Ворсиста частина застібки-липучки, застібка-липучка, що її містить, і поглинаючий виріб з цією застібкою-липучкою

Формула / Реферат
1. Ворсиста частина застібки-липучки, яка виготовлена з волокнистого матеріалу і здатна зчіплюватися з відповідною гачкуватою частиною і яка включає смуги багатоволокнистих ділянок, в яких волокнистий матеріал має високу масу на одиницю площі, і смуги маловолокнистих ділянок, які знаходяться між смугами багатоволокнистих ділянок і мають масу волокнистого матеріалу на одиницю площі, меншу, ніж його маса на багатоволокнистих ділянках, яка відрізняється тим, що багатоволокнисті ділянки являють собою опуклі рубчики, сформовані з накопиченого волокнистого матеріалу, а маловолокнисті ділянки являють собою увігнуті канавки, розміщені між рубчиками.
2. Ворсиста частина застібки-липучки за п. 1, яка відрізняється тим, що кожний рубчик має товщину 0,3-0,6 мм, а крок між рубчиками становить 2-15 мм.
3. Ворсиста частина застібки-липучки за п. 1, яка відрізняється тим, що ворсистий матеріал накопичений на несучому шарі, який має товщину волокнистого матеріалу під канавками, і утворює рубчики, а об'єм накопиченого волокнистого матеріалу відповідає об'єму волокнистого матеріалу, який би знаходився в канавках.
4. Ворсиста частина застібки-липучки за п. 1, яка відрізняється тим, що маловолокнисті ділянки мають ряд наскрізних отворів, що проходять від передньої поверхні до задньої поверхні та розташовані у напрямку смуги рубчиків.
5. Ворсиста частина застібки-липучки за п. 1, яка відрізняється тим, що волокнистий матеріал проходить безперервно від задньої поверхні до передньої поверхні у напрямку товщини волокнистого матеріалу в стані, коли волокна, з яких складається волокнистий матеріал, переплетені одне з одним.
6. Застібка-липучка, що містить: гачкувату частину, яка включає поверхню зачеплення, сформовану з виступів, та ворсисту частину, здатну зчіплюватися з поверхнею зачеплення, яка відрізняється тим, що має ворсисту частину, виконану за п. 1.
7. Поглинаючий виріб, що складається із зовнішньої частини, яка включає передню ділянку талії, задню ділянку талії і пахову зону, і абсорбенту, з'єднаного з паховою зоною, який відрізняється тим, що включає: застібку-липучку, що складається з гачкуватої частини та ворсистої частини за п. 1, причому гачкувата частина виконана принаймні або на передній ділянці талії, або на задній ділянці талії і включає поверхню зачеплення, а ворсиста частина за п. 1 виконана на іншій ділянці талії, передній чи задній, і може зчіплюватися з поверхнею зачеплення.
8. Поглинаючий виріб за п. 8, який відрізняється тим, що крайові ділянки з обох боків передньої ділянки талії відповідно попередньо з'єднані шляхом з'єднання застібок-липучок, виконаних на крайових ділянках з обох боків передньої ділянки талії, та застібок-липучок, виконаних на крайових ділянках з обох боків задньої ділянки талії, що надає поглинаючому виробу в цілому форми трусів.
9. Поглинаючий виріб, що складається із зовнішньої частини, яка включає передню ділянку талії, задню ділянку талії і пахову зону, і абсорбенту, з'єднаного з паховою зоною, який відрізняється тим, що принаймні на передній ділянці талії або на задній ділянці талії виконана ворсиста частина застібки-липучки за п. 1.
Текст
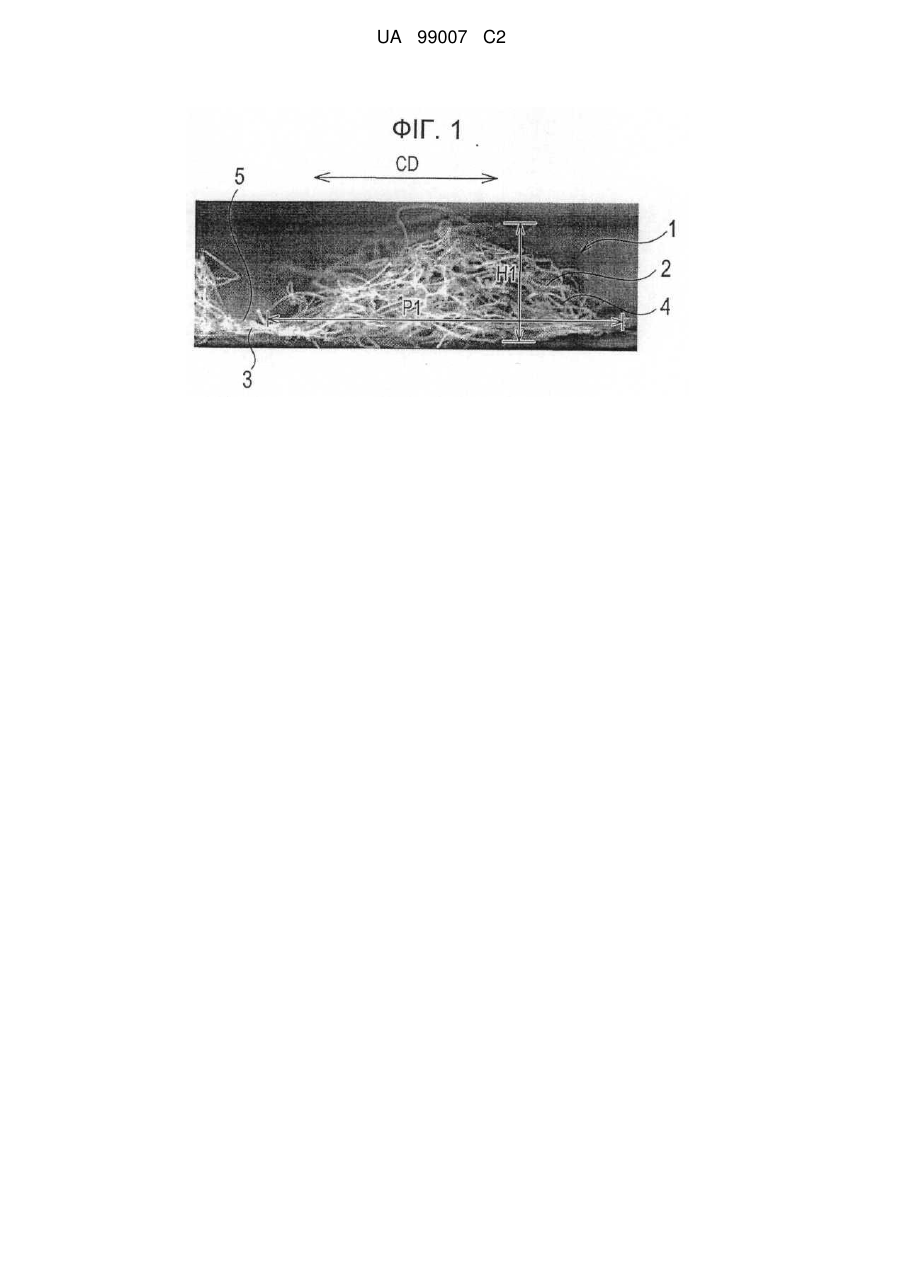
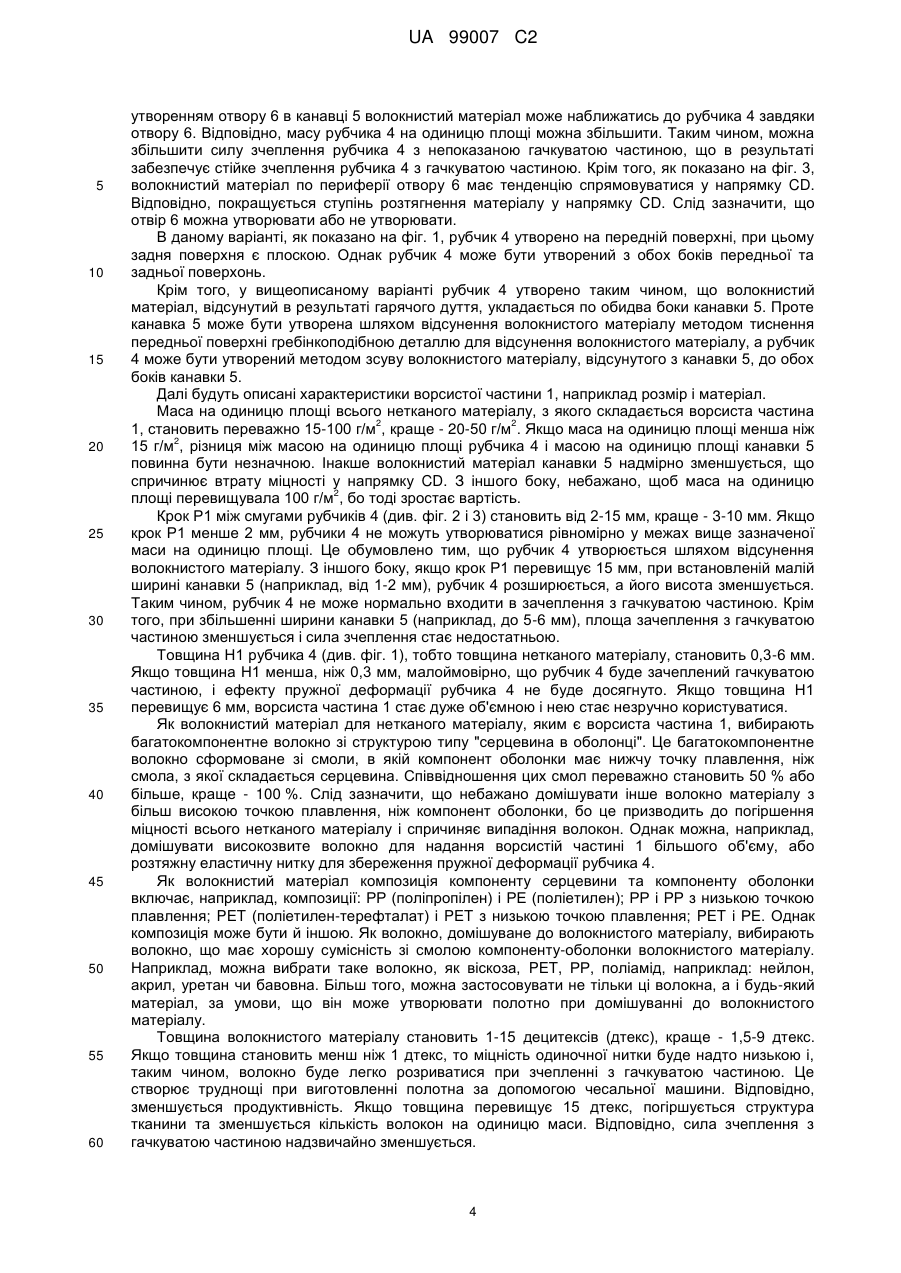
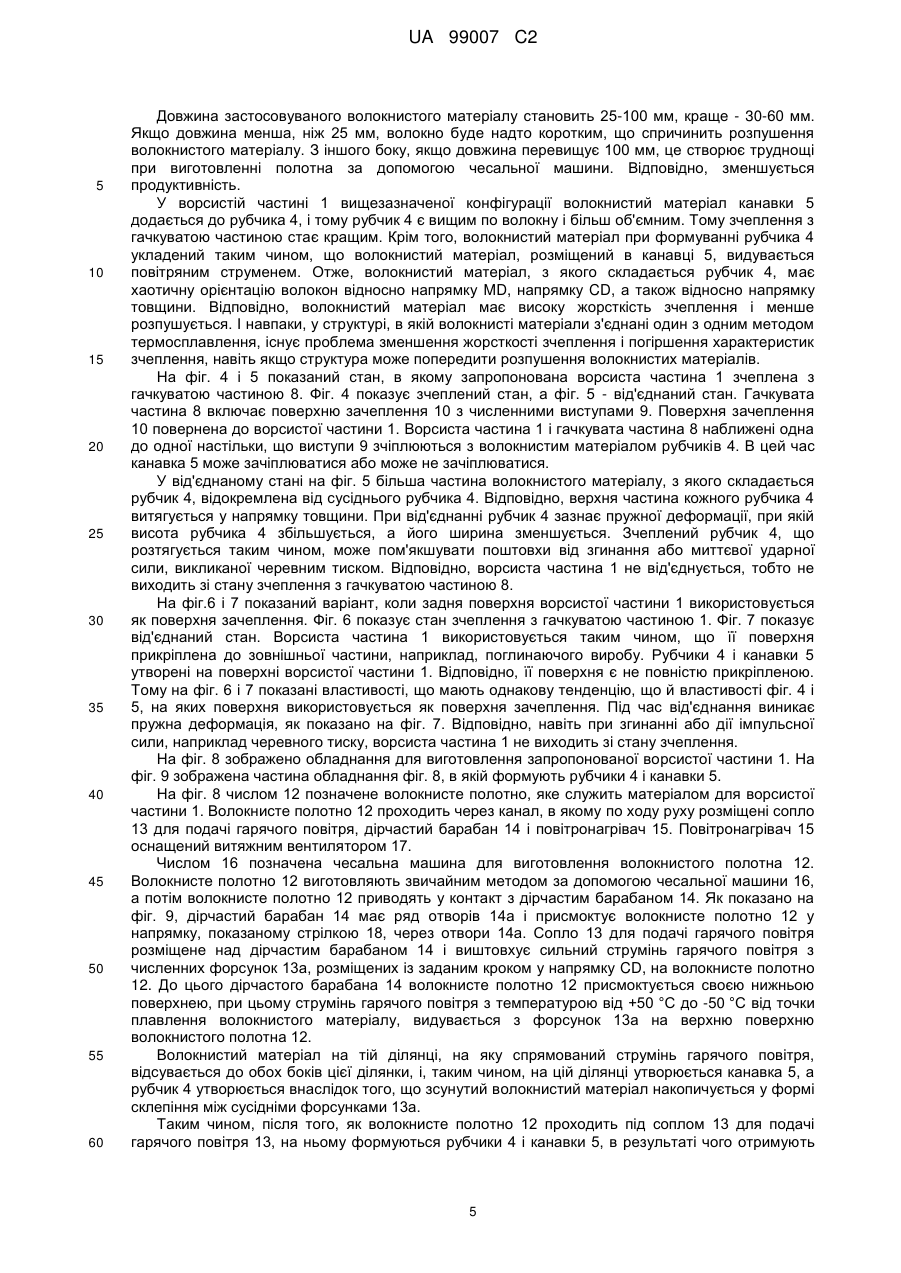
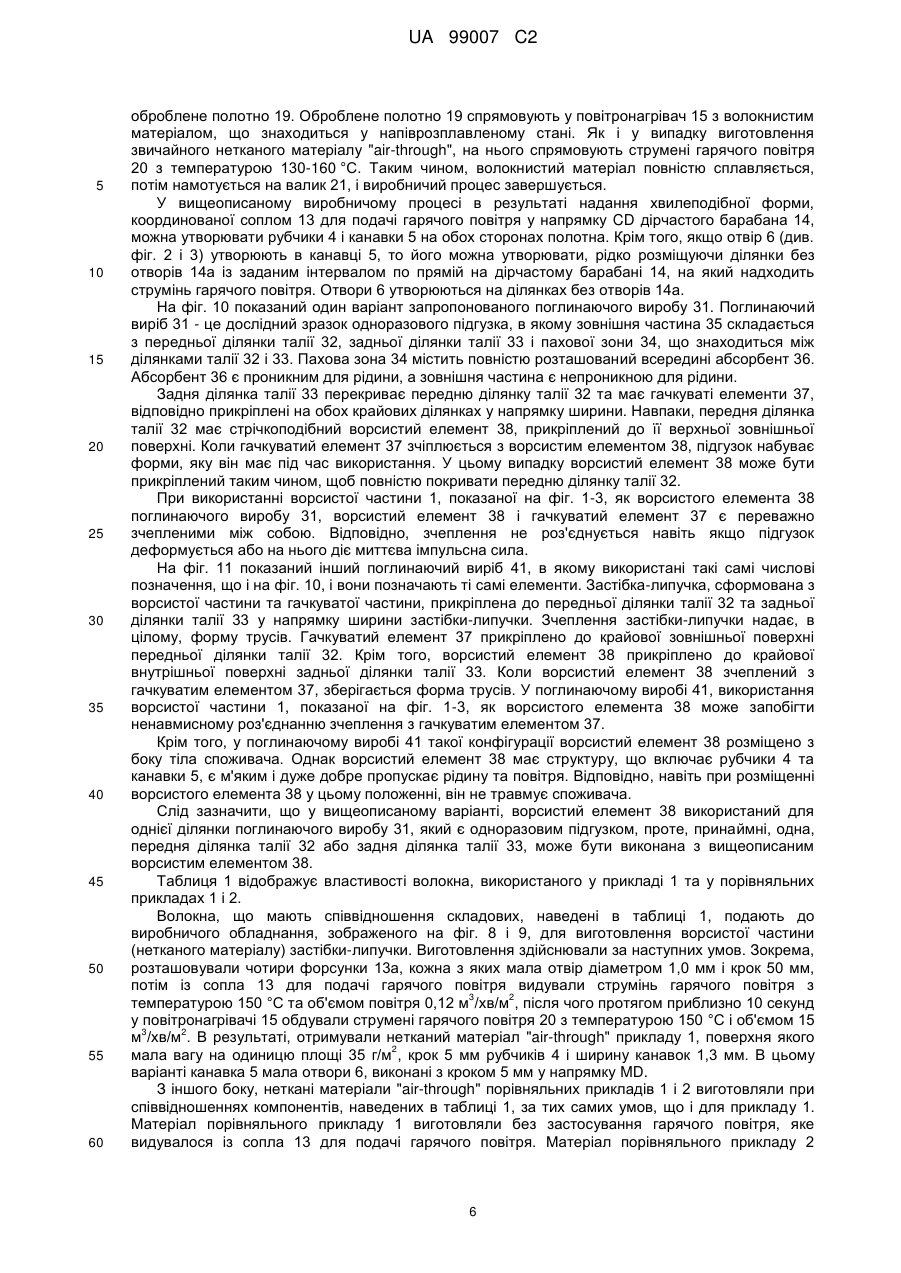
Реферат: Ворсиста частина застібки-липучки складається з волокнистого матеріалу і може зчіплюватися з відповідною гачкуватою частиною. Ворсиста частина складається з: багатоволокнистих ділянок (2), розміщених рядами, на яких волокнистий матеріал має високу масу на одиницю площі, та маловолокнистих ділянок (3), розміщених рядами, що чергуються з рядами багатоволокнистих ділянок (2) і на яких волокнистий матеріал має меншу масу на одиницю площі, ніж на багатоволокнистих ділянках (2). Багатоволокнисті ділянки (2) пружно деформуються, і це запобігає небажаному від'єднанню та зменшує розпушуваність. UA 99007 C2 UA 99007 C2 5 10 15 20 25 30 35 40 45 50 55 60 Винахід належить до ворсистої частини застібки-липучки, застібки-липучки, що містить ворсисту частину, і поглинаючого виробу, що використовує таку застібку-липучку, наприклад одноразового підгузка, гігієнічної прокладки, прокладки, прикріплюваної до спідньої білизни, або урологічної прокладки. Поглинаючий виріб, наприклад одноразовий паперовий підгузок розрахований на те, що його можна розгортати, використовуючи застібку-липучку для закріплення на тілі або знімання з тіла людини. Застібка-липучка складається з ворсистої частини та гачкуватої частини, і ці частини взаємоз'єднуються та відокремлюються одна від одної шляхом зачеплення і розчеплення між собою. У гачкуватій частині поверхня зачеплення сформована за допомогою групи численних виступів (гачків), а ворсиста частина використовує нетканий матеріал, з яким група гачків може зчіплюватися. Патентні документи 1-3 описують стандартні приклади ворсистої частини в застібці-липучці. У патентному документі 1 (JP-A 11-335960) описана ворсиста частина, в якій використано тиснений нетканий матеріал, виготовлений за технологією "air-through", з довжиною основного волокна 30-100 мм. Зокрема, нетканий матеріал піддають тисненню у напрямку, що перетинається з напрямком MD (машинним напрямком, або напрямком переміщення у виробничому процесі) по всій ширині, для досягнення ступеня подовження 75 % або менше, при навантаженні у напрямку CD (поперечному напрямку) 2Н/25 мм, і товщини 0,4 мм або більше. Волокна, що складають нетканий матеріал, виготовлений за технологією "air-through", утворюють шарувату структуру, в якій волокна в кожному шарі розташовані по суті плоско і в якій волокна скріплені між собою сплавленням. Інакше кажучи, тиснення виконане у вигляді малюнку, що перетинається з напрямком MD, в якому розташовані волокна. Таким чином, шари волокон сплавлені та об'єднані для зміцнення з'єднання між волокнами та зменшення розпушення волокон. У патентному документі 2 (JP-A 06-33359) описана ворсиста частина, виконана наступним чином. Зокрема, нетканий матеріал спанбонд розміщують на термоусадочне ткане полотно та з'єднують з ним, після чого це ткане полотно зморщують шляхом термічної обробки, утворюючи 2 2-40 складок на см на нетканому матеріалі спанбонд, причому кожна складка має глибину 0,2-3 мм. У нетканому матеріалі спанбонд плоско розташовані нескінченні волокна надійно сплавлені в результаті термічного тиснення або