Антифрикційний матеріал для поверхонь тертя
Номер патенту: 1
Опубліковано: 30.04.1993
Автори: Огородник Володимир Васильович, Ященко Микола Костянтинович
Формула / Реферат
Антифрикционный материал для поверхностей трения, включающий спеченные интерметаллиды меди с цинком и оловом, отличающийcя тем, что материал дополнительно содержит ультрадисперсный порошок алмаза при следующем соотношении компонентов (% масс.):
CuZn
48-88
CuSn
0,5-3
CuZnSn
1,5-4
алмаз
5-50
Текст
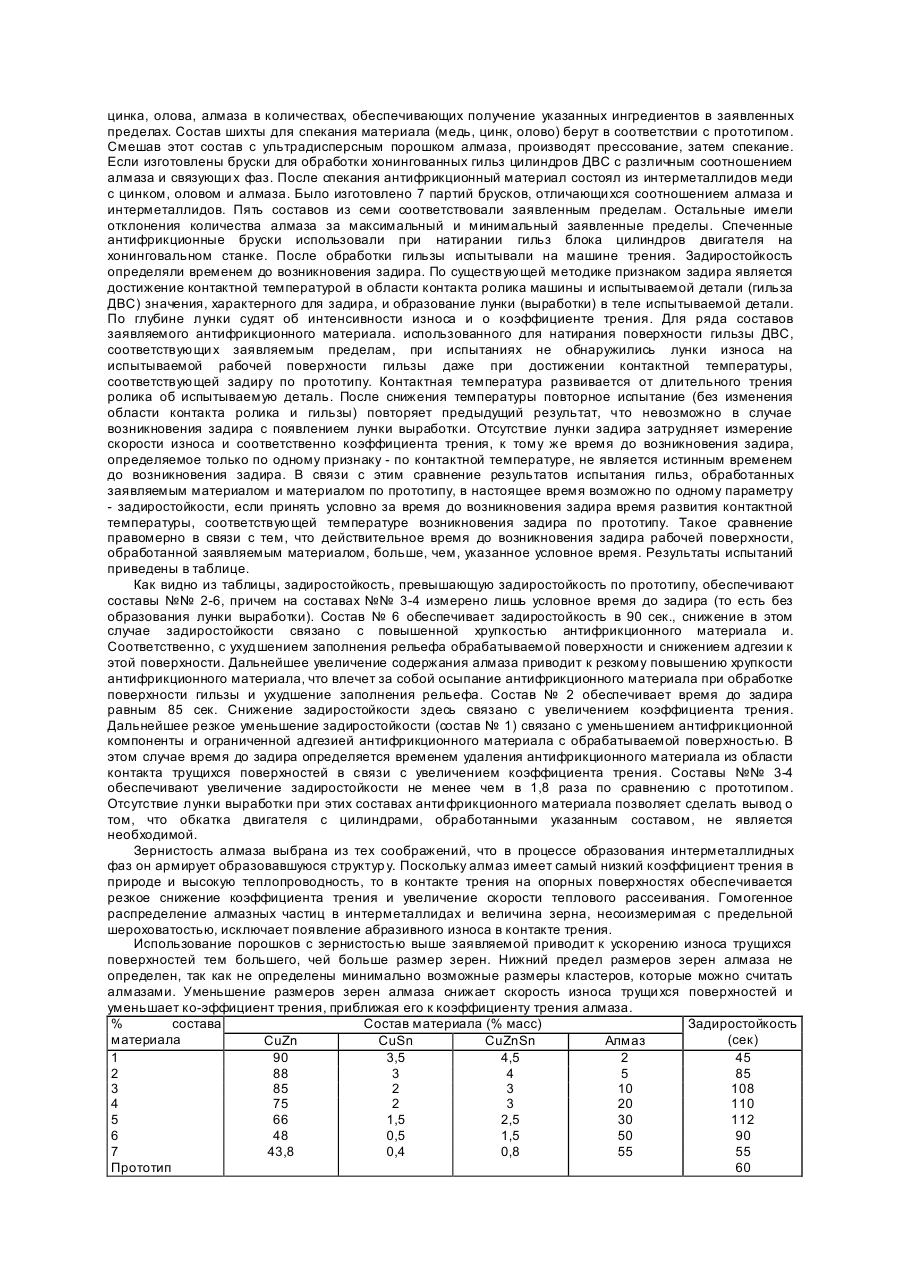
Изобретение относится к машиностроению, преимущественно транспортному, и может быть использовано при изготовлении гильз цилиндров двигателей внутреннего сгорания и других узлов, износ которых связан с наличием в них трения. Данный материал может также быть использован для замены бронзовых втулок поршневых пальцев масляных насосов, редукторов и других агрегатов, а также при создании безизносного подшипника скольжения безвкладышного ДВС. Известно, что приработка пар трения связана со съемом материала трущи хся поверхностей, насыщенных дефектами вызванными финишной механической обработкой. На этом этапе возникает повышенное трение в парах, приводящее к задирам и прижогам. Для повышения противозадирных свойств используют твердые смазки, внедренные в рельеф трущи хся поверхностей, например. Затиранием брусками из антифрикционного материала предварительно хонингованной поверхности трущи хся деталей. Известен состав антифрикционных материалов в виде брусков для обработки (натиранием) рабочей поверхности гильз цилиндров двигателя внутреннего сгорания с целью придания ей противозадирных свойств [1]. При этом обработка поверхности выполняется последовательно двумя брусками - твердым и мягким с использованием пленкообразующего полимера. Твердый брусок состоит из металла (медь и олово), антифрикционного ингредиента (дисульфида молибдена, графита или гексагонального нитрита бора) и наполнителя (закись железа). Мягкий брусок состоит из легкоплавкого материала (свинец, окись свинца). Пленкообразующий полимер применяется для удержания антифрикционных частиц материала брусков на рабочей поверхности гильзы. Слабая связь антифрикционных компонентов материала брусков с обрабатываемой поверхностью, выгорание полимера уже в начальный период работы двигателя не позволяет достичь значительных улучшений триботехнических свойств. Задиростойкость, измеряемая временем до задира (на машинах трения), в данном случае не превышает 26 сек. Композиционный материал, содержащий (мас. %): металл (медь и олово в соотношении 4:1) - 40-70; антифрикционную добавку (графит или дисульфид молибдена) - 10-30; наполнитель (закись железа) остальное [2], имеет тот же недостаток - отсутствие в нем мягких интерметаллидных фаз и прочной связи материала бруска с обрабатываемой поверхностью. В связи с этим антифрикционное покрытие является нестойким. Указанный материал позволяет все же повысить задиростойкость до 41 сек. Включение алмаза в металлическую связку различных составов известно при изготовлении абразивного инструмента [З], в котором назначение связки - прочное удержание зерен алмаза, обеспечивающих съем материала обрабатываемой детали. Для изготовления абразивного инструмента в зависимости от его назначения используют мелкодисперсные или крупнодисперсные абразивные порошки. Наиболее близким к предлагаемому техническому решению является антифрикционный материал, содержащий (мас. %): медь - 43,5-48,5; олово - 0,5-1; цинк - 24-45; графит - 10 - 21,5; нитрид бора кубический -1-5 [4]. Этот материал позволяет получить в антифрикционном бруске мягкие интерметаллидные фазы: CuZn, CuSn. CuZnSn, хорошо заполняющие рельефы рабочей поверхности. Он позволяет обеспечить задиростойкость до 60 сек. Этот материал внедрен на заводах СССР, выпускающи х гильзы цилиндров ДВС. Задачей изобретения является