Спосіб і форсунковий пристрій для змащування валків прокатної кліті в осередку деформації змінної ширини
Номер патенту: 79432
Опубліковано: 25.06.2007
Автори: Церф Хорст, Хопфенціц Хайнц, Егєр Рудольф-Франц, Зайдель Юрген, Арменат Юрген
Формула / Реферат
1. Спосіб змащування валків, наприклад в осередку деформації, у прокатних клітях для прокатки стрічки за допомогою масляно-водної дисперсії при додержанні заданих характеристик суміші та об'ємної витрати дисперсії, причому визначені кількості води і масла змішують у міксері (1) до одержання однорідної дисперсії, яку потім подають в залежності від зміни ширини смуги (Вi) розпилення до різних зон розпилення (Zi), у кожній зоні (Zi) розпилення, яка відповідає ширині (Вi) смуги розпилення, розташований принаймні один ряд (Di) форсунок, яким керують, відповідно, за допомогою принаймні одного перемикального клапана (Si), який відрізняється тим, що загальну кількість дисперсії на одну зону (Zi) розпилення подають тільки через один перемикальний клапан (Si), і кожний ряд (Di) форсунок розраховують так, що загальне число отворів форсунок при відкритому перемикальному клапані (Si) забезпечує завжди однакову витрату дисперсії і, тим самим, умови змішування у міксері (1) залишають незмінними для випадку використання кожної зони (Zi) розпилення.
2. Спосіб за п. 1, який відрізняється тим, що у міру збільшення ширини окремих зон (Zi) розпилення додатково збільшують частку масла у дисперсії, наприклад, з 0,25% до 0,40%.
3. Спосіб за п. 1 або 2, який відрізняється тим, що кут (![]() ) розкриття отворів форсунок і/або їх число, і/або відстань між ними встановлюють для кожного ряду (Di) форсунок в залежності від ширини (Вi) смуги розпилення.
) розкриття отворів форсунок і/або їх число, і/або відстань між ними встановлюють для кожного ряду (Di) форсунок в залежності від ширини (Вi) смуги розпилення.
4. Форсунковий пристрій для змащування валків, наприклад в осередку деформації, у прокатних клітях для прокатки стрічки для здійснення способу за одним з попередніх пунктів, який відрізняється тим, що число форсунок (Zi) розпилення, необхідне для заданої об’ємної витрати розпилюваної дисперсії, розташовано в окремому ряду (Di) форсунок, який зв'язаний принаймні з одним керованим перемикальним клапаном (Si), при цьому кожний ряд (Di) форсунок розрахований так, що загальне число отворів його форсунок створює однакову об'ємну витрату.
5. Пристрій за п. 4, який відрізняється тим, що ряди (Di) форсунок розташовані у форсунковому колекторі приблизно на однаковій відстані паралельно до валків або осередку деформації прокатної кліті.
6. Пристрій за п. 4 або 5, який відрізняється тим, що до перемикальних клапанів (Si) приєднаний єдиний міксер (1) з відповідними подавальними лініями для води і масла, а також з розташованими у приєднаних лініях насосами-дозаторами (6) і витратомірами (4, 7).
Текст
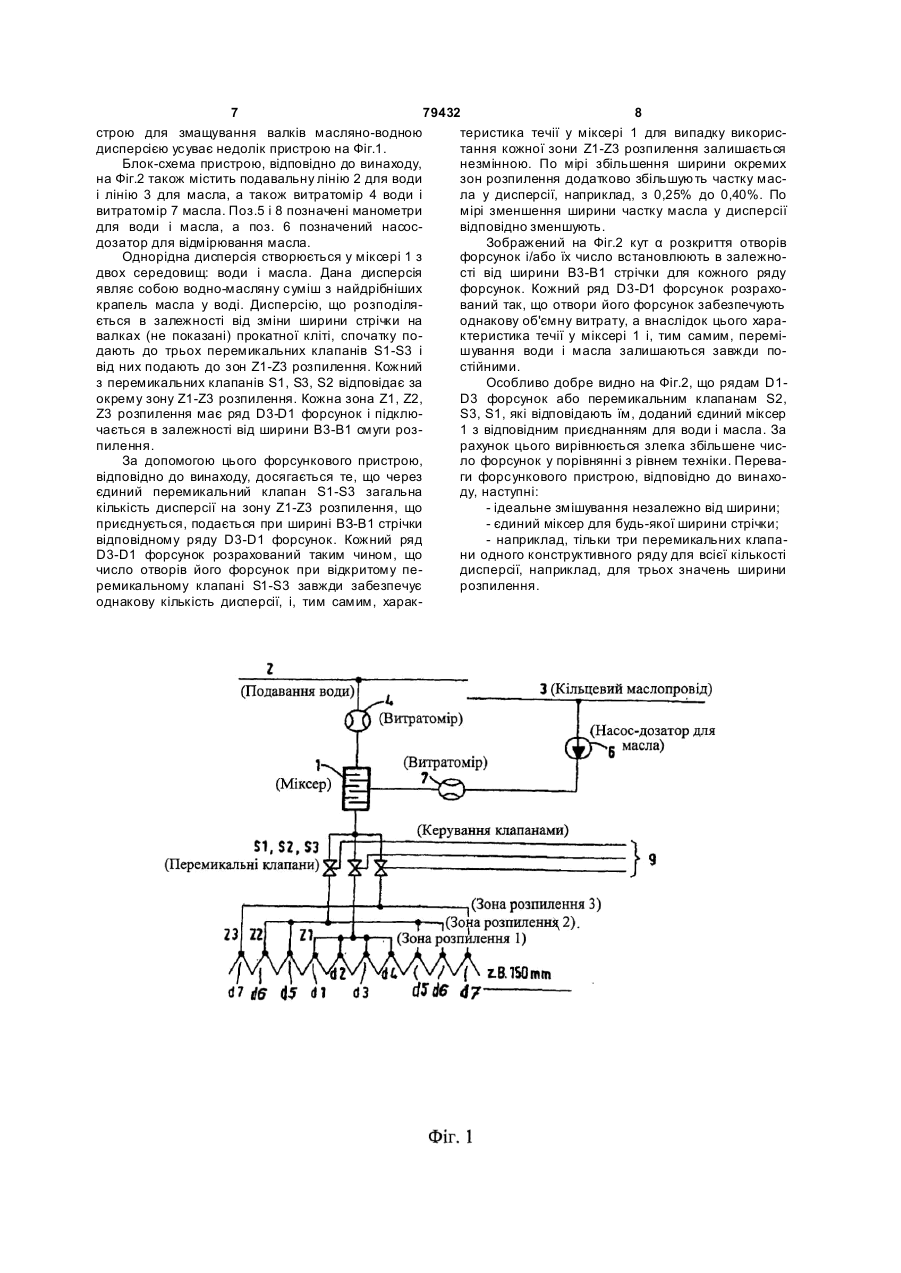
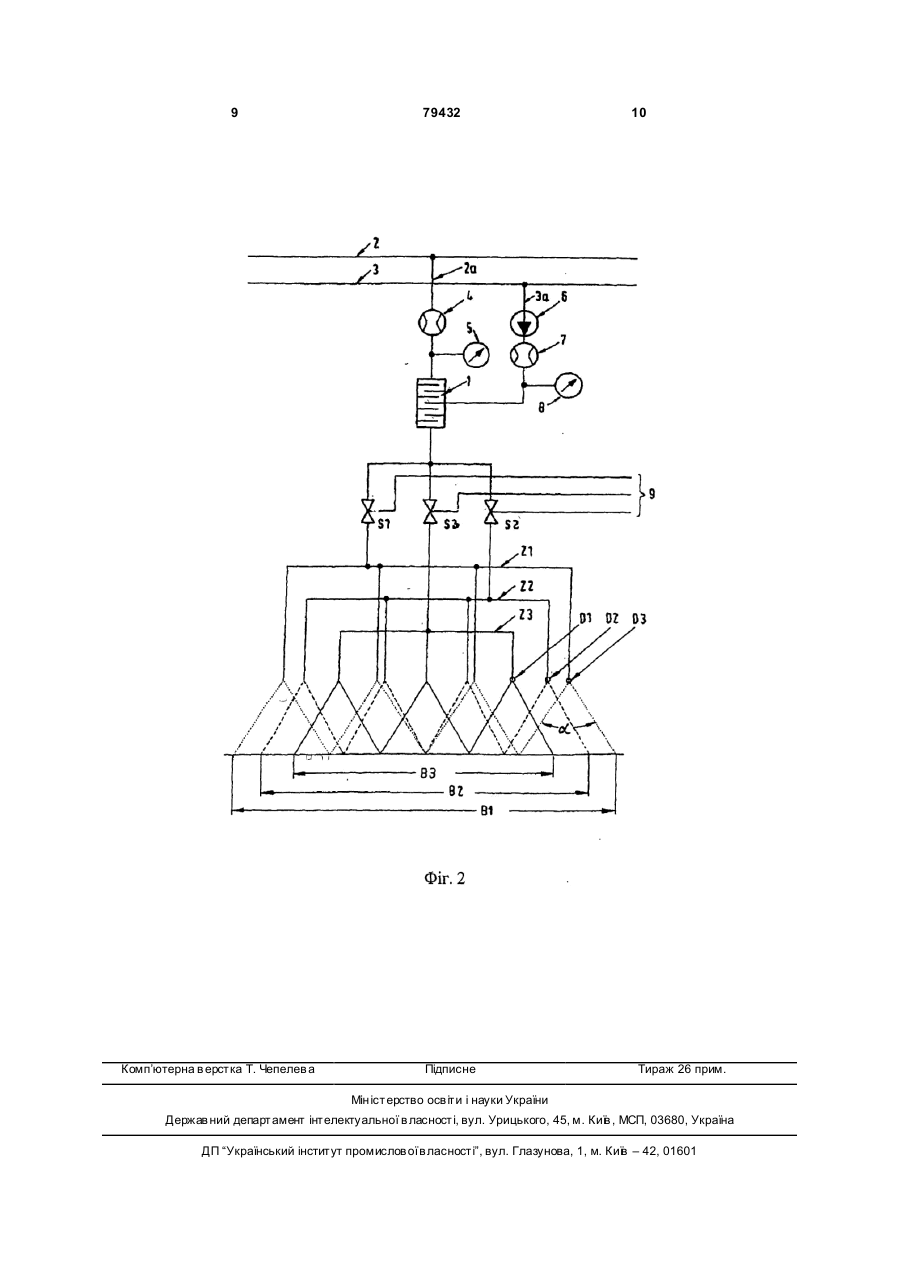
