Прокатний стан, валок для прокатної кліті та спосіб оптимізації стратегій зміщення валків залежно від ширини штаби
Формула / Реферат
1. Спосіб оптимізації стратегій зміщення валків в залежності від ширини штаби для використання переваг СVС/СVСplus-технології у процесі орієнтованого за кромками штаби зміщення у чотири- або шестивалкових клітях, що містять відповідно по одній парі робочих валків (10) та опорних валків (12) і додатково пару проміжних валків (11) у шестивалкових клітях, причому щонайменше робочі валки (10) у чотиривалкових клітях, а у шестивалкових клітях щонайменше проміжні валки (11) виконані з можливістю взаємодії з пристроями для осьового зміщення, при цьому кожний з цих проміжних валків (11) має подовжену на хід CVC-зміщення бочку з односторонньою фаскою у(х) у зоні кромки бочки, який відрізняється тим, що кожний робочий валок (10) для чотиривалкової кліті виконують геометрично однаково проміжному валку (11) для шестивалкової кліті, причому кожний з цих робочих валків (10) має подовжену на хід CVC-зміщення бочку з односторонньою фаскою у(х) у зоні кромки бочки, при цьому аналогічним чином, як і проміжний валок (11) у шестивалковій кліті, після задавання положень (VP) зміщення зміщуваних робочих та/або проміжних валків (10, 11) в залежності від ширини штаби робочий валок (10) у чотиривалковій кліті позиціонують у різних положеннях (Р) відносно кромки (14) штаби, причому в межах різних ділянок (В) ширини штаби положення (VP) зміщення відповідного валка задають за допомогою кусково-лінійної функції.
2. Спосіб за п. 1, який відрізняється тим, що в залежності від властивостей матеріалу вільні параметри функції вибирають з можливістю варійованого задавання і встановлення заданих положень (Р) відносно кромки (14) штаби.
3. Спосіб за п. 2, який відрізняється тим, що орієнтоване за кромками штаби зміщення робочих або проміжних валків (10, 11) здійснюють відносно нейтрального положення зміщення посередині кліті, в якому відповідно величина зміщення проміжного валка (sZW-) дорівнює нулю і величина зміщення робочого валка (sAW-) дорівнює нулю, у напрямку осей згаданих валків по відношенню один до одного, симетрично і на однакову величину.
4. Прокатний стан, що містить чотири- або шестивалкові CVC-кліті відповідно з однією парою робочих валків (10) і опорних валків (12) у чотиривалкових клітях і додатково відповідно з однією парою проміжних валків (11) у шестивалкових клітях, причому щонайменше робочі валки (10) у чотиривалковій кліті, а у шестивалковій кліті проміжні валки (11) виконані з можливістю взаємодії з пристроями для осьового зміщення, який відрізняється тим, що він призначений для здійснення способу за будь-яким із пп. 1-3, при цьому прокатні кліті містять валки, виконані геометрично однаково для застосування як зміщувані робочі валки (10) у чотиривалкових клітях, або як зміщувані проміжні валки (11) у шестивалкових клітях, причому зміщувані робочі та/або проміжні валки (10, 11) прокатних клітей мають подовжену на хід осьового CVC-зміщення і симетричну бочку, якій наданий криволінійний контур валка з CVC/CVCplus-шліфом і яка має односторонню фаску (d).
5. Прокатний стан за п. 4, який відрізняється тим, що довжина (l) односторонньої фаски у(х) робочих та/або проміжних валків (10, 11) розділена на дві ділянки (а) і (b), що межують між собою, причому перша ділянка (а), що починається з радіусом (R0), відповідає рівнянню кола (l - х)2 + у2 = R2, а ділянка (b) проходить лінійно, при цьому внаслідок сплющування валка розмір фаски у(х) або зменшення 2·у(х) діаметра становить на цих ділянках:
ділянка (а): = (R2 - (R - d)2)1/2, у(х) = R - (R2 - (l - х)2)1/2;
ділянка (b): = l - а, у(х) = d = const,
де R - радіус валка; d - розмір фаски.
6. Прокатний стан за п. 5, який відрізняється тим, що перехід фаски у(х) між ділянками (а) і (b) здійснений з урахуванням сплющування валка з послідовним зменшенням розміру фаски (d) за попередньо розрахованою таблицею.
7. Валок для прокатної кліті, виконаний із можливістю взаємодії з пристроями для осьового зміщення для здійснення СVС/СVСplus-технології в процесі орієнтованого за кромками штаби зміщення в чотири- або шестивалкових клітях, при цьому валок має подовжену на хід CVC-зміщення і симетричну бочку, якій наданий криволінійний контур валка з СVС/СVСplus-шліфом і яка забезпечена односторонньою фаскою, який відрізняється тим, що валок призначений для застосування як робочий валок для чотиривалкової кліті або як проміжний валок для шестивалкової кліті для реалізації способу за будь-яким із пп. 1-3.
