Спосіб виробництва бетонних виробів
Номер патенту: 1959
Опубліковано: 20.12.1994
Автори: Купряков Ювеналій Прокопович, Мартиненко Сергій Анатолієвич, Литвиненко Дмитро Мартинович, Бахмет Володимир Прокофійович
Формула / Реферат
Способ производства бетонных изделий, включающий смешение измельченного и гранулированного доменного шлака, введение в полученную смесь воды с последующим прессованием массы, отличающийся тем, что измельченный и гранулированный доменный шлак смешивают в соотношении. 1:(2,5-3,0), добавляют кальцинированную соду или жидкое стекло в количестве 1-2%,а прессование массы осуществляют при давлении 50-60 МПа и при влажности прессуемой массы 5-7,5%.
Текст
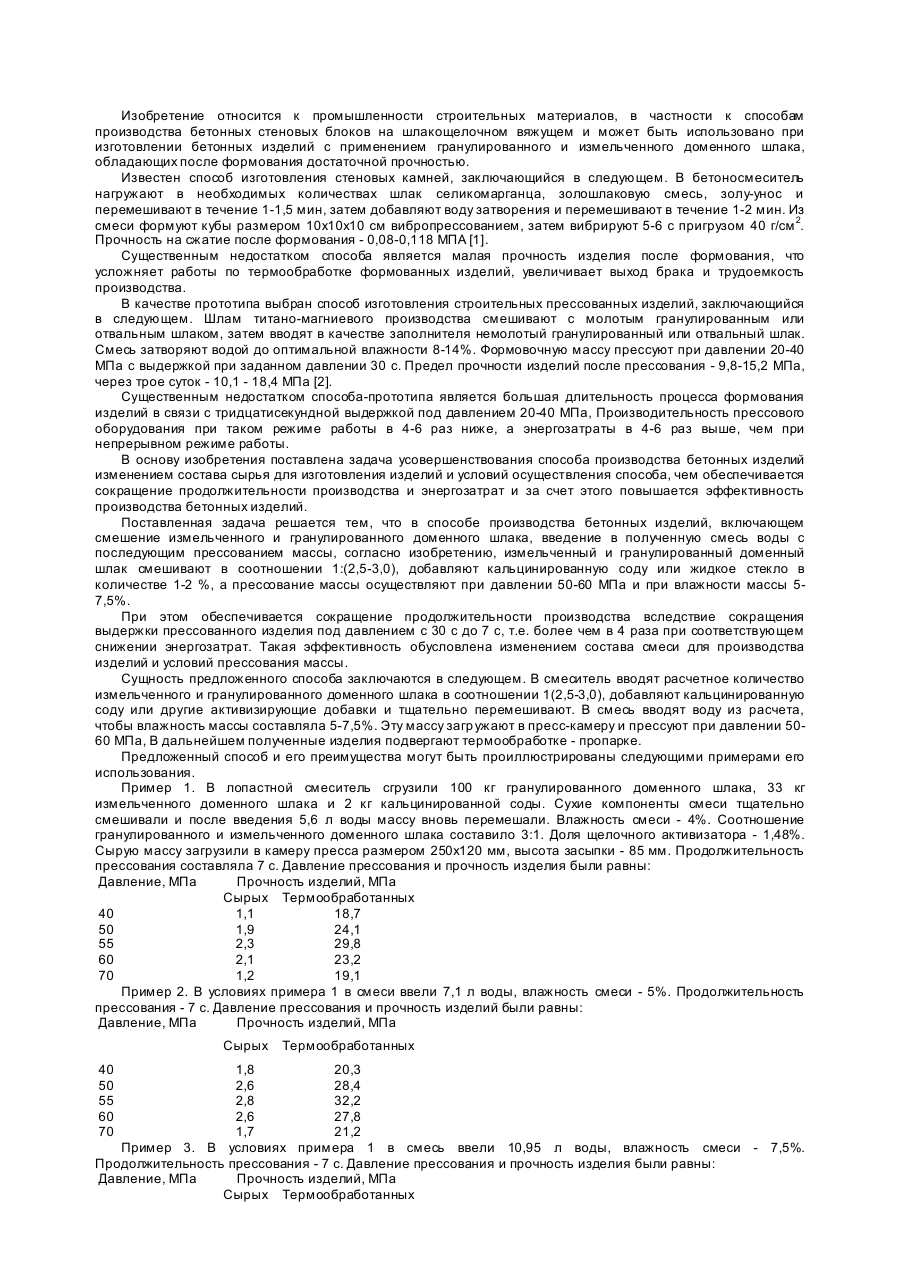
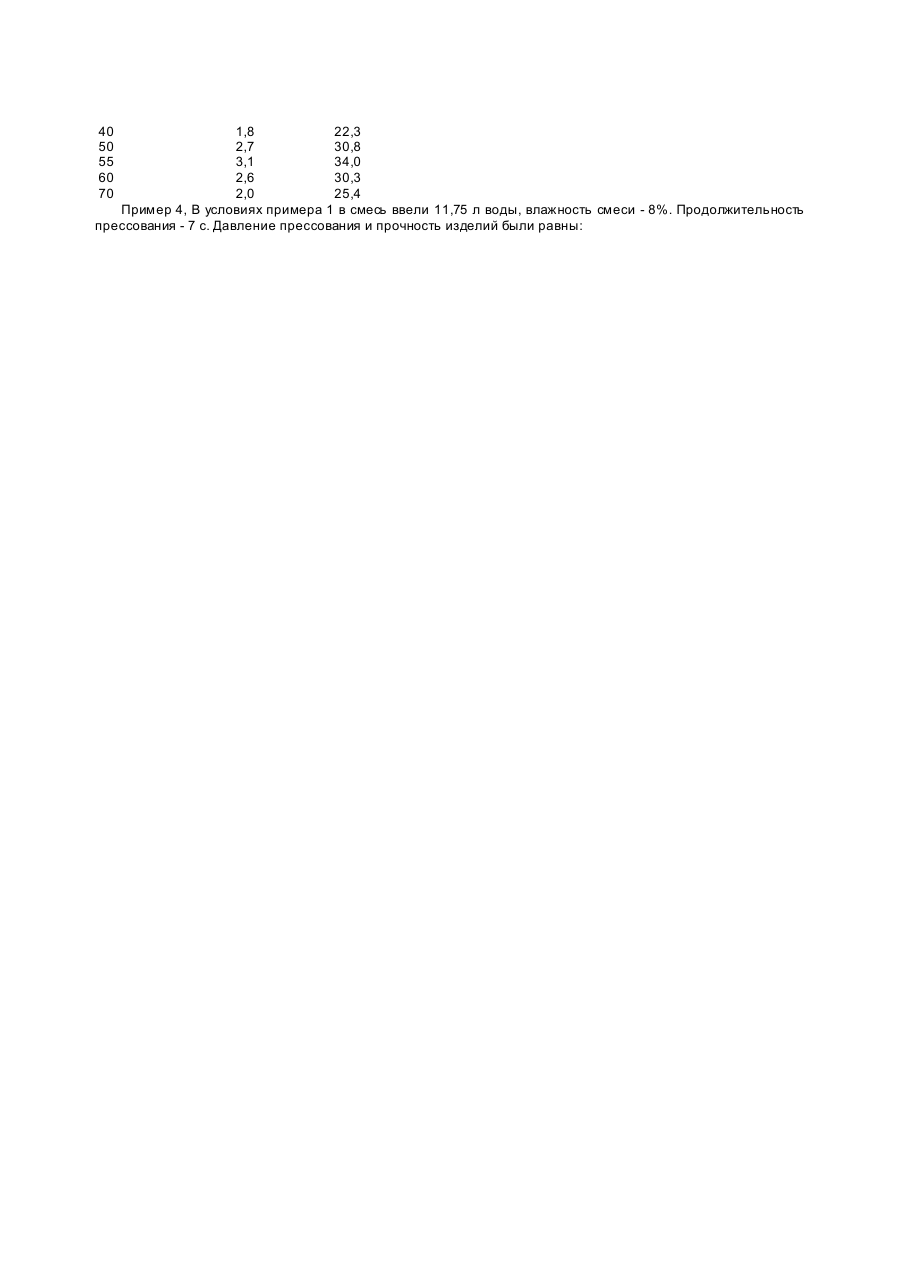
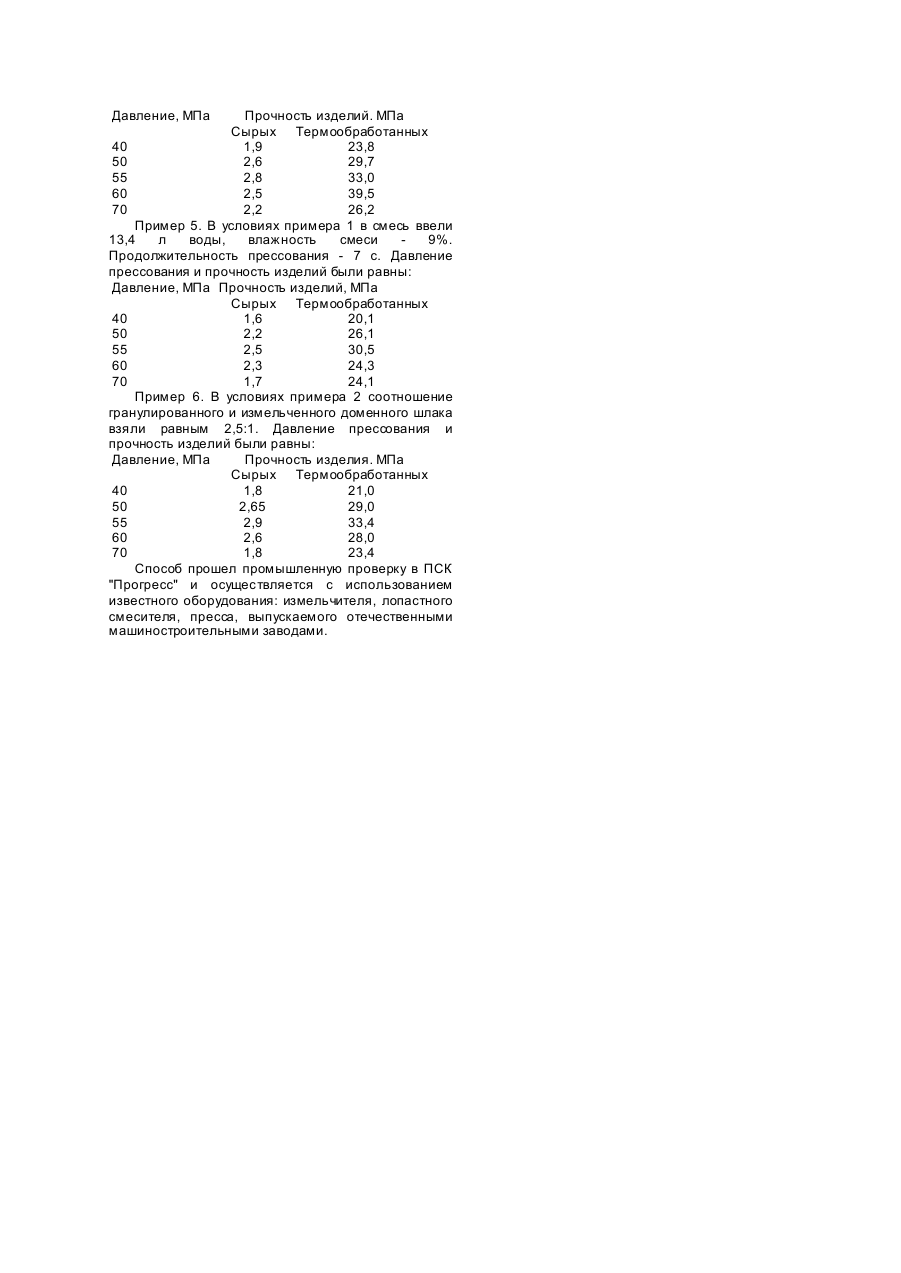
Изобретение относится к промышленности строительных материалов, в частности к способам производства бетонных стеновых блоков на шлакощелочном вяжущем и может быть использовано при изготовлении бетонных изделий с применением гранулированного и измельченного доменного шлака, обладающих после формования достаточной прочностью. Известен способ изготовления стеновых камней, заключающийся в следующем. В бетоносмеситель нагружают в необходимых количествах шлак селикомарганца, золошлаковую смесь, золу-унос и перемешивают в течение 1-1,5 мин, затем добавляют воду затворения и перемешивают в течение 1-2 мин. Из смеси формуют кубы размером 10х10х10 см вибропрессованием, затем вибрируют 5-6 с пригрузом 40 г/см 2. Прочность на сжатие после формования - 0,08-0,118 МПА [1]. Существенным недостатком способа является малая