1. Спосіб змащування валків, наприклад в осередку деформації, у прокатних клітях для прокатки стрічки за допомогою масляно-водної дисперсії при додержанні заданих характеристик суміші та об'ємної витрати дисперсії, причому визначені кількості води і масла змішують у міксері (1) до одержання однорідної дисперсії, яку потім подають в залежності від зміни ширини смуги (Вi) розпилення до різних зон розпилення (Zi), у кожній зоні (Zi) розпилення, яка відповідає ширині (Вi) смуги розпилення, розташований принаймні один ряд (Di) форсунок, яким керують, відповідно, за допомогою принаймні одного перемикального клапана (Si), який відрізняється тим, що загальну кількість дисперсії на одну зону (Zi) розпилення подають тільки через один перемикальний клапан (Si), і кожний ряд (Di) форсунок розраховують так, що загальне число отворів форсунок при відкритому перемикальному клапані (Si) забезпечує завжди однакову витрату дисперсії і, тим самим, умо C2 2 UA 1 3 79432 4 ги розпилення до різних зон розпилення, при цьодисперсію уловлюють, розділяють на різні фази му у кожній зоні розпилення, що відповідає ширині вода/масло і після повторної підготовки знову посмуги розпилення, розташований, принаймні, один дають у пристрій. При цьому у баку міксера готуряд форсунок, який керується відповідно за допоють емульсію з 2% масла у воді і змішують за домогою, принаймні, одного перемикального клапапомогою мішалки. Пристрій виконаний з на. Винахід відноситься також до форсункового форсунками у формі потрійного ластівчиного хвоспристрою для здійснення способу, відповідно до та для утворення плоского, широкого струменя. винаходу. [У рефераті ЕР 0367967 В1] описаний спосіб Вирішальне значення для ефективності змаохолоджування і змащування валків у прокатній щування валків, наприклад, в осередку деформакліті при холодній прокатці металевих стрічок за ції, у прокатних клітях для виготовлення гарячекарахунок подачі емульгаторів і масляно-водної таної стрічки має створення дисперсії у вигляді емульсії, що містить, принаймні, одну масляну водно-масляної суміші, що складається з крапель фазу, за допомогою емульсійних форсунок в осемасла і води, які не розчинені один в одному, і редку деформації, причому емульсію перед валсклад яких є постійним. У той же час дана дисперками прокатної кліті або перед входом стрічки в сія повинна бути приведена у відповідність до шиутворений робочими валками зазор готують у дисрини стрічки, яка прокатується, і умов змащування пергаторі з середовищ, які створюють емульсію, валків або осередку деформації, що залежать від що роздільно подаються, і емульсію після виконеї. нання її охолоджувальної/мастильної функції збиУ відомих пристроїв для змащування осередку рають за прокатною кліттю, розділяють і окремі деформації неможливо підтримувати умови змірідкі фази знову використовують для утворення шування при застосуванні тільки одного змішувавхідної емульсії. ча, так званого міксера, при підключенні форсунок За допомогою цієї емульсійної циркуляційної для збільшення ширини зон розпилення. Дисперустановки існує можливість одержання будь-якої сію створюють у- міксері. Вода у нього подається у концентрації масла в емульсії у будь-який" час і з заданій кількості при певному тиску і, тим самим, з гранично малою затримкою за часом відповідно до швидкістю течії, що відповідає умовам подачі, прозаданих параметрів процесу прокатки. Внаслідок