Пристрій стабілізації товщини листа на реверсивних станах гарячої прокатки
Номер патенту: 48358
Опубліковано: 15.12.2003
Автори: Бєляєва Анастасія Юрьєвна, Орловський Юрій Володимирович, Бєлобров Юрій Миколайович, Бєляєв Юрій Борисович, Грабовський Георгій Геннадієвич
Формула / Реферат
Пристрій стабілізації товщини листа на реверсивних станах гарячої прокатки, який містить електрогідравлічний блок управління, з’єднаний з системою автоматичного регулювання товщини (САРТ) листа і гідравлічними виконавчими механізмами (ГВМ) з датчиками тиску рідини і датчиками положення, підключеними до блока управління, причому порожнини виконавчих механізмів з’єднані з джерелом тиску рідини через сервоклапани і з магістраллю зливу - через клапани швидкого розвантаження, а управляючі входи клапанів з’єднані з блоком управління, який відрізняється тим, що до і після зони прокатки листа встановлені датчики індикації входу листа до кліті, підключені до САРТ, гідравлічні виконавчі механізми виконані у вигляді пружних мембранних коробок - гідрокапсул, а мембрани виконані у вигляді гнучких багатошарових пакетів з комбінації тонколистових неметалевих і металевих оболонок, що чергуються.
Текст
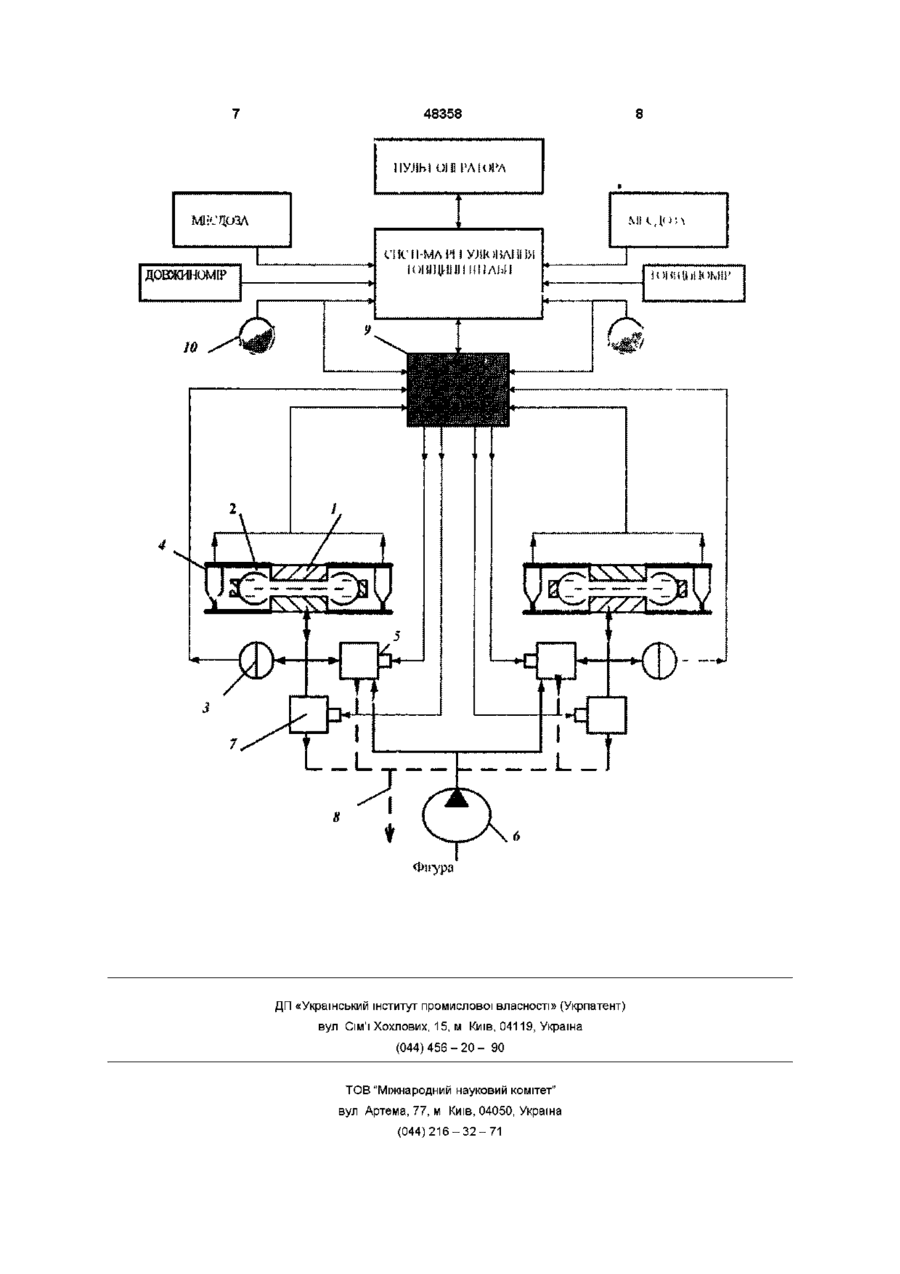
Пристрій стабілізації товщини листа на реверсивних станах гарячої прокатки, який містить електрогідравлічний блок управління, з'єднаний з системою автоматичного регулювання товщини Винахід відноситься до галузі автоматизації металургійного прокатного виробництва і може бути використаний для одержання листів і штаб обробкою тиском гарячих заготовок в клітях реверсивних прокатних станів Відомий пристрій стабілізації товщини листа, який реалізує спосіб по авт свід СРСР № 1719121 "Способ стабилизации толщины листа на реверсивном стане", МКИ В 21 В 37/02, 1990 г Цей пристрій містить канал управління швидкісною асиметрією за інформацією від датчиків зусиль прокатки (месдоз), температури листа, його товщини та довжини Пристрій дозволяє частково компенсувати силові діяння типу "температурний клин" і "глисажні позначки" за допомогою регулювання швидкостей обертання головних приводів робочих валків, але не усуває діючих на обладнання ударних навантажень при захваті листа валками, а також вплив биття валків ВІДОМІ гідравлічні натискні пристрої (ГНП) електрогідравлічної системи автоматичного регулювання товщини (САРТ) штаби (див Л И Один "Исполнительные механизмы систем (САРТ) листа і гідравлічними виконавчими механізмами (ГВМ) з датчиками тиску рідини і датчиками положення, підключеними до блока управління, причому порожнини виконавчих механізмів з'єднані з джерелом тиску рідини через сервоклапани і з магістраллю зливу - через клапани швидкого розвантаження, а управляючі входи клапанів з'єднані з блоком управління, який відрізняється тим, що до і після зони прокатки листа встановлені датчики індикації входу листа до КЛІТІ, підключені до САРТ, гідравлічні виконавчі механізми виконані у вигляді пружних мембранних коробок - пдрокапсул, а мембрани виконані у вигляді гнучких багатошарових пакетів з комбінації тонколистових неметалевих і металевих оболонок, що чергуються автоматического регулирования толщины, профиля и