Спосіб і пристрій для охолоджування і змащування валків прокатної кліті та прокатуваної стрічки, спосіб керування охолоджуванням і/або змащуванням

Формула / Реферат
1. Спосіб охолоджування і/або змащування валків, зокрема робочих валків (2, 3) прокатної кліті, і прокатуваної стрічки (1), що пропускається між ними, з використанням води увигляді розбризкуваних струменів (4, 5) як охолоджувального середовища і масла або масляно-повітряної суміші, або масляно-водяної суміші, або масляно-повітряно-водяної суміші, або консистентного мастила, або суміші з консистентного мастила і вказаних середовищ як змащувального засобу, причому обидва середовища - воду і змащувальний засіб - подають до валків і прокатуваної стрічки (1) окремо і наносять в різних місцях з вхідної сторони кліті на поверхню валків і поверхню прокатуваної стрічки, і змащувальний засіб для одержання якомога більш здатної до адгезії плівки наносять на значною мірою вільні від води ділянки поверхні валків, причому ділянки (6, 7; 6', 7') нанесення обох середовищ - води і змащувального засобу - відділяють одна від одної за допомогою скребків (8, 9), який відрізняється тим, що водяне охолоджування (11") робочих валків на вхідній стороні деактивують у випадку активованого змащування (12) робочих валків, а при неактивованому змащуванні (12) робочих валків охолоджування (11") робочих валків активують.
2. Спосіб за п. 1, який відрізняється тим, що нанесення (7, 7') водяних струменів (4, 5) здійснюють на вхідній стороні перед осередком деформації на верхній і/або нижній стороні відносно стрічки, причому водяні струмені (4, 5) направляють переважно на стрічку (1), при цьому нанесення змащувального засобу (10, 10') здійснюють зверху і знизу відповідно на одну і ту ж ділянку (6, 6') валків (2, 3) - якщо дивитись в напрямі обертання - на вхідній стороні перед ділянками (7, 7') нанесення води.
3. Спосіб за п. 1 або п. 2, який відрізняється тим, що додаткове інтенсивне охолоджування валків (2, 3) на вихідній стороні кліті здійснюють виключно розбризкуваними водяними струменями (4', 5').
4. Спосіб за будь-яким з пп. 1-3, який відрізняється тим, що змащувальний засіб (10) - якщо дивитись в напрямі обертання валків - наносять на валки (2, 3) в одному і тому ж місці впритул перед скребками (8, 9), а охолоджувальне середовище (4, 5) наносять на прокатувану стрічку (1) по можливості безпосередньо перед осередком деформації.
5. Спосіб за будь-яким з пп. 1-4, який відрізняється тим, що для якомога більш рівномірного нанесення води на прокатувану стрічку (1) розбризкувані водяні струмені (4, 5) відхиляють за допомогою дефлектора або розсікача (13, 14) відповідно зверху і знизу на стрічку (1).
6. Спосіб за будь-яким з пп. 1-5, який відрізняється тим, що для охолоджування прокатуваної стрічки (1) використовують водяну завісу, яка виходить з прямокутного гирла розпилювального сопла і яку направляють на стрічку (1).
7. Спосіб за п. 6, який відрізняється тим, що для подальшого оформлення водяної завіси регулюють ширину отвору в гирлі розпилювального сопла.
8. Спосіб за будь-яким з пп. 1-7, який відрізняється тим, що нанесення водяних струменів (4, 5) на стрічку (1) здійснюють на вхідній стороні і якомога більш близько до осередку деформації з напрямом струменів по напряму руху стрічки.
9. Спосіб керування охолоджуванням і/або змащуванням валків (2, 3) прокатної кліті і прокатуваної стрічки (1), що пропускається між ними, з використанням розбризкуваних водяних струменів (4, 5, 4', 5') як охолоджувального середовища і змащувального засобу (10, 10'), який відрізняється тим, що охолоджування (11") валків на вхідній стороні деактивують у випадку активованого змащування, а при неактивованому змащуванні охолоджування (11") валків активують, і при деактивованому охолоджуванні валків на вхідній стороні використовують непотрібну там воду для інтенсифікації охолоджування (11') валків на вихідній стороні.
10. Пристрій для охолоджування і/або змащування валків, зокрема робочих валків (2, 3) прокатної кліті, і прокатуваної стрічки (1), що пропускається між ними, з використанням води у вигляді розбризкуваних струменів (4, 5, 4', 5') як охолоджувального середовища і змащувального засобу (10, 10'), який відрізняється тим, що орган (12) розбризкування змащувального середовища розташований біля верхнього валка (3) над скребком (9), а орган (12') - біля нижнього валка (2) під скребком (8), причому під верхнім скребком (9) на вхідній стороні і над нижнім скребком (8) на вхідній стороні розташований спрямований на прокатувану стрічку (1) дефлектор або розсікач (13, 14) для розбризкуваних водяних струменів (4, 5, 4', 5'), та містить органи (11, 11', 11'') нанесення води.
11. Пристрій за п. 10, який відрізняється тим, що передбачені два дефлектори (13, 14), які встановлені з можливістю лійкоподібного фокусування струменів (4, 5) охолоджувального засобу таким чином, що тим самим забезпечується подальше поліпшення рівномірності струменя охолоджувального засобу по ширині прокатуваної стрічки (1).
12. Пристрій за п.10 або 11, який відрізняється тим, що розбризкуваний по валку змащувальний засіб (10, 10') обмежений в екрануючій чаші (16, 16') і відводиться назад або убік, при цьому передбачений відвідний трубопровід (18, 18') для підготовки до повторного використання або видалення змащувального засобу окремо від інших охолоджувальних середовищ.
