Ливарна форма для лиття металів і спосіб її використання
Формула / Реферат
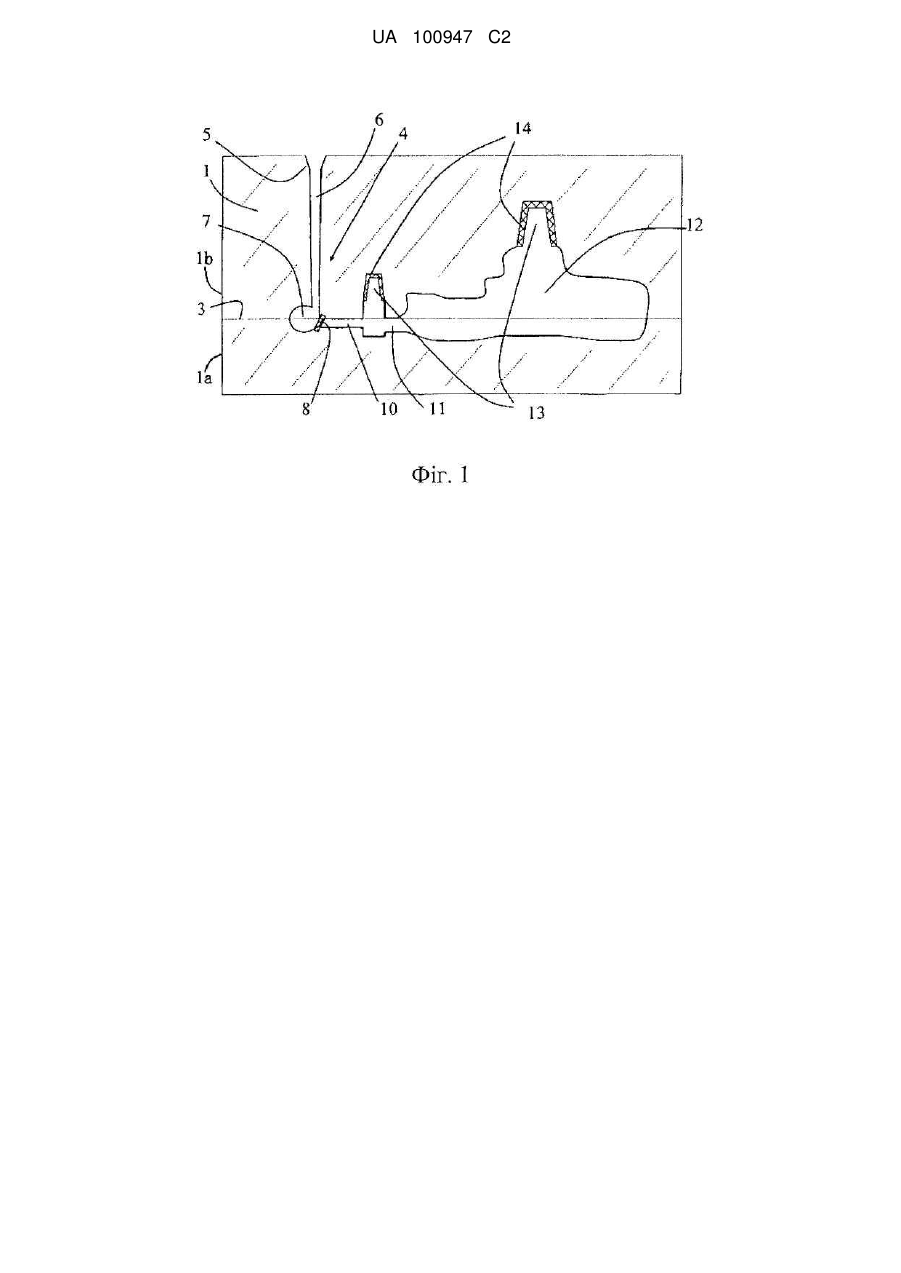
1. Ливарна форма (1, 50) для лиття металів, при цьому згадана ливарна форма має всередині порожнину, причому згадана порожнина має ливарну ділянку (12), і суміжну з нею ливникову систему (4), розташовану вище по потоку від ливарної ділянки (12), притому згадана ливникова система (4) містить розташовану вище по потоку вхідну ділянку (6, 58), розташовану нижче по потоку вихідну ділянку (10, 60) і вихрову камеру (7, 54), розміщену між вхідною і вихідною ділянками (6, 10; 58, 60), причому на ділянці сполучення між вихровою камерою (7, 54) і вихідною ділянкою (10, 60) передбачено фільтр (8, 62), яка відрізняється тим, що фільтр (8, 62) встановлений паралельно осі, відносно якої при експлуатації ливарної форми метал обертається у вихровій камері (7, 54), а подовжня вісь вхідної ділянки (6, 58) проходить через фільтр (8, 62).