тікає через змішувальну систему. Швидкість течії високої гнучкості охолоджувально-мастильної сисможна розглядати при цьому як істотний фактор теми для станів холодної прокатки досягається створення суміші. більш висока якість продукції, у тому числі якість Як показано, наприклад, на схемі змащування поверхні і площинність катаної стрічки. Крім того, осередку деформації відповідно до рівня техніки спрощується і здійснюється безпечніше для еколона Фіг.1, при підключенні форсунок, в залежності гії приготування емульсії, причому у той же час від ширини стрічки, зростає за рахунок цього незменшується вартість установки у порівнянні з обхідна кількість води. Оскільки дана кількість вовідомими емульсійними циркуляційними установди завжди повинна протікати через один і той же ками. переріз у міксері і через подальшу систему тр уб, [У патенті ЕР 0776710 А1] описаний пристрій швидкість течії, відповідно до рівняння нерозривдля впливу на профіль катаної стрічки. Для протиності, зростає. Якщо при цьому створення суміші дії можливому "потоншанню кромки" стрічки ("edge масла і води розраховане на максимальну об'ємну drops"), що виникає при холодній прокатці, запровитрату, е фективність змішування при мінімальній поновано регулювати о холоджування зони контакширині стрічки і, тим самим, при мінімальній об'ту робочих валків з кромками стрічки так, щоб за ємній витраті внаслідок падіння швидкості течії допомогою викликаної охолоджуванням зміни опубуде істотно знижуватися. Також зменшується клості протидіяти викликаному, в основному, постабільність дисперсії під час протікання через перечною текучістю матеріалу потоншанню кромок лінію, що підводить до труб. ("edge drops"). Для цього в обох кінцевих зонах Як зображено у прикладі на Фіг.1, у конструкції бочок валків розташовані додаткові форсункові пристрою для змащування осередку деформації колектори, зона дії яких тягнеться від одного кінця змінної ширини, наприклад, десять форсунок об'бочки у зону поверненої до цього кінця бочки кроєднані у три групи. Мінімальна ширина стрічки, що мки стрічки. прокатується, потребує чотирьох форсунок. В за[У патенті JP-A-03-128113] для істотного змележності від ширини стрічки можна послідовно ншення часу затримки при припиненні вприскупідключати додатково по дві форсунки. При цьому вання прокатного масла запірний клапан на вихідчисто розрахунково виникає нерівномірність форній стороні міксера приєднаний до додаткової лінії сунок, що складає 4/10 або 1/2,5 для кількості водля гарячої води, що обходить міксер і обладнана ди. запірним клапаном. При усуненні цього недоліку довелося б в заВиходячи зі згаданого вище рівня техніки, в лежності від ширини стрічки використовувати декіоснові винаходу лежить задача створення способу лька міксерів, а також декілька насосів з трубопроі форсункового пристрою, за допомогою якого моводами, з тим, щоб досягати завжди ідеальних жна здійснювати розпилення при різній ширині характеристик течії і змішування суміші. стрічки, що прокатується, причому вихідним пара[У рефераті ЕР 1040877 А1] описаний пристрій метром є регульована об'ємна витрата води, і для змащування валків або осередку деформації у змішування