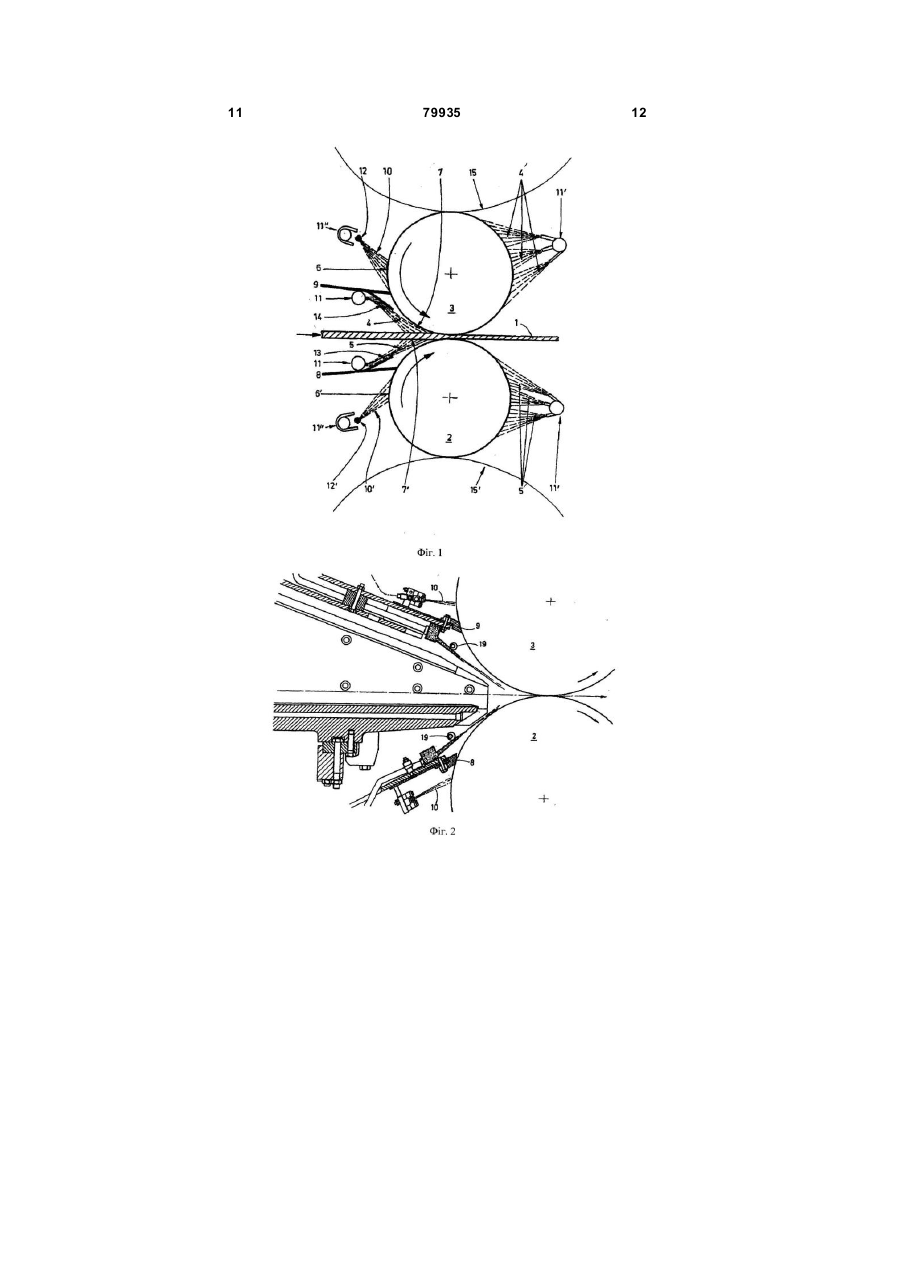
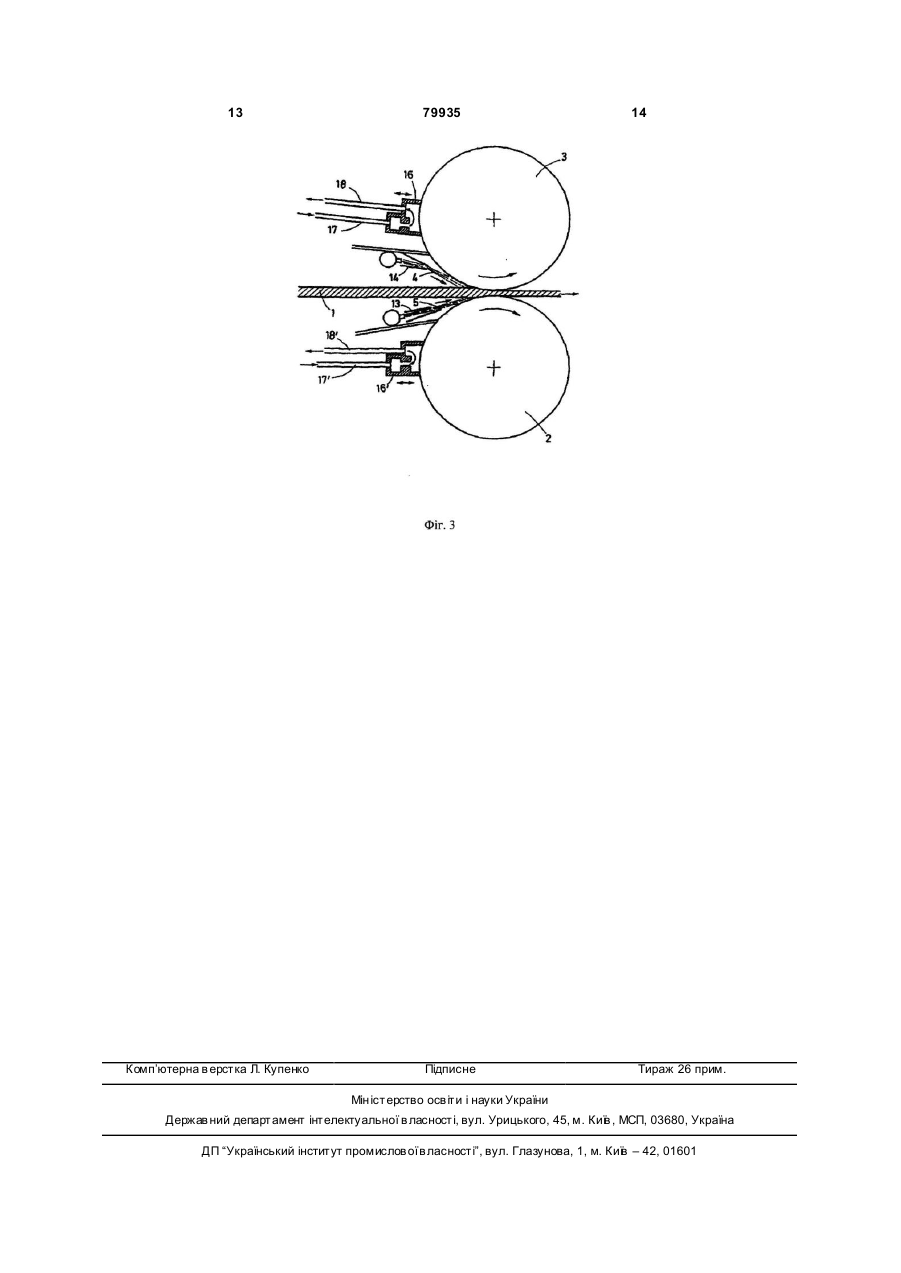
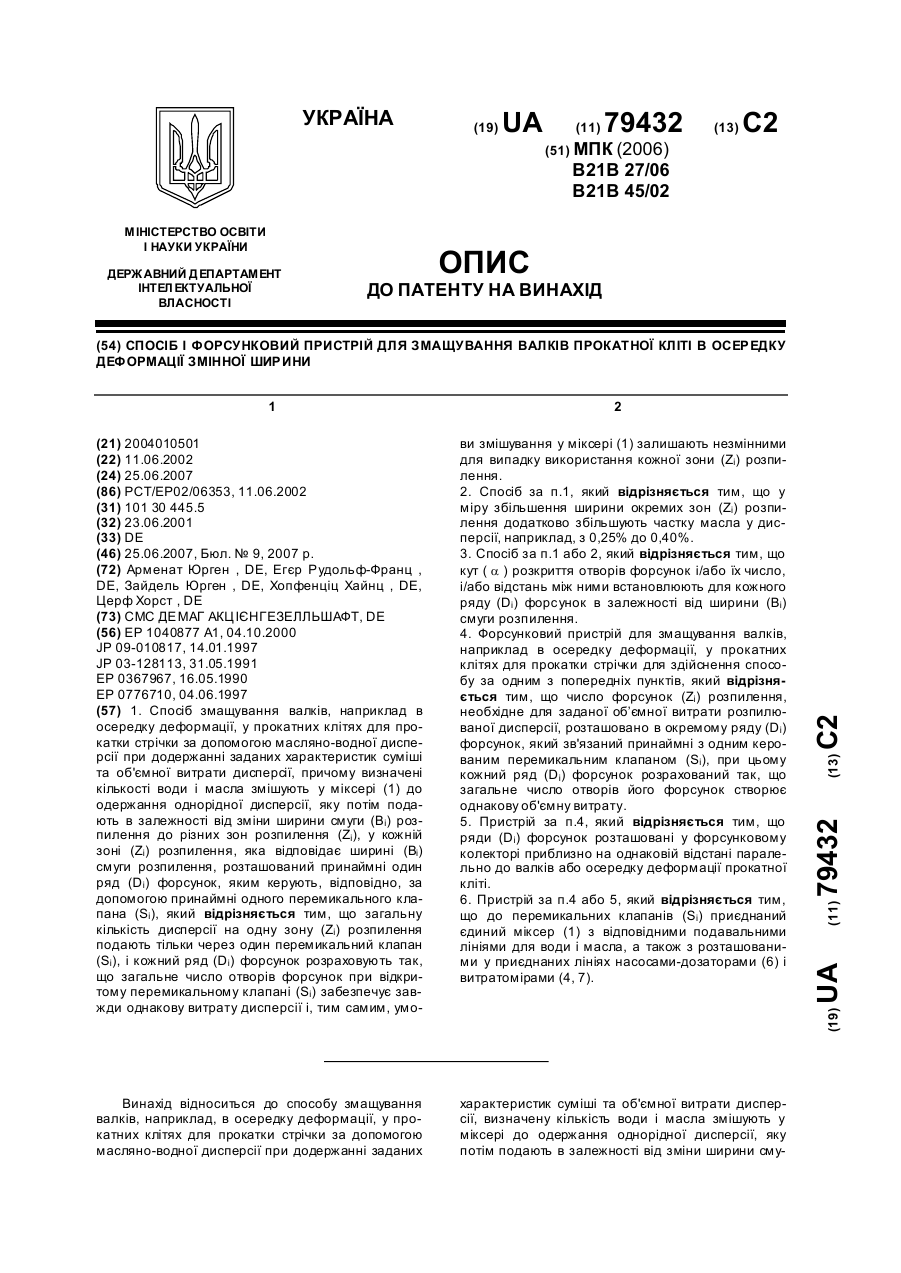
Текст
1. Спосіб охолоджування і/або змащування валків, зокрема робочих валків (2, 3) прокатної кліті, і прокатуваної стрічки (1), що пропускається між ними, з використанням води у вигляді розбризкуваних стр уменів (4, 5) як охолоджувального середовища і масла або масляно-повітряної суміші, або масляно-водяної суміші, або масляноповітряно-водяної суміші, або консистентного мастила, або суміші з консистентного мастила і вказаних середовищ як змащувального засобу, причому обидва середовища - воду і змащувальний засіб подають до валків і прокатуваної стрічки (1) окремо і наносять в різних місцях з вхідної сторони кліті на поверхню валків і поверхню прокатуваної стрічки, і змащувальний засіб для одержання якомога більш здатної до адгезії плівки наносять на значною мірою вільні від води ділянки поверхні валків, причому ділянки (6, 7; 6', 7') нанесення обох середовищ - води і змащувального засобу відділяють одна від одної за допомогою скребків (8, 9), який відрізняється тим, що водяне охолоджування (11") робочих валків на вхідній стороні деактивують у випадку активованого змащування (12) робочих валків, а при неактивованому змащуванні (12) робочих валків охолоджування (11") робочих валків активують. 2. Спосіб за п. 1, який відрізняється тим, що нанесення (7, 7') водяних струменів (4, 5) здійснюють на вхідній стороні перед осередком деформації на 2 (19) 1 3 79935 4 деактивують у випадку активованого змащування, а при неактивованому змащуванні охолоджування (11") валків активують, і при деактивованому охолоджуванні валків на вхідній стороні використовують непотрібну там воду для інтенсифікації охолоджування (11') валків на вихідній стороні. 10. Пристрій для охолоджування і/або змащування валків, зокрема робочих валків (2, 3) прокатної кліті, і прокатуваної стрічки (1), що пропускається між ними, з використанням води у вигляді розбризкуваних стр уменів (4, 5, 4', 5') як охолоджувального середовища і змащувального засобу (10, 10'), який відрізняється тим, що орган (12) розбризкування змащувального середовища розташований біля верхнього валка (3) над скребком (9), а орган (12') - біля нижнього валка (2) під скребком (8), причому під верхнім скребком (9) на вхідній стороні і над нижнім скребком (8) на вхідній стороні розташований спрямований на прокатуван у стрічку (1) дефлектор або розсікач (13, 14) для розбризкуваних водяних струменів (4, 5, 4', 5'), та містить органи (11, 11', 11'') нанесення води. 11. Пристрій за п. 10, який відрізняється тим, що передбачені два дефлектори (13, 14), які встановлені з можливістю лійкоподібного фокусування струменів (4, 5) охолоджувального засобу таким чином, що тим самим забезпечується подальше поліпшення рівномірності струменя охолоджувального засобу по ширині прокатуваної стрічки (1). 12. Пристрій за п.10 або 11, який відрізняється тим, що розбризкуваний по валку змащувальний засіб (10, 10') обмежений в екрануючій чаші (16, 16') і відводиться назад або убік, при цьому передбачений відвідний трубопровід (18, 18') для підготовки до повторного використання або видалення змащувального засобу окремо від інших охолоджувальних середовищ. Винахід відноситься до способу охолоджування і/або змащування валків, зокрема, робочих валків прокатної кліті, і стрічки, що прокатується і пропускається між ними при прокатуванні. Зокрема, при прокатуванні тонких слябів до малої кінцевої товщини в окремих прокатних станах потрібне сильне обтиснення. При цьому виникають надзвичайно високі механічне і термічне навантаження на валки, особливо робочі валки. Внаслідок цього переважно в передніх клітях поверхня валків погіршується по мірі збільшення числа прокатаних стрічок. Це виражається у вигляді валків, що стають шорсткими, і навіть в "розшаруванні" валків, причому в окремих місцях оксидний шар відділяється від валків. Виникаюча при