Спосіб контактного стикового зварювання оплавленням виробів замкнутого профілю
Номер патенту: 13964
Опубліковано: 25.04.1997
Автори: Портной Наум Якович, Стройніков Володимир Германович, Сошин Петро Іванович, Громов Сергій Іванович, Борейко Сергій Петрович
Формула / Реферат
Способ контактной стыковой сварки оплавлением изделий замкнутого профиля, при котором производят предварительный подогрев свариваемых торцов импульсами тока короткого замыкания, а затем их оплавляют и осаживают, отличающийся тем, что импульсы тока формируют при постоянном сближении свариваемых торцов.
Текст
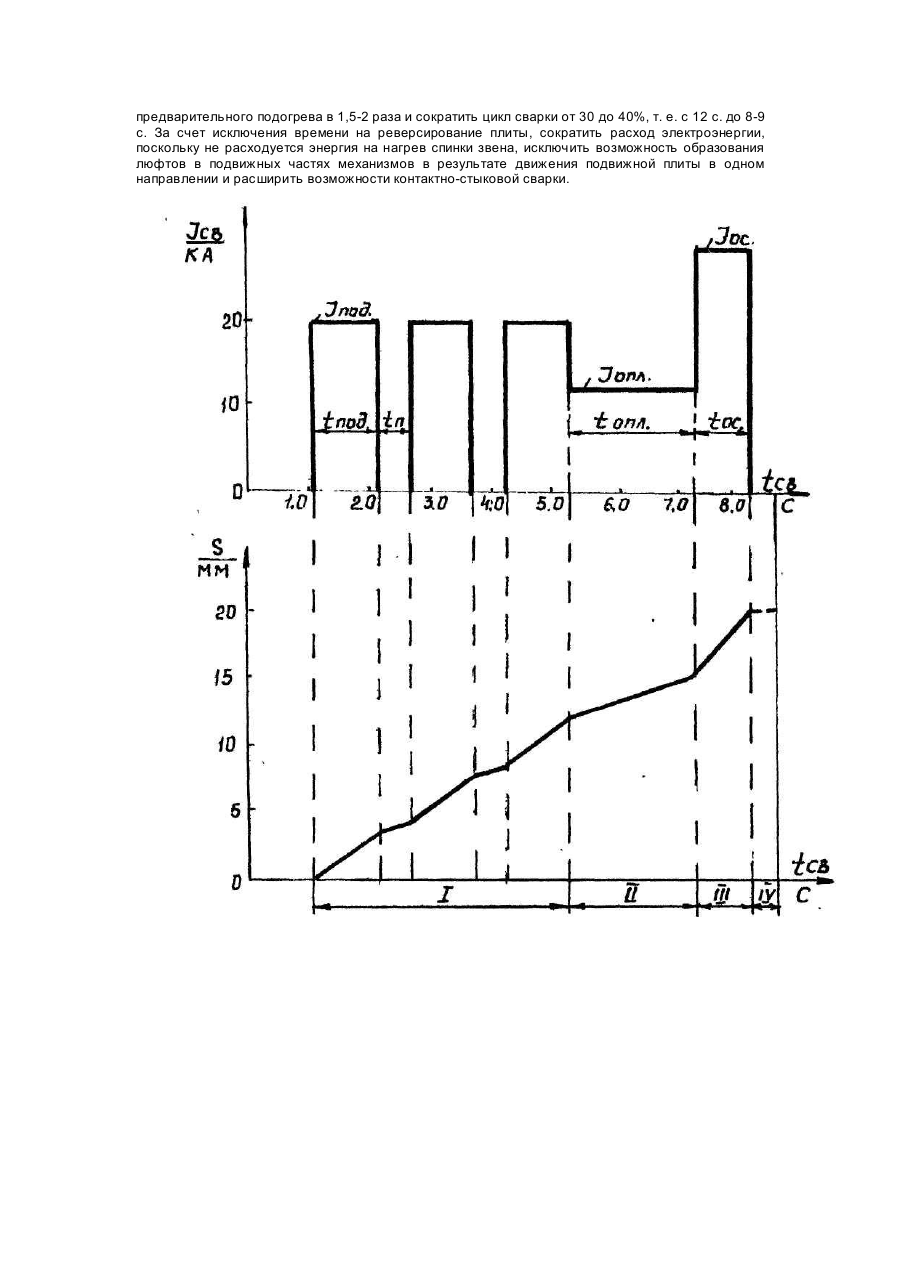
Изобретение относится к контактной стыковой сварке оплавлением изделий замкнутого профиля, преимущественно круглозвенных цепей. Наиболее близким к заявляемому изобретению является способ контактной стыковой сварки оплавлением изделий замкнутого профиля, при котором производят предварительный подогрев свариваемых торцов путем кратковременных замыканий и разведения торцов и последующее оплавление и осадку [1]. Недостатком этого способа является низкое качество сварки, значительные затраты электроэнергии и относительно длительное время сварки. В основу изобретения поставлена задача создания такого способа контактной стыковой сварки, при котором автоматическое регулирование скорости перемещения подвижной плиты и количества импульсов тока для подогрева торцов изделия позволило бы исключить время на реверсирование плиты, выравнять структуру основного металла в зоне сварки и за счет этого повысить качество сварного соединения, ускорить цикл сварки и снизить расход электроэнергии. Поставленная задача решается тем, что в способе контактной стыковой сварки оплавлением изделий замкнутого профиля, при котором производят предварительный подогрев свариваемых торцов импульсами тока короткого замыкания, а затем их оплавляют и осаживают, согласно изобретению, импульсы тока формируют при постоянном сближении свариваемых торцов. Процесс контактной стыковой сварки оплавлением протекает в условиях наличия окислов на поверхности свариваемых торцов, что ведет к локализованным пережогам металла. Для устранения пережогов и выравнивания температуры стыка используют реверсирование подвижной плиты. Однако, в момент, когда отводят плиту, в зазор между торцами изделия поступает кислород и происходит окисление поверхностей стыка и образование тугоплавких окислов, которые снижают механические и прочностные свойства изделия и замедляют процесс нагрева. Нагрев свариваемых торцов при наличии окислов неравномерен. В выступающих точках, где первыми разрушаются окислы и образуется непосредственный контакт, плотность тока и нагрев максимальны, что ведет к локальным пережогам. Подогрев свариваемых торцов при движении подвижной плиты в одном направлении, в соответствии с заявляемым способом, исключает возможность окисления свариваемых торцов, поскольку они в процессе сварки не