формы полосы для листовых прокатных станов'Т'Автоматизация производственных процессов" Киев - №1 - 1996,- С 42-48) Система містить виконавчі механізми типу "поршень-штокциліндр" з ущільниками Вони оснащені датчиками тиску рідини та положення і за допомогою клапанів підключені до гідросистеми Недоліком такого ГНП і ВІДПОВІДНО системи в цілому є невисока точність вимірювання зусиль прокатки, обумовлена значними змінними силами тертя в ущільниках циліндрів, перекосами, нерівностями поверхонь сполучуваних вузлів в місцях їх встановлення в КЛІТІ Крім того, циліндри мають велику висоту, що потребує суттєвої трудомісткої доробки вузлів КЛІТІ для їх встановлення, а також вони мають недостатню пружність для поглинання ударних навантажень Відомий ГНП з двома виконавчими механізмами у вигляді додаткової тонкої металічної оболонки, яка утворює гідравлічну порожнину з торцем кожного електромеханічного натискного гвинта позиціонування валків верхньої групи (див авт свід СРСР №1433514 "Гидравлический ис 00 ю СО 00 48358 полнительныи механизм для прокатной клети , МКИ В 21 В 31 32 30 10 1988 г, Бюл изобр № 40) Порожнини приєднані до гідравлічної системи управління положенням натискних гвинтів Недоліками вказаною ГНП є невеликий діапазон переміщень оболочок (ход не більше 2мм) і невисока циклічна витривалість через швидке накопичення в матеріалі оболочок утомних напруг при частих знакозмінних переміщеннях, а також високі трудомісткість і матеріальні витрати, пов'язані з переробкою натискних гвинтів при дооснащенні їх такими оболочками, складність їх захисту від проведення в сполучуваних поверхнях при обертанні гвинтів з осьовими силовими навантаженнями Також як виконавчі механізми приладів ВІДОМІ перетворювачі тиску робочого середовища в осьове переміщення за допомогою так званих "мембранних коробок" з жорсткими центрами (див Асе В А , Жукова Н В , Антипов И Ф "Детали и узлы авиационных проборов и их расчет" - М , Машиностроение - 1966 - 416 с ) їх недоліком є дуже низькі тиски робочого середовища і малий діапазон переміщень жорстких центрів Найбільш близьким за технічним змістом та результатом, що досягається, є система автоматичного регулювання товщини (САРТ) штаби з гідравлічним натискним пристроєм (див Информационный лист "Беспоршневое гидронажимное устройство УБСГ-7537'У/Автоматизация "89 в промышленной сфере М , НПО "Черметавтоматика", 1989), яка містить електрогідравлічний блок управління, гідравлічні виконавчі механізми типу "гідромодуль з торовим елементом", датчики тиску рідини та положення Порожнини виконавчих механізмів під'єднані до джерела тиску через сервоклапани і до зливної магістралі - через клапани швидкого розвантаження Тиск робочої рідини в порожнинах модулей пропорційний частині діючого на натискний гвинт зусилля прокатки Недоліками такої системи З ГНП і невисока точність вимірювання зусиль через нестабільність характеристики перетворювання тиску рідини в зусилля в торових елементах модулів під дією змінного високого робочого тиску рідини, внаслідок чого вони деформуються не тільки в коршеному осьовому напрямку, але також і в радіальному напрямку, що призводить до непостійності ефективної площини модуля