Пакувальна плівка та спосіб екструзійного ламінування пакувальної плівки


Формула / Реферат
1. Пакувальна плівка, що здатна підтримувати структурну цілісність під час експлуатації, і яка містить:
зовнішній шар монополотна з включенням органоглини, що містить герметизуючий шар, що відшаровується, для формування зварного шва;
нижній базовий шар, що містить металізований полімер, при цьому метал нанесено щонайменше на одну поверхню шару на основі полімеру;
співекструдований сполучний шар, розташований між зовнішнім шаром і нижнім базовим шаром, при цьому співекструдований сполучний шар містить один або декілька шарів на основі поліетилену й один або декілька шарів на основі співполімеру етилену й акрилової кислоти;
співполімер етилену й акрилової кислоти зв'язаний з металом, що входить до складу металізованого полімеру нижнього базового шару; і
відношення товщини поліетилену до товщини співполімеру етилену й акрилової кислоти становить від приблизно 1:1 до приблизно 5:1 для того, щоб пакувальна плівка мала конфігурацію для деформації як одну цільну структуру при впливі деформуючого напруження на зовнішню поверхню пакувальної плівки.
2. Пакувальна плівка за п. 1, яка відрізняється тим, що співекструдований сполучний шар містить два шари на основі поліетилену й один шар на основі співполімеру етилену й акрилової кислоти.
3. Пакувальна плівка за будь-яким із пп. 1-2, яка відрізняється тим, що сполучний шар характеризується загальною товщиною, яка становить від приблизно 5 до приблизно 30 мкм, при цьому товщина співполімеру етилену й акрилової кислоти становить від приблизно 1 до приблизно 5 відсотків від загальної товщини сполучного шару.
4. Пакувальна плівка за будь-яким із пп. 1-3, яка відрізняється тим, що металізований полімер містить метал, нанесений на поліефір.
5. Пакувальна плівка за будь-яким із пп. 1-4, яка відрізняється тим, що співекструдований сполучний шар розташований за допомогою екструзійного ламінування між зовнішнім шаром і базовим шаром.
6. Пакувальна плівка за будь-яким із пп. 1-5, яка відрізняється тим, що поліетилен являє собою поліетилен низької щільності, який характеризується щільністю від приблизно 0,9 до приблизно 0,93 г/см2.
7. Пакувальна плівка за будь-яким із пп. 1-6, яка відрізняється тим, що зовнішній шар містить перший шар, який характеризується наявністю від приблизно 3 до приблизно 40 відсотків неорганічного наповнювача, від приблизно 5 до приблизно 25 відсотків лінійного поліетилену низької щільності з щепленим малеїновим ангідридом і від приблизно 50 до приблизно 95 відсотків етиленвінілацетату, який характеризується вмістом вінілацетату від приблизно 4 до приблизно 12 відсотків.
8. Пакувальна плівка за п. 7, яка відрізняється тим, що неорганічний наповнювач являє собою мікророзмірний або нанорозмірний органічно модифікований монтморилоніт.
9. Пакувальна плівка за п. 7, яка відрізняється тим, що зовнішній шар містить другий шар на основі поліетилену, при цьому другий шар на основі поліетилену зв'язаний з поліетиленом, що входить до складу сполучного шару.
10. Пакувальна плівка за будь-яким із пп. 1-9, яка відрізняється тим, що співполімер етилену й акрилової кислоти містить від приблизно 3 до приблизно 20 відсотків акрилової кислоти.
11. Спосіб екструзійного ламінування пакувальної плівки, що здатна підтримувати структурну цілісність під час експлуатації, який включає:
подачу зовнішнього шару герметика монополотна з включеннями органоглини для формування зварного шва в зазор головки для здійснення екструзійного ламінування;
подачу нижнього базового шару, що містить металізований полімер, при цьому метал нанесено щонайменше на одну поверхню шару на основі полімеру, в зазор головки для здійснення екструзійного ламінування;
спільне екструдування в зазор між зовнішнім шаром і нижнім базовим шаром сполучного шару, що містить один або декілька шарів на основі поліетилену й один або декілька шарів на основі співполімеру етилену й акрилової кислоти;
при цьому співполімер етилену й акрилової кислоти екструдують так, щоб він був зв'язаний з металом, що входить до складу металізованого полімеру нижнього базового шару; і
відношення товщини поліетилену до товщини співполімеру етилену й акрилової кислоти становить від приблизно 19:1 до приблизно 70:1 для того, щоб пакувальна плівка мала конфігурацію для деформації як одна цільна структура при впливі деформуючого напруження на зовнішню поверхню пакувальної плівки.
12. Спосіб за п. 11, який відрізняється тим, що співекструдований сполучний шар містить два шари на основі поліетилену й один шар на основі співполімеру етилену й акрилової кислоти.
13. Спосіб за будь-яким із пп. 11-12, який відрізняється тим, що сполучний шар характеризується загальною товщиною, яка становить від приблизно 5 до приблизно 20 мкм, при цьому товщина співполімеру етилену й акрилової кислоти становить від приблизно 1 до приблизно 5 відсотків від загальної товщини сполучного шару.
14. Спосіб за будь-яким із пп. 11-13, який відрізняється тим, що металізований полімер містить метал, нанесений на поліефір.
15. Спосіб за будь-яким із пп. 11-14, який відрізняється тим, що співекструдований сполучний шар розташовують за допомогою екструзійного ламінування між зовнішнім шаром і базовим шаром.
16. Спосіб за будь-яким із пп. 11-15, який відрізняється тим, що поліетилен являє собою поліетилен низької щільності, який характеризується щільністю від приблизно 0,9 до приблизно 0,93 г/см2.
17. Спосіб за будь-яким із пп. 11-16, який відрізняється тим, що зовнішній шар містить перший шар, який характеризується наявністю від приблизно 3 до приблизно 40 відсотків неорганічного наповнювача, від приблизно 5 до приблизно 25 відсотків лінійного поліетилену низької щільності з щепленим малеїновим ангідридом і від приблизно 50 до приблизно 95 відсотків етиленвінілацетату, який характеризується вмістом вінілацетату від приблизно 4 до приблизно 12 відсотків.
18. Спосіб за п. 17, який відрізняється тим, що неорганічний наповнювач являє собою мікророзмірний або нанорозмірний органічно модифікований монтморилоніт.
19. Спосіб за п. 17, який відрізняється тим, що зовнішній шар містить другий шар на основі поліетилену, при цьому другий шар на основі поліетилену зв'язаний з поліетиленом, що входить до складу сполучного шару.
20. Спосіб за будь-яким із пп. 11-19, який відрізняється тим, що співполімер етилену й акрилової кислоти містить від приблизно 3 до приблизно 20 відсотків акрилової кислоти.
21. Пакувальна плівка за будь-яким із пп. 11-20, яка відрізняється тим, що герметик з включеннями органоглини містить органоглину та інші неорганічні наповнювачі, включаючи органічно модифіковану глину, таку як мікророзмірні або нанорозмірні наповнючачі на основі глини, карбонат кальцію, монтморилоніт, мікрокристалічний кремній, доломіт, тальк, слюду, оксиди або їх поєднання.
