Спосіб правки труб
Номер патенту: 11402
Опубліковано: 25.12.1996
Автори: Хотимський Юрій Леонтійович, Сивак Віктор Володимирович, Умеренков Володимир Миколайович, Епішев Олександр Михайлович, Кармазін Володимир Яковлевич, Полякова Бела Зиновіївна
Формула / Реферат
Способ правки труб на многовалковой машине путем знакопеременного изгиба со сплющиванием и осевым растяжением посредством рассогласования окружных скоростей соседних пар валков, отличающийся тем, что, с целью повышения качества, трубу растягивают на 5-10%.
Текст
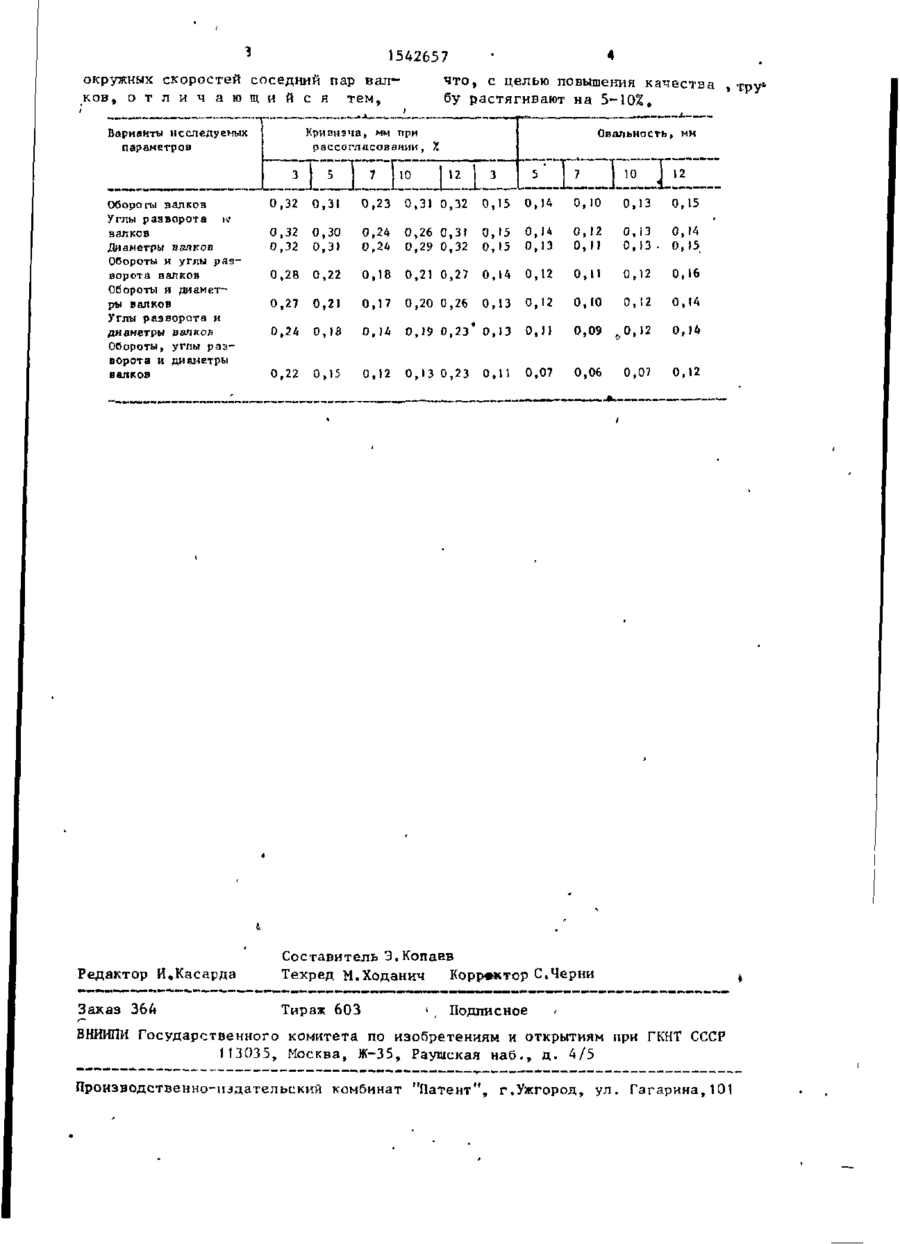
союз совєтсних СОЦИАЛИСТИЧЕСКИХ РЕСПУБЛИК (51)5 Б 21 D 3/02 ГОСУДАРСТВЕННЫЙ КОМИТЕТ ПО ИЗОБРЕТЕНИЯМ И ОТКРЫТИЯМ ПРИ ГННТ СССР И АВТОРСКОМУ СВИДЕТЕЛЬСТВУ t (21) 4248108/27-27 (22) 1 9 в 0 3 0 8 7 (46) 1 5 в 0 2 о 9 0 . Бюлв № 6 (71) Няжнеднепровский трубопрокатный завод им в Карла Либкнехта (72) В„Н,УмеренкоБ, В*В»Сизак, Ю.ЛвХотимский, А.М.Епишев, БаЗ.Полякова и В е Я 0 Кармазин (53) 621,774.68(088.8) (56) Авторское свидетельство СССР W 614848, к л , В 21 D 3 / 0 4 , 1 5 . 1 2 , 7 5 . (54) СПОСОБ ПРАВКИ ТРУБ (57) Изобретение относится к обработ Изобретение относится к обработке металлов давлением и может быть и с пользовано при правке полых изделий, в частности труб на многовалковых правильных машинах» Цель изобретения - повышение к а чества правки за счет увеличения прямолинейности и точности размеров трубы по внутреннему и наружному д и а метр ам« Трубу правят путем законопеременного изгиба ее со сплющиванием в в а л ках и осевым растяжением, которое производят рассогласованием окружных скоростей соседних пар валков таким образом, чтобы скорость каждой после" дующей пары валков по ходу процесса была больше скорости предыдущей, л и бо углы разворота каждой последующей пары валков были больше углов разворота предыдущей, либо диаметры валков каждой последующей пары валков были больше предыдущей, либо сочетанием указанных параметров, ке металлов давлением и м»б.