Спосіб холодного прокатування стрічок у рулонах на реверсивному стані
Формула / Реферат
Способ холодной прокатки полос в рулонах на реверсивном стане, включающий прокатку полос без обжатия переднего и заднего концов, закрепленных на моталке, и смотку в рулон, отличающийся тем, что, с целью экономии металла и повышения производительности путем одновременной уборки готового рулона и сварки, необжатый конец предыдущего рулона отрезают, приваривают к последующему рулону и затем осуществляют прокатку.
Текст
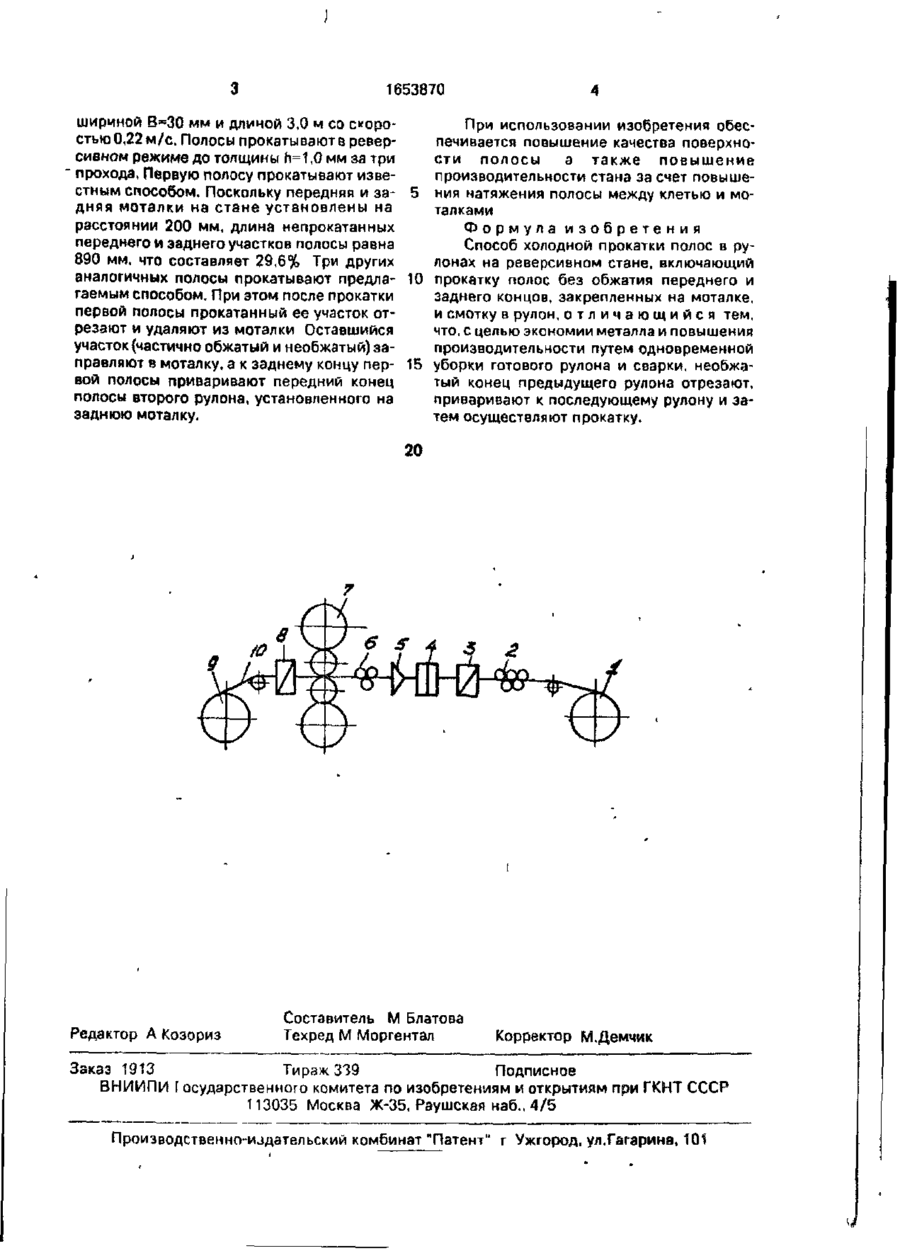
Изобретение относится к прокатному производству, в частности к холодной про Изобретение относится к прокатному производству, в частности к холодной прокатке полос на реверсивных станах. Цель изобретения экономия металла и ПОВЫШение ПрОИЗВОДИТелЬНОСТИ Путем ОД" непременной уборки готового рулона и сварки Способ состоит в том, что прокатку полос ведут без обжатия переднего и заднего концов, так как они закреплены на моталке, затем необжатый конец предыдущего рулона отрезают, приваривают к последующему рулону и осуществляют последующую прокатку. Из чертеже изображена установка.реализующая предлагаемый способ прокатки. Установка содержит заднюю моталку 1, правильную машину 2, концевые ножницы 3, стыковочную машину 4, гратосниматель 5, роликовую пресс-проводку б, прокатную (реверсивную) клеть 7, делительные ножницы 8 и переднюю моталку 9. катке полос на реверсивном стане. Цель изобретения - экономия металла и повыше* ние производительности путем одновременной уборки готового рулона и сварки Способ включает укрупнение рупонов путем стыковой сварки смежных полос, снятие грата прокатку полос, разделение полос и смотку полосы в рулоны Перед стыковой свзркои необжатых концов полос задний конец первого рулона отделяют от прокатанного участка и прокатывают совместно с вторым рулоном I ил Способ осуществляют следующим образом После смотки на моталку 9 прокатанной на стане готовой полосы 10 участок первой полосы оставшийся в клеги 7. отрезают делительными ножницами 8 и после снятия рулона первой полосы заправляют его в моталку 9 одновременно освобождая задний конец первой полосы из моталки 1, правят его на правильной машине 2, зачищают на ножницах 3 и подводят к стыкосварочной машине 4 В