Текст
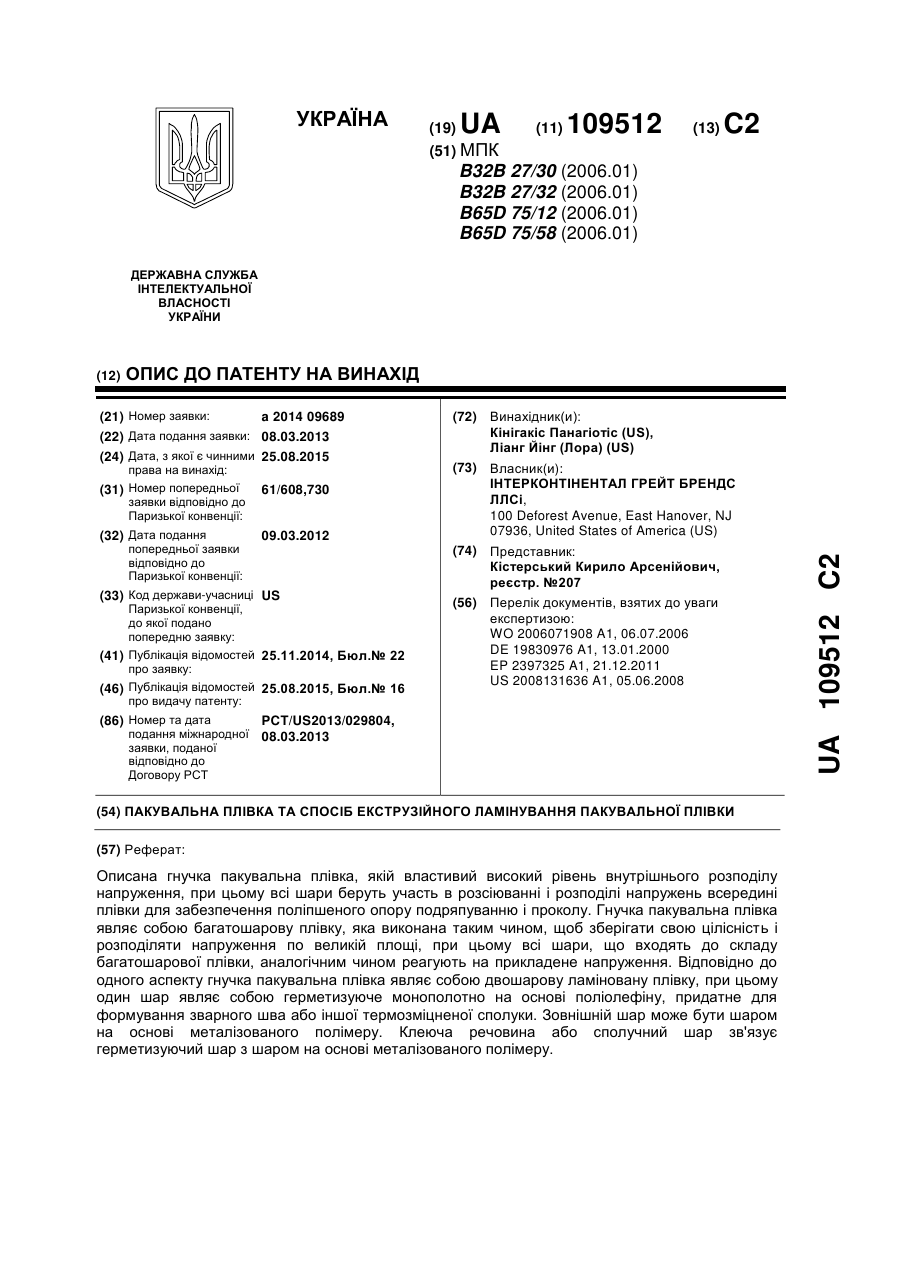
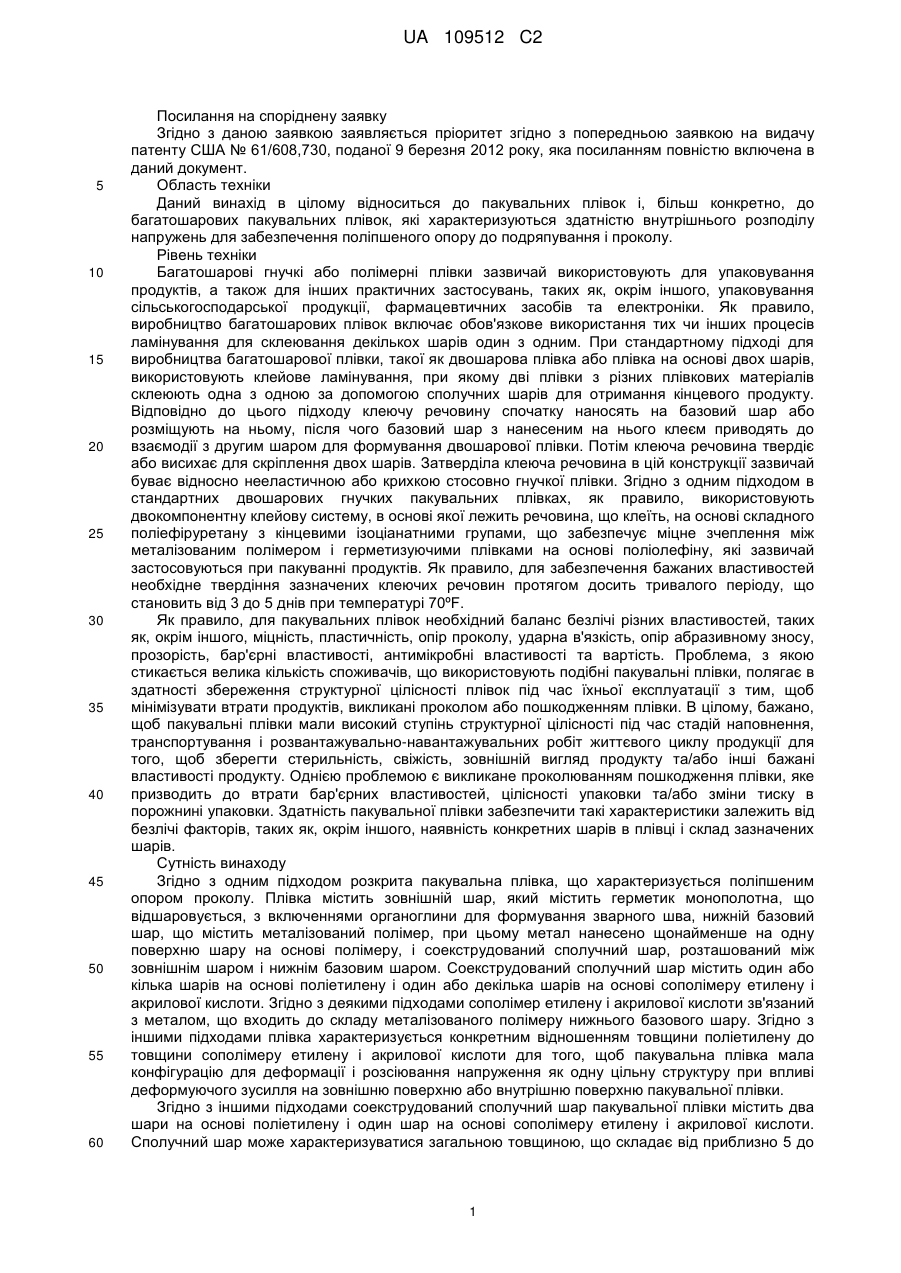
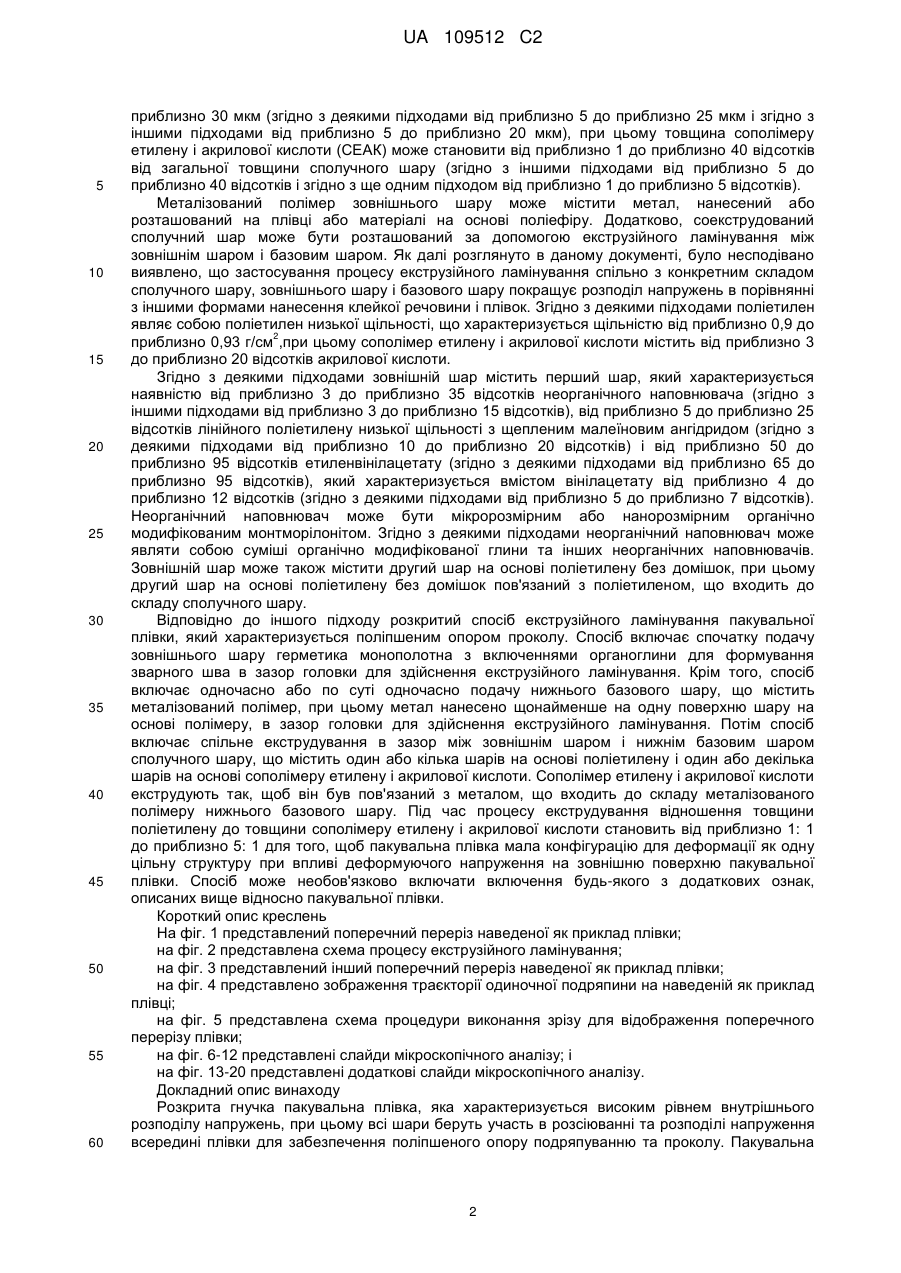
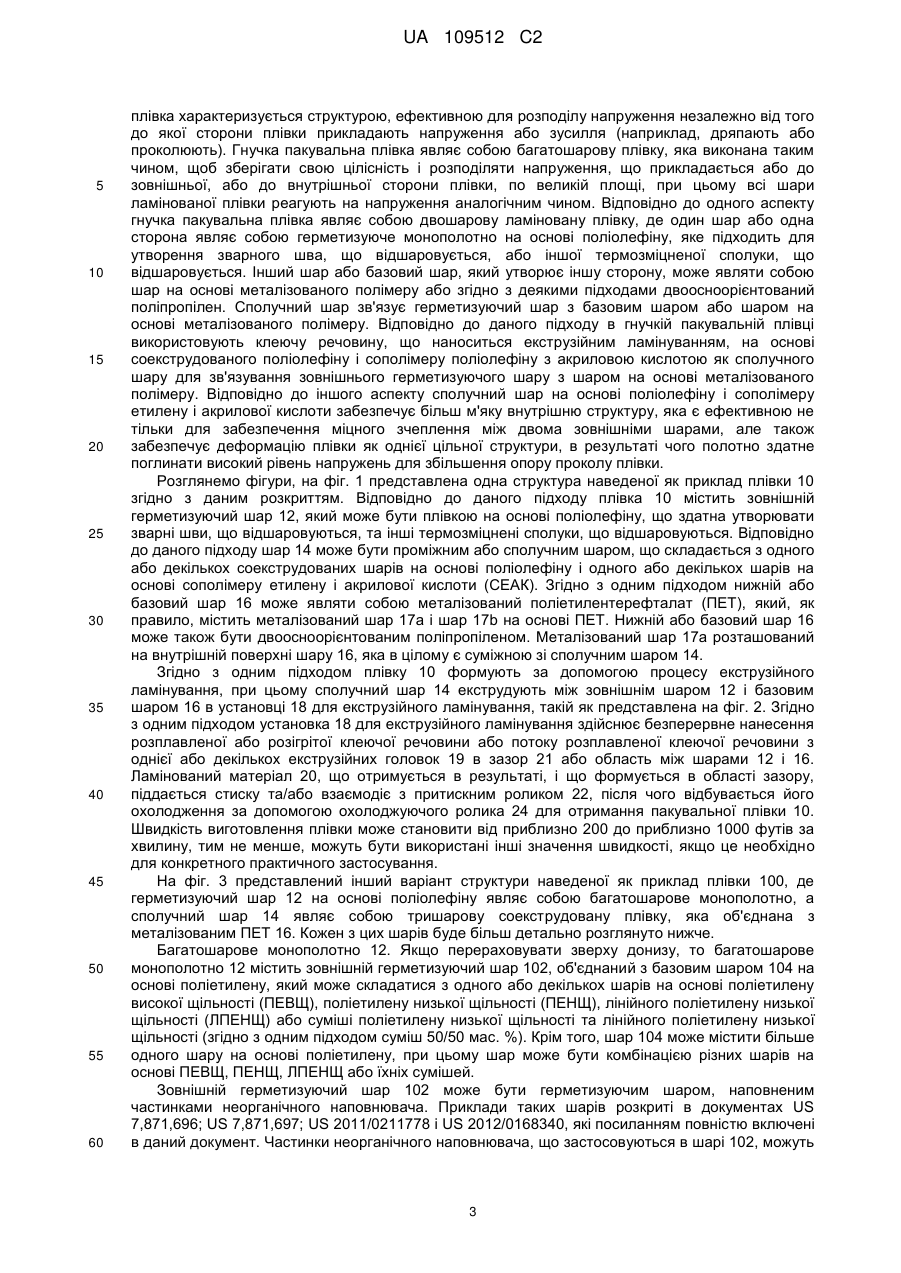
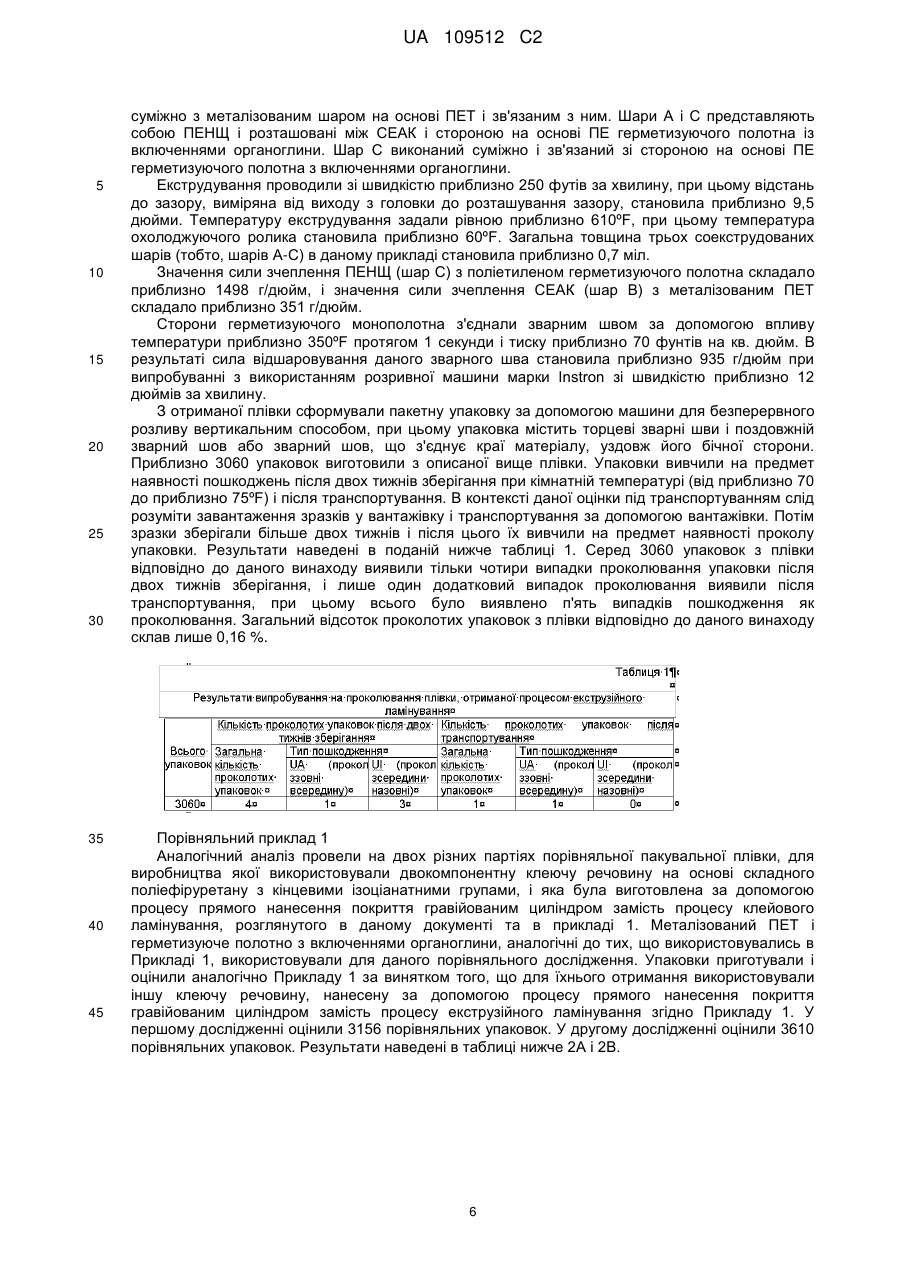
Реферат: Описана гнучка пакувальна плівка, якій властивий високий рівень внутрішнього розподілу напруження, при цьому всі шари беруть участь в розсіюванні і розподілі напружень всередині плівки для забезпечення поліпшеного опору подряпуванню і проколу. Гнучка пакувальна плівка являє собою багатошарову плівку, яка виконана таким чином, щоб зберігати свою цілісність і розподіляти напруження по великій площі, при цьому всі шари, що входять до складу багатошарової плівки, аналогічним чином реагують на прикладене напруження. Відповідно до одного аспекту гнучка пакувальна плівка являє собою двошарову ламіновану плівку, при цьому один шар являє собою герметизуюче монополотно на основі поліолефіну, придатне для формування зварного шва або іншої термозміцненої сполуки. Зовнішній шар може бути шаром на основі металізованого полімеру. Клеюча речовина або сполучний шар зв'язує герметизуючий шар з шаром на основі металізованого полімеру. UA 109512 C2 (12) UA 109512 C2 UA 109512 C2 5 10 15 20 25 30 35 40 45 50 55 60 Посилання на споріднену заявку Згідно з даною заявкою заявляється пріоритет згідно з попередньою заявкою на видачу патенту США № 61/608,730, поданої 9 березня 2012 року, яка посиланням повністю включена в даний документ. Область техніки Даний винахід в цілому відноситься до пакувальних плівок і, більш конкретно, до багатошарових пакувальних плівок, які характеризуються здатністю внутрішнього розподілу напружень для забезпечення поліпшеного опору до подряпування і проколу. Рівень техніки Багатошарові гнучкі або полімерні плівки зазвичай використовують для упаковування продуктів, а також для інших практичних застосувань, таких як, окрім іншого, упаковування сільськогосподарської продукції, фармацевтичних засобів та електроніки. Як правило, виробництво багатошарових плівок включає обов'язкове використання тих чи інших процесів ламінування для склеювання декількох шарів один з одним. При стандартному підході для виробництва багатошарової плівки, такої як двошарова плівка або плівка на основі двох шарів, використовують клейове ламінування, при якому дві плівки з різних плівкових матеріалів склеюють одна з одною за допомогою сполучних шарів для отримання кінцевого продукту. Відповідно до цього підходу клеючу речовину спочатку наносять на базовий шар або розміщують на ньому, після чого базовий шар з нанесеним на нього клеєм приводять до взаємодії з другим шаром для формування двошарової плівки. Потім клеюча речовина твердіє або висихає для скріплення двох шарів. Затверділа клеюча речовина в цій конструкції зазвичай буває відносно нееластичною або крихкою стосовно гнучкої плівки. Згідно з одним підходом в стандартних двошарових гнучких пакувальних плівках, як правило, використовують двокомпонентну клейову систему, в основі якої лежить речовина, що клеїть, на основі складного поліефіруретану з кінцевими ізоціанатними групами, що забезпечує міцне зчеплення між металізованим полімером і герметизуючими плівками на основі поліолефіну, які зазвичай застосовуються при пакуванні продуктів. Як правило, для забезпечення бажаних властивостей необхідне твердіння зазначених клеючих речовин протягом досить тривалого періоду, що становить від 3 до 5 днів при температурі 70ºF. Як правило, для пакувальних плівок необхідний баланс безлічі різних властивостей, таких як, окрім іншого, міцність, пластичність, опір проколу, ударна в'язкість, опір абразивному зносу, прозорість, бар'єрні властивості, антимікробні властивості та вартість. Проблема, з якою стикається велика кількість споживачів, що використовують подібні пакувальні плівки, полягає в здатності збереження структурної цілісності плівок під час їхньої експлуатації з тим, щоб мінімізувати втрати продуктів, викликані проколом або пошкодженням плівки. В цілому, бажано, щоб пакувальні плівки мали високий ступінь структурної цілісності під час стадій наповнення, транспортування і розвантажувально-навантажувальних робіт життєвого циклу продукції для того, щоб зберегти стерильність, свіжість, зовнішній вигляд продукту та/або інші бажані властивості продукту. Однією проблемою є викликане проколюванням пошкодження плівки, яке призводить до втрати бар'єрних властивостей, цілісності упаковки та/або зміни тиску в порожнині упаковки. Здатність пакувальної плівки забезпечити такі характеристики залежить від безлічі факторів, таких як, окрім іншого, наявність конкретних шарів в плівці і склад зазначених шарів. Сутність винаходу Згідно з одним підходом розкрита пакувальна плівка, що характеризується поліпшеним опором проколу. Плівка містить зовнішній шар, який містить герметик монополотна, що відшаровується, з включеннями органоглини для формування зварного шва, нижній базовий шар, що містить металізований полімер, при цьому метал нанесено щонайменше на одну поверхню шару на основі полімеру, і соекструдований сполучний шар, розташований між зовнішнім шаром і нижнім базовим шаром. Соекструдований сполучний шар містить один або кілька шарів на основі поліетилену і один або декілька шарів на основі сополімеру етилену і акрилової кислоти. Згідно з деякими підходами сополімер етилену і акрилової кислоти зв'язаний з металом, що входить до складу металізованого полімеру нижнього базового шару. Згідно з іншими підходами плівка характеризується конкретним відношенням товщини поліетилену до товщини сополімеру етилену і акрилової кислоти для того, щоб пакувальна плівка мала конфігурацію для деформації і розсіювання напруження як одну цільну структуру при впливі деформуючого зусилля на зовнішню поверхню або внутрішню поверхню пакувальної плівки. Згідно з іншими підходами соекструдований сполучний шар пакувальної плівки містить два шари на основі поліетилену і один шар на основі сополімеру етилену і акрилової кислоти. Сполучний шар може характеризуватися загальною товщиною, що складає від приблизно 5 до 1 UA 109512 C2 5 10 15 20 25 30 35 40 45 50 55 60 приблизно 30 мкм (згідно з деякими підходами від приблизно 5 до приблизно 25 мкм і згідно з іншими підходами від приблизно 5 до приблизно 20 мкм), при цьому товщина сополімеру етилену і акрилової кислоти (СЕАК) може становити від приблизно 1 до приблизно 40 відсотків від загальної товщини сполучного шару (згідно з іншими підходами від приблизно 5 до приблизно 40 відсотків і згідно з ще одним підходом від приблизно 1 до приблизно 5 відсотків). Металізований полімер зовнішнього шару може містити метал, нанесений або розташований на плівці або матеріалі на основі поліефіру. Додатково, соекструдований сполучний шар може бути розташований за допомогою екструзійного ламінування між зовнішнім шаром і базовим шаром. Як далі розглянуто в даному документі, було несподівано виявлено, що застосування процесу екструзійного ламінування спільно з конкретним складом сполучного шару, зовнішнього шару і базового шару покращує розподіл напружень в порівнянні з іншими формами нанесення клейкої речовини і плівок. Згідно з деякими підходами поліетилен