прочность изделия после формования, что усложняет работы по термообработке формованных изделий, увеличивает выход брака и трудоемкость производства. В качестве прототипа выбран способ изготовления строительных прессованных изделий, заключающийся в следующем. Шлам титано-магниевого производства смешивают с молотым гранулированным или отвальным шлаком, затем вводят в качестве заполнителя немолотый гранулированный или отвальный шлак. Смесь затворяют водой до оптимальной влажности 8-14%. Формовочную массу прессуют при давлении 20-40 МПа с выдержкой при заданном давлении 30 с. Предел прочности изделий после прессования - 9,8-15,2 МПа, через трое суток - 10,1 - 18,4 МПа [2]. Существенным недостатком способа-прототипа является большая длительность процесса формования изделий в связи с тридцатисекундной выдержкой под давлением 20-40 МПа, Производительность прессового оборудования при таком режиме работы в 4-6 раз ниже, а энергозатраты в 4-6 раз выше, чем при непрерывном режиме работы. В основу изобретения поставлена задача усовершенствования способа производства бетонных изделий изменением состава сырья для изготовления изделий и условий осуществления способа, чем обеспечивается сокращение продолжительности производства и энергозатрат и за счет этого повышается эффективность производства бетонных изделий. Поставленная задача решается тем, что в способе производства бетонных изделий, включающем смешение измельченного и гранулированного доменного шлака, введение в полученную смесь воды с последующим прессованием массы, согласно изобретению, измельченный и гранулированный доменный шлак смешивают в