і ВІДПОВІДНО до нестабільності характеристики перетворення Іншим недоліком є невисока циклічна витривалість, ресурсна надійність і ДОВГОВІЧНІСТЬ роботи, зумовлені накопиченням в матеріалі торових елементів напруг від втомленності при частих знакозмінних переміщеннях і силових навантаженнях Крім того, модулі виконані зварним методом, через що вони непридатні для ремонту Також модулі мають недостатній хід (±2мм), велику висоту (навколо 450мм), що неприпустимо при їх встановленні в нижній частині КЛІТІ МІЖ станиною і подушками опорного валка, а до поверхонь вузлів КЛІТІ, ЯКІ спрягуються, при установці модулів ставляться підвищені вимоги по паралельності, площинності і чистоти обробки Запропонований винахід вирішує задачу удосконалення системи стабілізації товщини листа на реверсивних станах гарячої прокатки шляхом вве дення нових елементів і звязків між ними, що дозволяє компенсувати збурюючі силові діяння всіх видів в повному діапазоні навантажень Поставлена задача вирішується тим, що пристрій стабілізації товщини листа на реверсивних станах гарячої прокатки, який містить електрогідравлічний блок управління, поєднаний з системою автоматичного регулювання товщини (САРТ) листа і гідравлічними виконавчими механізмами (ГВМ) з датчиками тиску рідини і положення, підключеними до блоку управління, причому порожнини виконавчих механізмів з'єднані з джерелом тиску рідини через сервоклапани і з магістраллю зливу через клапани швидкого розвантаження, а управляючи входи клапанів з'єднані з блоком управління, згідно з запропонованим рішенням, до і після зони прокатки листа встановлені датчики індикації входу листа до КЛІТІ, підключені до САРТ, ГВМ виконані у вигляді пружних мембранних коробок пдрокапсул, а мембрани виконані у вигляді гнучких багатошарових пакетів з комбінації тонколистових неметалевих і металевих оболонок, що чергуються Суть винаходу полягає в наступному Принцип дії мембранної коробки - пдрокапсули оснований на перетворенні зміни об'єму рідини в замкненій, але податливій порожнині в осьове переміщення опорних поверхонь и "жорстких центрів" - плунжерів, що призводить до переміщення нижньої групи валків КЛІТІ залежно від зміни об'єму робочої рідини в порожнинах пдрокапсул Тиск робочої рідини в цих порожнинах пропорційний силі, яка діє па плунжери, і стабілізований в межах осьових переміщень внаслідок збільшеної податливості і ПОСТІЙНОСТІ ефективної площини пакетів мембран у сполученні з їх достатньою МІСТКІСТЮ ПІД дією високих тисків рідини і переміщень плунжерів в заданих межах (більш ніж 10мм) для вирішення поставленої задачі Податливість і циклічна МІЦНІСТЬ пдрокапсул забезпечується мембранами, виконаними з комбінації перемінних неметалічних і металічних оболонок, що дозволяє поглинати енергію ударних навантажень і встановлювати потрібну позицію рівня лінії прокатки листів Блок управління жорсткістю КЛІТІ З пдрокапсулами поєднує функції швидкодіючих короткоходових виконавчих механізмів установлення рівня лінії прокатки, вимірювачів силових діянь, амортизаторів ударних навантажень при прокатуванні листів і штаб в КЛІТІ стана і механізмів встановлення лінії рівня прокатки нижньою групою валків КЛІТІ прокатного