8. Валок за п. 7, який відрізняється тим, що довжина (l) односторонньої фаски у(х) розділена на дві ділянки (а) і (b), що межують між собою, причому перша ділянка (а), що починається з радіусом (R0), відповідає рівнянню кола (l - х)2+ у2 = R2, а ділянка (b) проходить лінійно, при цьому внаслідок сплющування валка розмір фаски у(х) або зменшення 2·у(х) діаметра становить на цих ділянках:
ділянка (а): = (R2 - (R - d)2)1/2, у(х) = R - (R2 - (l - х)2)1/2;
ділянка (b): = l - а, у(х) = d = const,
де R - радіус валка; d - розмір фаски.
9. Валок за п. 8, який відрізняється тим, що перехід фаски у(х) між ділянками (а) і (b) здійснений з урахуванням сплющування валка з послідовним зменшенням розміру фаски (d) за попередньо розрахованою таблицею.
Текст
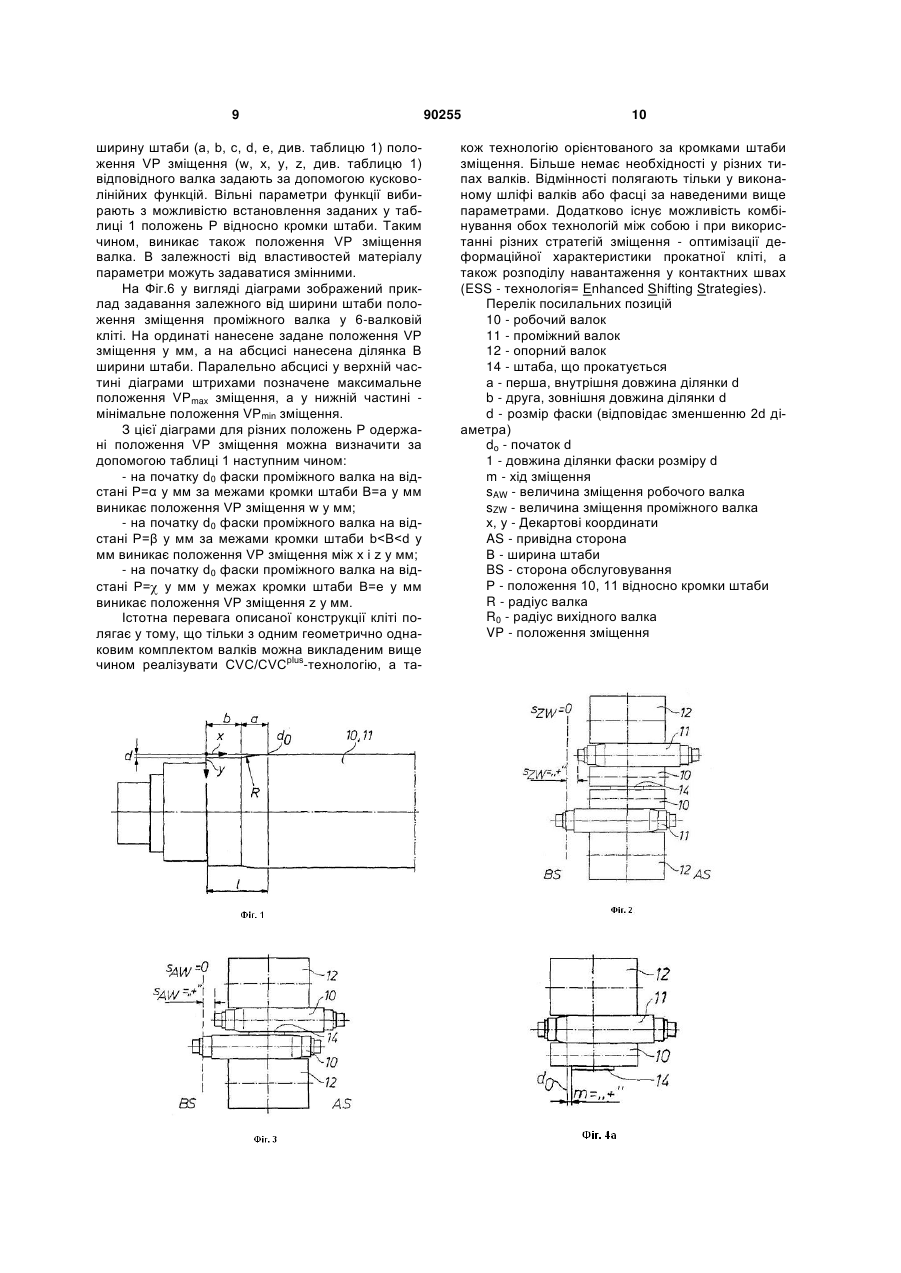
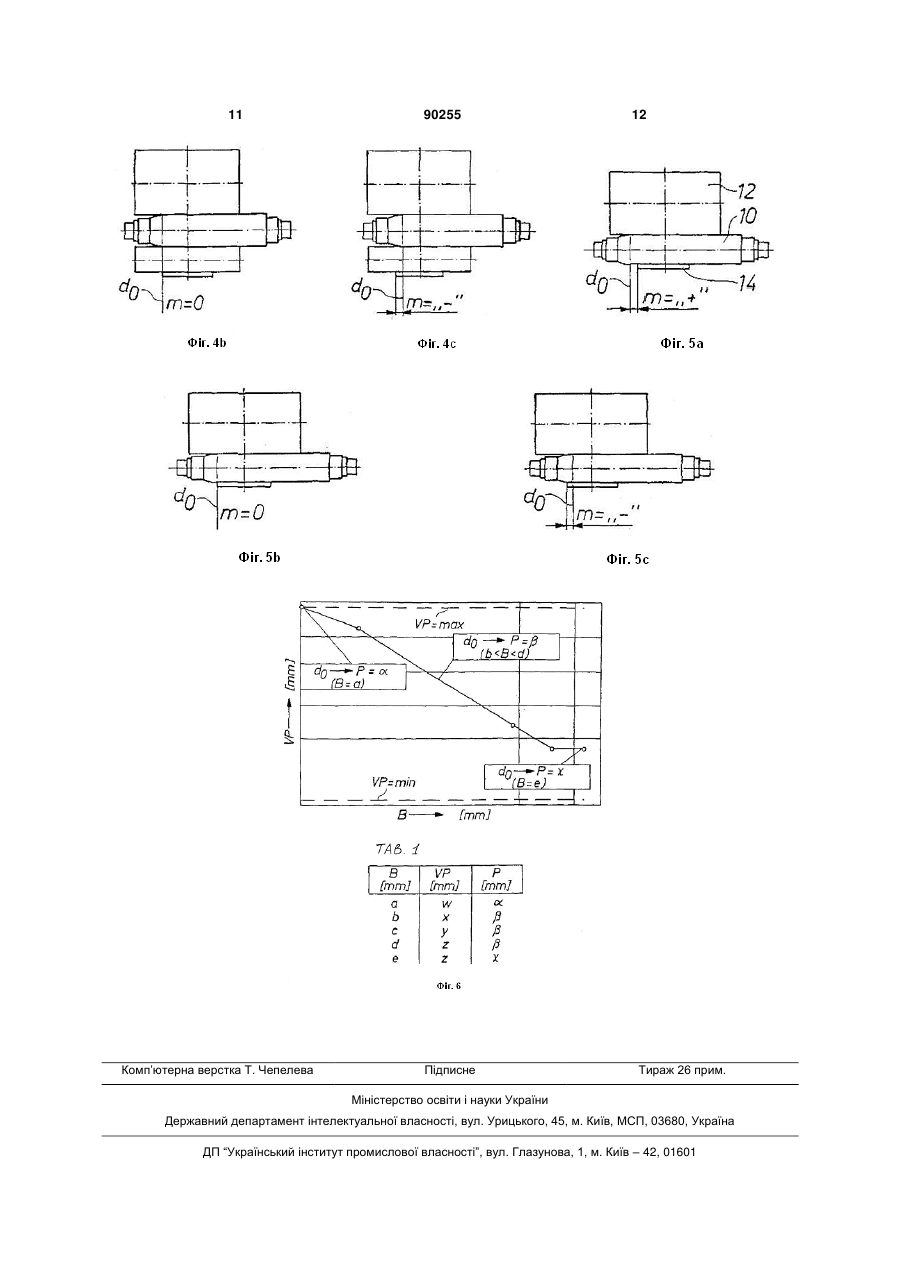
1. Спосіб оптимізації стратегій зміщення валків в залежності від ширини штаби для використання переваг СVС/СVСplus-технології у процесі орієнтованого за кромками штаби зміщення у чотири- або шестивалкових клітях, що містять відповідно по одній парі робочих валків (10) та опорних валків (12) і додатково пару проміжних валків (11) у шестивалкових клітях, причому щонайменше робочі валки (10) у чотиривалкових клітях, а у шестивалкових клітях щонайменше проміжні валки (11) виконані з можливістю взаємодії з пристроями для осьового зміщення, при цьому кожний з цих проміжних валків (11) має подовжену на хід CVCзміщення бочку з односторонньою фаскою у(х) у зоні кромки бочки, який відрізняється тим, що кожний робочий валок (10) для чотиривалкової кліті виконують геометрично однаково проміжному валку (11) для шестивалкової кліті, причому кожний з цих робочих валків (10) має подовжену на хід CVC-зміщення бочку з односторонньою фаскою у(х) у зоні кромки бочки, при цьому аналогічним чином, як і проміжний валок (11) у шестивалковій кліті, після задавання положень (VP) зміщення зміщуваних робочих та/або проміжних валків (10, 11) в залежності від ширини штаби робочий валок (10) у чотиривалковій кліті позиціонують у різних положеннях (Р) відносно кромки (14) 2 (19) 1 3 90255 4 щування валка розмір фаски у(х) або зменшення 2·у(х) діаметра становить на цих ділянках: ділянка (а): = (R2-(R-d)2)1/2, у(х) = R-(R2-(l-х)2)1/2; ділянка (b): = l - а, у(х) = d = const, де R - радіус валка; d - розмір фаски. 6. Прокатний стан за п.5, який відрізняється тим, що перехід фаски у(х) між ділянками (а) і (b) здійснений з урахуванням сплющування валка з послідовним зменшенням розміру фаски (d) за попередньо розрахованою таблицею. 7. Валок для прокатної кліті, виконаний із можливістю взаємодії з пристроями для осьового зміщення для здійснення СVС/СVСplus-технології в процесі орієнтованого за кромками штаби зміщення в чотири- або шестивалкових клітях, при цьому валок має подовжену на хід CVC-зміщення і симетричну бочку, якій наданий криволінійний контур валка з СVС/СVСplus-шліфом і яка забезпечена односторонньою фаскою, який відрізняється тим, що валок призначений для застосування як робо чий валок для чотиривалкової кліті або як проміжний валок для шестивалкової кліті для реалізації способу за будь-яким із пп.1-3. 8. Валок за п.7, який відрізняється тим, що довжина (l) односторонньої фаски у(х) розділена на дві ділянки (а) і (b), що межують між собою, причому перша ділянка (а), що починається з радіусом (R0), відповідає рівнянню кола (l - х)2+ у2 = R2, а ділянка (b) проходить лінійно, при цьому внаслідок сплющування валка розмір фаски у(х) або зменшення 2·у(х) діаметра становить на цих ділянках: ділянка (а): = (R2-(R-d)2)1/2, у(х) = R-(R2-(l-х)2)1/2; ділянка (b): = l - а, у(х) = d = const, де R - радіус валка; d - розмір фаски. 