разжимаются и кислород не поступает в стык. Подогрев импульсами тока способствует равномерному прогреву стыка и снижает вероятность появления пережогов. Это положительно влияет на качество сварного соединения, поскольку полученная структура сварного шва не отличается от структуры основного металла, что повышает механические и прочностные характеристики конечного изделия. При использовании заявляемого способа сварки происходит автоматическое регулирование скорости перемещения подвижной плиты и количества импульсов тока для подогрева торцов изделия в зависимости от степени нагрева свариваемого изделия, что исключает пережоги. На чертеже представлена нагрузочная диаграмма сварочного процесса с импульсным предварительным подогревом без реверсирования подвижного механизма. В координатах "ток сварки - время сварки" (lcB-tcв) показана токовая нагрузочная диаграмма процесса сварки, а в координатах "перемещение плиты -время сварки" (S-tсв) - кривая перемещения подвижной плиты во времени. Процесс сварки осуществляется преимущественно в три стадии: I - подогрев торцов, II оплавление, III - осадка. Стадии процесса сварки характеризуют: ток подогрева Іпод, ток оплавления 1Опл.. ток осадки 1ос и соответственно время подогрева іпод, время оплавления ton» и время осадки toe· Четвертая стадия - остаточный процесс осадки без тока. Диаграмма "перемещение плиты - время перемещения" показывает, что движение подвижного механизма перемещения плиты происходит в одном направлении без реверсирования. Пример осуществления способа. На специализированном автомате для контактной стыковой сварки АСТЦ-150 производили сварку круглозвенных цепей калибра 18 χ б 4 мм с одним стыком методом непрерывного оплавления с предварительным подогревом. Предварительный подогрев свариваемых торцов производили при движении подвижной плиты в одном направлении. Свариваемое звено устанавливали в зажимных устройствах и к месту стыка подводили напряжение от сварочного трансформатора, подвижную плиту, к которой крепится правый зажим, перемещали до соприкосновения торцов стыка. При замыкании кромок стыка возникало устойчивое короткое замыкание при общем токе во вторичной цепи - 20 кА и токе в спинке звена - 10 кА. При достижении заданной уставки по току срабатывало токовое реле, подключенное к трансформатору тока, в результате чего прекращалась подача сварочного тока и формировались импульсы подогрева. В момент прерывания сварочного тока движение подвижной плиты относительно замедлялось за счет восстанавливающихся упругих сил при остывании изделия. Количество импульсов подогрева определялось механическими и тепловыми свойствами изделия, т. е. осуществлялся процесс авторегулирования. При появлении жидкой фазы металла в стыке, т. е. при оплавлении, ток падал, оставаясь постоянным по величине, и токовое реле не срабатывало, а подвижная плита перемещалась до срабатывания концевого выключателя, после чего