фаз вода/масло повинно залишатися прокатній кліті. Розпилювальний пристрій, який завжди постійним (ідеальним). відповідає згаданому рівню техніки, містить три Для вирішення задачі спосіб змащування валперемикальних клапани. При цьому використану ків, наприклад, в осередку деформації, у прокат 5 79432 6 них клітях для прокатки стрічки, відповідно до обвлюють в залежності від ширини смуги розпилення межувальної частини п.1 формули, передбачає, для кожного ряду форсунок. що загальну кількість дисперсії на одну зону розВ іншому переважному варіанті виконання випилення подають тільки через один перемикальнаходу передбачено, що ряди форсунок розташоний клапан, і кожний ряд форсунок розрахований вані у форсунковому колекторі приблизно на однатак, що загальне число отворів форсунок при відковій відстані паралельно до валків або осередку критому перемикальному клапані забезпечує завдеформації. Регулювання ширини досягається жди однакову витрату дисперсії, і, тим самим, хатоді відстанню між форсунками у кожному ряду, рактеристика течії у міксері залишається кутом розкриття отворів форсунок, числом форсунезмінною для випадку використання кожної зони нок або комбінацією з кута розкриття, числа і відрозпилення. станей у кожному ряду. Інші варіанти виконання способу приведені у Інші переважні варіанти виконання форсунковідповідних залежних пунктах. вого пристрою приведені в інших залежних пункФорсунковий пристрій для змащування валків, тах. наприклад, в осередку деформації, у прокатних Особливості, ознаки і переваги винаходу наклітях для прокатки стрічки для здійснення спосоведені у зазначеному нижче поясненні прикладу бу відрізняється тим, що необхідне для заданої виконання, схематично зображеного на кресленоб'ємної витрати засобу, що розпилюється, число нях, на яких представлені: форсунок зони розпилення розташоване в окреФіг.1: функціональна блок-схема пристрою для мому ряду форсунок, який зв'язаний, принаймні, з змащування валків, відповідно до рівня техніки; одним керованим перемикальним клапаном, при Фіг.2: пристрій для змащування валків, відпоцьому кожний ряд форсунок розрахований так, що відно до винаходу. Зображений на Фіг.1 пристрій загальне число отворів його форсунок створює для змащування осередку деформації або змащуоднакову об'ємну витрату. За рахунок даної міри вання валків у прокатній кліті (не показана) з регухарактеристика течії у дисперсійному міксері і, тим люванням ширини, відповідно до рівня техніки, самим, умови зміщування визначених кількостей містить подавальну лінію 2 для води і маслопровід води і масла завжди постійні. Вирішальною для 3. Обидва середовища подають до пристрою під суміші є, отже, швидкість течії води, а не кількість тиском. Поз.4 і 7 позначені витратоміри для обох масла. середовищ: вода і масло. Поз.6 позначений насосІнші варіанти виконання форсункового придозатор для подачі невеликих мірних часток масла строю приведені у відповідних залежних пунктах." для дисперсії. Поз.1 позначений відомий міксер, в За допомогою даних заходів можна переважякому обидва середовища вода і масло змішують ним чином здійснити розпилення, наприклад, при між собою. Поз.S1-S3 позначені три перемикальпрокатці стрічок наступної ширини: них клапани, які окремо вмикають, наприклад, за 1. До 900мм: допомогою стислого повітря 9. Кожний з цих перевода близько 20л/хв.