цьому нерівномірна шорсткість валків приводить зрештою до закочування окалини в поверхню стрічки, внаслідок чого якість поверхні стрічки також змінюється в гіршу сторону. При гранично сильних обтисненнях може виникнути також вібрування робочих валків, тобто торсіонне коливання обох робочих валків по відношенню один до одного. За допомогою доброго охолоджування валків на вхідній і вихідній сторонах кліті можна обмежити температуру валків і, тим самим, геометричне розширення валків, однак воно не може усунути високі термічні навантаження у осередку деформації і, тим самим, вищеназвані труднощі. З рівня техніки [DE 4134599 СІ] відомий один із заходів боротьби проти високого термічного навантаження в осередку деформації, що полягає у переохолодженні поверхні стрічки і поверхні валків незадовго до осередку деформації. Таким чином, переохолодження поверхневих шарів валків і стрічки, що прокатується, викликає невеликий тепловий потік всередину валка. Для досягнення, однак, цим способом достатньої охолоджувальної дії потрібна відносно велика кількість води, причому при сильному обтисненні за товщиною цієї дії, проте, недостатньо. Інший спосіб запобігання або зменшення розшарування валків і закочування окалини полягає, згідно з [ЕР 0908248 А2], у змащуванні валків. Також спосіб нанесення, що зарекомендував себе, полягає далі в тому, щоб розбризкувати на валки перед осередком деформації масляноводяну суміш. При цьому невелика кількість води служить несучим середовищем для масла. За рахунок подачі мастила повинен бути знижений коефіцієнт тертя і частково одержаний масляний роздільний шар, який захищає валок від зносу. З економічних міркувань, а також з метою захисту навколишнього середовища домішування масла для отримання масляно-водяної суміші, наприклад, в охолоджувальному брусі, згідно з [DE 4134599], є небажаним при використанні великої кількості води. Іншою причиною цього є те, що при великій кількості води була б потрібна також відповідно велика кількість масла з тим, щоб співвідношення суміші залишалось оптимальним, і досягалась змащувальна дія. З цієї причини часто використовують окремий невеликий змащувальний брус з невеликою кількістю води як несучого середовища для нанесення масла. Однак і у цього способу результат при сильному обтисненні жодним чином не є задовільним відносно розшарування і шорсткості валків. Констатується лише помітне гасіння вібрації. З іншої області техніки для змащування і охолоджування заготовок в процесах обробки різанням, згідно з [ЕР 0690766], відома подача до заготовок щонайменше двох рідин, що не змішуються між собою, а саме, рідини для зниження тертя між лезом і заготовкою і рідини для охолоджування леза і заготовки, причому обидві рідини зберігаються окремо одна від одної, транспортуються за окремими подавальними трубопроводами до органу нанесення і розбризкуються за допомогою цього органу по заготовці, що обробляється. До того ж в описі говориться, що за допомогою таких способу і пристрою досягається істотне підвищення змащувально-охолоджувальної дії, а необхідні для цього засоби і витрати на матеріал, 5 79935 енергію і пристрої зберігаються в більш вигідних економічних межах. Далі говориться, що за рахунок нанесення змащувального і охолоджувального засобів на окремі місця заготовки і за рахунок плівки змащувального засобу, що утворюється внаслідок цього, з гранично високими адгезією і міцністю на зріз виникає істотне поліпшення змащувальної дії і внаслідок цього зменшення тертя.