аналогічного способу. Відповідно, малоймовірно, що нетканий матеріал спанбонд розпушиться. Коли термоусадочне ткане полотно, в якому поверхня нижнього шару об'єднана з нетканим матеріалом спанбонд, термічно зморщується, на нетканому матеріалі спанбонд утворюються складки, що дають можливість ворсистій частині зчіплюватися з гачкуватою частиною. У патентному документі 3 (JP-A 11-152669) йдеться про те, що в шарі термо-безусадочних волокон утворюються петлі пучка волокон наступним чином. Зокрема, шар термоусадочних волокон укладають на шар термо-безусадочних волокон, а потім на цю шарувату структуру випускають під високим тиском рідину, щоб переплести волокна одне з одним, при цьому перегруповуючи волокна таким чином, щоб отримати перфорований нетканий матеріал. Потім шар термоусадочних волокон зморщують шляхом термічної обробки для утворення петель пучка волокон в шарі термо-безусадочних волокон. В результаті таких операцій утворюються звиті елементи, що виступають у довільних напрямках. У патентному документі 1 з'єднання волокон примушують розширюватися у всіх напрямках на плоскій поверхні нетканого матеріалу внаслідок термічного приєднання методом сплавлення, і ці волокна додатково міцно об'єднують шляхом тиснення. Відповідно, такий нетканий матеріал має більшу силу зчеплення з гачкуватою частиною та менше розпушується. З іншого боку, нетканий матеріал втрачає свою пружність у напрямку роз'єднання зчеплення. З цієї причини, коли застібка-липучка деформується під час одягання підгузка або подібного виробу, або коли раптова імпульсна сила відривання діє на застібку-липучку, ворсиста частина легко від'єднується від гачкуватої частини. У патентному документі 2, в якому описана поведінка, аналогічна поведінці в патентному документ 1, йдеться про аналогічні проблеми. У патентному документі 3 немає проблем, описаних у патентних документах 1 і 2, тому що петлі пучка волокон є сформованими і тому що волокна всього нетканого матеріалу слабко з'єднані шляхом переплетення волокон. Однак, з іншого боку, оскільки волокна слабко з'єднані шляхом переплетення волокон, існує проблема розпушування нетканого матеріалу через те, що волокна легко випадають, коли гачкувату частину від'єднують, тобто виводять із зчеплення. Проте, якщо переплетення волокон підсилити для вирішення цієї проблеми, то увесь нетканий матеріал буде надто натягнутим для утворення петель пучка волокон шляхом термічного зморщування, отже, малоймовірно, що гачкувата частина буде захоплювати ворсисту частину. 1 UA 99007 C2 5 10 15 20 25 30 35 40 45 50 55 У зв'язку з цим, завданням даного винаходу є створення ворсистої частини застібки-липучки, яка не так легко від'єднується від гачкуватої частини навіть у разі деформації якоїсь частини застібки-липучки або дії на застібку-липучку раптової імпульсної сили відривання, і, крім того, не дає можливості волокнистому матеріалу випадати, а також створення застібки-липучки з такою ворсистою частиною та поглинаючого виробу, що використовує таку застібку-липучку. Згідно з пунктом 1 формули винаходу запропоновано ворсисту частину застібки-липучки, виготовлену з волокнистого матеріалу, причому ця ворсиста частина здатна зчіплюватися з відповідною гачкуватою частиною, при цьому ворсиста частина включає: ряд смуг багатоволокнистих ділянок, на яких волокнистий матеріал має високу масу на одиницю площі; ряд смуг маловолокнистих ділянок, розташованих між багатоволокнистими ділянками, причому волокнистий матеріал на маловолокнистих ділянках має меншу масу на одиницю площі, ніж маса на одиницю площі на багатоволокнистих ділянках. Згідно з пунктом 2 формули винаходу запропоновано ворсисту частину застібки-липучки за п. 1, в якій багатоволокнисті ділянки являють собою опуклі рубчики, сформовані з накопиченого волокнистого матеріалу, а маловолокнисті ділянки являють собою увігнуті канавки, розміщені між рубчиками. Згідно з пунктом 3 формули винаходу запропоновано ворсисту частину застібки-липучки за п. 2, в якій кожний рубчик має товщину 0,3-0,6 мм, а крок між смугами рубчиків становить 2-15 мм. Згідно з пунктом 4 формули винаходу запропоновано ворсисту частину застібки-липучки за п. 2 або 3, в якій ворсистий матеріал накопичений на основі, яка має товщину волокнистого матеріалу на дні канавок, і утворює рубчики, а об'єм волокнистого матеріалу, накопиченого на основі, відповідає об'єму канавок. Згідно з пунктом 5 формули винаходу запропоновано ворсисту частину застібки-липучки за будь-яким з пунктів 1-4, в якій маловолокнисті ділянки мають ряд наскрізних отворів, що проходять від передньої поверхні до задньої поверхні та розташовані у напрямку смуги рубчиків. Згідно з пунктом 6 формули винаходу запропоновано ворсисту частину застібки-липучки за будь-яким з пунктів 1-5, в якій волокнистий матеріал проходить безперервно від задньої поверхні до передньої поверхні у напрямку товщини волокнистого матеріалу в стані, коли волокна, з яких складається волокнистий матеріал, переплетені одне з одним. Згідно з пунктом 7 формули винаходу запропоновано застібку-липучку, що містить: гачкувату частину, яка включає поверхню зачеплення, сформовану з виступів, та ворсисту частину, за пунктами 1-6, здатну зчіплюватися з поверхнею зачеплення. Згідно з пунктом 8 формули винаходу запропоновано поглинаючий виріб, що складається із зовнішньої частини, яка включає передню ділянку талії, задню ділянку талії і пахову зону; абсорбенту, з'єднаного з паховою зоною, при цьому поглинаючий виріб включає: застібкулипучку, що складається з гачкуватої частини та ворсистої частини за пунктами 1-7, причому гачкувата частина виконана принаймні або на передній ділянці талії, або на задній ділянці талії і включає поверхню зачеплення, а ворсиста частина за пунктами 1-7 виконана на іншій ділянці талії, передній чи задній, і може зчіплюватися з поверхнею зачеплення. Згідно з пунктом 9 формули винаходу запропоновано поглинаючий виріб за п. 8, в якому крайові ділянки з обох боків передньої ділянки талії відповідно попередньо з'єднані шляхом з'єднання застібок-липучок, виконаних на крайових ділянках з обох боків передньої ділянки талії, та застібок-липучок, виконаних на крайових ділянках з обох боків задньої ділянки талії, що надає поглинаючому виробу в цілому форми трусів. Згідно з пунктом 10 формули винаходу запропоновано поглинаючий виріб, що складається із зовнішньої частини, яка включає передню ділянку талії, задню ділянку талії і пахову зону; абсорбенту, об'єднаного з паховою зоною, при цьому принаймні на передній ділянці талії або на задній ділянці талії виконана ворсиста частина застібки-липучки за пунктами 1-6. Згідно з винаходом, пружна деформація, при якій висота збільшується по мірі зменшення ширини, обумовлена тим, що багатоволокниста ділянка, на якій волокнистий матеріал має велику масу на одиницю площі, розтягується у напрямку товщини. Відповідно, зчеплення з гачкуватою частиною підвищує жорсткість, що забезпечує в результаті краще зчеплення з гачкуватою частиною. Тому, навіть якщо застібка-липучка деформується або раптова імпульсна сила відривання діє на застібку-липучку, можна запобігти від'єднанню ворсистої частини від гачкуватої частини. Більш того, волокнистий матеріал не відокремлюється і не розпушується. Фіг. 1 - вигляд у розрізі ворсистої частини згідно з одним варіантом даного винаходу і вигляд у розрізі по лінії А-А фіг. 2. 