9. Валок за п.8, який відрізняється тим, що перехід фаски у(х) між ділянками (а) і (b) здійснений з урахуванням сплющування валка з послідовним зменшенням розміру фаски (d) за попередньо розрахованою таблицею. Винахід відноситься до способу оптимізації стратегій зміщення як функції ширини штаби для найкращого використання переваг CVC/CVCрlusтехнології при орієнтованому за кромками штаби зміщенні у 4/6-валкових клітях, що містять по одній парі робочих і опорних валків і додатково пару проміжних валків у 6-валкових клітях, причому, щонайменше, робочі і проміжні валки взаємодіють з пристроями для осьового зміщення, а кожний робочий/проміжний валок має подовжену на хід CVC - зміщення бочку з односторонньою фаскою у зоні кромки бочки. Останнім часом сильно зросли вимоги до якості холоднокатаної штаби відносно допусків на товщину, досяжних кінцевих товщин, профілю штаби, площинності штаби, поверхонь і т.д. Різноманітність на ринку продуктів з холоднокатаних листів забезпечує, крім того, все більш різноманітний спектр продуктів відносно властивостей матеріалів і геометричних розмірів. Завдяки цьому розвитку все сильнішим стає бажання створення більш гнучких конструкцій установок і функціонувань безперервних станів холодної прокатки з оптимальним узгодженням з кінцевим продуктом, що прокатується. Досягнення бажаної кінцевої товщини, а також реалізація визначених розподілів обтиснення (розробка програми проходів), зокрема у виробів з високою міцністю, значною мірою залежить від діаметра робочих валків. Зі зменшенням діаметра робочих валків необхідне зусилля прокатки зменшується за рахунок більш сприятливого характеру сплющування. Зменшення діаметра має межі як з точки зору передачі крутних моментів, так і відносно прогину валків. Якщо перерізів шийок для передачі привідних моментів недостатньо, то робочі валки можуть приводитися у рух за рахунок фрикційного замикання з сусіднім валком. У випадку 4валкової кліті для реалізації приводу опорних валків потрібні, однак, більш важкі привідні елементи (двигун, редуктор шестеренних валків, шпинделі), які піднімуть вартість установки. Тут доцільно ви конати окремі кліті (переважно передні) у вигляді 6-валкових клітей з приводом проміжних валків. Для площинності штаби крім вертикального прогину значну роль грає також горизонтальний прогин робочих і проміжних валків. За рахунок горизонтального зміщення робочих/проміжних валків з середньої площини кліті відбувається підпирання комплекту валків, яке приводить до істотного зменшення горизонтального прогину. Крім того, 6-валкова кліть обладнана для противигину проміжних валків додатковим швидким виконавчим пристроєм. У комбінації з пристроєм противигину робочих валків 6-валкова кліть містить, крім того, два незалежних щодо впливу на осередок деформації виконавчих пристрої. У першій кліті забезпечується, таким чином, швидка адаптація осередку деформації до профілю вхідної штаби для уникнення дефектів площинності. В останній кліті обидва виконавчих пристрої можуть бути ефективно використані для регулювання площинності. Для клітей класичних типів 4-High і 6-High крім основних конструкцій з системами противигину і постійними опуклостями валків як виконавчі пристрої, що впливають на осередок деформації, існують, по суті, дві інші конструкції клітей, які за рахунок зміщення робочих або проміжних валків, що базується на різних принципах дії, додатково впливають на осередок деформації: - CVC/CVCрlus-технологія; - технологія орієнтованого за кромками штаби зміщення. При цьому мова йде про самостійні конструкції