на заготовці, інструменті і стружці з невеликою теплотою, що виділяється при терті, так що внаслідок більш сприятливих за рахунок цього умов охолоджування одночасно підвищується якість оброблених поверхонь, знижується потреба в енергії, і підвищується стійкість інструментів. Значною мірою аналогічний спосіб змащування і охолоджування лез або заготовок відомий, крім того, з [DE 4309134 А1], де при відносному переміщенні леза і заготовки в напрямі зони різання спочатку розбризкують змащувальний засіб і лише потім охолоджувальний засіб в залежності від необхідного охолоджування інструмента і заготовки. Для цього визначають температуру леза або інструмента, або заготовки, і швидкість нанесення однієї з обох рідин встановлюють в залежності від цієї температури. У JP-A-07068310 описані пристрій для водяного охолоджування поверхні стрічки, що прокатується, і пристрій для подачі прокатного масла, відділені водяними скребками. Обидва пристрої розташовані поблизу осередку деформації між верхнім і нижнім валками, причому змащування валків відбувається за допомогою пристрою для подачі прокатного масла з тим, щоб зменшити термічне навантаження, завдяки чому за рахунок зниження коефіцієнта тертя зменшуються тепловиділення і навантаження на валки. В результаті валок звільняється від шорсткої поверхні, і, оскільки температура поверхні стрічки, що прокатується, знижується, усуваються вторинне окалиноутворювання і подряпини від окалини. У JP-А-11-290932 описані охолоджувальні пристрої для охолоджування стрічки, що прокатується, які знаходяться безпосередньо поряд з осередком деформації між верхнім і нижнім робочими валками і верхнім і нижнім опорними валками, а також пристрої для подачі прокатного масла і охолоджувальні пристрої, відділені скребками для води. Переважно передбачені пристрої для нанесення змащувального засобу шляхом змішування змащувального масла і охолоджувальної води. Швидкість течії охолоджувальної води для охолоджування верхньої і нижньої поверхонь стрічки, що прокатується, за допомогою сопел на вхідній стороні кліті встановлюють на значення 75м/сек. У JP-A-07-075809 при високошвидкісному прокатуванні сталі з високим вмістом вуглецю описане застосування високоосновного сульфонату солі металу для нанесення на поверхню щонайменше одного робочого валка. Для надійних нанесення і адгезії до поверхні валка передбачений пристрій для нанесення і екранування сульфонату, який розташований між водяним скребком і пристроєм для нанесення змащувального засобу під пристроєм для розпилювання охолоджувальної води 6 на вхідній стороні валків. Це означає, що нанесення сульфонату відбувається окремо від змащувального засобу, що звичайно застосовується. У SU-A-1761322 описане нанесення змащувально-охолоджувального засобу на поверхні валків. Змащувальний засіб складається зі змилених жирних кислот. Перевага полягає в тому, що процес підвищує опір стиранню і якість стрічки, що прокатується, на коефіцієнт, що складає від 2,5 до 3,4. Виходячи з вищеописаного рівня техніки задача даного винаходу полягає у поліпшенні охолоджування і змащування валків високонавантаженої прокатної кліті і більш економічному використанні змащувальних засобів. Для вирішення цієї задачі винахід передбачає спосіб описаного в обмежувальній частині п. 1 формули виду для охолоджування і змащування валків, зокрема, робочих валків прокатної кліті, і стрічки (смуги), що прокатується і пропускається між ними, згідно з яким в залежності від крайових умов і вимог (потреб) наносять або тільки змащувальний засіб, або активують тільки охолоджування стрічки, що прокатується. Великою перевагою цього способу є оптимальне використання змащувальної або охолоджувальної дії обох середовищ, тобто води і змащувального засобу (матеріалу), і разом з тим одночасне зниження силових і трудови х витрат, що зумовлено мінімальними коефіцієнтами тертя на валках. Шліфована поверхня валка витримує навіть максимальні навантаження. Відшаровування матеріалу валків, що спостерігалось досі, відвернене. Поверхня катаної стрічки залишається оптимально гладкою. Включення окалини і сліди вібрації на поверхні стрічки усунені. В якості змащувального засобу використовують масло або масляно-повітряну суміш, або масляно-водяну суміш, або масляно-повітряно-водяну суміш, або консистентне мастило, або суміш з консистентного мастила і вказаних середовищ. В іншому своєму вдосконаленому варіанті винахід