Спосіб виробництва скловиробів з наскрізними отворами
Номер патенту: 13851
Опубліковано: 25.04.1997
Автори: Забірник Віктор Борисович, Вєтров Станіслав Михайлович, Гречішкін Олександр Дмитрович
Формула / Реферат
Способ производства стеклоизделий со сквозными отверстиями, при котором осуществляют дозированный разлив струи стекломассы, отрезку порции, близкую к размерам готового изделия, передачу порции в пресс-форму с переворотом на 180° в вертикальной плоскости, прессование, выдержку в охлаждаемой форме до затвердевания ее поверхности и отжиг, отличающийся тем, что прессование производят снизу подвижной частью матрицы после замыкания пресс-формы пуансоном, пробивку отверстий производят в момент окончания прессования вмонтированными в пуансон подвижными иголками, которые поднимают после снятия усилия прессования до раскрытия пресс-формы.
Текст
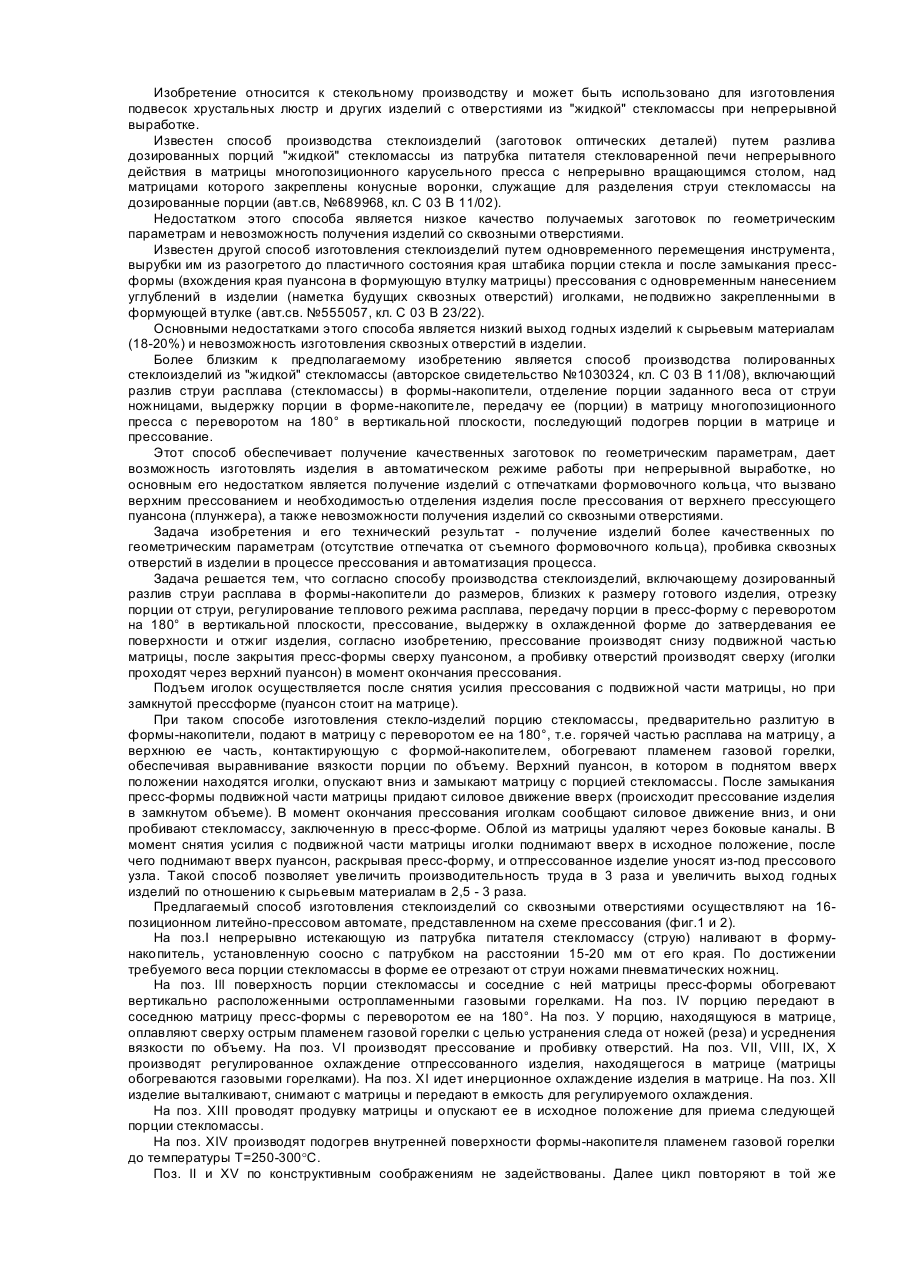
Изобретение относится к стекольному производству и может быть использовано для изготовления подвесок хрустальных люстр и других изделий с отверстиями из "жидкой" стекломассы при непрерывной выработке. Известен способ производства стеклоизделий (заготовок оптических деталей) путем разлива дозированных порций "жидкой" стекломассы из патрубка питателя стекловаренной печи непрерывного действия в матрицы многопозиционного карусельного пресса с непрерывно вращающимся столом, над матрицами которого закреплены конусные воронки, служащие для разделения струи стекломассы на дозированные порции (авт.св, №689968, кл. С 03 В 11/02). Недостатком этого способа является низкое качество получаемых заготовок по геометрическим параметрам и невозможность получения изделий со сквозными отверстиями. Известен другой способ изготовления стеклоизделий путем одновременного перемещения инструмента, вырубки им из разогретого до пластичного состояния края штабика порции стекла и после замыкания прессформы (вхождения края пуансона в формующую втулку матрицы) прессования с одновременным нанесением углублений в изделии (наметка будущих сквозных отверстий) иголками, неподвижно закрепленными в формующей втулке (авт.св. №555057, кл. С 03 В 23/22). Основными недостатками этого способа является низкий выход годных изделий к сырьевым материалам (18-20%) и невозможность изготовления сквозных отверстий в изделии. Более близким к предполагаемому изобретению является способ производства полированных стеклоизделий из "жидкой" стекломассы (авторское свидетельство №1030324, кл. С 03 В 11/08), включающий разлив струи расплава (стекломассы) в формы-накопители, отделение порции заданного веса от струи ножницами, выдержку порции в форме-накопителе, передачу ее (порции) в матрицу многопозиционного пресса с переворотом на 180° в вертикальной плоскости, последующий подогрев порции в матрице и прессование. Этот способ обеспечивает получение качественных