соотношении 1:(2,5-3,0), добавляют кальцинированную соду или жидкое стекло в количестве 1-2 %, а прессование массы осуществляют при давлении 50-60 МПа и при влажности массы 57,5%. При этом обеспечивается сокращение продолжительности производства вследствие сокращения выдержки прессованного изделия под давлением с 30 с до 7 с, т.е. более чем в 4 раза при соответствующем снижении энергозатрат. Такая эффективность обусловлена изменением состава смеси для производства изделий и условий прессования массы. Сущность предложенного способа заключаются в следующем. В смеситель вводят расчетное количество измельченного и гранулированного доменного шлака в соотношении 1(2,5-3,0), добавляют кальцинированную соду или другие активизирующие добавки и тщательно перемешивают. В смесь вводят воду из расчета, чтобы влажность массы составляла 5-7,5%. Эту массу загр ужают в пресс-камеру и прессуют при давлении 5060 МПа, В дальнейшем полученные изделия подвергают термообработке - пропарке. Предложенный способ и его преимущества могут быть проиллюстрированы следующими примерами его использования. Пример 1. В лопастной смеситель сгрузили 100 кг гранулированного доменного шлака, 33 кг измельченного доменного шлака и 2 кг кальцинированной соды. Сухие компоненты смеси тщательно смешивали и после введения 5,6 л воды массу вновь перемешали. Влажность смеси - 4%. Соотношение гранулированного и измельченного доменного шлака составило 3:1. Доля щелочного активизатора - 1,48%. Сырую массу загрузили в камеру пресса размером 250х120 мм, высота засыпки - 85 мм. Продолжительность прессования составляла 7 с. Давление прессования и прочность