являє собою поліетилен низької щільності, що характеризується щільністю від приблизно 0,9 до 2 приблизно 0,93 г/см ,при цьому сополімер етилену і акрилової кислоти містить від приблизно 3 до приблизно 20 відсотків акрилової кислоти. Згідно з деякими підходами зовнішній шар містить перший шар, який характеризується наявністю від приблизно 3 до приблизно 35 відсотків неорганічного наповнювача (згідно з іншими підходами від приблизно 3 до приблизно 15 відсотків), від приблизно 5 до приблизно 25 відсотків лінійного поліетилену низької щільності з щепленим малеїновим ангідридом (згідно з деякими підходами від приблизно 10 до приблизно 20 відсотків) і від приблизно 50 до приблизно 95 відсотків етиленвінілацетату (згідно з деякими підходами від приблизно 65 до приблизно 95 відсотків), який характеризується вмістом вінілацетату від приблизно 4 до приблизно 12 відсотків (згідно з деякими підходами від приблизно 5 до приблизно 7 відсотків). Неорганічний наповнювач може бути мікророзмірним або нанорозмірним органічно модифікованим монтморілонітом. Згідно з деякими підходами неорганічний наповнювач може являти собою суміші органічно модифікованої глини та інших неорганічних наповнювачів. Зовнішній шар може також містити другий шар на основі поліетилену без домішок, при цьому другий шар на основі поліетилену без домішок пов'язаний з поліетиленом, що входить до складу сполучного шару. Відповідно до іншого підходу розкритий спосіб екструзійного ламінування пакувальної плівки, який характеризується поліпшеним опором проколу. Спосіб включає спочатку подачу зовнішнього шару герметика монополотна з включеннями органоглини для формування зварного шва в зазор головки для здійснення екструзійного ламінування. Крім того, спосіб включає одночасно або по суті одночасно подачу нижнього базового шару, що містить металізований полімер, при цьому метал нанесено щонайменше на одну поверхню шару на основі полімеру, в зазор головки для здійснення екструзійного ламінування. Потім спосіб включає спільне екструдування в зазор між зовнішнім шаром і нижнім базовим шаром сполучного шару, що містить один або кілька шарів на основі поліетилену і один або декілька шарів на основі сополімеру етилену і акрилової кислоти. Сополімер етилену і акрилової кислоти екструдують так, щоб він був пов'язаний з металом, що входить до складу металізованого полімеру нижнього базового шару. Під час процесу екструдування відношення товщини поліетилену до товщини сополімеру етилену і акрилової кислоти становить від приблизно 1: 1 до приблизно 5: 1 для того, щоб пакувальна плівка мала конфігурацію для деформації як одну цільну структуру при впливі деформуючого напруження на зовнішню поверхню пакувальної плівки. Спосіб може необов'язково включати включення будь-якого з додаткових ознак, описаних вище відносно пакувальної плівки. Короткий опис креслень На фіг. 1 представлений поперечний переріз наведеної як приклад плівки; на фіг. 2 представлена схема процесу екструзійного ламінування; на фіг. 3 представлений інший поперечний переріз наведеної як приклад плівки; на фіг. 4 представлено зображення траєкторії одиночної подряпини на наведеній як приклад плівці; на фіг. 5 представлена схема процедури виконання зрізу для відображення поперечного перерізу плівки; на фіг. 6-12 представлені слайди мікроскопічного аналізу; і на фіг. 13-20 представлені додаткові слайди мікроскопічного аналізу. Докладний опис винаходу Розкрита гнучка пакувальна плівка, яка характеризується високим рівнем внутрішнього розподілу напружень, при цьому всі шари беруть участь в розсіюванні та розподілі напруження всередині плівки для забезпечення поліпшеного опору подряпуванню та проколу. Пакувальна 2 UA 109512 C2 5 10 15 20 25 30 35 40 45 50 55 60 плівка характеризується структурою, ефективною для розподілу напруження незалежно від того до якої сторони плівки прикладають напруження або зусилля (наприклад, дряпають або проколюють). Гнучка пакувальна плівка являє собою багатошарову плівку, яка виконана таким чином, щоб зберігати свою цілісність і розподіляти напруження, що прикладається або до зовнішньої, або до внутрішньої сторони плівки, по великій площі, при цьому всі шари ламінованої плівки реагують на напруження аналогічним чином. Відповідно до одного аспекту гнучка пакувальна плівка являє собою двошарову ламіновану плівку, де один шар або одна сторона являє собою герметизуюче монополотно на основі поліолефіну, яке підходить для утворення зварного шва, що відшаровується, або іншої термозміцненої сполуки, що відшаровується. Інший шар або базовий шар, який утворює іншу сторону, може являти собою шар на основі металізованого полімеру або згідно з деякими підходами двоосноорієнтований поліпропілен. Сполучний шар зв'язує герметизуючий шар з базовим шаром або шаром на основі металізованого полімеру. Відповідно до даного підходу в гнучкій пакувальній плівці використовують клеючу речовину, що наноситься екструзійним ламінуванням, на основі соекструдованого поліолефіну і сополімеру поліолефіну з акриловою кислотою як сполучного шару для зв'язування зовнішнього герметизуючого шару з шаром на основі металізованого полімеру. Відповідно до іншого аспекту сполучний шар на основі поліолефіну і сополімеру етилену і акрилової кислоти забезпечує більш м'яку внутрішню структуру, яка є ефективною не тільки для забезпечення міцного зчеплення між двома зовнішніми шарами, але також забезпечує деформацію плівки як однієї цільної структури, в результаті чого полотно здатне поглинати високий рівень напружень для збільшення опору проколу плівки. Розглянемо фігури, на фіг. 1 представлена одна структура наведеної як приклад плівки 10 згідно з даним розкриттям. Відповідно до даного підходу плівка 10 містить зовнішній герметизуючий шар 12, який може бути плівкою на основі поліолефіну, що здатна утворювати зварні шви, що відшаровуються, та інші термозміцнені сполуки, що відшаровуються. Відповідно до даного підходу шар 14 може бути проміжним або сполучним шаром, що складається з одного або декількох соекструдованих шарів на основі поліолефіну і одного або декількох шарів на основі сополімеру етилену і акрилової кислоти (СЕАК). Згідно з одним підходом нижній або базовий шар 16 може являти собою металізований поліетилентерефталат (ПЕТ), який, як правило, містить металізований шар 17a і шар 17b на основі ПЕТ. Нижній або базовий шар 16 може також бути двоосноорієнтованим поліпропіленом. Металізований шар 17a розташований на внутрішній поверхні шару 16, яка в цілому є суміжною зі сполучним шаром 14. Згідно з одним підходом плівку 10 формують за допомогою процесу екструзійного ламінування, при цьому сполучний шар 14 екструдують між зовнішнім шаром 12 і базовим шаром 16 в установці 18 для екструзійного ламінування, такій як представлена на фіг. 2. Згідно з одним підходом установка 18 для екструзійного ламінування здійснює безперервне нанесення розплавленої або розігрітої клеючої речовини або потоку розплавленої клеючої речовини з однієї або декількох екструзійних головок 19 в зазор 21 або область між шарами 12 і 16. Ламінований матеріал 20, що отримується в результаті, і що формується в області зазору, піддається