2 UA 99007 C2 5 10 15 20 25 30 35 40 45 50 55 60 Фіг. 2 - вигляд у плані передньої поверхні ворсистої частини згідно з одним варіантом винаходу. Фіг. 3 - вигляд знизу задньої поверхні згідно з одним варіантом винаходу. Фіг. 4 - вигляд у розрізі стану зчеплення ворсистої частини з гачкуватою частиною згідно з одним варіантом винаходу. Фіг. 5 - вигляд у розрізі від'єднаного стану, тобто виведенного зі стану, зображеного на фіг. 4. Фіг. 6 - вигляд у розрізі стану зчеплення, коли задня поверхня ворсистої частини виконує функцію поверхні зачеплення. Фіг. 7 - вигляд у розрізі від'єднаного стану, тобто виведенного зі стану, зображеного на фіг. 6. Фіг. 8 - вигляд збоку виробничого обладнання для виготовлення ворсистої частини. Фіг. 9 - вигляд у розрізі частини сопла для нагрівання гарячим повітрям у виробничому обладнанні з фіг. 8. Фіг. 10 - перспективний вигляд одного варіанта запропонованого поглинаючого виробу. Фіг. 11 - перспективне зображення розстебнутого стану застібки-липучки. Фіг. 12 - вигляд спереду приладу для визначення зусилля відриву при куті відриву 135°. Фіг. 13 - вигляд спереду приладу для перевірки утримуючої здатності. Фіг. 14 - вигляд спереду приладу для перевірки жорсткості зчеплення. Фіг. 15 - характеристична крива залежності жорсткості зчеплення від від'єднувальної дії. Далі винахід буде детально описано з посиланням на відповідні креслення. На фіг. 1-3 показаний один варіант запропонованої ворсистої частини 1 застібки-липучки. Ворсиста частина 1 являє собою нетканий матеріал, виготовлений за технологією "air-through", який складається з ряду волокнистих матеріалів, і утворений шляхом сплавлення між собою цих волокнистих матеріалів методом нагрівання гарячим повітрям. Як показано на фіг. 1, ворсиста частина 1 включає багатоволокнисті ділянки 2 і маловолокнисті ділянки 3. Багатоволокниста ділянка 2 є ділянкою, на якій волокнистий матеріал має високу масу на одиницю площі, а маловолокниста ділянка 3 є ділянкою, на якій волокнистий матеріал має низьку масу на одиницю площі. Маса на одиницю площі - це маса (об'єм) волокнистого 2 матеріалу на одиницю площі і виражається, наприклад, в одиницях г/м . Багатоволокниста ділянка 2 та маловолокниста ділянка 3 розширюються у напрямку MD (напрямку переміщення у виробничому процесі) і утворюють стрічкоподібні форми. Крім того, багатоволокниста ділянка 2 та маловолокниста ділянка 3 розміщені у вигляді численних смуг у напрямку CD (поперечному напрямку, перпендикулярному напрямку MD). Кожна смуга маловолокнистих ділянок 3 розміщується між двома смугами багатоволокнистих ділянок 2. Тобто, багатоволокниста ділянка 2 та маловолокниста ділянка 3 розміщуються почергово у напрямку CD. Слід зазначити, що якщо багатоволокниста ділянка 2 та маловолокниста ділянка 3 розміщені почергово, то таке розміщення передбачає, що багатоволокниста ділянка, маловолокниста ділянка, маловолокниста ділянка та багатоволокниста ділянка розташовані у цьому порядку, і маловолокниста ділянка, багатоволокниста ділянка, багатоволокниста ділянка та маловолокниста ділянка розташовані у цьому порядку. Як буде описано пізніше, багатоволокниста ділянка 2 є ділянкою, на якій волокнистий матеріал накопичується в результаті гарячого дуття і утворює опуклий рубчик 4. Маловолокниста ділянка 3 є ділянкою, на якій волокнистий матеріал відсувається в результаті гарячого дуття і утворюється увігнута канавка 5. Рубчик 4 і канавка 5 проходять у напрямку MD і розміщюються почергово у напрямку CD. Волокнистий матеріал, з якого складається рубчик 4, утворює сукупність волокон у рубчику 4. Крім того, більша частина волокнистого матеріалу, що складає один рубчик 4, є незалежною від сусіднього рубчика 4. Рубчик 4 утворено шляхом накопичення волокнистого матеріалу на несучому шарі, який має товщину волокнистого матеріалу, розташованого під канавкою 5. Кількість волокнистого матеріалу, накопиченого на несучому шарі, відповідає кількості волокнистому матеріалу, яка б знаходилася в канавці 5. Тобто, багатоволокниста ділянка 2, яка формує рубчик 4, утворена накопиченням з обох боків від канавки 5 волокнистого матеріалу, відсунутого гарячим дуттям при формуванні маловолокнистої ділянки 3 під поверхнею канавки 5. Слід зазначити, що, як показано на фіг. 2 і 3, певна частина волокнистого матеріалу в одному рубчику 4 з'єднана із сусіднім рубчиком 4 в нижній частині рубчика 4 (по несучому шару). Це з'єднання дає можливість ворсистій частині 1 зберігати форму нетканого полотна. Як показано на фіг. 2 і 3, канавка 5 (маловолокниста ділянка 3) має утворений в ній отвір 6. Отвір 6 утворено таким чином, що він проходить крізь обидві бічні сторони ворсистої частини 1. Отвір 6 утворюється при відсуванні волокнистого матеріалу методом гарячого дуття. З 3 UA 99007 C2 5 10 15 20 25 30 35 40 45 50 55 60 утворенням отвору 6 в канавці 5 волокнистий матеріал може наближатись до рубчика 4 завдяки отвору 6. Відповідно, масу рубчика 4 на одиницю площі можна збільшити. Таким чином, можна збільшити силу зчеплення рубчика 4 з непоказаною гачкуватою частиною, що в результаті забезпечує стійке зчеплення рубчика 4 з гачкуватою частиною. Крім того, як показано на фіг. 3, волокнистий матеріал по периферії отвору 6 має тенденцію спрямовуватися у напрямку CD. Відповідно, покращується ступінь розтягнення матеріалу у напрямку CD. Слід зазначити, що отвір 6 можна утворювати або не утворювати. В даному варіанті, як показано на фіг. 1, рубчик 4 утворено на передній поверхні, при цьому задня поверхня є плоскою. Однак рубчик 4 може бути утворений з обох боків передньої та задньої поверхонь. Крім того, у вищеописаному варіанті рубчик 4 утворено таким чином, що волокнистий матеріал, відсунутий