изделия были равны: Давление, МПа Прочность изделий, МПа Сырых Термообработанных 40 1,1 18,7 50 1,9 24,1 55 2,3 29,8 60 2,1 23,2 70 1,2 19,1 Пример 2. В условиях примера 1 в смеси ввели 7,1 л воды, влажность смеси - 5%. Продолжительность прессования - 7 с. Давление прессования и прочность изделий были равны: Давление, МПа Прочность изделий, МПа Сырых 40 50 55 60 70 Термообработанных 1,8 20,3 2,6 28,4 2,8 32,2 2,6 27,8 1,7 21,2 Пример 3. В условиях примера 1 в смесь ввели 10,95 л воды, влажность смеси - 7,5%. Продолжительность прессования - 7 с. Давление прессования и прочность изделия были равны: Давление, МПа Прочность изделий, МПа Сырых Термообработанных 40 50 55 60 70 1,8 22,3 2,7 30,8 3,1 34,0 2,6 30,3 2,0 25,4 Пример 4, В условиях примера 1 в смесь ввели 11,75 л воды, влажность смеси - 8%. Продолжительность прессования - 7 с. Давление прессования и прочность изделий были равны: Давление, МПа Прочность изделий. МПа Сырых Термообработанных 40 1,9 23,8 50 2,6 29,7 55 2,8 33,0 60 2,5 39,5 70 2,2 26,2 Пример 5. В условиях примера 1 в смесь ввели 13,4 л воды, влажность смеси 9%. Продолжительность прессования - 7 с. Давление прессования и прочность изделий были равны: Давление, МПа Прочность изделий, МПа Сырых Термообработанных 40 1,6 20,1 50 2,2 26,1 55 2,5 30,5 60 2,3 24,3 70 1,7 24,1 Пример 6. В условиях примера 2 соотношение гранулированного и измельченного доменного шлака взяли равным 2,5:1. Давление прессования и прочность изделий были равны: Давление, МПа Прочность изделия. МПа Сырых Термообработанных 40 1,8 21,0 50 2,65 29,0 55 2,9 33,4 60 2,6 28,0 70 1,8 23,4 Способ прошел промышленную проверку в ПСК "Прогресс" и осуществляется с использованием известного оборудования: измельчителя, лопастного смесителя, пресса, выпускаемого отечественными машиностроительными заводами.