стана Суть винаходу пояснюється фігурою, на якій зображена блок-схема запропонованого пристрою В КЛІТІ реверсивного, наприклад, товстолистового стана гарячої прокажи, яка МІСІТЬ типове механічне та електричне обладнання, пульт оператора, систему автоматичного регулювання товщини (САРТ) штаби, засоби контролю зусиль прокатки (месдози), товщиномір, довжиномір, між станиною і подушками нижніх опорних валків встановлені невисокі пдрокапсули 1 (коротливі опори) з пакетами мембран 2, виконаними з комбінації тонколистових перемінних неметалевих і металевих оболочок Гідрокапсули наповнені рідиною і 48358 6 оснащені датчиками 3 тиску, датчиками 4 полоками датчиками 3 і 4 визначають діапазон зміни ження Гідрокапсули підключені через сервоклажорсткості КЛІТІ при стрибках тиску рідини в пдропани 5 до насосної станції 6, а через клапани 7 капсулах 1 вздовж всієї довжини заготовки, внашвидкого розвантаження - до зливної магістралі 8 слідок чого сигнали передаються в САРТ листа Клапани підключені до блоку 9 управління, який в для компенсації можливих відхилень зусиль просвою чергу з'єднаний з САРТ і пультом оператора катки і міжвалкового зазору від стабільного знаПеред зоною деформації і за нею встановлені дечення, викликані силовими збуреннями заготовки тектори КІНЦІВ листа при захваті його валками в ударом, "температурним клином", "глісажними прямому та зворотному напрямках реверсивної позначками", ексецентриситетом валків прокатки В реверсивних пропусках заготовки у відомому діапазоні зміни пружності пдрокапсул і діапазон Запропонований пристрій працює наступним зміни жорсткості КЛІТІ в визначені моменти прохочином дження заготовки, стрибків тиску рідини в порожПеред прокаткою заготовок в КЛІТІ стана за донинах пдрокапсул 1, блоком 9 управління жорсткіпомогою блока 9 управління жорсткістю КЛІТІ пружстю КЛІТІ стабілізують зусилля прокатки за ними гідрокапсулами 1 замість жорстких гвинтових допомогою регулювання тиску робочої рідини в або клинових механізмів, встановлюють на задапорожнинах пдрокапсул за допомогою сервокланому базовому рівні ЛІНІЮ прокатки, тобто задане панів 5 і клапанів 7 швидкого розвантаження, наположення бочки нижнього робочого валка сосної станції 6 і зливної магістралі 8 При цьому За допомогою датчиків 3 тиску фіксують міністрибки силових навантажень компенсуються авмальний тиск рідини в порожнинах пдрокапсул 1, томатично разом з САРТ за допомогою блока 9 адекватне масі нижньої групи валків, а датчиками управління жорсткістю КЛІТІ І пружними гідрокапсу4 положення - початкове положення їх плунжерів лами 1 відносно один другого Перед пропуском заготовки через кліть за доПружність і циклічна МІЦНІСТЬ пдрокапсул 1 запомогою електропривідного гвинтового механізму безпечуються гнучкими мембранами, виконаними положення верхньої групи валків встановлюють багатошаровими з неметалічних і металічних обозаданий міжвалковий зазор за заданою програмою лонок, що чергуються обтиску метала валками, а далі поступово зменВ результаті обтисків заготовки валками КЛІТІ В шують цей зазор до досягнення в останньому прокожному пропуску за заданою оператором програпуску листа його вихідної номінальної товщини мою