в результаті гарячого дуття, укладається по обидва боки канавки 5. Проте канавка 5 може бути утворена шляхом відсунення волокнистого матеріалу методом тиснення передньої поверхні гребінкоподібною деталлю для відсунення волокнистого матеріалу, а рубчик 4 може бути утворений методом зсуву волокнистого матеріалу, відсунутого з канавки 5, до обох боків канавки 5. Далі будуть описані характеристики ворсистої частини 1, наприклад розмір і матеріал. Маса на одиницю площі всього нетканого матеріалу, з якого складається ворсиста частина 2 2 1, становить переважно 15-100 г/м , краще - 20-50 г/м . Якщо маса на одиницю площі менша ніж 2 15 г/м , різниця між масою на одиницю площі рубчика 4 і масою на одиницю площі канавки 5 повинна бути незначною. Інакше волокнистий матеріал канавки 5 надмірно зменшується, що спричинює втрату міцності у напрямку CD. З іншого боку, небажано, щоб маса на одиницю 2 площі перевищувала 100 г/м , бо тоді зростає вартість. Крок Р1 між смугами рубчиків 4 (див. фіг. 2 і 3) становить від 2-15 мм, краще - 3-10 мм. Якщо крок Р1 менше 2 мм, рубчики 4 не можуть утворюватися рівномірно у межах вище зазначеної маси на одиницю площі. Це обумовлено тим, що рубчик 4 утворюється шляхом відсунення волокнистого матеріалу. З іншого боку, якщо крок Р1 перевищує 15 мм, при встановленій малій ширині канавки 5 (наприклад, від 1-2 мм), рубчик 4 розширюється, а його висота зменшується. Таким чином, рубчик 4 не може нормально входити в зачеплення з гачкуватою частиною. Крім того, при збільшенні ширини канавки 5 (наприклад, до 5-6 мм), площа зачеплення з гачкуватою частиною зменшується і сила зчеплення стає недостатньою. Товщина Н1 рубчика 4 (див. фіг. 1), тобто товщина нетканого матеріалу, становить 0,3-6 мм. Якщо товщина Н1 менша, ніж 0,3 мм, малоймовірно, що рубчик 4 буде зачеплений гачкуватою частиною, і ефекту пружної деформації рубчика 4 не буде досягнуто. Якщо товщина Н1 перевищує 6 мм, ворсиста частина 1 стає дуже об'ємною і нею стає незручно користуватися. Як волокнистий матеріал для нетканого матеріалу, яким є ворсиста частина 1, вибирають багатокомпонентне волокно зі структурою типу "серцевина в оболонці". Це багатокомпонентне волокно сформоване зі смоли, в якій компонент оболонки має нижчу точку плавлення, ніж смола, з якої складається серцевина. Співвідношення цих смол переважно становить 50 % або більше, краще - 100 %. Слід зазначити, що небажано домішувати інше волокно матеріалу з більш високою точкою плавлення, ніж компонент оболонки, бо це призводить до погіршення міцності всього нетканого матеріалу і спричиняє випадіння волокон. Однак можна, наприклад, домішувати високозвите волокно для надання ворсистій частині 1 більшого об'єму, або розтяжну еластичну нитку для збереження пружної деформації рубчика 4. Як волокнистий матеріал композиція компоненту серцевини та компоненту оболонки включає, наприклад, композиції: РР (поліпропілен) і РЕ (поліетилен); РР і РР з низькою точкою плавлення; PET (поліетилен-терефталат) і PET з низькою точкою плавлення; PET і РЕ. Однак композиція може бути й іншою. Як волокно, домішуване до волокнистого матеріалу, вибирають волокно, що має хорошу сумісність зі смолою компоненту-оболонки волокнистого матеріалу. Наприклад, можна вибрати таке волокно, як віскоза, PET, РР, поліамід, наприклад: нейлон, акрил, уретан чи бавовна. Більш того, можна застосовувати не тільки ці волокна, а і будь-який матеріал, за умови, що він може утворювати полотно при домішуванні до волокнистого матеріалу. Товщина волокнистого матеріалу становить 1-15 децитексів (дтекс), краще - 1,5-9 дтекс. Якщо товщина становить менш ніж 1 дтекс, то міцність одиночної нитки буде надто низькою і, таким чином, волокно буде легко розриватися при зчепленні з гачкуватою частиною. Це створює труднощі при виготовленні полотна за допомогою чесальної машини. Відповідно, зменшується продуктивність. Якщо товщина перевищує 15 дтекс, погіршується структура тканини та зменшується кількість волокон на одиницю маси. Відповідно, сила зчеплення з гачкуватою частиною надзвичайно зменшується. 4 UA 99007 C2 5 10 15 20 25 30 35 40 45 50 55 60 Довжина застосовуваного волокнистого матеріалу становить 25-100 мм, краще - 30-60 мм. Якщо довжина менша, ніж 25 мм, волокно буде надто коротким, що спричинить розпушення волокнистого матеріалу. З іншого боку, якщо довжина перевищує 100 мм, це створює труднощі при виготовленні полотна за допомогою чесальної машини. Відповідно, зменшується продуктивність. У ворсистій частині 1 вищезазначеної конфігурації волокнистий матеріал канавки 5 додається до рубчика 4, і тому рубчик 4 є вищим по волокну і більш об'ємним. Тому зчеплення з гачкуватою частиною стає кращим. Крім того, волокнистий матеріал при формуванні рубчика 4 укладений таким чином, що волокнистий матеріал, розміщений в канавці 5, видувається повітряним струменем. Отже, волокнистий матеріал, з якого складається рубчик 4, має хаотичну орієнтацію волокон відносно напрямку MD, напрямку CD, а також відносно напрямку товщини. Відповідно, волокнистий матеріал має високу жорсткість зчеплення і менше розпушується. І навпаки, у структурі, в якій волокнисті матеріали з'єднані один з одним методом термосплавлення, існує проблема зменшення жорсткості зчеплення і погіршення характеристик зчеплення, навіть якщо структура може попередити розпушення волокнистих матеріалів. На фіг. 4 і 5 показаний стан, в якому запропонована ворсиста частина 1 зчеплена з гачкуватою частиною 8. Фіг. 4 показує зчеплений стан, а фіг. 5 - від'єднаний стан. Гачкувата частина 8 включає поверхню зачеплення 10 з численними виступами 9. Поверхня зачеплення 10 повернена до ворсистої частини 1. Ворсиста частина 1 і гачкувата частина 8 наближені одна до одної настільки, що виступи 9 зчіплюються з волокнистим матеріалом рубчиків 4. В цей час канавка 5 може зачіплюватися або може не зачіплюватися. У від'єднаному стані на фіг. 5 більша частина волокнистого матеріалу, з якого складається рубчик 4, відокремлена від сусіднього рубчика 4. Відповідно, верхня частина кожного рубчика 4 витягується у напрямку товщини. При від'єднанні рубчик 4 зазнає пружної деформації, при якій висота рубчика 4 збільшується, а його ширина зменшується. Зчеплений рубчик 4, що розтягується таким чином, може пом'якшувати поштовхи від згинання або миттєвої ударної сили, викликаної черевним тиском. Відповідно, ворсиста частина 1 не від'єднується, тобто не виходить зі стану зчеплення з гачкуватою частиною 8. На фіг.6 і 7 показаний варіант, коли задня поверхня ворсистої