это же время устанавливают на моталку 1 второй рулон, передний конец его также подают к стыкосварочной машине, и после сварки концов, удаления грата на гратоснимателе 5 производят совместную прокатку заднего концевого участка полосы первого рулона и полосы второго рулона до получения конечной толщины. Способ опробован в лабораторных условиях на стане с диаметром рабочих валков 70 мм и опорных 100 мм. Прокатывают полосы из стали 08 П с толщиной Н=1,6 мм. Г 1 J 1653870 шириной В=30 мм и длиной 3,0 м со скоростью 0,22 м/с. Полосы прокатывают в реверсивном режиме до толщины h=1,0 мм за три прохода, Первую полосу прокатывают известным способом. Поскольку передняя и за- 5 дняя моталки на стане установлены на расстоянии 200 мм, длина непрокатанных переднего и заднего участков полосы равна 890 мм, что составляет 29,6% Три других аналогичных полосы прокатывают предла- 10 гаемым способом. При этом после прокатки первой полосы прокатанный ее участок отрезают и удаляют из моталки Оставшийся участок (частично обжатый и необжатый) заправляют в моталку, а к заднему концу пер- 15 вой полосы приваривают передний конец полосы второго рулона, установленного на заднюю моталку. При использовании изобретения обеспечивается повышение качества поверхности полосы а также повышение производительности стана за счет повышения натяжения полосы между клетью и моталками Формула изобретения Способ холодной прокатки полос в рулонах на реверсивном стане, включающий прокатку полос без обжатия переднего и заднего концов, закрепленных на моталке, и смотку в рулон, о т л и ч а ю щ и й с я тем, что, с целью экономии металла и повышения производительности путем одновременной уборки готового рулона и сварки, необжатый конец предыдущего рулона отрезают, приваривают к последующему рулону и затем осуществляют прокатку. 20 Редактор А Козориз Составитель М Блатова Техред М Моргентал Корректор М.Демчик Заказ 1913 Тираж 339 Подписное ВНИИПИ Г осударственного комитета по изобретениям и открытиям при ГКНТ СССР 113035 Москва Ж-35, Раушская наб., 4/5 Производственно-издательский комбинат "Патент" г Ужгород, ул.Гагарина, 101
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of cold rolling of strips into rolls on reversing mill
Автори англійськоюNikolaiev Viktor Oleksandrovych