+0,25л/хв. микальних клапанів S1-S3 з'єднаний із зоною Ζ1масла=20,25л/хв. Ζ3 розпилення. 2. До 1350мм: У зображеному прикладі у зоні Z1 розпилення вода близько 20л/хв.+0,30л/хв. розташовані чотири форсунки d1-d4. У зоні Z2 масла=20,30л/хв. розпилення розташовані чотири форсунки d5, d6, 3. До 1800мм: що підключаються, а у зоні Ζ3 розпилення - також вода близько 20л/хв.+0,40л/хв. дві додаткові форсунки d7. масла=20,40л/хв. Якщо тепер, як зображено, наприклад, на За допомогою заявленого способу незалежно Фіг.1, до зони Z1 підключити в залежності від шивід ширини стрічки створюються ідеальні суміші, рини форсунки d6, d7 зон Z2, Z3, то необхідна кіпричому для будь-якої ширини стрічки потрібен лькість води зросте. Оскільки ця кількість води єдиний міксер з насосом, системою труб і звороповинна протікати завжди через один і той же петом, і потрібно тільки три перемикальних клапани реріз у міксері 1, швидкість течії при підключенні одного конструктивного ряду для керування кількіперемикальних клапанів S2, S3 зростає. Якщо при стю дисперсії у всі х зонах розпилення. цьому створення суміші масла і води розраховане Завдяки запропонованому у винаході розрахуна максимальну витрату, ефективність змішування нку кожного ряду форсунок так, що загальне число при мінімальній ширині стрічки і, тим самим, при отворів його форсунок при відкритому перемикамінімальній витраті води різко зменшиться. Також льному клапані забезпечує завжди однакову визменшується стабільність дисперсії під час протітрату дисперсії, переважно досягається те, що кання по підвідній лінії до труб. характеристика течії у міксері для випадку викориЯк показано на Фіг.1, у зображеному прикладі стання кожної зони розпилення залишається нев цілому десять форсунок об'єднані у три зони Z1змінною. За рахунок цього завжди підтримуються Z3 розпилення. При цьому мінімальна ширина ідеальні та порівнянні умови. стрічки потребує чотирьох форсунок d1-d4. В заДалі спосіб, відповідно до винаходу, передбалежності від ширини стрічки додатково підключачає, що по мірі збільшення ширини окремих зон ють до шести форсунок - праворуч три форсунки розпилення додатково збільшують частку масла у d5-d7 і ліворуч три форсунки d5-d7. Чисто розрадисперсії, наприклад, з 0,25% до 0,40%. хунково виникає, таким чином, нерівномірність Нарешті, спосіб, відповідно до винаходу, пефорсунок, яка складає 4/10 або 1/2,5 для кількості редбачає в іншому варіанті виконання, що кут α води. розкриття отворів форсунок і/або їх число встаноЗображений на Фіг.2 приклад виконання при 7 79432 8 строю для змащування валків масляно-водною теристика течії у міксері 1 для випадку викорисдисперсією усуває недолік пристрою на Фіг.1. тання кожної зони Z1-Z3 розпилення залишається Блок-схема пристрою, відповідно до винаходу, незмінною. По мірі збільшення ширини окремих на Фіг.2 також містить подавальну лінію 2 для води зон розпилення додатково збільшують частку масі лінію 3 для масла, а також витратомір 4 води і ла у дисперсії, наприклад, з 0,25% до 