начинался процесс осадки обычным способом. Использование заявляемого изобретения Позволяет повысить качество свариваемого шва за счет выравнивания структуры основного металла в зоне сварки, ускорить процесс предварительного подогрева в 1,5-2 раза и сократить цикл сварки от 30 до 40%, т. е. с 12 с. до 8-9 с. За счет исключения времени на реверсирование плиты, сократить расход электроэнергии, поскольку не расходуется энергия на нагрев спинки звена, исключить возможность образования люфтов в подвижных частях механизмов в результате движения подвижной плиты в одном направлении и расширить возможности контактно-стыковой сварки.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of contact flash butt welding of the articles of closed profile
Автори англійськоюPortnoi Naum Yakovych, Stroinikov Volodymyr Hermanovych, Hromov Serhii Ivanovych, Soshyn Petro Ivanovych, Boreiko Serhii Petrovych
Назва патенту російськоюСпособ контактной стыковой сварки оплавлением изделий замкнутого профиля
Автори російськоюПортной Наум Яковлевич, Стройников Владимир Германович, Громов Сергей Иванович, Сошин Петр Иванович, Борейко Сергей Петрович
МПК / Мітки
МПК: B23K 11/04
Мітки: замкнутого, оплавленням, спосіб, виробів, зварювання, стикового, контактного, профілю
Код посилання
<a href="https://ua.patents.su/2-13964-sposib-kontaktnogo-stikovogo-zvaryuvannya-oplavlennyam-virobiv-zamknutogo-profilyu.html" target="_blank" rel="follow" title="База патентів України">Спосіб контактного стикового зварювання оплавленням виробів замкнутого профілю</a>
Спосіб контактного стикового зварювання оплавленням

Номер патенту: 365
Опубліковано: 30.04.1993
Автори: Череднічок Віталій Тимофійович, Бондарук Андрій Всеволодович, Тільга Степан Сергійович, Мальцев Віктор Миколайович, Бєляєв Данило Іванович, Кучук-Яценко Сергій Іванович, Грабчев Борис Леонідович, Ротару Іон Теодорович, Богорський Михайло Володимирович
МПК: B23K 11/04
Мітки: спосіб, стикового, зварювання, оплавленням, контактного
Формула / Реферат:
1. Способ контактной стыковой сварки оплавлением, при котором при оплавлении задают скорость подачи подвижной плиты в зависимости и от величины сигнала, пропорционального сварочному току, осуществляют останов подвижной плиты при сварочном токе, соответствующем экстремуму электрической мощности, выделяющейся в стыке, а затем скорость подачи восстанавливают отличающийся тем, что с целью повышения производительности путем интенсификации нагрева...
Спосіб контактного стикового зварювання імпульсним оплавленням
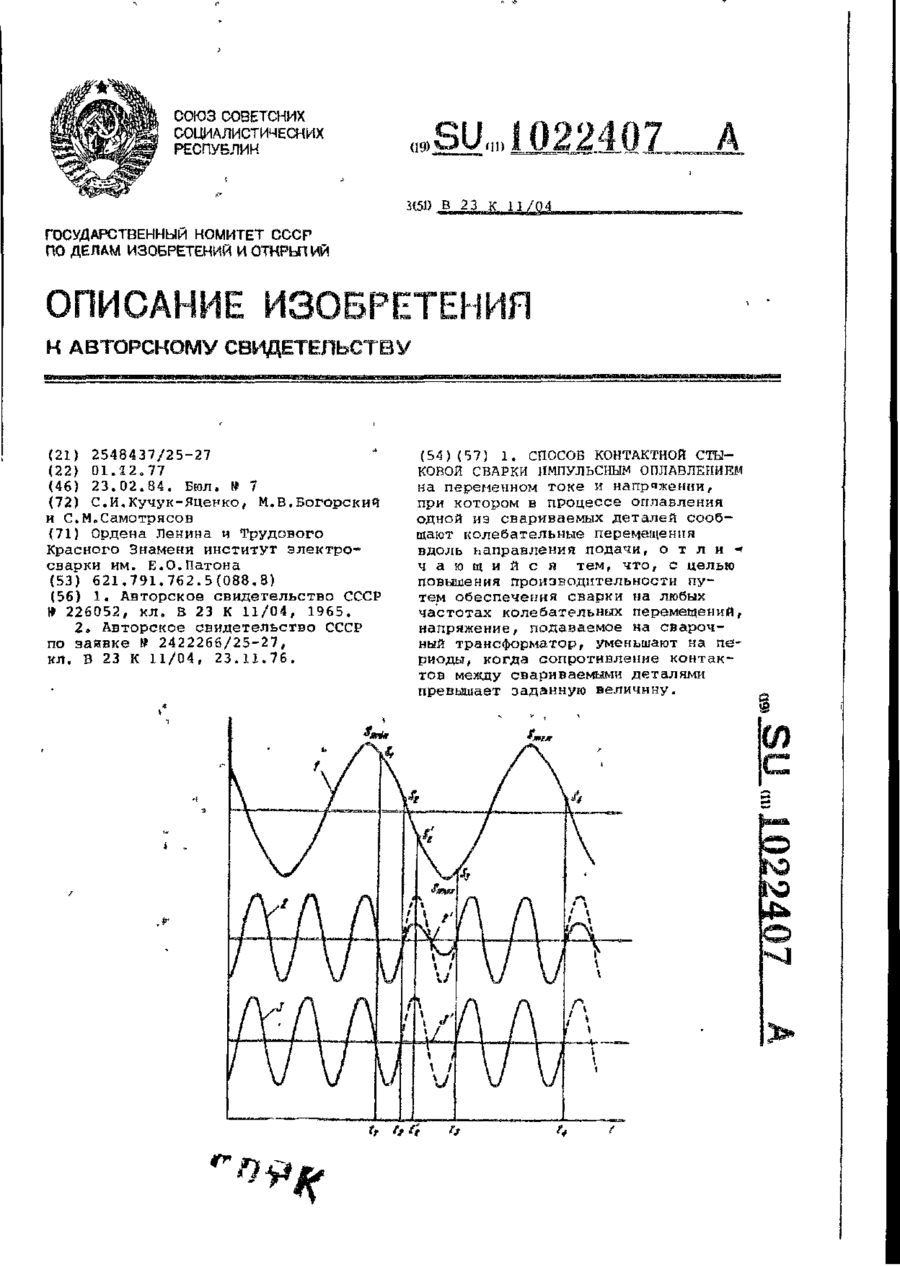
Номер патенту: 6110
Опубліковано: 29.12.1994
Автори: Кучук-Яценко Сергій Іванович, Богорський Михайло Володимирович, Самотрясов Сергій Михайлович
МПК: B23K 11/04
Мітки: зварювання, стикового, оплавленням, спосіб, контактного, імпульсним
Формула / Реферат:
1. Способ контактной стыковой сварки импульсным оплавлением на переменном токе и напряжении, при котором в процессе оплавлення одной из свариваемых деталей сообщают колебательные перемещения вдоль направления подачи, отличающийся тем, что, с целью повышения производительности за счет обеспечения сварки на любых частотах колебательных перемещений, напряжение, подаваемое на сварочный трансформатор, уменьшают на периоды, когда...
Спосіб управління процесом контактного стикового зварювання оплавленням

Номер патенту: 397
Опубліковано: 30.04.1993
Автори: Богорський Михайло Володимирович, Кривенко Валерій Георгійович, Кучук-Яценко Сергій Іванович
МПК: B23K 11/04
Мітки: спосіб, управління, стикового, оплавленням, контактного, зварювання, процесом
Формула / Реферат:
Формула изобретенияСпособ управления процессом контактной стыковой сварки оплавлением, при котором сигналом на выдачу команды управления служит скорость оплавления, отличающийся тем, что, с целью повышения стабильности нагрева свариваемых деталей, качества сварных соединений и производительности процесса сварки, при достижении скорости оплавления определенного, наперед заданного значения изменяют сварочное напряжение.
Спосіб контактного стикового зварювання оплавленням

Номер патенту: 317
Опубліковано: 30.04.1993
Автори: Кучук-Яценко Сергій Іванович, Богорський Михайло Володимирович, Самотрясов Сергій Михайлович
МПК: B23K 11/04
Мітки: стикового, оплавленням, зварювання, спосіб, контактного
Формула / Реферат:
Формула изобретения1. Способ контактной стыковой сварки оплавлением, при котором во время сварки скорость оплавления задают равной скорости перемещения подвижной колонны сварочной машины и воздействуют на нее обратной отрицательной связью по параметру, характеризующему процесс оплавления, например сварочному току, при этом в процессе сварки изменяют воздействие обратной отрицательной связи, отличающийся тем, что, с целью повышения...
Пристрій автоматичного програмного управління процесом контактного стикового зварювання оплавленням
Номер патенту: 402
Опубліковано: 30.04.1993
Автори: Кривенко Валерій Георгійович, Богорський Михайло Володимирович, Толдін Анатолій Андрійович, Кучук-Яценко Сергій Іванович, Боровой Валентин Михайлович
МПК: B23K 11/04
Мітки: управління, контактного, пристрій, стикового, автоматичного, оплавленням, процесом, програмного, зварювання
Формула / Реферат:
Формула изобретенияУстройство для автоматического программного управления процессом контактной стыковой сварки оплавлением, содержащее подвижную и неподвижную станины машины, соединительный узел привода перемещения подвижной станины машины и привод ее осадки датчик перемещения подвижной станины машины, сварочный трансформатор, устройство программного управления и последовательно соединенные датчик электрической мощности, включенный в...
Попередній патент: Високовольтний трансформатор струму
Наступний патент: Запираючий пристрій і засіб для розблокування до нього
Випадковий патент: Металеві стелажі для зберігання вантажів