создание антифрикционного материала для повышения противозадирных свойств поверхностей трения. Технический результат достигается за счет того, что антифрикционный материал, включающий спеченные интерметаллиды меди с цинком и оловом, согласно изобретению, дополнительно содержит ультрадисперсный порошок алмаза при следующем соотношении компонентов (мас. %): CuZn 48-88 CuSn 0.5-3 CuZnSn 1.5-4 Алмаз 5-50 Предлагаемый материал получают методом порошковой металлургии спеканием в среде водорода. Твердость материала составляет НВ - 30-50. Натирание рабочей поверхности, предварительно подвергнутой плосковершинному хонингованию, брусками из этого материала сопровождается заполнением рельефа рабочей поверхности, что обеспечивает уменьшение коэффициента трения между гильзой и поршневым кольцом и, соответственно, увеличение задиростойкости (более 110 сек.), с одновременным снижением расхода топлива на единицу мощности и расхода масла на угар при эксплуатации. Необходимо отметить, что если связка в абразивном инструменте должна обеспечивать прочное закрепление зерен алмаза и эффективно сопротивляться съему обрабатываемой деталью, то связка в антифрикционном материале должна обладать высокой пластичностью, пониженной твердостью, позволяющей обеспечить необходимый съем обрабатываемой деталью. Таким образом по составу и свойствам связок для абразивного инструмента и для предлагаемого антифрикционного материала имеются существенные отличия. В предлагаемом решении используются ультрадисперсные порошки (размеры зерен меньше 0,1 мкм), то есть имеются отличия и по составу используемых алмазных порошков, а именно - по их зернистости. Состав предлагаемого материала позволил значительно повысить задиростойкость и связанное с ним увеличение износостойкости рабочей поверхности гильзы цилиндра двигателя внутреннего сгорания, что в конечном итоге позволяет повысить моторесурс двигателя, снизить процент выхода из строя двигателей из-за задира, снизить расход топлива и масла на угар, сократить период обкатки двигателя, или, при соответствующей обработке всех пар трения в двигателе, исключить обкатку двигателя как необходимое условие его долговечности. Анти фрикционный материал, предлагаемый в виде брусков, изготавливается методом порошковой металлургии. Для изготовления брусков используют смесь из следующи х порошковых компонентов: меди, цинка, олова, алмаза в количествах, обеспечивающих получение указанных ингредиентов в заявленных пределах. Состав шихты для спекания материала (медь, цинк, олово) берут в соответствии с прототипом. Смешав этот состав с ультрадисперсным порошком алмаза, производят прессование, затем спекание. Если изготовлены бруски для обработки хонингованных гильз цилиндров ДВС с различным соотношением алмаза и связующи х фаз. После спекания антифрикционный материал состоял из интерметаллидов меди с цинком, оловом и алмаза. Было изготовлено 7 партий брусков, отличающи хся соотношением алмаза и интерметаллидов. Пять составов из семи соответствовали заявленным пределам. Остальные имели отклонения количества алмаза за максимальный и минимальный заявленные пределы. Спеченные антифрикционные бруски использовали при натирании гильз блока цилиндров двигателя на хонинговальном станке. После обработки гильзы испытывали на машине трения. Задиростойкость определяли временем до возникновения задира. По существующей методике признаком задира является достижение контактной температурой в области контакта ролика машины и испытываемой детали (гильза ДВС) значения, характерного для задира, и образование лунки (выработки) в теле испытываемой детали. По глубине лунки судят об интенсивности износа и о коэффициенте трения. Для ряда составов заявляемого антифрикционного материала. использованного для натирания поверхности гильзы ДВС, соответствующи х заявляемым пределам, при испытаниях