0,40%. По витратомір 7 масла. Поз.5 і 8 позначені манометри мірі зменшення ширини частку масла у дисперсії для води і масла, а поз. 6 позначений насосвідповідно зменшують. дозатор для відмірювання масла. Зображений на Фіг.2 кут α розкриття отворів Однорідна дисперсія створюється у міксері 1 з форсунок і/або їх число встановлюють в залежнодвох середовищ: води і масла. Дана дисперсія сті від ширини В3-В1 стрічки для кожного ряду являє собою водно-масляну суміш з найдрібніших форсунок. Кожний ряд D3-D1 форсунок розрахокрапель масла у воді. Дисперсію, що розподіляваний так, що отвори його форсунок забезпечують ється в залежності від зміни ширини стрічки на однакову об'ємну витрату, а внаслідок цього харавалках (не показані) прокатної кліті, спочатку поктеристика течії у міксері 1 і, тим самим, перемідають до трьох перемикальних клапанів S1-S3 і шування води і масла залишаються завжди повід них подають до зон Z1-Z3 розпилення. Кожний стійними. з перемикальних клапанів S1, S3, S2 відповідає за Особливо добре видно на Фіг.2, що рядам D1окрему зону Z1-Z3 розпилення. Кожна зона Z1, Z2, D3 форсунок або перемикальним клапанам S2, Z3 розпилення має ряд D3-D1 форсунок і підклюS3, S1, які відповідають їм, доданий єдиний міксер чається в залежності від ширини В3-В1 смуги роз1 з відповідним приєднанням для води і масла. За пилення. рахунок цього вирівнюється злегка збільшене чисЗа допомогою цього форсункового пристрою, ло форсунок у порівнянні з рівнем техніки. Перевавідповідно до винаходу, досягається те, що через ги форсункового пристрою, відповідно до винахоєдиний перемикальний клапан S1-S3 загальна ду, наступні: кількість дисперсії на зону Z1-Z3 розпилення, що - ідеальне змішування незалежно від ширини; приєднується, подається при ширині ВЗ-В1 стрічки - єдиний міксер для будь-якої ширини стрічки; відповідному ряду D3-D1 форсунок. Кожний ряд - наприклад, тільки три перемикальних клапаD3-D1 форсунок розрахований таким чином, що ни одного конструктивного ряду для всієї кількості число отворів його форсунок при відкритому педисперсії, наприклад, для трьох значень ширини ремикальному клапані S1-S3 завжди забезпечує розпилення. однакову кількість дисперсії, і, тим самим, харак 9 Комп’ютерна в ерстка Т. Чепелев а 79432 Підписне 10 Тираж 26 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod and nozzle device for lubricating rolls in rolling stands for rolled strips
Автори англійськоюArmenat Juergen, Seidel Juergen
Назва патенту російськоюСпособ и форсуночное устройство смазки валков прокатной клети в ячейке деформации переменной ширины
Автори російськоюАрменат Юрген, Зайдель Юрген
МПК / Мітки
МПК: B21B 27/06, B21B 45/02
Мітки: пристрій, спосіб, валків, змінної, кліті, форсунковий, ширини, змащування, осередку, прокатної, деформації
Код посилання
<a href="https://ua.patents.su/5-79432-sposib-i-forsunkovijj-pristrijj-dlya-zmashhuvannya-valkiv-prokatno-kliti-v-oseredku-deformaci-zminno-shirini.html" target="_blank" rel="follow" title="База патентів України">Спосіб і форсунковий пристрій для змащування валків прокатної кліті в осередку деформації змінної ширини</a>
Гідравлічний зрівноважуючий пристрій валків прокатної кліті