частини 1 використовується як поверхня зачеплення. Фіг. 6 показує стан зчеплення з гачкуватою частиною 1. Фіг. 7 показує від'єднаний стан. Ворсиста частина 1 використовується таким чином, що її поверхня прикріплена до зовнішньої частини, наприклад, поглинаючого виробу. Рубчики 4 і канавки 5 утворені на поверхні ворсистої частини 1. Відповідно, її поверхня є не повністю прикріпленою. Тому на фіг. 6 і 7 показані властивості, що мають однакову тенденцію, що й властивості фіг. 4 і 5, на яких поверхня використовується як поверхня зачеплення. Під час від'єднання виникає пружна деформація, як показано на фіг. 7. Відповідно, навіть при згинанні або дії імпульсної сили, наприклад черевного тиску, ворсиста частина 1 не виходить зі стану зчеплення. На фіг. 8 зображено обладнання для виготовлення запропонованої ворсистої частини 1. На фіг. 9 зображена частина обладнання фіг. 8, в якій формують рубчики 4 і канавки 5. На фіг. 8 числом 12 позначене волокнисте полотно, яке служить матеріалом для ворсистої частини 1. Волокнисте полотно 12 проходить через канал, в якому по ходу руху розміщені сопло 13 для подачі гарячого повітря, дірчастий барабан 14 і повітронагрівач 15. Повітронагрівач 15 оснащений витяжним вентилятором 17. Числом 16 позначена чесальна машина для виготовлення волокнистого полотна 12. Волокнисте полотно 12 виготовляють звичайним методом за допомогою чесальної машини 16, а потім волокнисте полотно 12 приводять у контакт з дірчастим барабаном 14. Як показано на фіг. 9, дірчастий барабан 14 має ряд отворів 14а і присмоктує волокнисте полотно 12 у напрямку, показаному стрілкою 18, через отвори 14а. Сопло 13 для подачі гарячого повітря розміщене над дірчастим барабаном 14 і виштовхує сильний струмінь гарячого повітря з численних форсунок 13а, розміщених із заданим кроком у напрямку CD, на волокнисте полотно 12. До цього дірчастого барабана 14 волокнисте полотно 12 присмоктується своєю нижньою поверхнею, при цьому струмінь гарячого повітря з температурою від +50 °C до -50 °C від точки плавлення волокнистого матеріалу, видувається з форсунок 13а на верхню поверхню волокнистого полотна 12. Волокнистий матеріал на тій ділянці, на яку спрямований струмінь гарячого повітря, відсувається до обох боків цієї ділянки, і, таким чином, на цій ділянці утворюється канавка 5, а рубчик 4 утворюється внаслідок того, що зсунутий волокнистий матеріал накопичується у формі склепіння між сусідніми форсунками 13а. Таким чином, після того, як волокнисте полотно 12 проходить під соплом 13 для подачі гарячого повітря 13, на ньому формуються рубчики 4 і канавки 5, в результаті чого отримують 5 UA 99007 C2 5 10 15 20 25 30 35 40 45 50 55 60 оброблене полотно 19. Оброблене полотно 19 спрямовують у повітронагрівач 15 з волокнистим матеріалом, що знаходиться у напіврозплавленому стані. Як і у випадку виготовлення звичайного нетканого матеріалу "air-through", на нього спрямовують струмені гарячого повітря 20 з температурою 130-160 °C. Таким чином, волокнистий матеріал повністю сплавляється, потім намотується на валик 21, і виробничий процес завершується. У вищеописаному виробничому процесі в результаті надання хвилеподібної форми, координованої соплом 13 для подачі гарячого повітря у напрямку CD дірчастого барабана 14, можна утворювати рубчики 4 і канавки 5 на обох сторонах полотна. Крім того, якщо отвір 6 (див. фіг. 2 і 3) утворюють в канавці 5, то його можна утворювати, рідко розміщуючи ділянки без отворів 14а із заданим інтервалом по прямій на дірчастому барабані 14, на який надходить струмінь гарячого повітря. Отвори 6 утворюються на ділянках без отворів 14а. На фіг. 10 показаний один варіант запропонованого поглинаючого виробу 31. Поглинаючий виріб 31 - це дослідний зразок одноразового підгузка, в якому зовнішня частина 35 складається з передньої ділянки талії 32, задньої ділянки талії 33 і пахової зони 34, що знаходиться між ділянками талії 32 і 33. Пахова зона 34 містить повністю розташований всередині абсорбент 36. Абсорбент 36 є проникним для рідини, а зовнішня частина є непроникною для рідини. Задня ділянка талії 33 перекриває передню ділянку талії 32 та має гачкуваті елементи 37, відповідно прикріплені на обох крайових ділянках у напрямку ширини. Навпаки, передня ділянка талії 32 має стрічкоподібний ворсистий елемент 38, прикріплений до її верхньої зовнішньої поверхні. Коли гачкуватий елемент 37 зчіплюється з ворсистим елементом 38, підгузок набуває форми, яку він має під час використання. У цьому випадку ворсистий елемент 38 може бути прикріплений таким чином, щоб повністю покривати передню ділянку талії 32. При використанні ворсистої частини 1, показаної на фіг. 1-3, як ворсистого елемента 38 поглинаючого виробу 31, ворсистий елемент 38 і гачкуватий елемент 37 є переважно зчепленими між собою. Відповідно, зчеплення не роз'єднується навіть якщо підгузок деформується або на нього діє миттєва імпульсна сила. На фіг. 11 показаний інший поглинаючий виріб 41, в якому використані такі самі числові позначення, що і на фіг. 10, і вони позначають ті самі елементи. Застібка-липучка, сформована з ворсистої частини та гачкуватої частини, прикріплена до передньої ділянки талії 32 та задньої ділянки талії 33 у напрямку ширини застібки-липучки. Зчеплення застібки-липучки надає, в цілому, форму трусів. Гачкуватий елемент 37 прикріплено до крайової зовнішньої поверхні передньої ділянки талії 32. Крім того, ворсистий елемент 38 прикріплено до крайової внутрішньої поверхні задньої ділянки талії 33. Коли ворсистий елемент 38 зчеплений з гачкуватим елементом 37, зберігається форма трусів. У поглинаючому виробі 41, використання ворсистої частини 1, показаної на фіг. 1-3, як ворсистого елемента 38 може запобігти ненавмисному роз'єднанню зчеплення з гачкуватим елементом 37. Крім того, у поглинаючому виробі 41 такої конфігурації ворсистий елемент 38 розміщено з боку тіла споживача. Однак ворсистий елемент 38 має структуру, що включає рубчики 4 та канавки 5, є м'яким і дуже добре пропускає рідину та повітря. Відповідно, навіть при розміщенні ворсистого елемента 38 у цьому положенні, він не травмує споживача. Слід зазначити, що у вищеописаному варіанті, ворсистий елемент 38 використаний для однієї ділянки поглинаючого виробу 31, який є одноразовим підгузком, проте, принаймні, одна, передня ділянка талії 32 або задня ділянка талії 33, може бути виконана з вищеописаним ворсистим елементом 38. Таблиця 1 відображує властивості волокна, використаного у прикладі 1 та у порівняльних прикладах 1 і 2. Волокна, що мають