не обнаружились лунки износа на испытываемой рабочей поверхности гильзы даже при достижении контактной температуры, соответствующей задиру по прототипу. Контактная температура развивается от длительного трения ролика об испытываемую деталь. После снижения температуры повторное испытание (без изменения области контакта ролика и гильзы) повторяет предыдущий результат, что невозможно в случае возникновения задира с появлением лунки выработки. Отсутствие лунки задира затрудняет измерение скорости износа и соответственно коэффициента трения, к тому же время до возникновения задира, определяемое только по одному признаку - по контактной температуре, не является истинным временем до возникновения задира. В связи с этим сравнение результатов испытания гильз, обработанных заявляемым материалом и материалом по прототипу, в настоящее время возможно по одному параметру - задиростойкости, если принять условно за время до возникновения задира время развития контактной температуры, соответствующей температуре возникновения задира по прототипу. Такое сравнение правомерно в связи с тем, что действительное время до возникновения задира рабочей поверхности, обработанной заявляемым материалом, больше, чем, указанное условное время. Результаты испытаний приведены в таблице. Как видно из таблицы, задиростойкость, превышающую задиростойкость по прототипу, обеспечивают составы №№ 2-6, причем на составах №№ 3-4 измерено лишь условное время до задира (то есть без образования лунки выработки). Состав № 6 обеспечивает задиростойкость в 90 сек., снижение в этом случае задиростойкости связано с повышенной хрупкостью антифрикционного материала и. Соответственно, с ухудшением заполнения рельефа обрабатываемой поверхности и снижением адгезии к этой поверхности. Дальнейшее увеличение содержания алмаза приводит к резкому повышению хрупкости антифрикционного материала, что влечет за собой осыпание антифрикционного материала при обработке поверхности гильзы и ухудшение заполнения рельефа. Состав № 2 обеспечивает время до задира равным 85 сек. Снижение задиростойкости здесь связано с увеличением коэффициента трения. Дальнейшее резкое уменьшение задиростойкости (состав № 1) связано с уменьшением антифрикционной компоненты и ограниченной адгезией антифрикционного материала с обрабатываемой поверхностью. В этом случае время до задира определяется временем удаления антифрикционного материала из области контакта трущихся поверхностей в связи с увеличением коэффициента трения. Составы №№ 3-4 обеспечивают увеличение задиростойкости не менее чем в 1,8 раза по сравнению с прототипом. Отсутствие лунки выработки при этих составах анти фрикционного материала позволяет сделать вывод о том, что обкатка двигателя с цилиндрами, обработанными указанным составом, не является необходимой. Зернистость алмаза выбрана из тех соображений, что в процессе образования интерметаллидных фаз он армирует образовавшуюся структур у. Поскольку алмаз имеет самый низкий коэффициент трения в природе и высокую теплопроводность, то в контакте трения на опорных поверхностях обеспечивается резкое снижение коэффициента трения и увеличение скорости теплового рассеивания. Гомогенное распределение алмазных частиц в интерметаллидах и величина зерна, несоизмеримая с предельной шероховатостью, исключает появление абразивного износа в контакте трения. Использование порошков с зернистостью выше заявляемой приводит к ускорению износа трущихся поверхностей тем большего, чей больше размер зерен. Нижний предел размеров зерен алмаза не определен, так как не определены минимально возможные размеры кластеров, которые можно считать алмазами. Уменьшение размеров зерен алмаза снижает скорость износа трущи хся поверхностей и уменьшает ко-эффициент трения, приближая его к коэффициенту трения алмаза. % состава Состав материала (% масс) Задиростойкость материала (сек) CuZn CuSn CuZnSn Алмаз 1 90 3,5 4,5 2 45 2 88 3 4 5 85 3 85 2 3 10 108 4 75 2 3 20 110 5 66 1,5 2,5 30 112 6 48 0,5 1,5 50 90 7 43,8 0,4 0,8 55 55 Прототип 60