стиску та/або взаємодіє з притискним роликом 22, після чого відбувається його охолодження за допомогою охолоджуючого ролика 24 для отримання пакувальної плівки 10. Швидкість виготовлення плівки може становити від приблизно 200 до приблизно 1000 футів за хвилину, тим не менше, можуть бути використані інші значення швидкості, якщо це необхідно для конкретного практичного застосування. На фіг. 3 представлений інший варіант структури наведеної як приклад плівки 100, де герметизуючий шар 12 на основі поліолефіну являє собою багатошарове монополотно, а сполучний шар 14 являє собою тришарову соекструдовану плівку, яка об'єднана з металізованим ПЕТ 16. Кожен з цих шарів буде більш детально розглянуто нижче. Багатошарове монополотно 12. Якщо перераховувати зверху донизу, то багатошарове монополотно 12 містить зовнішній герметизуючий шар 102, об'єднаний з базовим шаром 104 на основі поліетилену, який може складатися з одного або декількох шарів на основі поліетилену високої щільності (ПЕВЩ), поліетилену низької щільності (ПЕНЩ), лінійного поліетилену низької щільності (ЛПЕНЩ) або суміші поліетилену низької щільності та лінійного поліетилену низької щільності (згідно з одним підходом суміш 50/50 мас. %). Крім того, шар 104 може містити більше одного шару на основі поліетилену, при цьому шар може бути комбінацією різних шарів на основі ПЕВЩ, ПЕНЩ, ЛПЕНЩ або їхніх сумішей. Зовнішній герметизуючий шар 102 може бути герметизуючим шаром, наповненим частинками неорганічного наповнювача. Приклади таких шарів розкриті в документах US 7,871,696; US 7,871,697; US 2011/0211778 і US 2012/0168340, які посиланням повністю включені в даний документ. Частинки неорганічного наповнювача, що застосовуються в шарі 102, можуть 3 UA 109512 C2 5 10 15 20 25 30 35 40 45 50 55 60 являти собою органоглину або органічно модифіковану глину, наприклад, мікророзмірні або нанорозмірні наповнювачі на основі глини, карбонат кальцію, монтморілоніт, мікрокристалічний кремній, доломіт, тальк, слюду, оксиди (оксиди кремнію, оксиди алюмінію, оксиди титану тощо) та інші добавки та/або їхні поєднання. Згідно з деякими підходами частинки неорганічного наповнювача можуть являти собою суміші органічно модифікованої глини та інших неорганічних наповнювачів, таких як карбонат кальцію, тальк та інші мікророзмірні неорганічні частинки, і т.п. Згідно з деякими підходами герметизуючий шар може містити від приблизно 5 до приблизно 15 мас. % органічно модифікованої глини і від приблизно 5 до приблизно 20 мас. % першого додаткового неорганічного наповнювача, і необов'язково, від приблизно 5 до приблизно 20 мас. % другого додаткового неорганічного наповнювача, при цьому органічно модифікована глина, перший додатковий неорганічний наповнювач і другий додатковий неорганічний наповнювач відрізняються один від одного середнім розміром частинок, типом, сортом або властивостями. Відповідно до іншого підходу зовнішній герметизуючий шар 102 може містити від приблизно 20 до приблизно 30 відсотків маточної суміші органоглини (такої як суміш, розкрита в документі US 2011/0211778), від приблизно 5 до приблизно 25 відсотків носія на основі лінійного поліетилену низької щільності з щепленим малеїновим ангідридом і від приблизно 65 до приблизно 90 відсотків етиленвінілацетату, який характеризується змістом вінілацетату від приблизно 5 до приблизно 7 відсотків. В деяких випадках шар 102 може також містити знижувальну тертя добавку, наприклад, аміди жирних кислот у кількості приблизно 1000 частин на мільйон або менше. Згідно одному підходу шар 102 може містити від приблизно 3 до приблизно 15 відсотків частинок неорганічних наповнювачів. Шар 104 може являти собою одиночний шар на основі поліетилену або багатошарову плівку на основі поліетилену, при цьому зазначений шар може бути спільно екструдованим із зовнішнім герметизуючим шаром 102 в ході процесу екструзії з роздуванням. Шар на основі поліетилену може бути виготовлений з лінійного поліетилену низької щільності, поліетилену низької щільності та поліетилену високої щільності або будь-якого поєднання їхніх сумішей. 2 Шари з низькою щільністю можуть характеризуватися щільністю приблизно 0,93 г/см або 2 2 менше, і в деяких випадках щільністю від приблизно 0,9 г/см до приблизно 0,93 г/см . Шари на 2 основі поліетилену високої щільності можуть характеризуватися щільністю приблизно 0,95 г/см 2 або більше, і в деяких випадках щільністю від приблизно 0,95 до приблизно 0,99 г/см . Шар 104 може являти собою суміш поліетилену низької щільності та лінійного поліетилену низької щільності в співвідношенні 50/50 мас. %. Різні внутрішні шари, що входять до складу зовнішнього шару 12, можуть бути об'єднані на лінії виготовлення плівки процесом екструзії з роздуванням для утворення монополотна або цільного полотна плівки, в якому всі різні внутрішні шари пов'язані один з одним. Крім того, можуть бути використані й інші способи формування шару 12, якщо це необхідно для конкретного практичного застосування. Сполучний шар. Сполучний шар 14 може являти собою соекструдований розплав, що містить два або більше соекструдованих шари. Згідно з підходом, який проілюстрований на фіг. 3, сполучний шар 14 складається з трьох наведених як приклад соекструдованих шарів. Перший шар 120 виконаний суміжним і пов'язаний з одним з шарів 104 на основі поліетилену зовнішнього герметизуючого шару 12. Шар 120 може являти собою шар на основі поліетилену низької щільності. Наступний проміжний шар 122 також може являти собою шар на основі поліетилену низької щільності. Заключний шар 124 являє собою сополімер етилену й акрилової кислоти, який виконаний суміжним і пов'язаний з металізованим шаром 17a внутрішнього базового шару 16. Згідно з деякими підходами вміст акрилової кислоти в шарі 124 може становити від приблизно 3 до приблизно 20 мас. %, в інших випадках від приблизно 5 до приблизно 15 мас. % і в ще одних випадках від приблизно 8 до приблизно 12 мас. %. Згідно з деякими підходами СЕАК може характеризуватися щільністю від приблизно 0,9 до приблизно 2 0,95 г/см . Згідно з деякими підходами вважають, що м'який шар на основі СЕАК може сприяти формуванню в'язко-пружного шару, який сприяє розподілу напружень. Згідно з деякими підходами сполучний шар 14 може характеризуватися відносним подовженням при розриві, що складає від приблизно 500 до приблизно 600 відсотків, що (без обмеження будь-якої теорією) може сприяти розподілу напружень. Згідно з деякими підходами сполучний шар 14 може характеризуватися загальною товщиною від приблизно 5 до приблизно 30 мкм, згідно з іншими підходами від приблизно 5 до приблизно 25 мкм і згідно з ще одними підходами від приблизно 5 до приблизно 20 мкм. Згідно з іншими підходам сполучний шар 14 може характеризуватися загальною товщиною, до складу якої входить від приблизно 1 до приблизно 40 відсотків СЕАК (згідно з деякими підходам від приблизно 1 до приблизно 5 відсотків і згідно з іншими підходами від приблизно 5 до приблизно 4 UA 109512 C2 5 10 15 20 25 30 35 40 45 50 55 60 40 відсотків) і від приблизно 60 до приблизно 99 відсотків одного або декількох шарів на основі ПЕНЩ (згідно з деякими підходами від приблизно 95 до