ДивитисяДодаткова інформація
Назва патенту англійськоюProcess for the production of concrete products
Автори англійськоюMartynenko Serhii Anatoliiovych, Kupriakov Yuvenalii Prokopovych, Bahmet Volodymyr Prokofiiovych, Lytvynenko Dmytro Martynovych
Назва патенту російськоюСпособ производства бетонных изделий
Автори російськоюМартыненко Сергей Анатольевич, Купряков Ювеналий Прокофьевич, Бахмет Владимир Прокофьевич, Литвиненко Дмитрий Мартынович
МПК / Мітки
МПК: C04B 18/14, C04B 28/08
Мітки: бетонних, виробів, спосіб, виробництва
Код посилання
<a href="https://ua.patents.su/3-1959-sposib-virobnictva-betonnikh-virobiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб виробництва бетонних виробів</a>
Роторний конвейер для виготовлення бетонних та залізобетонних виробів
Номер патенту: 458
Опубліковано: 30.04.1993
Автори: Бубен Едуард Михайлович, Панасюк Ігор Вікторович
МПК: B28B 5/00
Мітки: виробів, залізобетонних, бетонних, конвейер, виготовлення, роторний
Формула / Реферат:
Формула изобретенияРоторный конвейер для изготовления бетонных и железобетонных изделий, состоящий из поворотной платформы, на которой размещены подвижные и неподвижные части формы с фиксирующими средствами и установленное в технологической последовательности оборудование, предназначенное для разборки и сборки форм, подготовки форм к формованию, зарядки их арматурой, укладки бетона и виброобработки и тепловой обработки отформованных...