2. Ливарна форма за п. 1, в якій вхідна ділянка (6, 58) є, по суті, вертикальною.
3. Ливарна форма за п. 2, в якій вихрова камера (54) містить накопичувач (68).
4. Ливарна форма за будь-яким з пп. 1-3, в якій кут, утворений між подовжньою віссю вхідної ділянки (58) і площиною розташованою вище по потоку поверхні (64) фільтра (62), якщо дивитися від вихрової камери (54) становить >90° і <180°.
5. Ливарна форма за будь-яким з пп. 1-4, в якій площа робочої поверхні фільтра (62) (виміряна в см2) менша або дорівнює 15 % від об'єму вихрової камери (54) (виміряного в см3).
6. Ливарна форма за будь-яким з пп. 1-5, в якій площа робочої поверхні фільтра (62) (виміряна в см2) більша або дорівнює 2 % від об'єму вихрової камери (54) (виміряного в см3).
7. Ливарна форма за будь-яким з пп. 1-6, в якій вихрова камера (54) має пару взаємно прямих і паралельних бічних стінок.
8. Ливарна форма за п. 7, в якій відстань між бічними стінками складає менше 150 % від ширини фільтра, виміряної у відповідній площині.
9. Ливарна форма за будь-яким з пп. 1-8, в якій фільтр (8, 62) являє собою пінний фільтр.
10. Ливарна форма за будь-яким з пп. 1-9, в якій фільтр (8, 62) розташований на периферійній поверхні вихрової камери (54).
11. Ливарна форма за будь-яким з пп. 1-10, в якій вихрова камера містить 2 вихідні ділянки і 2 фільтри, при цьому кожний фільтр розташований на ділянці сполучення між вихровою камерою і вихідною ділянкою.
12. Модель (70) для утворення вихрової камери (54) і змінних з нею частин вхідної і вихідної ділянок (58, 60) ливарної форми (50) згідно з будь-яким з пп. 1-11, в якій периферійна поверхня моделі (70) комплементарна формі вихрової камери (54), фільтру (62) і суміжним з нею частинам вхідної і вихідної ділянок (58, 60).
13. Вогнетривкий кожух для використання в ливарній формі за будь-яким з пп. 1-11, при цьому кожух містить вихрову камеру (172), розташовану між вхідною ділянкою (174) і вихідною ділянкою (176), причому кожух пристосований для приймання фільтра, в якому вхідна і вихідна ділянки (174, 176) лежать в одній площині і перпендикулярно осі, навколо якої при експлуатації метал обертається у вихровій камері (172).
14. Вогнетривкий кожух за п. 13, в якому вихідна ділянка (176) розташована на периферійній поверхні вихрової камери (172).
15. Вогнетривкий кожух за п. 13 або 14, що додатково містить фільтр (178), при цьому фільтр розташований на ділянці сполучення між вихровою камерою (172) і вихідною ділянкою (176), причому фільтр розміщений паралельно осі, відносно якої при експлуатації метал обертається у вихровій камері (172), а подовжня вісь вхідної ділянки (174) проходить через фільтр.
16. Спосіб підготовки ливарної форми (50) за будь-яким з пп. 1-11, що містить закладання моделі (70), що має периферійну поверхню, комплементарну формі ливарної порожнини, обкладання моделі (70) придатним формувальним матеріалом, отвердвужання згаданого формувального матеріалу і витягання моделі (70) з ливарної форми (50).