одержують годний лист (штабу) заданої товщини і при полегшеному режимі експлуатації обПри ПІДХОДІ заготовки до валків в кожному ладнання внаслідок демпфірування ударних та пропусці за допомогою додаткових детекторів 10 інших динамічних навантажень гідрокапсулами 1 фіксують початок і кінець заготовки і формують сигнали для системи автоматичного регулювання Техніко-економічний ефект від запропонованотовщини (САРТ) листа го способу визначається суттєвим підвищенням точності геометричних параметрів готового листа В першому пропуску при торканні заготовки до внаслідок стабілізації зазору між валками регулювалків виникає удар і тиск в порожнинах пдрокапванням жорсткості КЛІТІ при ЗМІНІ зусиль прокатки сул 1 різко підвищується, але внаслідок пружної металу При цьому енергія ударних навантажень деформації мембран 2 положення плунжерів пдна обладнання при захваті листа валками поглирокапсул змінюється, внаслідок чого амортизуєтьнається пружними пдрокалсулами нижньої групи ся силове ударне навантаження По показниках валків, встановленими в нижній частині КЛІТІ задатчиків 3 і 4 визначаться діапазон зміни гнучкості мість жорстких гвинтових або клинових механізмів пдрокапсул, адекватної жорсткості КЛІТІ, І при занижньої групи валків, що захищає обладнання від хваті металу валками відновлюється базовий рідинамічних перевантажень вень лінії прокатки При першому проходженні заготовки між вал 48358 ІУЛЬІОШ'ЛІОГЛ МІ-'-'ЦОЗЛ СПС'ІІ-МЛИІУЛІОВЛНІШ ІОНПріІИШЛЬП ДП «Український інститут промислової власності» (Укрпатент) вул Сім'ї Хохлових, 15, м Київ, 04119, Україна ( 0 4 4 ) 4 5 6 - 2 0 - 90 ТОВ "Міжнародний науковий комітет" вул Артема, 77, м Київ, 04050, Україна (044)216-32-71
ДивитисяДодаткова інформація
Назва патенту англійськоюDevice for stabilization of sheet thickness on reversing mill of hot rolling
Назва патенту російськоюУстройство стабилизации толщины листа на реверсивных станах горячей прокатки
МПК / Мітки
МПК: B21B 37/16, B21B 37/58
Мітки: пристрій, стабілізації, станах, листа, гарячої, реверсивних, прокатки, товщини
Код посилання
<a href="https://ua.patents.su/4-48358-pristrijj-stabilizaci-tovshhini-lista-na-reversivnikh-stanakh-garyacho-prokatki.html" target="_blank" rel="follow" title="База патентів України">Пристрій стабілізації товщини листа на реверсивних станах гарячої прокатки</a>
Спосіб стабілізації товщини листа на реверсивних станах гарячої прокатки
Номер патенту: 48357
Опубліковано: 15.12.2003
Автори: Бєляєв Юрій Борисович, Грабовський Георгій Геннадієвич, Бєляєва Анастасія Юрьєвна, Бєлобров Юрій Миколайович, Орловський Юрій Володимирович
МПК: B21B 37/16, B21B 37/58
Мітки: реверсивних, стабілізації, гарячої, прокатки, листа, товщини, станах, спосіб
Формула / Реферат:
Спосіб стабілізації товщини листа на реверсивному стані гарячої прокатки, що передбачає попереднє встановлення рівня лінії прокатки і фіксацію відповідного зусилля, встановлення перед першим пропусканням листа потрібного міжвалкового зазору і його зміну перед кожним наступним пропусканням в процесі прокатки до досягнення заданої товщини листа, при першому пропусканні листа вимірювання зусиль прокатки та температури, визначення відхилення сил...