Назва патенту російськоюСпособ холодной прокатки полос в рулонах на реверсивном стане
Автори російськоюНиколаев Виктор Александрович
МПК / Мітки
МПК: B21B 1/30
Мітки: стані, спосіб, прокатування, рулонах, холодного, стрічок, реверсивному
Код посилання
<a href="https://ua.patents.su/2-14129-sposib-kholodnogo-prokatuvannya-strichok-u-rulonakh-na-reversivnomu-stani.html" target="_blank" rel="follow" title="База патентів України">Спосіб холодного прокатування стрічок у рулонах на реверсивному стані</a>
Спосіб стабілізації товщини листа на реверсивному стані
Номер патенту: 4181
Опубліковано: 27.12.1994
Автори: Грабовський Георгій Геннадійович, Тищенко Володимир Пилипович, Писаренко Анатолій Якович, Переходченко Віктор Олександрович, Бігун Ярослав Федорович
МПК: B21B 37/00
Мітки: стані, стабілізації, спосіб, листа, товщини, реверсивному
Формула / Реферат:
Способ стабилизации толщины листа на реверсивном стане, включающий измерение температуры листа на входе клети, сравнение ее с заданной температурой и управление рассогласованием скоростей приводных двигателей пропорционально отклонению температуры, отличающийся тем, что, с целью повышения точности стабилизации толщины листа, дополнительно измеряют давление по всей длине листа в предыдущем пропуске, определяют отклонение давления по...
Спосіб прокатки злитків на дуо-реверсивному стані з індивідуальним приводом валків
Номер патенту: 10001
Опубліковано: 30.09.1996
Автори: Тільга Степан Сергійович, Губайдулін Вячеслав Фуатович, Кібець Михайло Олександрович, Корінь Андрій Олександрович, Петрічук Валентин Дмитрович, Лясов Володимир Григорович, Спіняков Віктор Костянтинович, Кукуй Давид Пенхусович
МПК: B21B 1/02
Мітки: стані, індивідуальним, злитків, валків, приводом, прокатки, спосіб, дуо-реверсивному
Формула / Реферат:
(57) Способ прокатки слитков на дуо-реверсивном стане с индивидуальным приводом валков, включающий деформацию металла на гладкой бочке и в ящичных калибрах с регламентированными обжатиями и промежуточными кантовками при передаче раската для пропуска из калибра в калибр, отличающийся тем, что на концевых частях раскатов, до достижения вытяжки равной 0,4 - 0,6 от суммарной, деформацию ведут с частными относительными обжатиями 12-25%, а затем,...