17. Спосіб формування металевого виливка, в якому формують ливарну форму (1, 50) з порожниною всередині, при цьому згадана порожнина має ливарну ділянку (12) і суміжну з нею ливникову систему (4) вище по потоку від ливарної ділянки (12), причому згадана ливникова система (4) містить розташовану вище по потоку вхідну ділянку (6, 58), розташовану нижче по потоку вихідну ділянку (10, 60) і вихрову камеру (7, 54) розташовану між вхідною і вихідною ділянками (6, 10; 58, 60), причому на ділянці сполучення між вихровою камерою (7, 54) і вихідною ділянкою (10, 60) встановлюють фільтр (8, 62), причому фільтр (8, 62) розміщують паралельно осі, відносно якої при експлуатації метал обертається у вихровій камері (7, 54), а подовжня вісь вхідної ділянки (6, 58) проходить через фільтр (8, 62); заливають розплавлений метал в порожнину таким чином, що він тече через вхідну ділянку (6, 58) і у вихрову камеру (7, 54); створюють обертальний рух розплавленого металу у вихровій камері (7, 54), що приводить до акумулювання включень в металі у вихровій камері (7, 54); забезпечують проходження розплавленого металу через фільтр (8, 62) у вихідну ділянку (10, 60) ливникової системи і потім в ливарну ділянку (12) ливарної порожнини; забезпечують тверднення розплавленого металу, а також відділення виливка від ливарної форми (1, 50).
18. Спосіб за п. 17, в якому фільтр (8, 62) являє собою пінний фільтр.
Текст
Реферат: Ливарна форма для лиття металів, що забезпечує видалення твердих домішок з розплавленого металу. Ливарна форма (50) мас всередині порожнину, при цьому згадана порожнина має ливарну ділянку і суміжну з нею ливникову систему, розташовану вище по потоку від ливарної ділянки, причому згадана ливникова система містить розташовану вище по потоку вхідну ділянку (58), розташовану нижче по потоку вихідну ділянку (60), а також вихрову камеру (54), розміщену між вхідною і вихідною ділянками (58, 60), в якій на ділянці сполучення між вихровою камерою (54) і вихідною ділянкою (60) розташований фільтр (62), при цьому вказаний фільтр (62) встановлений паралельно осі, відносно якої при експлуатації ливарної форми метал обертається у вихровій камер (54)і, а подовжня вісь вхідної ділянки (58) проходить через фільтр (62). Винахід стосується також способу підготовки ливарної форми, моделі для підготовки ливарної форми, кожуху для використання в ливарній формі і способу відливання із застосуванням ливарної форми. UA 100947 C2 (12) UA 100947 C2 UA 100947 C2 5 10 15 20 25 30 35 40 45 50 55 ОПИС Даний винахід стосується ливарної форми для лиття металів і способу лиття металів з використанням такої ливарної форми. Використання фільтрів при литті металів добре відоме. Фільтр в основному використовують для запобігання проникненню неметалічних включень в розплавленому металі у виливок. Наявність включень чинить шкідливий вплив на фінішну литу поверхню, механічні властивості і характеристики механічної обробки, і може привести до відбраковування виливка. Фільтри, зокрема, керамопінні фільтри, також зменшують турбулентність потоку металу і забезпечують удосконалення ливникової і впускної систем, і відповідно, підвищують продуктивність виготовлення виливків. При дрібних виливках, метал, як правило, надходить для відливання з використанням одного потоку металу і одного фільтра. Труднощі можуть виникнути при більш великих виливках, оскільки звичайний фільтр не має необхідної пропускної здатності для живлення крупного виливка, тобто він буде засмічуватися, що зменшить або зупинить потік металу і в результаті приведе до неповноти виливка. Тому необхідно або використовувати дуже великий фільтр, або використовувати декілька відфільтрованих потоків металу, що надходять для відливання. Проблеми можуть виникнути також через невелику фільтруючу здатність, що веде до засмічування фільтра і великого періоду часу, необхідного для заливання. Збільшення температури заливання металу може частково вирішити цю проблему, однак це може привести до інших проблем, що робить фільтрацію металу технічно і/або економічно непривабливою. Одним з розв'язань цієї проблеми є карусельний фільтр, наприклад, такий, що описаний в DE 42 29 417 С 2. Карусельний фільтр містить керамічний кожух для декількох фільтрів, які розташовані кільцем. Розплавлений метал проходить через фільтри із зовнішньої сторони кільця на вихід в центрі кришки кожуха. Карусельний фільтр забезпечує фільтрацію великого об'єму металу, але його застосування доцільне тільки для крупних виливків, частково через високу теплоємність керамічного кожуха і ливникових систем. Вихрова