использовано при правке полых изделий типа труб на многовалковых правильных машинах. Цель изобретения - повышение качества правки за счет увеличег ния прямолинейности и точности размеров трубы по внутреннему и наружному диаметрам. Правку трубы производят путем ее знакопеременного изгиба в валках со сплющиванием и осевым растяжением в пределах 5-10%. Растяжение получают рассогласованием окружных скоростей соседних пар в а л к о в , 1 табл. П р и м е р . Проводят опытную, прав ку 35 труб размером 103x5,5 мм из стали 35 с осевым растяжением 3, 5 , 7, 10 и 12% по различным вариантам. Результаты испытаний представлены в таблице» Как видно из таблицы, кривизна труб (отклонение от прямолинейности внутренней поверхности труб по всей длине на 1 м длины) и овальность внутренней поверхности труб (разность между наибольшим и наименьшим диаметром в одном сечении) при правке с натяжением менее 5 и более 3 0% находятся на более низком 'уровне. Использование данного способа правки труб снижает отбраковку труб по кривизне и овальности на 2%, Ф о р м у л а и з о б р е т е н и я Способ правки труб на многовалковой машине путем знакопеременного изгиба со сплющиванием и осевым р а с тяжением посредством рассогласования 1542657 что, с целью повышения качества , тру4 бу растягивают на 5—10%. окружных скоростей соседний пар валков, о т л и ч а ю щ и й с я тем, Криниэча, чч при рассогласовании, % Варианты исследуемых параметров 3 1 5 Обороты валков Углы разворота квалков Диаметры налков Обороты и углы pa^ворота валков Обороты и диаметры волков Углы разворота и диаметры валкоя Обороты, углы р а з ворота и диаметры валков | 7 | 10 Овальность, мм 5 I 12 ] 3 7 1 10 1 12 0,32 0,31 0,23 0,31 0,32 0,15 0,1А 0,10 0,13 0,15 0,32 0,30 0,24 0,26 0,31 0,15 0,14 0,12 0,13 0,!4 0,32 0,3) 0,24 0,29 0,32 0,15 0,13 0,11 0,13 0,15 0,28 0,22 0,18 0,21 0,2 7 0,1 А 0,12 0,П 0,12 0,16 0,27 0,21 0,17 0,20 0,26 0,13 0,12 0,10 0,12 0,14 0,24 0,18 0,14 0,19 0,23" 0,13 0,11 0,09 0,12 0,16 0,22 0,15 0,12 0,13 0,23 0,07 0,06 0,07 0,12 0,П Редактор И.Касарда Составитель Э.Копаев Техред М.Ходанич Корректор С,Черни Заказ 36А Тираж 603 & г 1 ( Подписное В И П Государственного комитета по изобретениям и открытиям при ГКНТ СССР НИИ 113035, Москва, Ж-35, Раушская наб., д . 4/5 Производственно-издательский комбинат "Патент", г.Ужгород, ул. Гагарина,101
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of pipe straightening