Спосіб стабілізації товщини листа на реверсивному стані
Номер патенту: 4181
Опубліковано: 27.12.1994
Автори: Переходченко Віктор Олександрович, Грабовський Георгій Геннадійович, Тищенко Володимир Пилипович, Писаренко Анатолій Якович, Бігун Ярослав Федорович
МПК: B21B 37/00
Мітки: стані, спосіб, реверсивному, товщини, листа, стабілізації
Формула / Реферат:
Способ стабилизации толщины листа на реверсивном стане, включающий измерение температуры листа на входе клети, сравнение ее с заданной температурой и управление рассогласованием скоростей приводных двигателей пропорционально отклонению температуры, отличающийся тем, что, с целью повышения точности стабилизации толщины листа, дополнительно измеряют давление по всей длине листа в предыдущем пропуске, определяют отклонение давления по...
Спосіб прокатки на обтискних станах
Номер патенту: 23185
Опубліковано: 19.05.1998
Автори: Чеботарьов Анатолій Петрович, Устінов Володимир Віталійович, Феофілактов Андрій Вікторович, Онищенко Сергій Олександрович, Кукуй Давид Пенхусович, Кузьмін Сергій Олексійович, Новік Сергій Юлійович
Мітки: прокатки, станах, спосіб, обтискних
Формула / Реферат:
Способ прокатки на обжимных станах, включающий деформирование заготовки в двух взаимно перпендикулярных плоскостях на гладкой бочке и в ящичных калибрах, отличающийся тем, что хотя бы в двух проходах деформацию переднего конца заготовки производят с относительным обжатием не менее чем в два раза превышающим относительное обжатие заднего конца заготовки, при этом отношение скорости прокатки конца, обжимаемого с большим относительным обжатием,...
Спосіб прокатування виливків на реверсивних обтискних і заготовочних станах
Номер патенту: 54221
Опубліковано: 17.02.2003
Автори: Корінь Андрій Олександрович, Омесь Микола Михайлович, Теряєв Олександр Митрофанович, Шеремет Володимир Олександрович, Кукуй Давид Пенхусович, Ротару Іон Теодорович
МПК: B21B 1/02
Мітки: заготовочних, прокатування, спосіб, станах, виливків, обтискних, реверсивних
Формула / Реферат:
Спосіб прокатування виливків на реверсивних обтискних і заготовочних станах, що включає прокатування з вільним і обмеженим розширенням, проміжні кантування і нерівномірне деформування центральної і крайніх зон розкату при прокатуванні з обмеженим розширенням, який відрізняється тим, що прокатування з вільним розширенням здійснюють із виконанням двох кантувань до відношення сумарних обтиснень по двох взаємно перпендикулярних напрямках у межах...
Спосіб регулювання профілю робочих валків безперервного тонколистового стану гарячої прокатки
Номер патенту: 32161
Опубліковано: 15.12.2000
Автори: Коваль Сергій Миколайович, Путнокі Олександр Юліусович, Штехно Олег Миколайович, Тилик Василь Трохимович, Яланський Вячеслав Петрович, Мовшович Вілорд Соломонович, Солтан Станіслав Леонідович, Піховкін Микола Миколайович
МПК: B21B 37/00
Мітки: гарячої, прокатки, тонколистового, спосіб, валків, стану, робочих, безперервного, регулювання, профілю
Текст:
...я клітей зусилля противигину досягло граничного значення І у регулюванні приймають участь дві КЛІТІ , то кожна з них відпрацьовує 1/2 відхилення. Необхідна величина зміни зусилля противигину у останньої КЛІТІ Є наймень-шою, що дозволяє використовувати у кожному відокремленому циклі регулюванню найменьшу частину обмеженого діапазону регулювання противигину, а це дає можливість найбільш раціонально використовувати ресурс найбільш елективної у...
Попередній патент: Спосіб стабілізації товщини листа на реверсивних станах гарячої прокатки
Наступний патент: Спосіб акратофорного виробництва шампанського вина
Випадковий патент: Спосіб визначення сили росту кореневої системи