Номер патенту: 44606
Опубліковано: 15.02.2002
Автори: Гордієнко Олександр Володимирович, Данько Надія Олексіївна, Ульяницький Василь Никифорович, Білобров Юрій Миколайович, Кожевніков Георгій Васильович
МПК: B21B 31/16
Мітки: кліті, гідравлічний, пристрій, зрівноважуючий, валків, прокатної
Формула / Реферат:
Гідравлічний зрівноважуючий пристрій валків прокатної кліті, що включає гідроциліндри зрівноважування, які через систему тяг підтискають подушки валків до гвинтів натискного механізму кліті, гідроакумулятор, трубопровід і розподільник рідини, а також зливальну магістраль, який відрізняється тим, що гідроциліндри зрівноважування виконані двохпорожнинними, причому їхні штокові порожнини за допомогою розподільника рідини з'єднуються з...
Пристрій для заміни валків вертикальної прокатної кліті
Номер патенту: 12966
Опубліковано: 28.02.1997
Автори: Волченков Іван Григорович, Плугатар Віктор Семенович
МПК: B21B 31/00
Мітки: заміни, кліті, вертикальної, пристрій, прокатної, валків
Формула / Реферат:
(57) Устройство для замены валков вертикальной прокатной клети, содержащее расположенные с внешней стороны привода вертикальных валков механизм подъемавалков, включающий цилиндр подъема с обратным ходом и захватами, размещенный наконсоли приемных направляющих для вертикального валка, имеющих фиксирующие участки, взаимодействующие с Т-образными направляющими верхней м нижней подушек вертикального валка, а также механизм перемещения валка в...
Пристрій для осьового регулювання валків прокатної кліті
Номер патенту: 12960
Опубліковано: 28.02.1997
Автори: Одін Леонід Йосипович, Клемент'єв Владислав Олексійович, Федоров Анатолій Михайлович, Хлопонін Віктор Миколайович
МПК: B21B 31/16
Мітки: валків, осьового, прокатної, кліті, пристрій, регулювання
Формула / Реферат:
(57) Устройство для осевой регулировки валков прокатной клети, состоящее из шарнирно закрепленных на станине клети двуплечих рычагов, каждый из которых кинематически связан одним плечом посредством вилки с открылком подушки валка, а другим - со штоком гидроцилиндра, отличающеес я тем, что вилка рычага выполнена жесткой, а ход штока гидроцилиндра превышает необходимый для вывода внешнего по отношению к клети зуба вилки за пределы зоны...
Вузол валків прокатної кліті кварто
Номер патенту: 1641
Опубліковано: 25.10.1994
Автори: Костюченко Михайло Іванович, Малахов Віктор Григорович, Гуськов Олександр Миколайович, Стрємоухов Віталій Сергійович, Мірошниченко Анатолій Костянтинович, Дишковець Геннадій Анатолійович, Романов Микола Митрофанович, Архипенко Євген Іванович, Кізійов Володимир Григорович, Костигов Валентин Михайлович, Самченко Анатолій Іванович
МПК: B21B 27/02
Мітки: кліті, вузол, валків, прокатної, кварто
Формула / Реферат:
1. Узел валков прокатной клети кварто, содержащий опорные и рабочие валки, один из которых имеет гладкие бандажи с винтовыми гребнями, отличающийся тем, что, с целью повышения срока службы валков, гладкие бандажи выполнены с диаметром на 30—50 % выше высоты бандажей с гребнями и твердостью, равной 0,7—0,9 твердости контактирующих с ними валков. 2. Узел по п. 1, отличающийся тем, что бандажи с гребнями выполнены с упрочненным...