клітей, оскільки потрібна різна геометрія валків. У класичній CVC-технології, описаній в ЕР 0049798 В1, довжини бочок зміщуваних валків завжди на осьовий хід зміщення більші, ніж нерухомі незміщувані валки. Цим досягається те, що зміщуваний валок не може бути зміщений кромкою своєї бочки під бочки нерухомих валків. Таким чином запобігають пошкодженням поверхні/слідам. Робочі валки, по суті, по всій своїй довжині спира 5 ються на проміжні або опорні валки. За рахунок цього прокатне зусилля, що здійснюється опорними валками, передається на всю довжину робочих валків. Внаслідок цього кінці робочих валків, які виступають вбік за матеріал, що прокатується, і, тим самим, не беруть участь у процесі прокатки, згинаються в наслідок прокатного зусилля, що здійснюється на них, у напрямі до матеріалу, що прокатується. Цей шкідливий прогин робочих валків викликає вигинання середніх ділянок валків. Він приводить до дуже слабкого розкату центральної зони штаби і сильного розкату кромок штаби. Ці ефекти особливо виявляються при змінних при роботі умовах прокатки, а також при прокатці штаб різної ширини. На противагу цьому у технології орієнтованого за кромками штаби зміщення, як це розкрито у DE 2206912 С3, у всьому комплекті валків використовують валки з бочками однакової довжини. Зміщувані валки мають при цьому з одного боку у зоні кромки бочки відповідну геометричну форму і обладнані фаскою для зменшення локально виникаючих піків навантаження. Принцип дії базується на орієнтованому за кромками штаби зміщенні кромки бочки або до, або навіть за кромку штаби. Зокрема, у 6-валкових клітей зміщення проміжного валка під опорний валок приводить до цілеспрямованого впливу на ефективність позитивного противигину робочого валка. Однак у цього способу осьове зміщення валків негативно позначається на розподілі навантаження у відповідних контактних стиках. Зі зменшенням ширини штаби різко підвищується максимально виникаючий пік навантаження розподілу контактного зусилля. У документі DE 3624241 С2 (спосіб експлуатації прокатного стану для виготовлення катаної штаби) обидва способи скомбіновані між собою. Метою є рівномірність негативного прогину робочих валків під дією прокатного зусилля по всьому спектру ширини штаб і підвищення ефективності систем противигину валків без необхідності переривання безперервного процесу прокатки при скороченні шляхів зміщення. Ця мета досягається за допомогою орієнтованого за кромками штаби зміщення проміжних або робочих валків з виконаним CVC-шліфом. Кромки бочок пляшкових валків позиціонують при цьому у зоні кромки штаби. Як і у випадку технології орієнтованого за кромками штаби зміщення, комплект складається з валків з бочками однакової довжини. Технології, що розглядаються, являють собою окремі конструкції клітей, оскільки потрібна різна геометрія валків. Існує прагнення реалізувати ці технології/методи за допомогою конструкції клітей з геометрично однаковим комплектом валків. Принципові дії з реалізації орієнтованої за кромками штаби стратегії зміщення виключно проміжних валків і тільки у 6-валковій кліті з використанням геометрично однакового комплекту валків детально описані у DE 10037004 А1. Задачею винаходу є поширення відомої з DE 10037004 А1, орієнтованої за кромками штаби стратегії зміщення також і на робочі валки і при цьому реалізація конструкції клітей з геометрично однаковим комплектом валків. 