ДивитисяДодаткова інформація
Назва патенту англійськоюAntifriction material for friction surfaces
Автори англійськоюYashenko Mykola Konstiantynovych, Ohorodnyk Volodymyr Vasyliovych
Назва патенту російськоюАнтифрикционный материал для поверхностей трения
Автори російськоюЯщенко Николай Константинович, Огородник Владимир Васильевич
МПК / Мітки
МПК: B24D 3/06
Мітки: матеріал, тертя, поверхонь, антифрикційний
Код посилання
<a href="https://ua.patents.su/2-1-antifrikcijjnijj-material-dlya-poverkhon-tertya.html" target="_blank" rel="follow" title="База патентів України">Антифрикційний матеріал для поверхонь тертя</a>
Спосіб відсадки

Номер патенту: 497
Опубліковано: 30.04.1993
Автори: Тарасенко Олександр Лукіч, Казанцев Анатолій Павлович, Івченко Кім Давидович, Учитель Сергій Олександрович
МПК: B03B 5/10
Формула / Реферат:
Формула изобретенияСпособ отсадки, включающий подачу материала в отсадочную машину, разделение материала в пульсирующем потоке рабочей среды на искусственной постели, выделение продуктов разделения, отличающийся тем, что, с целью снижения затрат на обогащение, в качестве искусственной постели используют дробленые ковшовые остатки шлаков производства силикомарганца плотностью 4900-5500кг/см3.
Спосіб нанесення покриття, стійкого проти спрацювання
Номер патенту: 115
Опубліковано: 30.04.1993
Автори: Гладченко Олександр Миколайович, Король Станіслав Миколайович, Зверлін Валерій Григорович, Левін Віктор Володимирович, Пунько Василь Сергійович
МПК: B23K 9/04
Мітки: спосіб, стійкого, спрацювання, нанесення, покриття
Формула / Реферат:
1. Способ нанесения износостойкого покрытия на рабочую поверхность червяка пары червяк - гильза экструдера, включающий наплавку гребней червяка износостойким задироустойчивым сплавом на основе железа с твердостью более низкой, чем у сопряженной с ним гильзы, отличающийся тем, что, с целью повышения долговечности червяка путем уменьшения износа и экономии наплавочных материалов, сплав для наплавки гребней червяка выбирают с твердостью 0,7 -...
Прес-підбирач
Номер патенту: 241
Опубліковано: 30.04.1993
Автор: Карпенко Михайло Іванович
МПК: A01F 29/01, A01F 15/00
Мітки: прес-підбирач
Формула / Реферат:
1. Пресс-подборщик, содержащий подбирающий механизм, питатель, поршень с приводом, расположенный в транспортном канале, на выходе которого установлены ножи, пересекающие своими плоскостями сечение канала и выгрузной лоток, отличающийся тем, что, с целью снижения энергоемкости путем снижения сопротивления выходной части транспортного канала в зоне ножей, ножи выполнены Λ-образными, причем вершина каждого ножа направлена в сторону...
Пристрій для неперервного виготовлення труб з армованих пластмас
Номер патенту: 180
Опубліковано: 30.04.1993
Автори: Голованевський Аркадій Ізрайлевич, Шопен Олександр Борисович, Данільцев Володимир Григорович, Божко Борис Миколайович, Соловйов Валерій Борисович
МПК: B29C 53/00, B29L 23/20, B29K 105/08
Мітки: армованих, виготовлення, труб, пластмас, неперервного, пристрій
Формула / Реферат:
Формула изобретенияУстройство для непрерывного изготовления труб из армированных пластмасс, включающее смонтированные на станине консольную вращающуюся оправку со средствами транспортирования изделия, укладчик армирующего материала, узел подачи связующего и полимеризационные камеры, отличающееся тем, что, с целью повышения производительности за счет удлинения рабочей части консольной оправки, оно снабжено установленной на конце оправки...
Попередній патент: Спосіб обробки вибухом зварних металоконструкцій
Наступний патент: Спосіб виготовлення м’якої контактної лінзи
Випадковий патент: Привід зчеплення транспортного засобу