камера, відома також як вихровий ливник або доцентровий вловлювач, являє собою пристрій для видалення шлаку і інших домішок з розплаву (розплавленого металу). У пристрої використана різниця в густині між розплавом і небажаними матеріалами, зваженими або плаваючими в розплаві. Пристрій забезпечує обертання розплаву, внаслідок чого важкий метал виступає назовні, а легкі домішки йдуть всередину, де вони коагулють і спливають вгору. У RU2213641 описаний модифікований шлакоуловлювач в ливарній формі у вигляді порожнинної бобишки, що має вставку (яка може містити фільтр) для основи і металоприймач під вставкою. Вставка має кільцеподібний виступ, паралельний стінкам порожнини-бобишки, наприклад, такий, що спочатку при надходженні металу в порожнину-бобишку він обтікає зазор між порожниною і виступом. Як стверджується, шлак при цьому спливає вгору і концентрується у верхній частині порожнини-бобишки, в той час як розплав тече вниз через вставку в металоприймачі, а потім в ливарну форму. Об'єктом одного з аспектів даного винаходу є забезпечення способу відливання розплавленого металу, що знижує вміст шлаку і інших домішок у виливку за допомогою вихрової камери. Відповідно до першого аспекту даного винаходу, пропонується ливарна форма для лиття металів, при цьому в згаданій ливарній формі є порожнина, причому згадана порожнина має ливарну ділянку і суміжну з нею ливникову систему вище по потоку від ливарної ділянки, притому згадана ливникова система містить розташовану вище по потоку вхідну ділянку, розташовану нижче по потоку вихідну ділянку і вихрову камеру, розташовану між вхідною і вихідною ділянками, причому на ділянці сполучення між вихровою камерою і вихідною ділянкою розміщений фільтр, і при цьому фільтр розташований паралельно осі, навколо якої при експлуатації обертається метал у вихровій камері, а подовжня вісь вхідної ділянки проходить через фільтр. Використовуваний тут термін «розташований вище по потоку» і «розташований нижче по потоку» стосуються загального напрямку потоку металу в ливарній формі під час лиття. Використовуваний тут термін «вихрова камера» являє собою камеру, яка надає обертального руху розплавленому металу, що проходить через неї (відносно загального руху металу через ливникову систему). У деяких варіантах здійснення, вихрова камера має одну або декілька зігнутих поверхонь, які сприяють обертанню металу у вихровій камері. Периферійна поверхня вихрової камери може мати круглий переріз. У згаданій периферійній поверхні може бути розташований фільтр. 1 UA 100947 C2 5 10 15 20 25 30 35 40 45 50 55 60 Вихідна ділянка в ливарній формі буде загалом горизонтальною, в той час як орієнтація вхідної ділянки не обмежена. У одній належній серії варіантів здійснення вхідна ділянка є по суті вертикальною, тоді як в альтернативній серії варіантів здійснення вхідна ділянка є по суті горизонтальною. Зокрема, у випадку з горизонтальною вхідною ділянкою фахівець, який має належні знання, по достоїнству оцінить, що ливникова система звичайно включає в себе стояк для приймання розплавленого металу вище по потоку від вхідної ділянки. У тих варіантах здійснення, де і вхідна, і вихідна ділянки є горизонтальними, вони можуть переважно лежати частково або повністю в загальній горизонтальній площині. Подовжня вісь вхідної ділянки проходить через фільтр. Потрібно мати на увазі, що в тих варіантах здійснення, в яких вхідна ділянка орієнтована вертикально щонайменше частина потоку металу, що надходить у вихрову камеру, буде впливати безпосередньо на фільтр. У певному варіанті здійснення, кут, утворений між подовжньою віссю вхідної ділянки і площиною розташованою вище по потоку поверхні фільтра, якщо дивитися з боку вихрової камери, становить >90° і 100° і/або 120° і/або 90° і
ДивитисяДодаткова інформація
Назва патенту англійськоюMould for casting metal and method of use thereof
Автори англійськоюFilip, Petr, Hrabina, David, Burns, Mairtin
Назва патенту російськоюЛитейная форма для литья металлов и способ ее использования
Автори російськоюФилип Петр, Грабина Давид, Бернс Маиртин
МПК / Мітки
МПК: B22D 43/00, B22C 7/04, B22C 9/08
Мітки: використання, металів, лиття, спосіб, ливарна, форма
Код посилання
<a href="https://ua.patents.su/19-100947-livarna-forma-dlya-littya-metaliv-i-sposib-vikoristannya.html" target="_blank" rel="follow" title="База патентів України">Ливарна форма для лиття металів і спосіб її використання</a>
Ливарна форма для скляного посуду і спосіб її охолодження
Номер патенту: 71910
Опубліковано: 17.01.2005
Автори: Хемблі Дейвід Л., Льюіс Дейвід Л.