співвідношення складових, наведені в таблиці 1, подають до виробничого обладнання, зображеного на фіг. 8 і 9, для виготовлення ворсистої частини (нетканого матеріалу) застібки-липучки. Виготовлення здійснювали за наступних умов. Зокрема, розташовували чотири форсунки 13а, кожна з яких мала отвір діаметром 1,0 мм і крок 50 мм, потім із сопла 13 для подачі гарячого повітря видували струмінь гарячого повітря з 3 2 температурою 150 °C та об'ємом повітря 0,12 м /хв/м , після чого протягом приблизно 10 секунд у повітронагрівачі 15 обдували струмені гарячого повітря 20 з температурою 150 °C і об'ємом 15 3 2 м /хв/м . В результаті, отримували нетканий матеріал "air-through" прикладу 1, поверхня якого 2 мала вагу на одиницю площі 35 г/м , крок 5 мм рубчиків 4 і ширину канавок 1,3 мм. В цьому варіанті канавка 5 мала отвори 6, виконані з кроком 5 мм у напрямку MD. З іншого боку, неткані матеріали "air-through" порівняльних прикладів 1 і 2 виготовляли при співвідношеннях компонентів, наведених в таблиці 1, за тих самих умов, що і для прикладу 1. Матеріал порівняльного прикладу 1 виготовляли без застосування гарячого повітря, яке видувалося із сопла 13 для подачі гарячого повітря. Матеріал порівняльного прикладу 2 6 UA 99007 C2 3 5 10 15 20 25 30 35 40 45 50 55 60 2 виготовляли, змінивши об'єм струменя гарячого повітря прикладу 1 до 10 м /хв/м . Отриманий у порівняльному прикладі 2 нетканий матеріал був товщим, ніж матеріал прикладу 1. Оцінювали міцність на відрив, розпушуваність, утримуючу здатність та жорсткість зчеплення, використовуючи гачкуваті елементи однакової структури, які зчіплювали з матеріалом прикладу 1 та порівняльних прикладів 1 і 2 у напрямку MD. Результати наведені в таблиці 2. Товщина показана в таблиці 1. Метод оцінювання описано нижче. 2 Квадратний зразок із стороною 10 см вимірювали при навантаженні 3 г/см за допомогою товщиноміру (назва виробу "РЕАСОК DIAL THICKNESS GAUGE No. CI1352"). З нетканого матеріалу, що являв собою ворсисту частину, вирізали зразок для випробовування розміром 3-5 см 5 см. Цей зразок для випробовування приклеювали до 2 нетканого матеріалу спанбонд розміром 5 см 8 см (20-30 г/см ) за допомогою двосторонньої липкої стрічки, щоб ці частини не роз'єднувалися, і використовували цю структуру як зразок ворсистої частини 53. На відміну від цього, гачкувату частину розміром 2 см 3 см приклеювали 2 до нетканого матеріалу спанбонд розміром 12 см 3 см (20-30 г/см ) за допомогою двосторонньої липкої стрічки, щоб ці частини не роз'єднувались, і використовували як зразок гачкуватої частини 56. Зразок ворсистої частини 53 приклеювали до корозійностійкої пластини двосторонньою липкою стрічкою так, щоб не утворювалися складки. Після цього, зразок гачкуватої частини 56 поміщали на ворсисту частину 53. Потім валиком масою 700 г здійснювали по цій структурі один рух вперед-назад зі швидкістю 300 мм/хв, щоб відбулось зчеплення між випробуваним зразком (ворсистою частиною) і гачкуватою частиною. Після цього, протягом трьох секунд прикладали навантаження 500 г до зразка зчепленої гачкуватої частини 56 на одному з його кінців, щоб на поверхні зачеплення спрацювала дія сили зсуву. Слід зазначити, що ширина валика становила 45 мм, а діаметр його становив 95 мм, і використовували натискний валик виробництва Tester Sangyo Co., Ltd. На фіг. 12 зображений прилад для випробування на відривання при куті відриву 135°, в якому вищезгадана корозійностійка пластина приєднана до пристрою для запису даних, і зразок гачкуватої частини 56 тягнуть від одного його кінця, щоб таким чином відірвати, і щоб кут відриву між зразком ворсистої частини 53 і зразком гачкуватої частини 56 становив 135°. Зусилля, необхідне для такого відривання, визначають як силу відриву при куті 135°. Для пристрою для запису даних встановлені наступні умови. Умови вимірювання: тензодатчик = 5 кг, швидкість витягування = 300 мм/хв. Відстань між верхньою механічною застібкою та зразком = 50 мм (у вертикальному напрямку). Зразок ворсистої частини 59 для випробування утримуючої здатності, як показано на фіг. 13, виготовляють шляхом приклеювання ворсистої частини 61 розміром 5 см 5 см до нетканого 2 матеріалу спанбонд розміром 10 см 10 см (20-30 г/см ) двосторонньою липкою стрічкою, щоб ці частини не роз'єдналися. Крім того, зразок гачкуватої частини для випробування утримуючої здатності виготовляють методом приклеювання гачкуватої частини 54 до нетканого матеріалу 2 спанбонд розміром 4 см 8 см (20-30 г/см ) за допомогою двосторонньої липкої стрічки, щоб ці частини не роз'єдналися. Вищеописаний зразок гачкуватої частини розміщують на зразку ворсистої частини 59. Потім валиком масою 700 г здійснюють по цій структурі один рух вперед-назад зі швидкістю 300 мм/хв, щоб відбулось зчеплення між ворсистою частиною 61 і гачкуватою частиною 54. Потім цей зразок залишають в умовах 20 °C і при відносній вологості 60 % протягом 30 хвилин. На фіг. 13 показаний пристрій для випробування утримуючої здатності в стані, коли верхній кінець зразка ворсистої частини 59 підвішений за допомогою кріпильного пристрою 63. Пристрій для випробування утримуючої здатності залишається у цьому положенні при температурі 40 °C та з гирею 64 масою 800 г, підвішеною на нижньому кінці зразка гачкуватої частини 62. Потім вимірюють час, доки не впаде гиря 64 і не роз'єднається зчеплення. Цей час визначають як утримуючу здатність. У цьому випадку, якщо гиря 64 не падає навіть через 60 хвилин, то максимальною утримуючою здатністю вважають 60 хвилин. Зразок ворсистої частини для випробування жорсткості зчеплення (фіг. 14) виготовляють методом наклеювання ворсистої частини розміром 2 см 4 см на нетканий матеріал спанбонд 2 розміром 3 см 5 см (20-30 г/см ) за допомогою двосторонньої липкої стрічки, щоб ці частини не роз'єдналися. Розмір гачкуватої частини для випробування жорсткості зчеплення становить 1,5 см 3 см і двосторонньою липкою стрічкою прикріплюють до задньої поверхні. Цю гачкувату частину кладуть на зразок ворсистої частини. Потім валиком масою 700 г здійснюють по цій структурі один рух вперед - назад зі швидкістю 300 мм/хв, щоб відбулось зчеплення між гачкуватою частиною та ворсистою частиною. 