (13) і/або у витратомірах, регуляторах (16) тиску і/або в змішувальних блоках (27) по ширині щонайменше одного з робочих валків (2, 3) і/або прокатуваної штаби (6). 8. Спосіб за будь-яким із пп. 2-4, який відрізняється тим, що щонайменше один мастильний засіб, воду і газ змішують в трикомпонентному соплі (35), причому кількість мастильного засобу по ділянках регулюють по ширині щонайменше одного з робочих валків (2, 3) і/або прокатуваної штаби (6), при цьому регулюють тиск і/або об'єм газу і води. 9. Спосіб за будь-яким із пп. 2-4, який відрізняється тим, що щонайменше один мастильний засіб і газ перемішують в змішувальному блоці (27), при цьому потім в двокомпонентні змішувальні сопла (29) додають воду. 10. Спосіб за п. 9, який відрізняється тим, що воду підмішують, відповідно, за межами внутрішнього рукава двокомпонентних змішувальних сопел (29). 11. Спосіб за п. 7, який відрізняється тим, що газ використовують як засіб транспортування мастильного засобу від змішувального блока (27) до сопла (29) по трубопроводу (28), причому тільки там всередині або поза соплом (29, 14) здійснюють змішування і розпилення, і за допомогою сопел (14, 17, 29) розпилюють щонайменше на один з валків (2, 3) і/або на прокатувану штабу (6). 12. Спосіб за будь-яким із пп. 1-4, який відрізняється тим, що для регулювання (42, 43) площинності подачу щонайменше одного мастильного засобу регулюють по ширині зонально. 13. Спосіб за будь-яким із пп. 1-4, який відрізняється тим, що шляхом зміни кількості, сорту, концентрації мастильного матеріалу у воді і/або співвідношення компонентів сортів мастильного матеріалу рівень зусилля прокатки змінюють за короткий час або забезпечують можливість гнучкої адаптації до умов прокатки, що змінилися, зокрема швидкості, обтиснення і подібного. 14. Пристрій для змащування щонайменше одного валка (2, 3) і/або прокатуваної між валками (2, 3) штаби (6) в прокатній кліті, який відрізняється тим, що призначений для здійснення способу за п. 1, при цьому пристрій містить змішувач (12), а також окремі підвідні трубопроводи (7, 8, 9) для води і щонайменше одного мастильного засобу, а також розпилювальні сопла (14, 17) для розпилення за допомогою газу, зокрема повітря, отриманої в змішувачі (12) мастильної водної дисперсії або емульсії, і нанесення її на валки (2, 3) і/або на прокатувану штабу (6) з боку входу в прокатну кліть, при цьому передбачений окремий трубопровід (15, 22) для згаданого газу, зокрема повітря, при цьому пристрій містить регулювальні пристрої, зокрема регулювальні клапани, для визначення кількості суміші, що розпилюється щонайменше на один валок (2, 3) і/або на прокатувану штабу (6) за допомогою розпилювальних пристроїв (14, 17). 15. Пристрій за п. 14, який відрізняється тим, що регулювальні пристрої встановлені по ширині щонайменше одного валка (2, 3) або прокатуваної штаби (6) зонально. 16. Пристрій за п. 14 або п. 15, який відрізняється тим, що він містить витратомір і регулятор (16) тиску. 17. Пристрій за п. 14, який відрізняється тим, що змішувач містить щиток для надання турбулентності або сопло Вентурі, або звуження трубопроводу. 18. Пристрій за п. 14, який відрізняється тим, що є стінки для бічного захисту туману, що формується розпилювальними пристроями. 19. Пристрій за п. 18, який відрізняється тим, що для туману з середовищ є відсмоктувач. 20. Пристрій за п. 18, який відрізняється тим, що захист може повертатися до валків (2, 3) або штаби (6). 21. Пристрій за п. 14, який відрізняється тим, що він містить регулювальний пристрій для регулювання площинності прокатуваної штаби (6) з використанням сигналів пристрою для вимірювання площинності. 22. Пристрій за п. 21, який відрізняється тим, що пристрій для вимірювання площинності містить вимірювальний ролик (42) або безконтактний вимірювальний пристрій, формуючі сигнали, які відповідають площинності прокатуваної штаби, і передають їх в розпилювальні пристрої (14) для регулювання кількостей або концентрацій щонайменше одного мастильного засобу. 7 UA 100275 C2 5 10 23. Пристрій за п. 14, який відрізняється тим, що розпилювальні пристрої (14, 17) встановлені в два ряди (24, 25), зокрема зі зміщенням один відносно одного, по суті паралельно осі робочого валка (2, 3). 24. Пристрій за п. 14, який відрізняється тим, що розпилювальні пристрої (14, 17) встановлені в один ряд і їх сопла мають великий кут розпилення, так що має місцеподвійне перекривання сусідніх струменів. 25. Прокатна мережа з пристроєм за будь-яким із пп. 14-24, яка відрізняється тим, що містить балки з розпилювальними соплами (14, 17), причому згадані балки виконані поворотними, так що відстань між виходом сопла і валком або штабою встановлюється мінімальною або оптимальною. 8 UA 100275 C2 9 UA 100275 C2 10 UA 100275 C2 11 UA 100275 C2 12 UA 100275 C2 13 UA 100275 C2 14 UA 100275 C2 15 UA 100275 C2 16 UA 100275 C2 Комп’ютерна верстка Л. Купенко Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 17