Вузол валків прокатної кліті штабового стану
Номер патенту: 5713
Опубліковано: 28.12.1994
Автори: Хорст Гертнер, Фрідріх Холльманн, Герд Байсеманн, Хуго Фельдманн
МПК: B21B 1/22
Мітки: прокатної, валків, вузол, стану, кліті, штабового
Формула / Реферат:
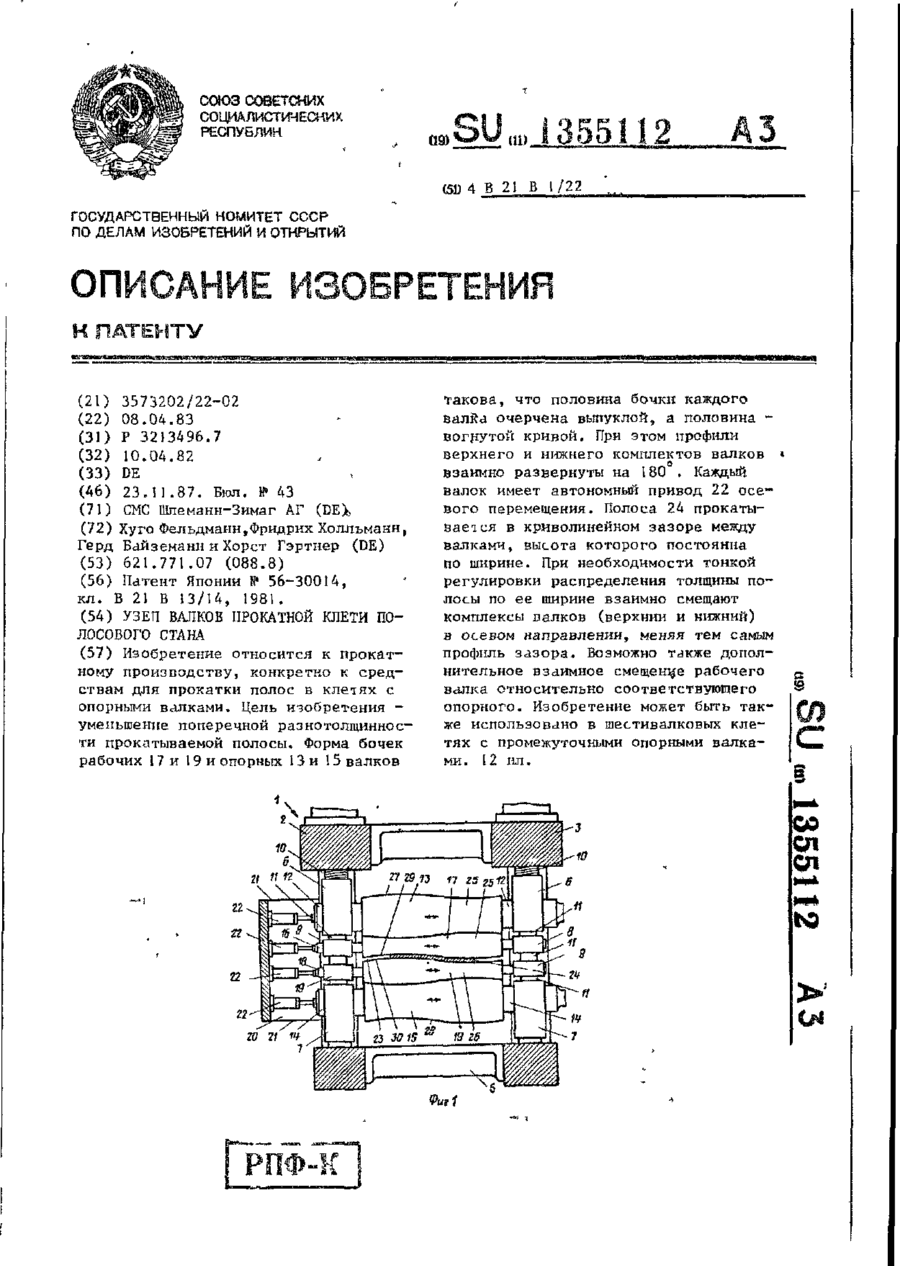
Узел валков прокатной клетки полосового стана, содержащий два комплекта валков, верхний и нижний, каждый из которых имеет один рабочий и по меньшей мере один опорный валки, причем по меньшей мере два соседних валка из каждого комплекта выполнены профилированными с криволинейным центрально-симметричным и взаимносовпадающим по форме контуром бочки, а контуры бочек одноименных валков разных комплектов расположены центрально-симметрично...
Попередній патент: Пристрій для рознімного з’єднання вісесиметричних деталей
Наступний патент: Спосіб отримання та діабетичне застосування гіберелінів
Випадковий патент: Пристрій для прибирання матеріалу