заготовок по геометрическим параметрам, дает возможность изготовлять изделия в автоматическом режиме работы при непрерывной выработке, но основным его недостатком является получение изделий с отпечатками формовочного кольца, что вызвано верхним прессованием и необходимостью отделения изделия после прессования от верхнего прессующего пуансона (плунжера), а также невозможности получения изделий со сквозными отверстиями. Задача изобретения и его технический результат - получение изделий более качественных по геометрическим параметрам (отсутствие отпечатка от съемного формовочного кольца), пробивка сквозных отверстий в изделии в процессе прессования и автоматизация процесса. Задача решается тем, что согласно способу производства стеклоизделий, включающему дозированный разлив струи расплава в формы-накопители до размеров, близких к размеру готового изделия, отрезку порции от струи, регулирование теплового режима расплава, передачу порции в пресс-форму с переворотом на 180° в вертикальной плоскости, прессование, выдержку в охлажденной форме до затвердевания ее поверхности и отжиг изделия, согласно изобретению, прессование производят снизу подвижной частью матрицы, после закрытия пресс-формы сверху пуансоном, а пробивку отверстий производят сверху (иголки проходят через верхний пуансон) в момент окончания прессования. Подъем иголок осуществляется после снятия усилия прессования с подвижной части матрицы, но при замкнутой прессформе (пуансон стоит на матрице). При таком способе изготовления стекло-изделий порцию стекломассы, предварительно разлитую в формы-накопители, подают в матрицу с переворотом ее на 180°, т.е. горячей частью расплава на матрицу, а верхнюю ее часть, контактирующую с формой-накопителем, обогревают пламенем газовой горелки, обеспечивая выравнивание вязкости порции по объему. Верхний пуансон, в котором в поднятом вверх положении находятся иголки, опускают вниз и замыкают матрицу с порцией стекломассы. После замыкания пресс-формы подвижной части матрицы придают силовое движение вверх (происходит прессование изделия в замкнутом объеме). В момент окончания прессования иголкам сообщают силовое движение вниз, и они пробивают стекломассу, заключенную в пресс-форме. Облой из матрицы удаляют через боковые каналы. В момент снятия усилия с подвижной части матрицы иголки поднимают вверх в исходное положение, после чего поднимают вверх пуансон, раскрывая пресс-форму, и отпрессованное изделие уносят из-под прессового узла. Такой способ позволяет увеличить производительность труда в 3 раза и увеличить выход годных изделий по отношению к сырьевым материалам в 2,5 - 3 раза. Предлагаемый способ изготовления стеклоизделий со сквозными отверстиями осуществляют на 16позиционном литейно-прессовом автомате, представленном на схеме прессования (фиг.1 и 2). На поз.