пропону нанесення водяних струменів на вхідній стороні перед осередком деформації на верхній і/або нижній стороні відносно стрічки, причому водяні струмені направляють переважно на стрічку, і при цьому нанесення змащувального засобу здійснюють зверху і знизу відповідно на одну і ту ж ділянку валків - якщо дивитись в напрямі їх обертання - на вхідній стороні перед ділянками нанесення води. Отже, згідно з винаходом відбувається безпосереднє нанесення води перед осередком деформації на верхній і/або нижній стороні відносно стрічки, причому водяні струмені орієнтовані переважно на стрічку з тим, щоб, за можливості, не змити заздалегідь нанесене змащувальне масло. Проте, за рахунок орієнтації водяних струменів згідно з винаходом відбувається непряме додаткове охолоджування поверхні валків. Для оптимізації комбінованого використання охолоджування поверхні стрічки і валків, а також змащування валків, згідно з іншим запропонованим у винаході способом охолоджування валків на вхідній стороні деактивують (виключають) у разі активування змащування, причому для інтенсифі 7 79935 кації охолоджування валків на вихідній стороні використовують непотрібну (зайву) на вхідній стороні воду. Додаткове інтенсивне охолоджування валків на вихідній стороні відбувається виключно водяними струменями, що розбризкуються. При неактивованому змащуванні активується охолоджування валків на вхідній стороні. В одному з варіантів винаходу може бути зроблений такий захід, який полягає в тому, що нанесення на стрічку водяних струменів здійснюють на вхідній стороні і, за можливості, впритул перед осередком деформації з напрямом струменів назустріч напряму руху стрічки, причому і в цьому випадку повинне бути передбачене розділення місць нанесення води і змащувального засобу. Пристрій згідно з винаходом для охолоджування і/або змащування валків, зокрема, робочих валків прокатної кліті, і прокатаної і пропущеної між ними стрічки з використанням води у вигляді струменів, що розбризкуються, як охолоджувального середовища і змащувального засобу передбачає, що для вказаних середовищ - води і змащувального засобу призначені окремі резервуари, а також окремі подавальні трубопроводи до органів нанесення води і до органів нанесення змащувального засобу. Для того, щоб відділити один від одного місця нанесення води і змащувального засобу з обох розбризкувальних брусів, в одному варіанті виконання пристрою запропоновано, що розташування органів розбризкування змащувального засобу передбачене біля верхнього валка над скребком і біля нижнього валка під скребком, завдяки чому переважним чином можна застосувати скребки, що і без цього є в прокатних клітях. Далі, під верхнім скребком на вхідній стороні і над нижнім скребком на вхідній стороні може бути вміщений направлений на стрічку, що прокатується, де флектор або розсікач для струменів, що розбризкуються, з тим, щоб воду, яка розбризкується, як можна більш рівномірно і без утворення смуг розподілити по стрічці, що прокатується. При цьому мова може йти про один лист на кожну сторону, а також про два листи, які лійкоподібно фокусують водяний струмінь з тим, щоб досягнути оптимальної рівномірності струменя охолоджувального засобу по ширині поверхні, що прокатується. Як альтернативу охолоджуванню стрічки можна використати також так звану водяну завісу, наприклад, згідно з [DE 2804982], причому вода виходить з прямокутної щілини і розбризкується на стрічку. При цьому оптимізація водяної завіси передбачає, що ширину отвору вихідної щілини можна регулювати з тим, щоб, наприклад, з метою очищення або при змінах кількостей води реалізувати максимально сприятливі умови. Нанесення змащувального засобу над верхнім або під нижнім скребком дозволяє також вловлювати змащувальний засіб після нанесення. З цього виходить інший варіант нанесення, що пропонується винаходом змащувального засобу, згідно з яким змащувальний засіб, що розбризкується по валку, обмежують в екрануючій чаші