приблизно 99 відсотків ПЕНЩ). Згідно з ще одними підходами сполучний шар 14 може також характеризуватися відношенням товщини СЕАК до товщини всіх шарів на основі ПЕНЩ, що складає від приблизно 0,01 до приблизно 0,05, згідно з іншими підходами від приблизно 0,2 до приблизно 1,0. Згідно з іншими прикладами сполучний шар 14 може характеризуватися відношенням товщини всіх шарів на основі ПЕНЩ до СЕАК, що складає від приблизно 70 до приблизно 19 і згідно з іншими підходами від приблизно 1: 1 до приблизно 7: 1. Значення відношень і значення товщини можуть змінюватися в залежності від конкретного практичного застосування плівки. Без обмеження будь-якою теорією вважається, що сполучний шар 14 на основі соекструдованого розплаву ПЕНЩ і СЕАК сприяє формуванню загальної структури плівки, яка здатна розподіляти напруження всередині плівки 10 або плівки 100, а також дозволяє всім шарам структури плівки деформуватися як одна цільна структура, що значно збільшує опір проколу плівки. Вважається, що в розподілі напружень може брати участь вся структура плівки (тобто шари 12, 14, і 16), а не тільки зовнішні шари. У зв'язку з цим вважається, що сполучний шар на основі СЕАК і ПЕНЩ, так як він є відносно гнучким і в'язким шаром, який міцно зчеплений з шарами 12 і 16, може дозволити плівці поглинати і розподіляти напруження як одне ціле. В свою чергу, без обмеження будь-якою теорією, внутрішній розподіл напружень може бути пов'язаний з підібраними в'язко-пружними властивостями сполучного шару. Тобто, сполучний шар як одне ціле (тобто всі шари 120, 122 і 124) може являти собою складовий в'язко-пружний шар або проявляти одночасно в'язкові та еластичні властивості при кімнатній температурі (від приблизно 70 до приблизно 75ºF), що дозволяє йому ефективно поглинати і розподіляти зовнішні напруження по великій площі поверхні для значного зниження ймовірності проколювання. Без обмеження будь-якою теорією, поліпшення опору проколу плівок згідно з даним документом може виникати завдяки наявності соекструдованих шарів на основі СЕАК і ПЕНЩ, обраних в зазначених вище конкретних відношеннях і оброблених так, щоб вони характеризувалися такими механічними характеристиками, які дозволили б їм бути більш м'якими і більш розтяжними, ніж суміжні ламіновані плівки (ПЕТ, металізований ПЕТ, орієнтований ПЕТ, орієнтований ПП і поліолефінові герметики). Ця здатність до розтягування може забезпечити припинення розповсюдження будь-якої тріщини (проколу), що виникла на суміжних плівках шаруватого матеріалу (ПЕТ і т.п.). Властивості СЕАК в поєднанні з ПЕНЩ в сполучному шарі можуть також сприяти підвищенню опору проколу. Базовий шар. Згідно з одним підходом базовий шар являє собою шар 16 на основі металізованого полімеру, який, згідно з одним підходом, характеризується наявністю верхнього металізованого шару 17a, нанесеного на верхню поверхню шару 17b на основі поліетилентерефталату (ПЕТ). Металізований шар може бути тонким покриттям з алюмінію, олова або інших оксидів металів, при цьому товщина зазначеного шару може становити від приблизно 0,1 мкм до приблизно 10 мкм. Шар 17b на основі ПЕТ може характеризуватися товщиною від приблизно 0,25 міл до приблизно 2,0 міл. Металізований шар 17a виконаний суміжним і пов'язаний з нижніми шарами, що входять до складу сполучного шару, і, зокрема, з шаром на основі СЕАК, що входить до складу сполучного шару. Згідно з іншими підходами базовий шар 16 може бути двоосноорієнтованим поліпропіленом. Переваги і варіанти здійснення структур плівок і складів сполучних шарів, описаних у цьому документі, будуть додатково проілюстровані за допомогою наступних прикладів; тим не менше, конкретні умови, схеми обробки, матеріали та їхні кількості, розкриті в цих прикладах, а також інші умови і деталі, не повинні бути витлумачені як обмежуючі будову плівки та способи її виготовлення. Всі відсотки і частини, наведені в цьому розкритті, є масовими, якщо прямо не зазначено інше. Приклади Приклад 1 Тришаровий екструдер використовували для ламінування металізованого ПЕТ товщиною 12 мкм на герметизуюче полотно з включеннями органоглини з використанням установки для екструзійного ламінування, що є аналогічною установці, представленій на фіг. 2. Згідно з даним документом герметизуюче полотно з включеннями органоглини містить внутрішні шари на основі ПЕНЩ, ЛПЕНЩ, ПЕВЩ (розташовані в даному порядку і які позначаються як сторона на основі ПЕ герметизуючого полотна), і зовнішній герметизуючий шар із включеннями органоглини, що містить органічно модифікований монтморілоніт, носій на основі лінійного поліетилену низької щільності з щепленим малеїновим ангідридом і етиленвінілацетат. Установка для екструзійного ламінування спільно екструдує три шари, які в даному документі позначають як шари A, B і C. Шар B являє собою СЕАК, при цьому його екструдують 5 UA 109512 C2 5 10 15 20 25 30 35 40 45 суміжно з металізованим шаром на основі ПЕТ і зв'язаним з ним. Шари A і C представляють собою ПЕНЩ і розташовані між СЕАК і стороною на основі ПЕ герметизуючого полотна із включеннями органоглини. Шар C виконаний суміжно і зв'язаний зі стороною на основі ПЕ герметизуючого полотна з включеннями органоглини. Екструдування проводили зі швидкістю приблизно 250 футів за хвилину, при цьому відстань до зазору, виміряна від виходу з головки до розташування зазору, становила приблизно 9,5 дюйми. Температуру екструдування задали рівною приблизно 610ºF, при цьому температура охолоджуючого ролика становила приблизно 60ºF. Загальна товщина трьох соекструдованих шарів (тобто, шарів A-C) в даному прикладі становила приблизно 0,7 міл. Значення сили зчеплення ПЕНЩ (шар C) з поліетиленом герметизуючого полотна складало приблизно 1498 г/дюйм, і значення сили зчеплення СЕАК (шар B) з металізованим ПЕТ складало приблизно 351 г/дюйм. Сторони герметизуючого монополотна з'єднали зварним швом за допомогою впливу температури приблизно 350ºF протягом 1 секунди і тиску приблизно 70 фунтів на кв. дюйм. В результаті сила відшаровування даного зварного шва становила приблизно 935 г/дюйм при випробуванні з використанням розривної машини марки Instron зі швидкістю приблизно 12 дюймів за хвилину. З отриманої плівки сформували пакетну упаковку за допомогою машини для безперервного розливу вертикальним способом, при цьому упаковка містить торцеві зварні шви і поздовжній зварний шов або зварний шов, що з'єднує краї матеріалу, уздовж його бічної сторони. Приблизно 3060 упаковок виготовили з описаної вище плівки. Упаковки вивчили на предмет наявності пошкоджень після двох тижнів зберігання при кімнатній температурі (від приблизно 70 до приблизно 75ºF) і після транспортування. В контексті даної оцінки під транспортуванням слід розуміти завантаження зразків у вантажівку і транспортування за допомогою вантажівки. Потім зразки зберігали більше двох тижнів і після цього їх вивчили на предмет наявності проколу упаковки. Результати наведені в поданій нижче таблиці 1. Серед 3060 упаковок з плівки відповідно до даного винаходу виявили тільки чотири випадки проколювання упаковки після двох тижнів зберігання, і лише один додатковий випадок проколювання виявили після транспортування, при