І непрерывно истекающую из патрубка питателя стекломассу (струю) наливают в формунакопитель, установленную соосно с патрубком на расстоянии 15-20 мм от его края. По достижении требуемого веса порции стекломассы в форме ее отрезают от струи ножами пневматических ножниц. На поз. Ill поверхность порции стекломассы и соседние с ней матрицы пресс-формы обогревают вертикально расположенными остропламенными газовыми горелками. На поз. IV порцию передают в соседнюю матрицу пресс-формы с переворотом ее на 180°. На поз. У порцию, находящуюся в матрице, оплавляют сверху острым пламенем газовой горелки с целью устранения следа от ножей (реза) и усреднения вязкости по объему. На поз. VI производят прессование и пробивку отверстий. На поз. VII, VIII, IX, X производят регулированное охлаждение отпрессованного изделия, находящегося в матрице (матрицы обогреваются газовыми горелками). На поз. XI идет инерционное охлаждение изделия в матрице. На поз. XII изделие выталкивают, снимают с матрицы и передают в емкость для регулируемого охлаждения. На поз. XIII проводят продувку матрицы и опускают ее в исходное положение для приема следующей порции стекломассы. На поз. XIV производят подогрев внутренней поверхности формы-накопителя пламенем газовой горелки до температуры Т=250-300°С. Поз. II и XV по конструктивным соображениям не задействованы. Далее цикл повторяют в той же последовательности.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for production of glasswares with reach-through holes
Автори англійськоюVietrov Stanislav Mykhailovych, Zabirnyk Viktor Borysovych, Hrechishkin Oleksandr Dmytrovych
Назва патенту російськоюСпособ производства стеклоизделий со сквозными отверстиями
Автори російськоюВетров Станислав Михайлович, Забирнык Виктор Борисович, Гречишкин Александр Дмитриевич
МПК / Мітки
МПК: C03B 11/06
Мітки: спосіб, наскрізними, отворами, скловиробів, виробництва
Код посилання
<a href="https://ua.patents.su/2-13851-sposib-virobnictva-sklovirobiv-z-naskriznimi-otvorami.html" target="_blank" rel="follow" title="База патентів України">Спосіб виробництва скловиробів з наскрізними отворами</a>
Спосіб термохімічної обробки порожнистих скловиробів
Номер патенту: 9966
Опубліковано: 30.09.1996
Автори: Бабаджанова Ольга Федорівна, Ящищин Йосип Миколайович, Жеплинський Тарас Богданович, Вахула Ярослав Іванович, Кутукова Єлєна Сєргєєвна, Віноградов Гєннадій Гєоргієвіч
МПК: C03C 23/00
Мітки: спосіб, скловиробів, термохімічної, обробки, порожнистих
Формула / Реферат:
(57) Способ термохимической обработки полых стеклоизделий путем подачи внутрь стеклоизделия дистиллированной воды в количестве от 1/5000 до 1/500 его внутреннего объема и выдержки при температуре стекла 800 - 1000°С, отличающийся тем, что поверхность стеклоизделий после упомянутой выдержки охлаждают на 200-300°С и проводят выщелачивание газообразным или твердым реагентом.