90255 6 Поставлена задача вирішується за допомогою відмітних ознак п.1 формули за рахунок задавання положення зміщення зміщуваного робочого/проміжного валка в залежності від ширини штаби, після чого робочий/проміжний валок позиціонують у різних положеннях відносно кромки штаби, причому у межах різних ділянок ширини штаби положення зміщення відповідного валка задають за допомогою кусково-лінійної функції. В залежності від властивостей матеріалу вільні параметри застосовуваної функції вибирають з можливістю задавання, що варіюється, так, що встановлюються задані положення відносно кромки штаби. Орієнтоване за кромками штаби зміщення робочих/проміжних валків здійснюють так, що відносно нейтрального положення зміщення (в якому відповідно sZW=0 і sAW=0) їх зміщують у напрямі їх осі по відношенню один до одного посередині кліті симетрично відповідно на однакову величину. Як основу для конструкції клітей використовують конфігурацію валків з CVC/CVCрlus-технології для 6- і 4-валкової кліті. Зміщуваний проміжний або робочий валок мас подовжену на хід CVCзміщення бочку, яка для нейтрального положення зміщення (відповідно sZW=0 і sAW=0) знаходиться симетрично посередині кліті. Робочий/проміжний валок з подовженою і симетричною бочкою і з циліндричним, бочкоподібним або накладеним CVC/CVCрlus-шліфом використовують під час орієнтованого за кромками штаби зміщення. За рахунок відповідного виконання односторонньої фаски у комбінації з накладеним шліфом валка і залежною від ширини штаби оптимізацією положення осьового зміщення можна цілеспрямовано вплинути на характер деформації комплекту валків і ефективність позитивного противигину робочих валків (6-валкова кліть). Осередок деформації можна, тим самим, оптимально настроїти. Циліндричній бочці робочого/проміжного валка може бути додатково наданий криволінійний контур (наприклад, CVC/CVCрlus-шліф). У випадку CVC/CVCрlus-шліфа криволінійний контур описують рівнянням: R(x)=R0+a1·x + a2·x2 ... + an·xn За рахунок надання криволінійного контуру робочому/проміжному валку можна зменшити необхідний хід зміщення, оскільки початок фаски робочого/проміжного валка позиціонують помітно перед кромкою штаби. По-перше, зменшується розподіл навантаження внаслідок більшої довжини контактування, а, по-друге, максимум розподілу навантаження за рахунок CVC/CVCplus-шліфа зі зменшенням ширини штаби все більше зміщується до середини кліті. При осьовому зміщенні робочого/проміжного валка початок фаски позиціонують за межами, на або у межах кромки штаби, тобто вже у межах ширини штаби. Позиціонування відбувається в залежності від ширини штаби і властивостей матеріалу, внаслідок чого можна цілеспрямовано настроїти пружну характеристику комплекту валків і ефективність позитивного противигину робочих валків (6-валкова кліть). 7 За рахунок оптимізації положення зміщення робочих/проміжних валків ділянки бочок всередині комплекту валків цілеспрямовано виключають з силового потоку. Внаслідок цього, деформації, що негативно позначаються, зменшуються, оскільки відбувається наближення до принципу «ідеальної кліті». Правда, виникаючі розподіли навантаження у відповідних контактних стиках підвищуються через зменшення довжин контактування. Зустрічне зміщення CVC/CVCрlus-валків забезпечує, крім того, можливість цілеспрямованого впливу на профіль штаби у значенні заздалегідь встановленого виконавчого пристрою. Якщо криволінійний контур вибирають так, що він у максимальному негативному положенні зміщення не створює ніякої «корони» або створює мінімальну «корону» (потовщена посередині ділянка штаби), а у максимально позитивному положенні зміщення створює максимальну «корону», то залежну від ширини штаби деформацію кліті можна частково компенсувати. Частину, що залишилася, компенсують за допомогою зростаючої зі зменшенням ширини штаби дії позитивного противигину робочих валків. Інші