Спросіб виробництва ковбасних виробів
Номер патенту: 1926
Опубліковано: 20.12.1994
Автори: Тимощук Іван Іванович, Рудик Людмила Михайлівна, Осадча Інна Федорівна, Єресько Георгій Олексійович, Костюк Олена Андріївна, Долгий Микола Леонідович
МПК: A22C 11/00
Мітки: спросіб, ковбасних, виробництва, виробів
Формула / Реферат:
Способ производства колбасных изделий, преимущественно полукопченых или варено-копченых, предусматривающий измельчение мясного сырья, посол, добавление пищевого белкового тексту рата, приготовление фарша, формование и термообработку, отличающийся тем, что, с целью улучшения структурно-механических показателей готового продукта, посол мясного сырья проводят совместно с пищевым белковым текстуратом, причем последний вводят в негидратированном...
Спосіб одержання будівельних виробів
Номер патенту: 1819
Опубліковано: 25.10.1994
Автори: Фальковскій Микола Миколович, Федоркін Сергій Іванович
МПК: C04B 28/18
Мітки: виробів, спосіб, одержання, будівельних
Формула / Реферат:
Способ получения строительных изделий, включающий приготовление сырьевой смеси совместным помолом силикат-глыбы и минерального наполнителя, формование изделий и их термообработку, отличающийся тем, что совместный помол осуществляют при скорости соударения частиц 100-500м/с, изделия после формования выдерживают при 10-20°С в течение 5-6 час, затем при 150-180°С в течение 1-1,5 час, причем смесь содержит в качестве минерального компонента...
Спосіб виробництва сталі в подовій печі
Номер патенту: 293
Опубліковано: 30.04.1993
Автори: Дворядкін Борис Олександрович, Бросєв Олександр Олександрович, Кущенко Олександр Іванович, Бондаренко Микола Андрійович, Гребенюков Анатолій Васильович