цьому всього було виявлено п'ять випадків пошкодження як проколювання. Загальний відсоток проколотих упаковок з плівки відповідно до даного винаходу склав лише 0,16 %. Порівняльний приклад 1 Аналогічний аналіз провели на двох різних партіях порівняльної пакувальної плівки, для виробництва якої використовували двокомпонентну клеючу речовину на основі складного поліефіруретану з кінцевими ізоціанатними групами, і яка була виготовлена за допомогою процесу прямого нанесення покриття гравійованим циліндром замість процесу клейового ламінування, розглянутого в даному документі та в прикладі 1. Металізований ПЕТ і герметизуюче полотно з включеннями органоглини, аналогічні до тих, що використовувались в Прикладі 1, використовували для даного порівняльного дослідження. Упаковки приготували і оцінили аналогічно Прикладу 1 за винятком того, що для їхнього отримання використовували іншу клеючу речовину, нанесену за допомогою процесу прямого нанесення покриття гравійованим циліндром замість процесу екструзійного ламінування згідно Прикладу 1. У першому дослідженні оцінили 3156 порівняльних упаковок. У другому дослідженні оцінили 3610 порівняльних упаковок. Результати наведені в таблиці нижче 2A і 2B. 6 UA 109512 C2 Таблиця 2А Порівняльна пакувальна плівка Партія Загальна кількість упаковок 1 2 3156 3610 Кількість проколотих упаковок після двох тижнів зберігання Тип пошкодження UA UI 10 1 2 5 5 Таблиця 2В Порівняльна пакувальна плівка Партія 1 2 10 15 20 25 30 35 40 Пошкодження 2 1 Кількість проколотих упаковок після транспортування Тип пошкодження UA UI 1 0 1 0 Згідно з даним дослідженням всього було пошкоджено 20 порівняльних упаковок або приблизно 0,3 % від загальної кількості, що майже в два рази більше, ніж в Прикладі 1. Приклад 2 Крім того, випробування на прокол чи випробування нанесенням подряпин плівки згідно Прикладу 1 і порівняльних плівок, аналогічних плівкам з Порівняльного прикладу 1, виконали за допомогою стандартизованого випробування нанесенням подряпин навантаженням, що лінійно збільшується, згідно зі стандартом ASTM D7027-15/ISO 1952: 008. Загалом, при випробуванні використовували пневматичний фіксатор для кріплення випробуваної плівки до підкладки за допомогою створення розрядження з тиском приблизно 86 КПа під зразком, в результаті чого тиск навколишнього повітря впливає на плівку, рівномірно фіксуючи її по всій поверхні. Підкладка представляла собою поліметилметакрилат. Довжину подряпини задали рівною приблизно 100 мм (див., наприклад, фіг. 4), при цьому подряпину наносили зі швидкістю приблизно 1 мм/сек з використанням наконечника з нержавіючої сталі діаметром приблизно 1 мм. Плівки тестували по всій поверхні в поздовжньому напрямку (MD) і поперечному напрямку (TD) плівки. Діапазон лінійного навантаження для випробувань нанесенням подряпин задали від приблизно 1 до приблизно 20 Н. Кінцеве навантаження вибрали таким чином, щоб виконати прокол плівки між приблизно 50 % і приблизно 75 % всієї довжини подряпини. Результати наведені нижче. Наведена як приклад траєкторія одиночної подряпини представлена на фіг. 4. Плівки, отримані екструзійним ламінуванням і містять сполучні ключі шари з соекструдованими ПЕНЩ і СЕАК згідно з Прикладом 1, демонструють необхідність прикладання великих навантажень для виконання проколу. Ці плівки, отримані екструзійним ламінуванням, демонструють відмінну механічну цілісність між металізованими шарами на основі ПЕТ і герметизуючим шаром, що краще дозволяє розподілити викликані подряпуванням напруження по структурі плівки. Розглянемо фіг. 7 і 14, на цих фігурах представлено порівняння навантаження, яке необхідне для виконання проколу пропонованої плівки I (з Прикладу 1 і позначеної як Плівка 883 з сильним зчепленням) і двох порівняльних плівок C1 і C2. Плівка C1 являє собою плівку, отриману екструзійним ламінуванням, яка виготовлена аналогічно до пропонованої плівки 1 (з Прикладу 1), при цьому вона містить три шари на основі соекструдованого ПЕНЩ, які спільно екструдували при температурі приблизно 520ºF (C1 також позначена як Плівка 883 зі слабким зчепленням). Отже, порівняльна плівка C1 була отримана за допомогою екструзійного ламінування, але не містила шару на основі СЕАК. Плівка C2 представляла собою отриману клейовим ламінуванням плівку з Порівняльного прикладу 1 (C2 позначена також як Плівка 883 (клейове ламінування). Результати представлені у наведеній нижче таблиці 1 і зображені на фіг. 7 і 14. 7 UA 109512 C2 Таблиця 1: Середнє зусилля (Н) до виникнення проколу Зразок Шар, що зв'язує Середнє зусилля до виникнення проколу, Н Спосіб нанесення Поперечний Поздовжній напрямок напрямок (TD) (MD) Екструзійне 12,5 11,2 ламінування Екструзійне 7,9 8,9 ламінування I1 C1 10 15 20 25 30 35 40 ПЕНЩ, ПЕНЩ, ПЕНЩ C2 5 ПЕНЩ, ПЕНЩ, СЕАК Складний поліефіруретан з Клейове кінцевими ламінування ізоціанатними групами 8,3 9,0 На фіг. 8-12 представлені мікрознімки поперечних перерізів зразків I1 і C1, виконані в різних місцях уздовж довжини подряпини. Загальна процедура виконання зрізу плівки в цілому представлена на фіг. 5. Розгляд аналізу поперечного перерізу буде наведено далі в представлених нижче прикладах. Приклад 3 Плівки згідно з Прикладом 2 також оцінили за допомогою виконання поперечного розрізу подряпин і вивчення отриманих зразків під мікроскопом для візуального порівняння того, як вся структура плівки поглинає і розподіляє напруження, викликані випробуванням нанесення подряпин (див. фіг. 5). Спочатку пропоновану плівку I (позначену як Плівка 883 з сильним зчепленням) порівняли з порівняльною плівкою C1 (позначеною як Плівка 883 зі слабким зчепленням). Обидві плівки були отримані за допомогою описаного вище процесу екструзійного ламінування. Пропонована плівка I містила соекструдовані шари на основі ПЕНЩ і СЕАК як представлено в Прикладі 1. Порівняльна плівка C1 містила соекструдовані шари на основі ПЕНЩ як представлено в наведеному вище Прикладі 2. Результати мікроскопічного аналізу представлені на фіг. 6-12. Приклад 4 Потім пропоновану плівку I1 (позначену як Плівка 883 з сильним зчепленням) порівняли з плівкою C2, покритою клеючою речовиною (позначеною як Плівка 883 (клейове ламінування) або Плівка 883 (кл. лам.)) з Прикладу 1 і Порівняльного прикладу 1, відповідно. Результати мікроскопічного аналізу наведені на фіг. 13-19. При розгляді фіг. 6-19 видно, що пропоновані плівки демонструють відмінну цілісність шарів при випробуванні нанесенням подряпин. Немає видимого розшарування між герметизуючими шарами або між герметизуючими шарами і шаром на основі ПЕТ. Порівняння плівок C1 і C2 продемонструвало руйнування шару на основі клеючої речовини, що може сприяти зниженню навантажень, необхідних для проколювання плівки. Аналіз цього мікроскопічного дослідження порівняємо з ушкодженнями, що мають місце у випробуваннях при фактичній експлуатації, які підсумовані у Прикладі 1 і Порівняльному прикладі 1. Приклад 5 Здійснили дослідження, яке безпосередньо порівнює експлуатаційні характеристики плівок і базових шарів, що характеризуються однаковим складом, але отриманих з використанням різних способів зв'язування шарів, а саме процесу клейового ламінування і процесу