переваги, подробиці і ознаки винаходу випливають з наведених нижче пояснень деяких схематично зображених на кресленнях прикладів його здійснення. Для кращої наглядності однакові валки позначені однаковими посилальними позиціями. На кресленнях зображені: Фіг.1: одностороння фаска у зоні кромки бочки робочого/проміжного валка; Фіг.2: конструкція кліті для орієнтованого за кромками штаби зміщення з накладеним CVC/CVCрlus-шліфом проміжних валків; Фіг.3: конструкція кліті для орієнтованого за кромками штаби зміщення з накладеним CVC/CVCрlus-шліфом робочих валків; Фіг.4а-4с: позиціонування фаски проміжного валка; Фіг.5а-5с: позиціонування фаски робочого валка; Фіг.6: задавання положення зміщення в залежності від ширини штаби. На Фіг.1 схематично зображені зовнішній вигляд і геометричне розташування односторонньої фаски розміру d у зоні кромки бочки робочого/проміжного валка 10, 11. У DE 10037004 А1 одностороння фаска, що використовується тут, вже детально описана і зображена на фігурі креслення. Довжина 1 односторонньої фаски розміру d у зоні кромки бочки робочого/проміжного валка 10, 11 розділена на дві ділянки а і b, що межують між собою. На першій ділянці а, що починається у точці d0, фаска у(х) відповідає рівнянню кола (1х)2+у2=R2, де R - радіус валка. З позначеними координатами х і у для ділянки а тоді виникає фаска у(х): а=(R2-(R-d)2)1/2, звідки у(х)=R-(R2-(1-х)2)1/2 Якщо досягнуте мінімально необхідне зменшення 2d діаметра, задане в залежності від зовнішніх крайових умов (прокатне зусилля і витікаюча з цього деформація валків), то фаска у(х) прохо 90255 8 дить лінійно до кромки бочки, з чого для ділянки b випливає: b=1-а, звідки у(х)=d=const. Перехід між ділянками а і b може бути виконаний з постійним зменшенням або без нього. Крім того, цей перехід фаски може бути здійснений також з послідовним зменшенням витікаючого зі сплющення розміру d за заздалегідь розрахованою таблицею. Фаска у(х) тоді, наприклад, у перехідній зоні більш плоска, ніж радіус, а на кінці набагато крутіша. З причин техніки шліфування перехід до циліндричної частини потрібно виконати через відповідно більший уступ на переході між а і b (біля 2d). Зменшення 2d діаметра за рахунок фаски у(х) задають з можливістю вільного вигину робочого валка 10 у 6-валковій кліті навколо фаски у(х) проміжного валка, не побоюючись контакту на ділянці b. У 4-валковій кліті фаска у(х) служить тільки для локального зменшення виникаючих піків навантаження. У нормальному випадку одностороння фаска знаходиться на верхньому робочому/проміжному валку 10, 11 на стороні BS обслуговування, а на нижньому робочому/проміжному валку 10, 11 - на привідний стороні AS (Фіг.2 і 3). У принципі дії, однак, нічого не зміниться, якщо фаску навпаки виконати на верхньому робочому/проміжному валку 10, 11 на привідний стороні AS, а на нижньому робочому/проміжному валку 10, 11 - на стороні BS обслуговування. На Фіг.2 зображений комплект валків 6валкової кліті, що складається з робочих валків 10, проміжних валків 11 з подовженою бочкою і опорних валків 12. Штаба 14, що прокатується, розташована симетрично посередині кліті. Показане зміщення проміжного валка 11 на величину sZW="+" говорить про те, що він був зміщений у напрямі привідної сторони AS. (Позитивне зміщення означає, що верхній робочий/проміжний валок 10, 11 зміщується у напрямі привідної сторони AS, а нижній робочий/проміжний валок 10, 11 - у напрямі сторони BS обслуговування). На Фіг.3 зображений комплект валків 4валкової кліті, що складається з робочих валків 10 з подовженою бочкою і опорних валків 12. Також тут було здійснене позитивне зміщення, а саме робочих