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod and device for lubricating rollers and rolled strip on rolling stand
Автори англійськоюPawelski, Hartmut, Richter, Hans-Peter, Seidel, Juergen
Назва патенту російськоюСпособ и устройство для смазки валков и прокатываемой полосы в прокатной клети
Автори російськоюПавельски Хартмут, Рихтер Ханс-Петер, Зайдель Юрген
МПК / Мітки
МПК: B21B 45/02, B21B 27/10
Мітки: штаби, кліті, прокатуваної, змащування, валків, спосіб, прокатній, пристрій
Код посилання
<a href="https://ua.patents.su/19-100275-sposib-i-pristrijj-dlya-zmashhuvannya-valkiv-ta-prokatuvano-shtabi-v-prokatnijj-kliti.html" target="_blank" rel="follow" title="База патентів України">Спосіб і пристрій для змащування валків та прокатуваної штаби в прокатній кліті</a>
Спосіб і пристрій для охолоджування і змащування валків прокатної кліті та прокатуваної стрічки, спосіб керування охолоджуванням і/або змащуванням
Номер патенту: 79935
Опубліковано: 10.08.2007
Автор: Зайдель Юрген
МПК: B21B 45/02, B21B 27/06
Мітки: стрічки, охолоджування, керування, спосіб, прокатуваної, прокатної, охолоджуванням, змащуванням, кліті, валків, пристрій, змащування
Формула / Реферат:
1. Спосіб охолоджування і/або змащування валків, зокрема робочих валків (2, 3) прокатної кліті, і прокатуваної стрічки (1), що пропускається між ними, з використанням води увигляді розбризкуваних струменів (4, 5) як охолоджувального середовища і масла або масляно-повітряної суміші, або масляно-водяної суміші, або масляно-повітряно-водяної суміші, або консистентного мастила, або суміші з консистентного мастила і вказаних середовищ як...
Спосіб і форсунковий пристрій для змащування валків прокатної кліті в осередку деформації змінної ширини
Номер патенту: 79432
Опубліковано: 25.06.2007
Автори: Зайдель Юрген, Церф Хорст, Егєр Рудольф-Франц, Хопфенціц Хайнц, Арменат Юрген
МПК: B21B 27/06, B21B 45/02
Мітки: форсунковий, валків, кліті, змащування, спосіб, прокатної, ширини, пристрій, змінної, осередку, деформації
Формула / Реферат:
1. Спосіб змащування валків, наприклад в осередку деформації, у прокатних клітях для прокатки стрічки за допомогою масляно-водної дисперсії при додержанні заданих характеристик суміші та об'ємної витрати дисперсії, причому визначені кількості води і масла змішують у міксері (1) до одержання однорідної дисперсії, яку потім подають в залежності від зміни ширини смуги (Вi) розпилення до різних зон розпилення (Zi), у кожній зоні (Zi) розпилення,...
Прокатний стан, валок для прокатної кліті та спосіб оптимізації стратегій зміщення валків залежно від ширини штаби
Номер патенту: 90255
Опубліковано: 26.04.2010
Автори: Ріттер Андреас, Хольц Рюдігер
МПК: B21B 27/02, B21B 13/14, B21B 37/28
Мітки: ширини, прокатній, прокатної, зміщення, залежно, штаби, валків, кліті, оптимізації, стратегій, стан, валок, спосіб
Формула / Реферат:
1. Спосіб оптимізації стратегій зміщення валків в залежності від ширини штаби для використання переваг СVС/СVСplus-технології у процесі орієнтованого за кромками штаби зміщення у чотири- або шестивалкових клітях, що містять відповідно по одній парі робочих валків (10) та опорних валків (12) і додатково пару проміжних валків (11) у шестивалкових клітях, причому щонайменше робочі валки (10) у чотиривалкових клітях, а у шестивалкових клітях...
Спосіб та пристрій для змащування валків
Номер патенту: 94772
Опубліковано: 10.06.2011
Автор: Зайдель Юрген
МПК: B21B 45/02, B21B 27/10
Мітки: змащування, пристрій, спосіб, валків
Формула / Реферат:
1. Спосіб змащування валків, зокрема змащування зазору між валками в кліті прокатного стана для виробництва штабового прокату, в якому в щонайменше один змішувач (3) через щонайменше одну першу підвідну лінію (1) подають воду, а через щонайменше одну другу підвідну лінію (2) мастило, причому в змішувачі (3) вода і мастило змішуються, а суміш води і мастила подають на розпилювальний елемент (4), за допомогою якого суміш розпилюється на...
Пристрій для вирівнювання робочих валків в прокатній лінії
Номер патенту: 89501
Опубліковано: 10.02.2010
Автори: Денкер Вольфганг, Берендес Андреас
МПК: B21B 31/16
Мітки: робочих, пристрій, прокатній, лінії, валків, вирівнювання
Формула / Реферат:
1. Пристрій для вирівнювання робочих валків в прокатній лінії, зокрема, при чотиривалкових прокатних клітях, за допомогою щонайменше однієї діючої на подушки валків пари (1, 1') клинів, розташованих в ділянці між паралельно віддаленими стояками (2, 2') станини прокатної кліті, при цьому клини розташовані з можливістю переміщення на горизонтальній площині ковзання відносно стояків (2, 2') станини за допомогою регулювання колінчастого важеля,...
Попередній патент: Спосіб одержання питної й оздоровлюючої води і пристрій для його здійснення
Наступний патент: Спосіб виробництва вторинного поліпропілену з лому свинцево-кислотних акумуляторів
Випадковий патент: Шумовий вимірювач температури непровідних матеріалів