Автори англійськоюUmerenkov Volodymyr Mykolaiovych, Syvak Viktor Volodymyrovych, Khotymskyi Yurii Leontiovych, Epishev Oleksandr Mykhailovych, Poliakova Bela Zynoviivna, Karmazin Volodymyr Yakovlevych
Назва патенту російськоюСпособ правки труб
Автори російськоюУмеренков Владимир Николаевич, Сивак Виктор Владимирович, Хотимский Юрий Леонтьевич, Епишев Александр Михайлович, Полякова Белла Зиновьевна, Кармазин Владимир Яковлевич
МПК / Мітки
МПК: B21D 3/00
Код посилання
<a href="https://ua.patents.su/2-11402-sposib-pravki-trub.html" target="_blank" rel="follow" title="База патентів України">Спосіб правки труб</a>
Спосіб анодно-механічної правки абразивного інструменту
Номер патенту: 2161
Опубліковано: 26.12.1994
Автори: Хімач Олег Васильович, Покладій Георгій Григорович
МПК: B23P 6/00
Мітки: правки, абразивного, анодно-механічної, спосіб, інструменту
Формула / Реферат:
Способ анодно-механической правки абразивного инструмента на токопроводящей связке в условиях взаимного перемещения контактирующих поверхностей правящего электрода и абразивного инструмента, отличающийся тем, что, с целью повышения производительности и качества правки путем повышения плотности тока, процесс ведут электродом в виде металлической щетки, на ворсинах которой закреплены абразивные зерна, а разность линейных скоростей...
Спосіб правки профілей
Номер патенту: 2672
Опубліковано: 26.12.1994
Автори: Андре Фаессель, Раймон Ів Дерош, Ів Бурдон
МПК: B21D 3/00
Мітки: профілей, правки, спосіб
Формула / Реферат:
Способ правки профилей, при котором профиль подвергают напряжению растяжения, превышающему предел упругости материала профиля, до величины напряжения, соответствующей пластической деформации всего профиля, после чего напряжение растяжения снимают, отличающийся тем, что, с целью обеспечения правки железнодорожного рельса, содержащего подошву, шейку и головку и изготовленного из стали марок с сопротивлениями, превышающими 1000Н/мм, и с...
Прилад для правки шліфувального кола
Номер патенту: 8668
Опубліковано: 30.09.1996
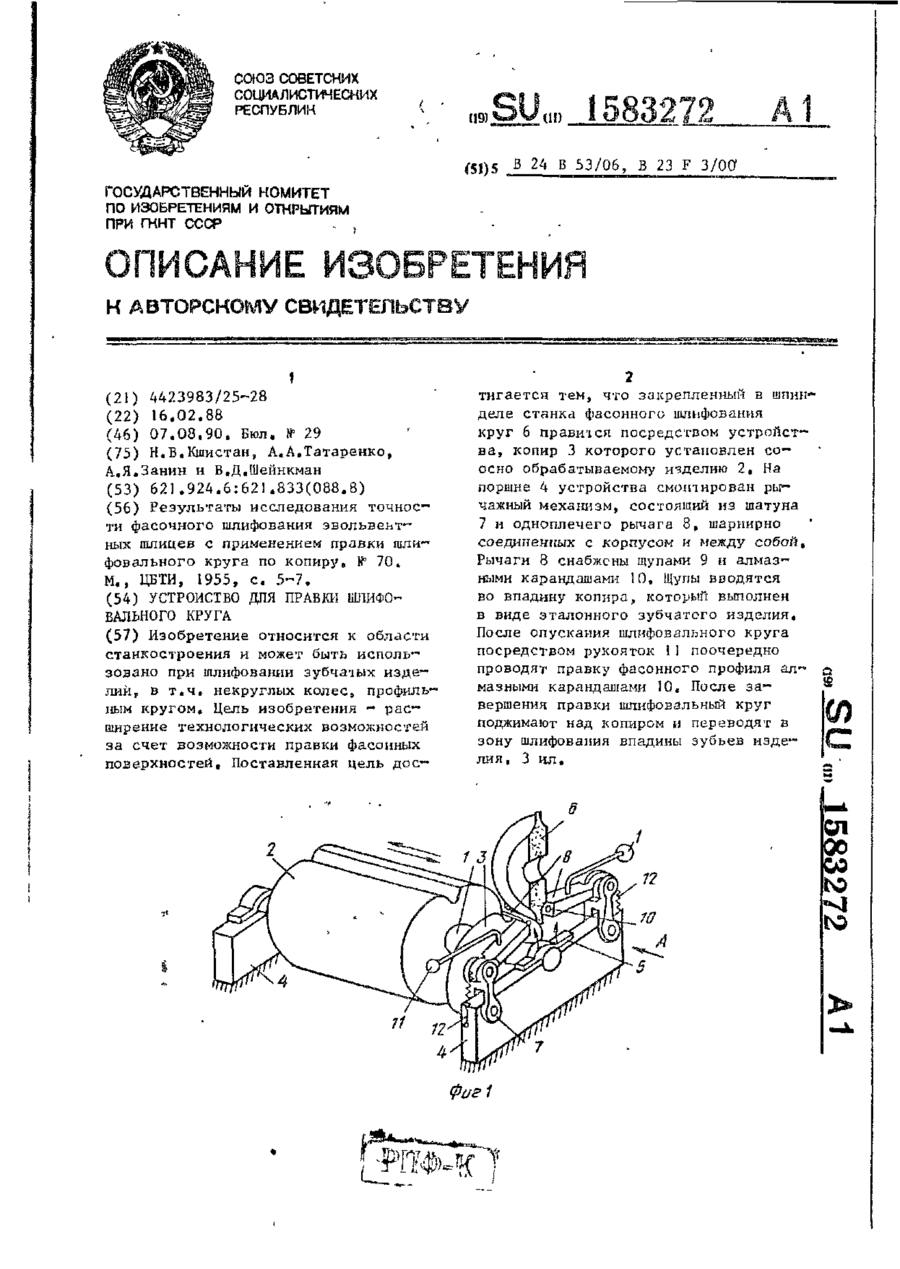
Автори: Занін Анатолій Якович, Кшистан Микола Войцехович, Шейнкман Володимир Давидович, Татаренко Анатолій Олександрович
МПК: B23F 3/00, B24B 53/06
Мітки: правки, шліфувального, прилад, кола
Формула / Реферат:
Устройство для правки шлифовального круга, в корпусе которого закреплен рычажный механизм, несущий щуп и алмазный карандаш, и содержащее копир, отличающееся тем, что, с целью расширения технологических возможностей за счет правки фасонных кругов, рычажный механизм выполнен в виде закрепленного в корпусе кривошипа и одноплечего рычага, один конец которого шарнирно закреплен на кривошипе, а на другом размещены щуп и алмазный карандаш,...
Спосіб холодної пільгерної прокатки труб
Номер патенту: 9919
Опубліковано: 30.09.1996
Автори: Сєніна Тетяна Володимирівна, Курін Вадим Юлійович, Першин Володимир Олександрович, Фролов Віктор Пилипович
МПК: B21B 21/00
Мітки: спосіб, прокатки, труб, холодної, пільгерної
Формула / Реферат:
(57) Способ холодной пильгерной прокатки труб, включающий деформацию заготовки в валках с ручьями переменного сечения, имеющими обжимную зону, развертка гребня которой имеет параболическую образующую, и калибрующую зону, на оправке, имеющей одинаковую с гребнем образующую на длине, соответствующей обжимной зоне ручьев, отличающийся тем, что образующие развертки гребня ручьев и оправки на длине обжимной зоне выполняют с показателями степени...
Спосіб виготовлення зварних прямошовних труб з серпоподібної заготовки
Номер патенту: 10021
Опубліковано: 30.09.1996
Автори: Ксаверчук Леонід Петрович, Соболенко Олександр Вікторович, Гончар Володимир Павлович, Клепанда Володимир Вікторович, Босий Андрій Володимирович, Куцін Володимир Семенович, Сапригін Хразален Михайлович, Павленко Владислав Максимович
МПК: B21C 37/06, B21C 37/08
Мітки: заготовки, спосіб, серпоподібної, виготовлення, труб, прямошовних, зварних
Формула / Реферат:
Способ изготовления сварных прямошовных труб из серповидной заготовки, включающий поперечный гиб заготовки в валках и ее скручивание, при этом величина деформации скручивания равна величине упругой деформации материала труб, отличающийся тем, что по меньшей мере на первом межпереходном участке заготовку скручивают вокруг вогнутой кромки и одновременно прикладывают поперечное сжимающее усилие со стороны выпуклой кромки.
Попередній патент: Пристрій для формування млинців з начинкою
Наступний патент: Спосіб виготовлення кілець з внутрішнім гребнем
Випадковий патент: Спосіб діагностики ішемії головного мозку