і 8 відводять назад або в сторону, що забезпечує відведення і/або підготовку до повторного використання і/або видалення змащувального засобу окремо від інших о холоджувальних середовищ. Подробиці, ознаки і переваги даного винаходу викладені в нижченаведеному поясненні прикладів виконання, схематично зображених на кресленнях, які являють собою: - Фіг.1: вигляд збоку пристрою для охолоджування і змащування валків зі схематично позначеними струменями води, що розбризкуються, і змащувального засобу; - Фіг.2: інше розташування сопел для охолоджування стрічки безпосередньо перед осередком деформації при використанні водяної завіси; - Фіг.3: альтернативне розташування дефлекторів і екрануючих чаш для окремого відведення змащувального засобу. Згідно з Фіг.1 стрічка 1, що прокатується, між робочими валками 2, 3 прокатної кліті (не показана), зменшується за товщиною приблизно на 50% за єдиний прохід. Подальші кліті (також не показані) здійснюють приблизно таке ж за величиною обтиснення. Для того, щоб обмежити високе механічне і термічне навантаження і не погіршити поверхні валків навіть при все зростаючій кількості прокатаних стрічок, здійснюють комбіноване використання охолоджування поверхні стрічки і змащування поверхні валків за допомогою наступних заходів. У зображеного охолоджувальнозмащувального пристрою для вказаних середовищ - води і змащувального засобу - призначені окремі резервуари (не показані) і окремі подавальні трубопроводи (не показані) до органів 11, 11’; 11’’ нанесення води 4, 5, 4’, 5’ і до окремих органів 12, 12’ нанесення змащувального засобу 10, 10’. Загалом, ці органи нанесення виконані у вигляді змащувальних і охолоджувальних брусів. Розташування змащувальних брусів 12 передбачене біля верхнього робочого валка 3 над скребком 9. Розташування змащувального бруса 12’ передбачене біля нижнього робочого валка 2 під скребком 8. Верхній водяний охолоджувальний брус 11 для охолоджування верхньої сторони стрічки 1 розташований під скребком 9, а нижній водяний охолоджувальний брус 11 для охолоджування нижньої сторони стрічки 1 - над скребком 8. За допомогою водяних охолоджувальних брусів 11 водяні струмені, що розбризкуються, 4, 5 направляють на поверхні стрічки, що прокатується, перед осередком деформації робочих валків 2, 3. За допомогою дефлектора 14 над і дефлектора 13 під стрічкою, що прокатується, 1 водяні струмені, що розбризкуються, 4, 5 відхиляють так, що вони, за можливості, безпосередньо попадають в зону осередку деформації на вхідній стороні і там на ділянки 7, 7’ нанесення для безпосереднього охолоджування стрічки 1, що прокатується, і для непрямого охолоджування робочих валків 2, 3 з метою досягнення оптимального ефекту. Альтернативне розташування дефлекторів видно з Фіг.3. При цьому водяний струмінь за допомогою двох де флекторів лійкоподібної форми 9 79935 фокусують з тим, щоб досягнути максимальної рівномірності струменя за шириною прокатування. Для утворення струменів 10, 10’ змащувального засобу, що розбризкується, передбачені змащувальні бруси 12, 12’. Змащувальний засіб наносять для досягнення як можна більше здатної до адгезії плівки на значною мірою вільну від води ділянку поверхні робочих валків. При цьому масло, що розбризкується, 10, 10’ - якщо дивитись в напрямі обертання валків - наносять в одному і тому ж місці впритул перед скребками 8, 9. Для подальшого інтенсивного охолоджування робочих валків 2, 3 на їх вихідній стороні розташовані додаткові охолоджувальні бруси 11’, які направлені на поверхні валків і розбризкують виключно водяні струмені 4’, 5’. Охолоджувальна вода, що подається на вихідній стороні робочих валків охолоджувальними брусами 11’, екранується опорним валком 15, 15’, так що ділянки 6, 6’ залишаються сухими. Змащувальними і охолоджувальними брусами 11, 12 можна управляти таким чином, що відбувається деактивування водяного охолоджування 11’’ на вхідній стороні у випадку активування змащування і активування