Спосіб виробництва бетонних виробів
Номер патенту: 1959
Опубліковано: 20.12.1994
Автори: Литвиненко Дмитро Мартинович, Купряков Ювеналій Прокопович, Бахмет Володимир Прокофійович, Мартиненко Сергій Анатолієвич
МПК: C04B 28/08, C04B 18/14
Мітки: виробів, виробництва, спосіб, бетонних
Формула / Реферат:
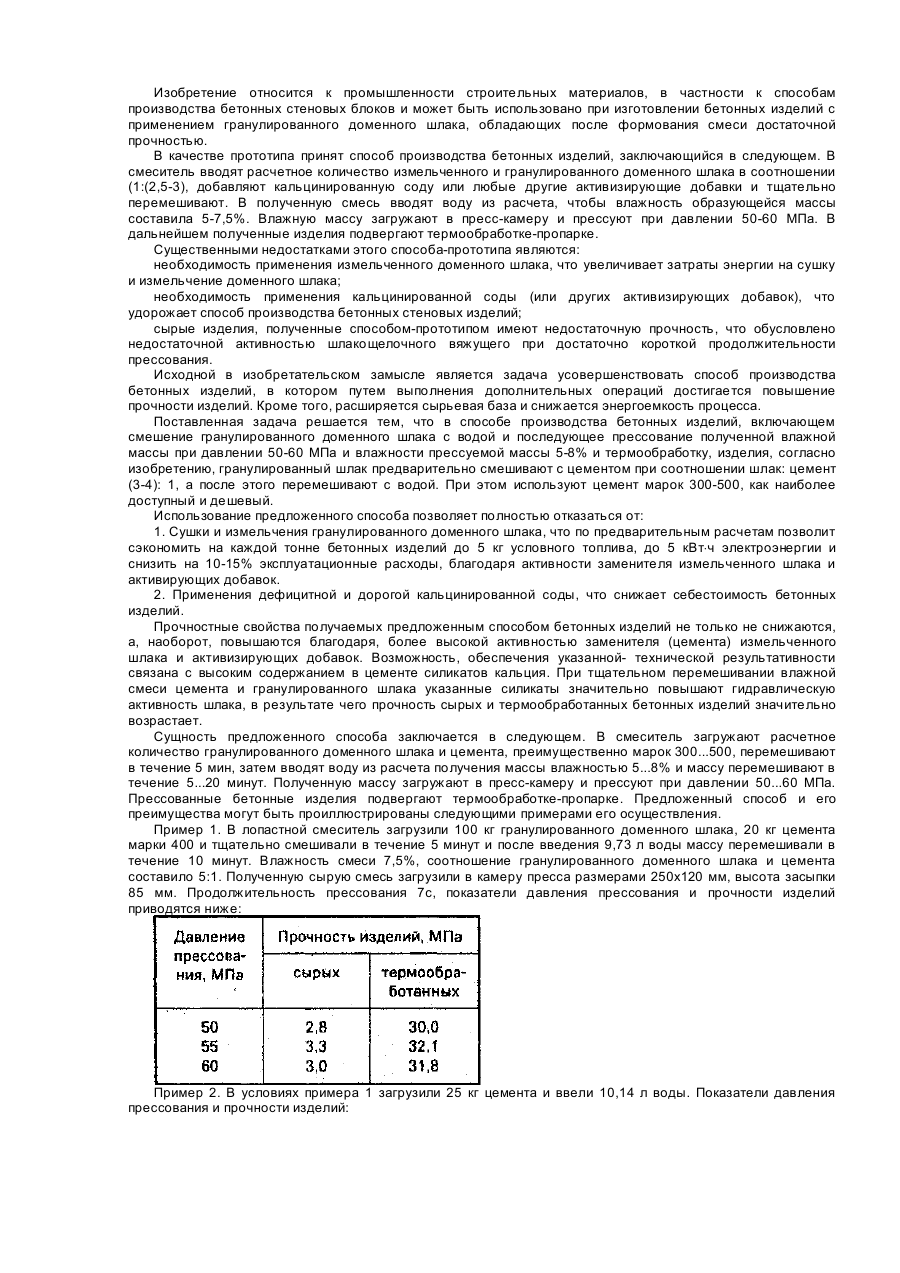
Способ производства бетонных изделий, включающий смешение измельченного и гранулированного доменного шлака, введение в полученную смесь воды с последующим прессованием массы, отличающийся тем, что измельченный и гранулированный доменный шлак смешивают в соотношении. 1:(2,5-3,0), добавляют кальцинированную соду или жидкое стекло в количестве 1-2%,а прессование массы осуществляют при давлении 50-60 МПа и при влажности прессуемой массы...
Спосіб виробництва бетонних виробів
Номер патенту: 10650
Опубліковано: 25.12.1996
Автори: Мартиненко Сергій Анатолійович, Литвиненко Дмитро Мартинович, Селітренніков Ігор Степанович, Купряков Ювеналій Прокопович
МПК: C04B 28/08, C04B 40/00
Мітки: виробів, спосіб, виробництва, бетонних
Формула / Реферат:
1. Способ производства бетонных изделий, включающий смешение гранулированного доменного шлака с водой, прессование полученной влажной массы под давлением 50...60 МПа и последующую термообработку изделия, отличающийся тем, что гранулированный шлак перед смешением с водой смешивают с цементом при соотношении шлак:цемент равном (3...4):1 и после увлаждения перемешивают в течение 5...20 минут.2. Способ по п. 1, отличающийся тем, что...