МПК: C21C 5/04
Мітки: печі, сталі, подовий, виробництва, спосіб
Формула / Реферат:
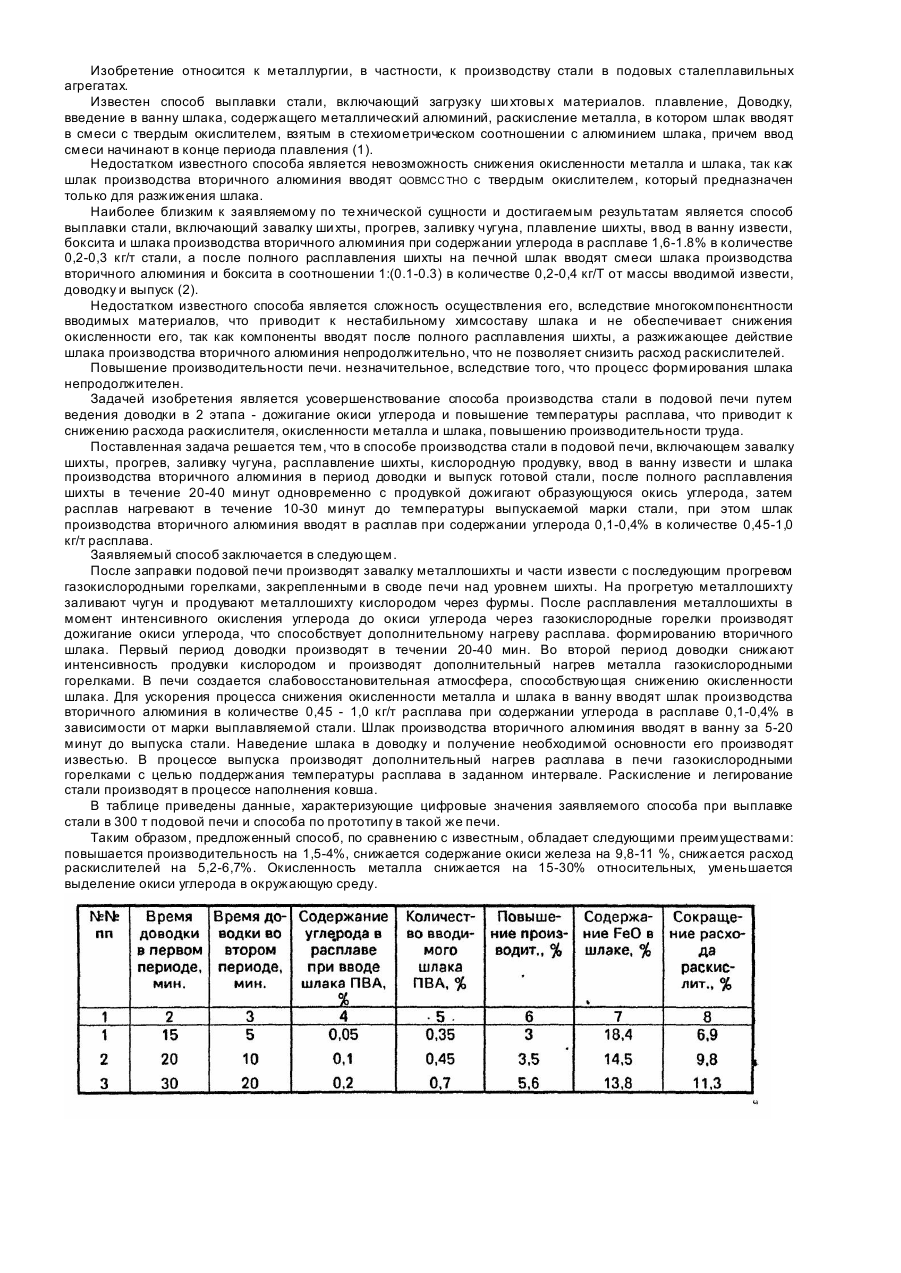
Способ производства стали в подовой печи, включающий завалку шихты, прогрев, заливку чугуна, расплавление шихты, кислородную продувку, ввод в ванну извести и шлака производства вторичного алюминия в период доводки и выпуск готовой стали, отличающийся тем. что после полного расплавления шихты в течение 20-40 мин, одновременно с продувкой дожигают образующуюся окись углерода, затем расплав нагревают в течении 10-30 минут до температуры...
Вогнетривка суміш для ливарних форм ювелірних виробів
Номер патенту: 1906
Опубліковано: 20.12.1994
Автори: Мартиненко Сергій Анатолієвич, Купряков Ювеналій Прокопович, Воловик Валерій Володимирович, Шелюх Олег Олексійович, Єрмоленко Юрій Іванович, Плющ Віктор Григорович, Литвиненко Дмитро Мартинович
МПК: B22C 1/00
Мітки: ливарних, вогнетривка, суміш, ювелірних, форм, виробів
Формула / Реферат:
Огнеупорная смесь для литейных форм ювелирных изделий, содержащая высококремнеземистый наполнитель, нормально- и быстротвердеющий гипс, воду, отличающаяся тем, что, в качестве высококремнеземистого наполнителя смесь содержит термообработанный при 1500...1550°С кварцевый песок при следующем соотношении ингредиентов, в мас. %: Кварцевый песок, термообработанный при 1500...1550°С 54,88...64,10 ...
Попередній патент: Статор тягового електродвигуна
Наступний патент: Спосіб виготовлення декоративних гіпсових плит
Випадковий патент: Лікувально-профілактична добавка на основі личинок великої воскової молі