охолоджування 11’’ валків при неактивованому змащуванні. У випадку, якщо охолоджування 11’’ валків на вхідній стороні деактивоване, непотрібну (зайву) воду подають звідти для інтенсифікації охолоджування валків на вихідній стороні, тобто до розташованих там охолоджувальних брусів 11’. Також можна переключитись з комбінованого охолоджування і змащування валків з окремими місцями нанесення виключно на водяне охолоджування, причому всі зображені водяні охолоджувальні бруси 11, 11’; 11’’ активовані, а всі змащувальні бруси 12 деактивовані. Додатковий варіант розташування показаний на Фіг.2 для охолоджування стрічки безпосередньо перед осередком деформації. Тут вода 4, 5 виходить з прямокутної щілини і розбризкується по стрічці 1. За допомогою ексцентрикового регулятора 19, що приводиться в дію вручну або електроприводом, можна безперервно регулювати ширину щілини або отвору за допомогою обертання вала. 10 Ще один варіант виконання подачі змащувального засобу на Фіг.3 передбачає далі, що змащувальний засіб, який розбризкується по робочому валку 10, 10’, направляють в екрануючій чаші 16, 16’ мимо валка і потім повертають назад. Відкидна екрануюча чаша містить подавальний трубопровід 17, 17’ для змащувального засобу 10, 10’ і відвідний трубопровід 18, 18’. В залежності від варіанту виконання змащувальний засіб можна відвести в сторону, а потім зібрати. За рахунок цього, за необхідності, можлива підготовка до повторного використання або видалення змащувального засобу. Це перешкоджає його збагаченню в охолоджувальному контурі. Показане на Фіг.1-3 розташування змащувальних і охолоджувальних брусів для змащувального засобу і водяних струменів, що розбризкуються, і реалізований з їх новим розташуванням спосіб охолоджування і змащування робочих валків прокатної кліті не обмежений тільки зображеним прикладом виконання, а включає в себе також інші варіанти, якщо вони відповідають винаходу. Перелік посилальних позицій 1 - стрічка, що прокатується 2 - нижній робочий валок 3 - верхній робочий валок 4 - верхній водяний струмінь, що розбризкується 5 - нижній водяний струмінь, що розбризкується 6 - ділянка нанесення змащувального засобу 7 - ділянка нанесення води 8 - нижній скребок 9 - верхній скребок 10 - змащувальний засіб 11 - орган нанесення води 12 - орган нанесення змащувального засобу 13 - нижній дефлектор 14 - верхній дефлектор 15 - опорний валок 16 - екрануюча чаша 17 - подавальний трубопровід 18 - відвідний трубопровід 19 - ексцентриковий регулятор 11 79935 12 13 Комп’ютерна в ерстка Л. Купенко 79935 Підписне 14 Тираж 26 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod and device for cooling and/or lubricating rolling stand and rolled strip, method of control of cooling and/or lubricating
Автори англійськоюSeidel Juergen
Назва патенту російськоюСпособ и устройство для охлаждения и/или смазки прокатной клети и прокатываемой ленты, способ управления охлаждением и/или смазкой
Автори російськоюЗайдель Юрген
МПК / Мітки
МПК: B21B 45/02, B21B 27/06
Мітки: пристрій, спосіб, прокатної, охолоджуванням, прокатуваної, керування, валків, охолоджування, змащування, змащуванням, стрічки, кліті
Код посилання
<a href="https://ua.patents.su/7-79935-sposib-i-pristrijj-dlya-okholodzhuvannya-i-zmashhuvannya-valkiv-prokatno-kliti-ta-prokatuvano-strichki-sposib-keruvannya-okholodzhuvannyam-i-abo-zmashhuvannyam.html" target="_blank" rel="follow" title="База патентів України">Спосіб і пристрій для охолоджування і змащування валків прокатної кліті та прокатуваної стрічки, спосіб керування охолоджуванням і/або змащуванням</a>
Спосіб і форсунковий пристрій для змащування валків прокатної кліті в осередку деформації змінної ширини
Номер патенту: 79432
Опубліковано: 25.06.2007
Автори: Церф Хорст, Зайдель Юрген, Хопфенціц Хайнц, Арменат Юрген, Егєр Рудольф-Франц
МПК: B21B 27/06, B21B 45/02
Мітки: валків, змащування, змінної, ширини, прокатної, деформації, кліті, форсунковий, пристрій, осередку, спосіб