МПК: C03B 9/00, C03B 11/06, C03B 11/12
Мітки: скляного, ливарна, форма, охолодження, посуду, спосіб
Формула / Реферат:
1. Ливарна форма для формування скляного посуду, яка містить в собі: принаймні один корпус (6 або 42) з двома протилежними торцями (6а, 6b) та виконаною за одне ціле з ним теплопровідною системою, який має центральну ділянку з поверхнею (7 або 7а) формування для надання форми розплавленому склу і з поздовжньою віссю, яка проходить по поздовжній осі ливарної форми, та периферійну ділянку, що знаходиться в радіальному напрямку назовні відносно...
Формувальна суміш для виготовлення ливарних форм для лиття металів, спосіб виготовлення ливарних форм, ливарна форма та її застосування
Номер патенту: 100030
Опубліковано: 12.11.2012
Автори: Кьоршген Йорг, Фрон Маркус, Кох Дітер, Мюллер Дженс
Мітки: суміш, застосування, спосіб, металів, ливарних, форма, форм, виготовлення, лиття, формувальна, ливарна
Формула / Реферат:
1. Формувальна суміш для виготовлення ливарних форм для лиття металів, що містить щонайменше:- вогнетривкий основний формувальний матеріал,- зв'язувальний матеріал, на основі рідкого скла,- частку часток оксиду металу, що вибрана із групи двооксиду кремнію, оксиду алюмінію, оксиду титану та оксиду цинку,яка відрізняється тим, що додатково формувальна суміш містить частку щонайменше одного тенсиду.2....
Ливарна форма для лиття
Номер патенту: 100714
Опубліковано: 25.01.2013
Автор: Годд Себастьян
МПК: B29C 33/20, B22D 17/00, B29C 45/64
Формула / Реферат:
1. Ливарна форма (1) для лиття, зокрема, методом уприскування, що включає дві ливарні півформи (2, 3), кожна з яких визначена боковою поверхнею (21, 31), передньою поверхнею (22, 32) і задньою поверхнею (23, 33), при цьому принаймні одна з двох ливарних півформ виконана для з'єднання з пристроєм відкриття і закриття ливарної форми, обидві ливарні півформи (2, 3) здатні контактувати по лінії роз'єму (11), коли ливарна форма (1) знаходиться в...
Ливарна форма для виготовлення злитка алюмінію
Номер патенту: 66969
Опубліковано: 15.06.2004
Автори: Левін Павло Борисович, Віткалов Іван Сергійович, Бондаренко Сергій Вікторович
МПК: B22C 9/00
Мітки: злитка, ливарна, форма, виготовлення, алюмінію
Формула / Реферат:
Ливарна форма для виготовлення злитка алюмінію, яка містить корпус з виконаною в ньому порожниною для заливання розплавленого алюмінію, при цьому порожнина виконана трапецієподібної чи іншої геометричної форми зі стінками і дном, яка відрізняється тим, що на дні порожнини ливарної форми виконано не менше двох заглиблень, при цьому згадані заглиблення можуть бути виконані як симетрично до геометричних осей ливарної форми, так і не симетрично...
Ливарна форма для пластмас

Номер патенту: 10263
Опубліковано: 15.11.2005
Автори: Злотенко Борис Миколайович, Синюк Олег Миколайович, Кулік Тетяна Ігорівна
МПК: B29C 45/73
Мітки: пластмас, форма, ливарна
Формула / Реферат:
Ливарна форма для пластмас, що містить формоутворюючі елементи і систему охолодження, виконану у вигляді коаксіально розміщених зовнішньої та внутрішньої вставок з електропровідного матеріалу, з'єднаних між собою поперечними електричними провідниками, матеріал яких забезпечує появу ефекту Пельтьє в місцях їх з'єднання з вставками, яка відрізняється тим, що у внутрішній вставці виконаний отвір, з'єднаний електроізоляційними трубами з насосом...
Попередній патент: Захищена вставка для ємностей для рідин
Наступний патент: Титанова емаль
Випадковий патент: Заглибний насос для скраплених газів