7 UA 99007 C2 5 На фіг. 14 зображено пристрій для випробування жорсткості зчеплення, в якому зразок 68, що містить склеєні між собою гачкувату частину і ворсисту частину, укладено між двома, верхньою та нижньою, L-подібними металічними з'єднувальними деталями 67 (маса 13, 5 г), і прикріплено до верхньої та нижньої L-подібних металічних з'єднувальних деталей 67 двосторонньою липкою стрічкою. Відповідно, верхня та нижня L-подібні металеві з'єднувальні деталі 67 приєднуються до верхнього та нижнього пристроїв 69 для запису даних для визначення ступеня жорсткості зчеплення. Вимірювання здійснюють шляхом визначення відстані зсуву при максимальному навантаженні як "максимального значення зсуву". Таблиця 1 Приклад 1 Порівняльний приклад 1 Порівняльний приклад 2 Використане волокно і співвідношення компонентів PET (поліетилен-терефталат)/РЕ (поліетилен) 3,3 дтекс 38 мм 85 % 2,6 дтекс 38мм 15 % Вага на одиницю площі Товщина (мм) 153 35 0,77 1,55 10 Таблиця 2 Приклад 1 Порівняльний приклад 1 Порівняльний приклад 2 Міцність на відрив при куті відриву 135° (Н) Поверхня Перший Другий Третій Четвертий П'ятий Розпушуваність зачеплення раз раз раз раз раз Передня 1,41 1,39 1,18 1,12 1,18 поверхня Задня поверхня 0,73 0,90 1,01 0,84 0,88 немає Передня 0,75 0,72 0,76 0,73 0,69 поверхня Передня 1,10 1,24 0,93 0,80 обрив поверхня Оцінка розпушуваності = немає = невелика = більше або менше X = певною мірою Утримуюча здатність утримуюча здатність виробу у першому випробуванні на відривання утримуюча здатність виробу у п'ятому випробуванні на відривання 15 20 25 30 Як показано у таблиці 2, стосовно і передньої поверхні, і задньої поверхні ворсистої частини прикладу 1, всі результати щодо міцності на відривання від першого до п'ятого випробування на відривання при куті відриву 135°, щодо розпушуваності, випробування утримуючої здатності та жорсткості зчеплення є кращими. У прикладі 1, на задній поверхні матеріалу результат щодо утримуючої здатності у п'ятому випробуванні на відривання є вищим, ніж результат щодо утримуючої здатності у першому випробуванні на відривання. Це обумовлено тим, що сила зчеплення зростає внаслідок того, що відновлюється товщина ворсистої частини при повторенні випробування на відрив. І навпаки, у порівняльному прикладі 1, сила відриву та результат щодо розпушуваності є кращими, хоча результати випробування утримуючої здатності та жорсткості зчеплення не є кращими. У порівняльному прикладі 2, зразок від'єднується і розривається на п'ятому випробуванні на відривання. Відповідно, ворсисті частини у порівняльних прикладах 1 і 2, не відповідають належному рівню якості ворсистої частини. В даному описі станом розривання є такий стан, при якому з'єднання власне матеріалу роз'єднується у зигзагоподібному напрямку (напрямку товщини), і матеріал від'єднується з прикріпленою до нього гачкуватою частиною у вигляді шару. На фіг. 15 показана характеристична крива жорсткості зчеплення при випробуванні на відривання. Крива Е показує жорсткість зчеплення на передній поверхні матеріалу прикладу 1, а крива F - жорсткість зчеплення на задній поверхні матеріалу прикладу 1. Крива G показує жорсткість зчеплення на передній поверхні матеріалу порівняльного прикладу 1, а крива Н жорсткість зчеплення на передній поверхні матеріалу порівняльного прикладу 2. У прикладі 1 і передня поверхня, і задня поверхня мають хорошу жорсткість зчеплення. 8 UA 99007 C2 5 10 В даній заявці просять установити пріоритет за попередньою японською патентною заявкою № JP 2008-056903, поданою 6 березня 2008, на якій базується дана заявка і повний зміст якої включено тут як посилання. Як описано вище, в запропонованій ворсистій частині застібки-липучки, відбувається пружна деформація, при якій висота ворсистої частини зростає, а ширина звужується, коли багатоволокниста ділянка, на якій ворсистий матеріал має високу вагу на одиницю площі, подовжується у напрямку товщини. Відповідно, зчеплення з гачкуватою частиною набуває жорсткості, що покращує зчеплення з гачкуватою частиною. В результаті покращується якість поглинаючого виробу, наприклад одноразового паперового підгузка, гігієнічної прокладки, прокладки, прикріплюваної до спідньої білизни. ФОРМУЛА ВИНАХОДУ 15 20 25 30 35 40 45 50 1. Ворсиста частина застібки-липучки, яка виготовлена з волокнистого матеріалу і здатна зчіплюватися з відповідною гачкуватою частиною і яка включає смуги багатоволокнистих ділянок, в яких волокнистий матеріал має високу масу на одиницю площі, і смуги маловолокнистих ділянок, які знаходяться між смугами багатоволокнистих ділянок і мають масу волокнистого матеріалу на одиницю площі, меншу, ніж його маса на багатоволокнистих ділянках, яка відрізняється тим, що багатоволокнисті ділянки являють собою опуклі рубчики, сформовані з накопиченого волокнистого матеріалу, а маловолокнисті ділянки являють собою увігнуті канавки, розміщені між рубчиками. 2. Ворсиста частина застібки-липучки за п. 1, яка відрізняється тим, що кожний рубчик має товщину 0,3-0,6 мм, а крок між рубчиками становить 2-15 мм. 3. Ворсиста частина застібки-липучки за п. 1, яка відрізняється тим, що ворсистий матеріал накопичений на несучому шарі, який має товщину волокнистого матеріалу під канавками, і утворює рубчики, а об'єм накопиченого волокнистого матеріалу відповідає об'єму волокнистого матеріалу, який би знаходився в канавках. 4. Ворсиста частина застібки-липучки за п. 1, яка відрізняється тим, що маловолокнисті ділянки мають ряд наскрізних отворів, що проходять від передньої поверхні до задньої поверхні та розташовані у напрямку смуги рубчиків. 5. Ворсиста частина застібки-липучки за п. 1, яка відрізняється тим, що волокнистий матеріал проходить безперервно від задньої поверхні до передньої поверхні у напрямку товщини волокнистого матеріалу в стані, коли волокна, з яких складається волокнистий матеріал, переплетені одне з одним. 6. Застібка-липучка, що містить: гачкувату частину, яка включає поверхню зачеплення, сформовану з виступів, та ворсисту частину, здатну зчіплюватися з поверхнею зачеплення, яка відрізняється тим, що має ворсисту частину, виконану за п. 1. 7. Поглинаючий виріб, що складається із зовнішньої частини, яка включає передню ділянку талії, задню ділянку талії і пахову зону, і абсорбенту, з'єднаного з паховою зоною, який відрізняється тим, що включає: застібку-липучку, що складається з гачкуватої частини та ворсистої частини за п. 1, причому гачкувата частина виконана принаймні або на передній ділянці талії, або на задній ділянці талії і включає поверхню зачеплення, а ворсиста частина за п. 1 виконана на іншій ділянці талії, передній чи задній, і може зчіплюватися з поверхнею зачеплення. 8. Поглинаючий виріб за п. 8, який відрізняється тим, що крайові ділянки з обох боків передньої ділянки талії відповідно попередньо з'єднані шляхом з'єднання застібок-липучок, виконаних на крайових ділянках з обох боків передньої ділянки талії, та застібок-липучок, виконаних на крайових ділянках з обох боків задньої ділянки талії, що надає поглинаючому виробу в цілому форми трусів. 9. Поглинаючий виріб, що складається із зовнішньої частини, яка включає передню ділянку талії, задню ділянку талії і пахову зону, і абсорбенту, з'єднаного з паховою зоною, який відрізняється тим, що принаймні на передній ділянці талії або на задній ділянці талії виконана ворсиста частина застібки-липучки за п. 1. 9 UA 99007 C2 10 UA 99007 C2 11 UA 99007 C2 12 UA 99007 C2 13 UA 99007 C2 14 UA 99007 C2 15 UA 99007 C2 16 UA 99007 C2 Комп’ютерна верстка М. Ломалова Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 17