валків 10 на величину sAW="+". На Фіг.4а-4с і 5а-5с детально показане осьове зміщення робочого/проміжного валка 10, 11 на хід m зміщення. У показаних на Фіг.4а, 5а положеннях зміщення початок d0 фаски у(х) було позиціоновано за межами кромки штаби (m=+), на Фіг.4b, 5b на кромці штаби (m=0), а на Фіг.4с, 5с у межах кромки штаби (m=-), тобто вже у межах ширини штаби. На різних ділянках ширини штаби в залежності від ширини штаби положення зміщення задають за допомогою кусково-лінійних функцій, в основі яких лежать різні положення початку d0 фаски відносно кромки штаби. Зміщуваний робочий/проміжний валок позиціонують при цьому не як звичайно, з постійним ходом m перед кромкою штаби (Фіг.4 і 5), а в залежності від ширини штаби у різних положеннях Р (α, β, , див. таблицю 1) відносно кромки штаби. Всередині різних ділянок В 9 ширину штаби (a, b, c, d, e, див. таблицю 1) положення VP зміщення (w, х, у, z, див. таблицю 1) відповідного валка задають за допомогою кусковолінійних функцій. Вільні параметри функції вибирають з можливістю встановлення заданих у таблиці 1 положень Р відносно кромки штаби. Таким чином, виникає також положення VP зміщення валка. В залежності від властивостей матеріалу параметри можуть задаватися змінними. На Фіг.6 у вигляді діаграми зображений приклад задавання залежного від ширини штаби положення зміщення проміжного валка у 6-валковій кліті. На ординаті нанесене задане положення VP зміщення у мм, а на абсцисі нанесена ділянка В ширини штаби. Паралельно абсцисі у верхній частині діаграми штрихами позначене максимальне положення VPmax зміщення, а у нижній частині мінімальне положення VPmin зміщення. З цієї діаграми для різних положень Р одержані положення VP зміщення можна визначити за допомогою таблиці 1 наступним чином: - на початку d0 фаски проміжного валка на відстані Р=α у мм за межами кромки штаби В=а у мм виникає положення VP зміщення w у мм; - на початку d0 фаски проміжного валка на відстані Р=β у мм за межами кромки штаби b
ДивитисяДодаткова інформація
Назва патенту англійськоюRolling mill, roll for rolling stand and method for optimization of shift strategy as function of strip width
Автори англійськоюRitter Andreas, Holz Ruediger
Назва патенту російськоюПрокатный стан, валок для прокатной клети и способ оптимизации стратегий смещения валков в зависимости от ширины полосы
Автори російськоюРиттер Андреас, Хольц Рюдигер
МПК / Мітки
МПК: B21B 13/14, B21B 27/02, B21B 37/28
Мітки: стан, зміщення, прокатної, валок, стратегій, залежно, ширини, оптимізації, валків, спосіб, прокатній, кліті, штаби
Код посилання
<a href="https://ua.patents.su/6-90255-prokatnijj-stan-valok-dlya-prokatno-kliti-ta-sposib-optimizaci-strategijj-zmishhennya-valkiv-zalezhno-vid-shirini-shtabi.html" target="_blank" rel="follow" title="База патентів України">Прокатний стан, валок для прокатної кліті та спосіб оптимізації стратегій зміщення валків залежно від ширини штаби</a>
Валок прокатної кліті кварто
Номер патенту: 45429
Опубліковано: 10.11.2009
Автори: Путнокі Олександр Юліусович, Васильєв Олександр Геннадійович, Ніколенко Андрій Георгійович, Васильєв Андрій Олександрович, Мазур Валерій Леонідович, Ніколаєв Віктор Олександрович
МПК: B21B 31/00
Мітки: кварто, прокатної, кліті, валок
Формула / Реферат:
Валок прокатної кліті кварто зі змінним профілем твірної бочки, який відрізняється тим, що вершина опуклості бочки одного робочого валка зміщена відносно вертикальної осі робочого валка на відстань C/L = 0,05-0,25, де (С - величина зміщення вершини; L - довжина бочки валка), а відносно вершини другого робочого валка - зміщена на відстань 2C/L = 0,1-0,5.