Ванна для зміцнювання скловиробів
Номер патенту: 11521
Опубліковано: 25.12.1996
Автори: Гусак Микола Якович, Фролов Сергій Тимофійович, Янтовський Леонід Якович, Мухін Віктор Павлович
МПК: C03B 27/00
Мітки: скловиробів, зміцнювання, ванна
Формула / Реферат:
Ванна для упрочнения стеклоизделий, включающая полиоргансилоксановую жидкость ПМС-400, отличающаяся тем, что, с целью повышения термомеханической прочности при закалке стеклянных изоляторов толщиной 10-20 мм, она дополнительно содержит полиоргансилоксановую жидкость ПМС-200 при температуре смеси 80-100°С и следующем соотношении компонентов, мас.%: ПМС-400 40-60ПМС-200 40-60
Спосіб виробництва декоративних плит
Номер патенту: 2822
Опубліковано: 26.12.1994
Автор: Федоркін Сергій Іванович
Мітки: декоративних, спосіб, виробництва, плит
Формула / Реферат:
Способ производства декоративных плит, включающий получение заготовок, обработку лицевой поверхности заготовок газообразным веществом в течение 10-20 с и ее тиснение в прессе с рельефной поверхностью, отличающийся тем, что в качестве газообразного вещества для обработки поверхности заготовок используют пар, а тиснение производят на глубину 1-2 мм при температуре 230-250°С и давлении 20-25 МПа в течение 5-10 с.
Попередній патент: Спосіб кріплення гірничої виробки і затяжка для кріплення
Наступний патент: Імпульсний вогнегасний ручний пристрій
Випадковий патент: Сонячна фотоелектрична термоповітряна вітрова електростанція