екструзійного ламінування. Ілюстрації, наведені на фіг. 20, надають порівняння поперечних перерізів в більш ранній точці подряпини і пізнішій частині подряпини. На ілюстраціях, наведених на фіг. 20, плівка, ідентифікована як "Плівка 3 (кл. лам.)» є порівняльною плівкою, отриманою клейовим ламінуванням, і яка показує суттєве відшаровування шарів в пізнішій області переривчастого зсуву. Плівка, ідентифікована як "Плівка 4 (лам. екстр.)», є пропонованою плівкою, отриманою екструзійним ламінуванням, яка демонструє здатність деформуватися як одне ціле, в результаті чого відбувається належне розсіювання напружень від подряпини. Порівняльна плівка 3 (кл. лам.) представляла собою плівку, отриману з використанням клейового ламінування і двокомпонентної клеючої речовини на основі складного поліефіруретана з кінцевими ізоціанатними групами, яку наносили як клеючу речовину з 8 UA 109512 C2 5 10 15 низькою в'язкістю з використанням системи формних циліндрів прямо на металізований шар базового шару плівки. Потім внутрішній шар або герметизуючий шар напресовували на вологий шар клеючої речовини для створення тимчасового зчеплення між шарами, при цьому через декілька днів між шарами виникне міцне зчеплення під впливом термообробки і зберігання при підвищених температурах (вище кімнатної температури). Пропонована Плівка 4 (екстр. лам.) представляла собою плівку, отриману з використанням базового шару і герметизуючого шару, які аналогічні до тих, що використовуються в плівці 4 (кл. лам.), але виготовлену з використанням процесу екструзійного ламінування, який включає спільне екструдування розігрітих полімерів як двох шарів на основі ПЕНЩ і одного шару на основі СЕАК між двома плівками. Сформований багатошаровий матеріал потім охолоджували і спресовували для отримання готової плівки. Для отримання готового продукту є відсутньою необхідність в нагріванні багатошарового матеріалу з метою його затвердіння. Слід розуміти, що різні зміни в деталях, матеріалах і конфігураціях процесу, складів та їхніх компонентів, які були описані і проілюстровані в даному документі для пояснень природи плівок і способів їхнього формування, можуть бути виконані фахівцями в даній області техніки не відступаючи від суті та обсягу втіленого способу і прикладеної формули винаходу. ФОРМУЛА ВИНАХОДУ 20 25 30 35 40 45 50 55 60 1. Пакувальна плівка, що здатна підтримувати структурну цілісність під час експлуатації, і яка містить: зовнішній шар монополотна з включенням органоглини, що містить герметизуючий шар, що відшаровується, для формування зварного шва; нижній базовий шар, що містить металізований полімер, при цьому метал нанесено щонайменше на одну поверхню шару на основі полімеру; співекструдований сполучний шар, розташований між зовнішнім шаром і нижнім базовим шаром, при цьому співекструдований сполучний шар містить один або декілька шарів на основі поліетилену й один або декілька шарів на основі співполімеру етилену й акрилової кислоти; співполімер етилену й акрилової кислоти зв'язаний з металом, що входить до складу металізованого полімеру нижнього базового шару; і відношення товщини поліетилену до товщини співполімеру етилену й акрилової кислоти становить від приблизно 1:1 до приблизно 5:1 для того, щоб пакувальна плівка мала конфігурацію для деформації як одну цільну структуру при впливі деформуючого напруження на зовнішню поверхню пакувальної плівки. 2. Пакувальна плівка за п. 1, яка відрізняється тим, що співекструдований сполучний шар містить два шари на основі поліетилену й один шар на основі співполімеру етилену й акрилової кислоти. 3. Пакувальна плівка за будь-яким із пп. 1-2, яка відрізняється тим, що сполучний шар характеризується загальною товщиною, яка становить від приблизно 5 до приблизно 30 мкм, при цьому товщина співполімеру етилену й акрилової кислоти становить від приблизно 1 до приблизно 5 відсотків від загальної товщини сполучного шару. 4. Пакувальна плівка за будь-яким із пп. 1-3, яка відрізняється тим, що металізований полімер містить метал, нанесений на поліефір. 5. Пакувальна плівка за будь-яким із пп. 1-4, яка відрізняється тим, що співекструдований сполучний шар розташований за допомогою екструзійного ламінування між зовнішнім шаром і базовим шаром. 6. Пакувальна плівка за будь-яким із пп. 1-5, яка відрізняється тим, що поліетилен являє собою поліетилен низької щільності, який характеризується щільністю від приблизно 0,9 до 2 приблизно 0,93 г/см . 7. Пакувальна плівка за будь-яким із пп. 1-6, яка відрізняється тим, що зовнішній шар містить перший шар, який характеризується наявністю від приблизно 3 до приблизно 40 відсотків неорганічного наповнювача, від приблизно 5 до приблизно 25 відсотків лінійного поліетилену низької щільності з щепленим малеїновим ангідридом і від приблизно 50 до приблизно 95 відсотків етиленвінілацетату, який характеризується вмістом вінілацетату від приблизно 4 до приблизно 12 відсотків. 8. Пакувальна плівка за п. 7, яка відрізняється тим, що неорганічний наповнювач являє собою мікророзмірний або нанорозмірний органічно модифікований монтморилоніт. 9. Пакувальна плівка за п. 7, яка відрізняється тим, що зовнішній шар містить другий шар на основі поліетилену, при цьому другий шар на основі поліетилену зв'язаний з поліетиленом, що входить до складу сполучного шару. 9 UA 109512 C2 5 10 15 20 25 30 35 40 45 50 10. Пакувальна плівка за будь-яким із пп. 1-9, яка відрізняється тим, що співполімер етилену й акрилової кислоти містить від приблизно 3 до приблизно 20 відсотків акрилової кислоти. 11. Спосіб екструзійного ламінування пакувальної плівки, що здатна підтримувати структурну цілісність під час експлуатації, який включає: подачу зовнішнього шару герметика монополотна з включеннями органоглини для формування зварного шва в зазор головки для здійснення екструзійного ламінування; подачу нижнього базового шару, що містить металізований полімер, при цьому метал нанесено щонайменше на одну поверхню шару на основі полімеру, в зазор головки для здійснення екструзійного ламінування; спільне екструдування в зазор між зовнішнім шаром і нижнім базовим шаром сполучного шару, що містить один або декілька шарів на основі поліетилену й один або декілька шарів на основі співполімеру етилену й акрилової кислоти; при цьому співполімер етилену й акрилової кислоти екструдують так, щоб він був зв'язаний з металом, що входить до складу металізованого полімеру нижнього базового шару; і відношення товщини поліетилену до товщини співполімеру етилену й акрилової кислоти становить від приблизно 19:1 до приблизно 70:1 для того, щоб пакувальна плівка мала конфігурацію для деформації як одна цільна структура при впливі деформуючого напруження на зовнішню поверхню пакувальної плівки. 12. Спосіб за п. 11, який відрізняється тим, що співекструдований сполучний шар містить два шари на основі поліетилену й один шар на основі співполімеру етилену й акрилової кислоти. 13. Спосіб за будь-яким із пп. 11-12, який відрізняється тим, що сполучний шар характеризується загальною товщиною, яка становить від приблизно 5 до приблизно 20 мкм, при цьому товщина співполімеру етилену й акрилової кислоти становить від приблизно 1 до приблизно 5 відсотків від загальної товщини сполучного шару. 14. Спосіб за будь-яким із пп. 11-13, який відрізняється тим, що металізований полімер містить метал, нанесений на поліефір. 