Формула / Реферат:
1. Спосіб змащування валків, наприклад в осередку деформації, у прокатних клітях для прокатки стрічки за допомогою масляно-водної дисперсії при додержанні заданих характеристик суміші та об'ємної витрати дисперсії, причому визначені кількості води і масла змішують у міксері (1) до одержання однорідної дисперсії, яку потім подають в залежності від зміни ширини смуги (Вi) розпилення до різних зон розпилення (Zi), у кожній зоні (Zi) розпилення,...
Гідравлічний зрівноважуючий пристрій валків прокатної кліті
Номер патенту: 44606
Опубліковано: 15.02.2002
Автори: Гордієнко Олександр Володимирович, Данько Надія Олексіївна, Білобров Юрій Миколайович, Кожевніков Георгій Васильович, Ульяницький Василь Никифорович
МПК: B21B 31/16
Мітки: кліті, гідравлічний, валків, прокатної, пристрій, зрівноважуючий
Формула / Реферат:
Гідравлічний зрівноважуючий пристрій валків прокатної кліті, що включає гідроциліндри зрівноважування, які через систему тяг підтискають подушки валків до гвинтів натискного механізму кліті, гідроакумулятор, трубопровід і розподільник рідини, а також зливальну магістраль, який відрізняється тим, що гідроциліндри зрівноважування виконані двохпорожнинними, причому їхні штокові порожнини за допомогою розподільника рідини з'єднуються з...
Пристрій для заміни валків вертикальної прокатної кліті
Номер патенту: 12966
Опубліковано: 28.02.1997
Автори: Плугатар Віктор Семенович, Волченков Іван Григорович
МПК: B21B 31/00
Мітки: вертикальної, кліті, прокатної, пристрій, заміни, валків
Формула / Реферат:
(57) Устройство для замены валков вертикальной прокатной клети, содержащее расположенные с внешней стороны привода вертикальных валков механизм подъемавалков, включающий цилиндр подъема с обратным ходом и захватами, размещенный наконсоли приемных направляющих для вертикального валка, имеющих фиксирующие участки, взаимодействующие с Т-образными направляющими верхней м нижней подушек вертикального валка, а также механизм перемещения валка в...
Пристрій для осьового регулювання валків прокатної кліті
Номер патенту: 12960
Опубліковано: 28.02.1997
Автори: Федоров Анатолій Михайлович, Одін Леонід Йосипович, Клемент'єв Владислав Олексійович, Хлопонін Віктор Миколайович
МПК: B21B 31/16
Мітки: валків, кліті, прокатної, осьового, пристрій, регулювання
Формула / Реферат:
(57) Устройство для осевой регулировки валков прокатной клети, состоящее из шарнирно закрепленных на станине клети двуплечих рычагов, каждый из которых кинематически связан одним плечом посредством вилки с открылком подушки валка, а другим - со штоком гидроцилиндра, отличающеес я тем, что вилка рычага выполнена жесткой, а ход штока гидроцилиндра превышает необходимый для вывода внешнего по отношению к клети зуба вилки за пределы зоны...
Вузол валків прокатної кліті кварто
Номер патенту: 1641
Опубліковано: 25.10.1994
Автори: Кізійов Володимир Григорович, Малахов Віктор Григорович, Гуськов Олександр Миколайович, Мірошниченко Анатолій Костянтинович, Романов Микола Митрофанович, Архипенко Євген Іванович, Самченко Анатолій Іванович, Костигов Валентин Михайлович, Дишковець Геннадій Анатолійович, Стрємоухов Віталій Сергійович, Костюченко Михайло Іванович
МПК: B21B 27/02
Мітки: кліті, кварто, прокатної, валків, вузол
Формула / Реферат:
1. Узел валков прокатной клети кварто, содержащий опорные и рабочие валки, один из которых имеет гладкие бандажи с винтовыми гребнями, отличающийся тем, что, с целью повышения срока службы валков, гладкие бандажи выполнены с диаметром на 30—50 % выше высоты бандажей с гребнями и твердостью, равной 0,7—0,9 твердости контактирующих с ними валков. 2. Узел по п. 1, отличающийся тем, что бандажи с гребнями выполнены с упрочненным...
Попередній патент: Матеріал-основа рутилового пігментного діоксиду титану, пігмент на його основі та спосіб їх одержання
Наступний патент: Лопатка турбіни турбомашини
Випадковий патент: Спосіб очищення стічних вод від прямих барвників