Спосіб і форсунковий пристрій для змащування валків прокатної кліті в осередку деформації змінної ширини
Номер патенту: 79432
Опубліковано: 25.06.2007
Автори: Арменат Юрген, Церф Хорст, Егєр Рудольф-Франц, Зайдель Юрген, Хопфенціц Хайнц
МПК: B21B 45/02, B21B 27/06
Мітки: змащування, спосіб, кліті, ширини, пристрій, осередку, деформації, змінної, прокатної, валків, форсунковий
Формула / Реферат:
1. Спосіб змащування валків, наприклад в осередку деформації, у прокатних клітях для прокатки стрічки за допомогою масляно-водної дисперсії при додержанні заданих характеристик суміші та об'ємної витрати дисперсії, причому визначені кількості води і масла змішують у міксері (1) до одержання однорідної дисперсії, яку потім подають в залежності від зміни ширини смуги (Вi) розпилення до різних зон розпилення (Zi), у кожній зоні (Zi) розпилення,...
Комплект подушок валків кліті кварто
Номер патенту: 4951
Опубліковано: 15.02.2005
Автор: Ніколаєв Віктор Олександрович
МПК: B23B 31/02
Мітки: подушок, кварто, кліті, валків, комплект
Формула / Реферат:
Комплект подушок валків кліті кварто, який включає подушки опорного і робочого валків, плунжери гідравлічних пристроїв, які встановлено у подушці нижнього робочого валка, частини висоти бокової площини контакту подушок робочих і опорних валків виконано з кутом нахилу 3-45°, який відрізняється тим, що подушка робочого валка виконана з двох частин, а сполучення поверхонь має нахил за напрямком обертання робочих валків.
Спосіб і прокатний стан для поліпшення випуску катаної металевої штаби, кінець якої виходить зі швидкістю прокатки
Номер патенту: 88332
Опубліковано: 12.10.2009
Автори: Зудау Петер, Йєпсен Олаф Норман
МПК: B21B 37/58, B21B 37/68
Мітки: катаної, виходить, металевої, кінець, прокатній, випуску, штаби, поліпшення, швидкістю, прокатки, якої, стан, спосіб
Формула / Реферат:
1. Спосіб поліпшення випуску металевої катаної штаби (1), кінець (1а) якої виходить зі швидкістю прокатки, з відповідної останньої прокатної кліті (2) багатоклітьового прокатного стана (3), при цьому під час прокатки між двома прокатними клітями (F1/F2; F2/F3...Fn), що ідуть одна за одною, для стабілізації проходження штаби встановлюють натяг () штаби, який відрізняється...
Прокатний стан з регулюванням валків по двох напрямках
Номер патенту: 66804
Опубліковано: 15.06.2004
Автори: Жао Лінжен, Женг Хонгжуан
МПК: B21B 31/16, B21B 13/14
Мітки: напрямках, прокатній, стан, регулюванням, двох, валків
Формула / Реферат:
1. Прокатний стан з регулюванням валків по двох напрямках для прокатки листа і штаби, який складається з таких основних елементів, як кліть стана, яка має форму рами (10), верхня система валків і нижня система валків, верхній люнет і нижній люнет, який відрізняється тим, що верхня і нижня системи валків сконструйовані таким чином, що мають вежоподібну конфігурацію, а рама, люнети і проміжний опорний механізм між рамою і люнетами прокатного...
Попередній патент: Похідні піразолу і їх застосування як інгібіторів рецепторних тирозинкіназ
Наступний патент: Електронна аерозольна сигарета
Випадковий патент: Капсула з ідентифікаційним кодом для приготування напою