ДивитисяДодаткова інформація
Назва патенту англійськоюFemale member for hook-and-loop fastener, hook-and-loop fastener employing female member, and absorbent article employing hook-and-loop fastener
Автори англійськоюSakaguchi, Satoru
Назва патенту російськоюВорсистая часть застежки-липучки, содержащая ее застежка-липучка и поглощающее изделие с этой застежкой-липучкой
Автори російськоюСакагучи Сатору
МПК / Мітки
МПК: A61F 13/49, A44B 18/00, D04H 11/00, A61F 13/56, A61F 13/496
Мітки: застібкою-липучкою, поглинаючий, ворсиста, цією, містить, виріб, застібка-липучка, частина, застібки-липучки
Код посилання
<a href="https://ua.patents.su/19-99007-vorsista-chastina-zastibki-lipuchki-zastibka-lipuchka-shho-mistit-i-poglinayuchijj-virib-z-ciehyu-zastibkoyu-lipuchkoyu.html" target="_blank" rel="follow" title="База патентів України">Ворсиста частина застібки-липучки, застібка-липучка, що її містить, і поглинаючий виріб з цією застібкою-липучкою</a>
Багатошарова структура, що містить радіочастотний ідентифікуючий пристрій, обкладинка для брошури, утворена цією структурою, брошура з цією обкладинкою і паспорт з обкладинкою
Номер патенту: 76715
Опубліковано: 15.09.2006
Автори: Майяд Тьєрі, Рансьєн Сандрін
МПК: G06K 19/077
Мітки: багатошарова, ідентифікуючий, обкладинка, структура, радіочастотний, брошура, структурою, утворена, паспорт, цією, брошури, пристрій, містить, обкладинкою
Формула / Реферат:
1. Багатошарова структура, яка утворює обкладинку для брошури, зокрема паспорта, виконана з можливістю складання по згину обкладинки і включає радіочастотний ідентифікуючий пристрій (31, 32) з мікросхемою (31), причому мікросхема розташована в багатошаровій структурі без утворення в ній додаткового стовщення, а матеріали, які складають різні шари багатошарової структури, і товщини цих шарів вибрані таким чином, щоб обкладинка (20) могла...
Абсорбувальний виріб /його варіанти/ та застібка.
Номер патенту: 26417
Опубліковано: 30.08.1999
Автори: ЗЕНЕР Джорджія Лінн, ВАН ГОМПЕЛЬ Пол Теодор, Рьосслер Томас Херолд, ХУАНГ Юнг Хсіанг
МПК: A61F 13/00
Мітки: застібка, його, абсорбувальний, виріб
Формула / Реферат:
1. Абсорбирующее изделие, содержащее переднюю и заднюю поясные часта, а также соединяющую их промежуточную часть, включающее слой тыльного листа, имеющий, по крайней мере, одну поясную часть, две боковые детали, расположенные на противоположных боковых сторонах, по меньшей мере, одной поясной части тыльного слоя, причем каждая из указанных боковых деталей содержит периферийный участок заданной длины, застегивающий язычок для крепления изделия...
Поглинаючий виріб, що має підвищену еластичність і дозволяє поліпшити естетичні характеристики та здатність утримання
Номер патенту: 53760
Опубліковано: 17.02.2003
Автори: Ванеперен Дейвід Джеймс, Шлінц Деніел Роберт, Ст.Луі Раймон Жерар, Шляйнц Елен Френсіс, Бейц Марк Джон, Фолкс Майкл Джон
МПК: A61F 13/47, A61F 13/49, A61F 13/15
Мітки: має, поглинаючий, поліпшити, еластичність, характеристики, дозволяє, виріб, підвищену, утримання, здатність, естетичні
Формула / Реферат:
1. Поглинаючий виріб, який має поздовжній розмір по довжині, боковий поперечний розмір, передню частину стрічки, що проходить по талії, задню частину стрічки, що проходить по талії, і проміжну частину, яка з'єднує зазначені передню і задню частини стрічки, що проходить по талії, при цьому зазначений виріб містить: задній листовий шар, що має пару розташованих одна напроти одної в поперечному напрямку бокових облямівок, які проходять...
Покриття, що прилягає до тіла, для індивідуальних гігієнічних поглинаючих виробів та індивідуальний гігієнічний поглинаючий виріб
Номер патенту: 39971
Опубліковано: 16.07.2001
Автори: Джексон Ванда Уолтон, Буш Уенді Луіс, Бертвелл Річард Джон, Мокадло Черіл Енн, Перкінз Черіл Енн, Діаз Моніка Сігнорет, Хаффман Дон Мері
МПК: A61F 13/15
Мітки: виробів, індивідуальних, гігієнічний, виріб, тіла, прилягає, поглинаючих, індивідуальний, гігієнічних, покриття, поглинаючий
Формула / Реферат:
1.Прилегающее к телу покрытие для индивидуальных гигиенических поглощающих изделий, включающее слой пленки с отверстиями и разделяющий слой, причем слой пленки имеет в себе отверстия, отличающееся тем, что слой пленки имеет процентное содержание открытой поверхности от около 10 до около 30 процентов, а разделяющий слой включает нетканый волокнистый материал, имеющий толщину от около О, 76 мм до около 3,8 мм, основной вес от около 17...
Фармацевтична композиція, яка містить оланзапіну памоат, та спосіб лікування цією композицією
Номер патенту: 73715
Опубліковано: 15.09.2005
Автори: Декемпер Курт Дуглас, Шінкл Шарон Луїз, ХЕНДРІКСЕН Беррі Арнольд, Аллен Дуглас Дж., Гарвін Стьюарт Джеймз, Маррі Лінда Камерон, Санчез-Фелікс Мануель-Вісенте, БАННЕЛЛ Чарльз Артур, Маскаренхас Снехлата Сінгх, Таппер Девід Едуард, Фергюсон Томас Гаррі, Брукс Норман Дейл
МПК: A61K 47/34, A61P 25/18, A61K 47/38, A61K 31/551, A61K 47/00, A61K 9/16, A61K 9/107, A61K 47/28, C07D 495/04, A61K 9/51, A61K 47/44, A61K 47/36, A61K 9/08, A61P 25/20, A61P 25/22
Мітки: композицією, спосіб, памоат, лікування, цією, містить, фармацевтична, оланзапіну, композиція, яка
Формула / Реферат:
1. Фармацевтична композиція, яка містить оланзапіну памоат або його сольват як активний інгредієнт, а також один або декілька носіїв.2. Фармацевтична композиція за п. 1, яка містить маслянистий носій.3. Фармацевтична композиція за п. 1, яка містить носій — холестеринові мікросфери.4. Фармацевтична композиція за п. 1, яка характеризується уповільненим тривалим вивільненням впродовж більш ніж 7 діб та залповим вивільненням...
Попередній патент: Спосіб контролю міцності поясних швів зварних профілів
Наступний патент: Спосіб ідентифікації живих і мертвих організмів мезозоопланктона в морських пробах
Випадковий патент: Муфта