15. Спосіб за будь-яким із пп. 11-14, який відрізняється тим, що співекструдований сполучний шар розташовують за допомогою екструзійного ламінування між зовнішнім шаром і базовим шаром. 16. Спосіб за будь-яким із пп. 11-15, який відрізняється тим, що поліетилен являє собою поліетилен низької щільності, який характеризується щільністю від приблизно 0,9 до приблизно 2 0,93 г/см . 17. Спосіб за будь-яким із пп. 11-16, який відрізняється тим, що зовнішній шар містить перший шар, який характеризується наявністю від приблизно 3 до приблизно 40 відсотків неорганічного наповнювача, від приблизно 5 до приблизно 25 відсотків лінійного поліетилену низької щільності з щепленим малеїновим ангідридом і від приблизно 50 до приблизно 95 відсотків етиленвінілацетату, який характеризується вмістом вінілацетату від приблизно 4 до приблизно 12 відсотків. 18. Спосіб за п. 17, який відрізняється тим, що неорганічний наповнювач являє собою мікророзмірний або нанорозмірний органічно модифікований монтморилоніт. 19. Спосіб за п. 17, який відрізняється тим, що зовнішній шар містить другий шар на основі поліетилену, при цьому другий шар на основі поліетилену зв'язаний з поліетиленом, що входить до складу сполучного шару. 20. Спосіб за будь-яким із пп. 11-19, який відрізняється тим, що співполімер етилену й акрилової кислоти містить від приблизно 3 до приблизно 20 відсотків акрилової кислоти. 21. Пакувальна плівка за будь-яким із пп. 11-20, яка відрізняється тим, що герметик з включеннями органоглини містить органоглину та інші неорганічні наповнювачі, включаючи органічно модифіковану глину, таку як мікророзмірні або нанорозмірні наповнючачі на основі глини, карбонат кальцію, монтморилоніт, мікрокристалічний кремній, доломіт, тальк, слюду, оксиди або їх поєднання. 10 UA 109512 C2 11 UA 109512 C2 12 UA 109512 C2 13 UA 109512 C2 14 UA 109512 C2 15 UA 109512 C2 16 UA 109512 C2 Комп’ютерна верстка І. Скворцова Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 17
ДивитисяДодаткова інформація
Назва патенту англійськоюPackaging film configured for stress distribution
Автори англійськоюKinigakis, Panagiotis, Liang, Ying
Автори російськоюКинигакис Панагиотис, Лианг Йинг
МПК / Мітки
МПК: B65D 75/58, B32B 27/30, B32B 27/32, B65D 75/12
Мітки: екструзійного, пакувальної, пакувальна, плівка, плівки, ламінування, спосіб
Код посилання
<a href="https://ua.patents.su/19-109512-pakuvalna-plivka-ta-sposib-ekstruzijjnogo-laminuvannya-pakuvalno-plivki.html" target="_blank" rel="follow" title="База патентів України">Пакувальна плівка та спосіб екструзійного ламінування пакувальної плівки</a>
Пакувальна плівка

Номер патенту: 80948
Опубліковано: 10.06.2013
Автори: Козенко Михайло Михайлович, Чигиринець Олена Едуардівна, Гончаренко Василь Власович, Мітіна Лілія Ігорівна, Воробйова Вікторія Іванівна, Мікульонок Ігор Олегович
МПК: B65D 85/00, B65D 65/38
Мітки: плівка, пакувальна
Формула / Реферат:
1. Пакувальна плівка із застосуванням поліолефіну або суміші поліолефінів, у тому числі і вторинних, і розподіленої в поліолефіні або суміші поліолефінів добавки, що підвищує бар'єрні властивості плівки, яка відрізняється тим, що як добавку для зниження швидкості переносу вологи вона містить рідкий, напіврідкий або твердий жир або вуглеводень, наприклад жир тваринного походження, парафін, церезин або їх суміш, за такого співвідношення...
Плівка зі зменшеною адгезією для шаруватих безпечних стекол, шарувате безпечне скло та спосіб зберігання та/або транспортування плівки
Номер патенту: 77734
Опубліковано: 15.01.2007
Автори: Колль Бернхард, Хосс Манфред, Штенцель Хольгер
МПК: C08K 5/103, B32B 17/06, C08L 29/00
Мітки: адгезією, зберігання, шаруватих, стекол, спосіб, транспортування, шарувате, плівка, зменшеною, скло, безпечне, безпечних, плівки
Формула / Реферат:
1. Пластифікаторвмісна плівка на основі частково ацеталізованих полівінілових спиртів, придатна як проміжний шар в шаруватих безпечних стеклах, яка відрізняється тим, що вона додатково містить один або кілька естерів пентаеритриту загальної формули:,де R1, R2, R3 = або
Одношарова або багатошарова трубчаста пакувальна плівка для харчових продуктів, яку можна коптити та сушити повітрям, і спосіб її виготовлення
Номер патенту: 101434
Опубліковано: 25.03.2013
Автор: Шиффманн Юрген
МПК: A22C 13/00, B32B 27/36
Мітки: спосіб, продуктів, сушити, пакувальна, яку, трубчаста, можна, одношарова, плівка, коптити, повітрям, багатошарова, виготовлення, харчових
Формула / Реферат:
1. Одношарова або багатошарова трубчаста харчова плівка, яку можна коптити та сушити повітрям, більш конкретно ковбасна оболонка для сосиски або м'ясних харчових продуктів, які коптять та/або сушать повітрям, де харчова плівка на полімерній основі виготовлена з однорідного розплавленого пластичного матеріалу в обладнанні видувного формування співекструдованої плівки за допомогою співекструдованої пластмаси, якою забезпечена насадка видувної...
Полімерна плівка, багатошаровий пакувальний матеріал, який містить полімерну плівку, пакувальний контейнер, утворений з багатошарового пакувального матеріалу, і спосіб одержання полімерної плівки
Номер патенту: 93984
Опубліковано: 25.03.2011
Автори: Жаккуд Бертран, Шике Андре, Файєт П'єр
МПК: C08K 7/00, B32B 27/08, C08F 10/00
Мітки: контейнер, пакувальний, утворений, матеріал, полімерну, плівка, спосіб, полімерна, містить, плівки, багатошаровий, матеріалу, багатошарового, пакувального, плівку, одержання, полімерної
Формула / Реферат:
1. Полімерна плівка (1), яка містить полімерний несучий шар (11), який має першу сторону і другу сторону, газонепроникне покриття (13) з SiOx, причому х=1,7-2,2, нанесене безпосередньо на одну сторону полімерного несучого шару, ітермозварювальний поліолефіновий шар (17), нанесений безпосередньо на другусторону вказаного полімерного несучого шару, причому вказаний полімерний несучий шар (11) є шаром матеріалу, вибраного з групи,...
Спосіб виготовлення відбивної багатошарової плівки (варіанти) та пластмасова плівка з двобічним відбивним покриттям
Номер патенту: 48147
Опубліковано: 15.08.2002
Автори: Пасс Томас, Вудард Ф. Юджін, Ларсен Тед
МПК: G02B 1/10, C23C 14/34, B32B 27/36, C23C 14/20, B32B 15/08, C23C 14/02, C23C 14/56
Мітки: відбивним, спосіб, варіанти, відбивної, багатошарової, пластмасова, покриттям, плівка, плівки, виготовлення, двобічним
Формула / Реферат:
1. Способ изготовления отражающей многослойной пленки, выполненной из пленки из пластмассы со скользящей и нескользящей сторонами, которые покрыты металлосодержащим отражающим слоем, включающий следующие стадии:а) предварительную обработку нескользящей стороны пленки тлеющим разрядом;б) осаждение методом распыления на предварительно обработанную тлеющим разрядом нескользящую сторону пленки отражающего слоя ив) осаждение...
Попередній патент: Реактор
Наступний патент: Система штучної вентиляції легенів
Випадковий патент: Спосіб отримання оптимізованих термоелектричних сплавів на основі телуриду свинцю n-типу