Спосіб прокатування круглих профілів
Номер патенту: 5340
Опубліковано: 28.12.1994
Автори: Ніколаєв Едуард Петрович, Толпа Анатолій Андрійович
МПК: B21B 1/16
Мітки: круглих, спосіб, профілів, прокатування
Формула / Реферат:
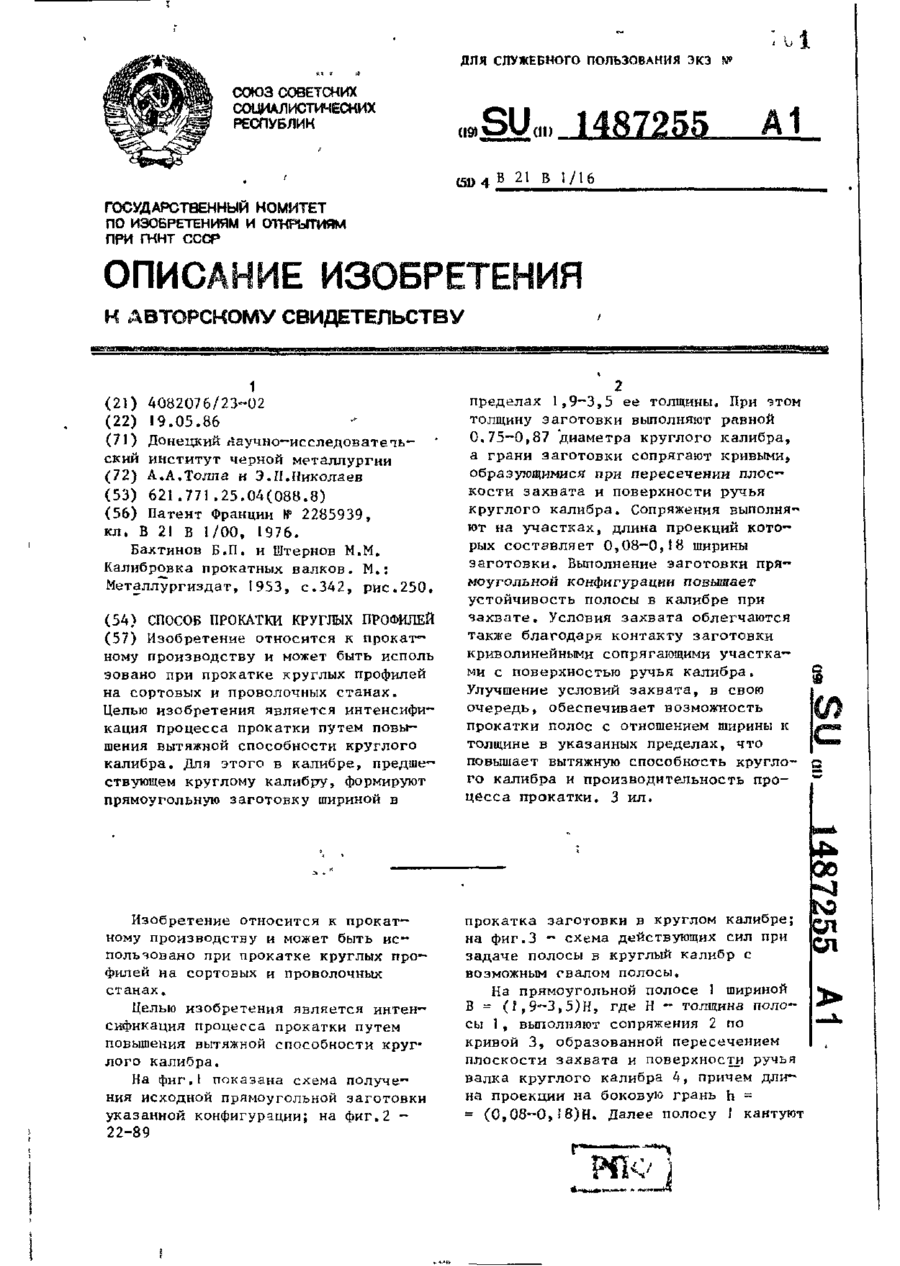
Способ прокатки круглых профилей, включающий ребровую прокатку в круглом калибре полосовой заготовки с плоскими боковыми гранями, имеющей толщину в пределах 0,75-0,87 диаметра круглого калибра, отличающийся тем, что, с целью интенсификации процесса прокатки путем повышения вытяжной способности круглого калибра, прокатку в нем ведут из прямоугольной заготовки с отношением ширины к толщине в пределах 1,9-3,5, грани которой сопряжены...
Спосіб прокатування-волочіння
Номер патенту: 14353
Опубліковано: 25.04.1997
Автори: Сатонін Олександр Володимирович, Федорінов Володимир Анатольович, Чередніченко Валентина Іванівна, Потапкін Віктор Федорович
МПК: B21B 1/24
Мітки: спосіб, прокатування-волочіння
Формула / Реферат:
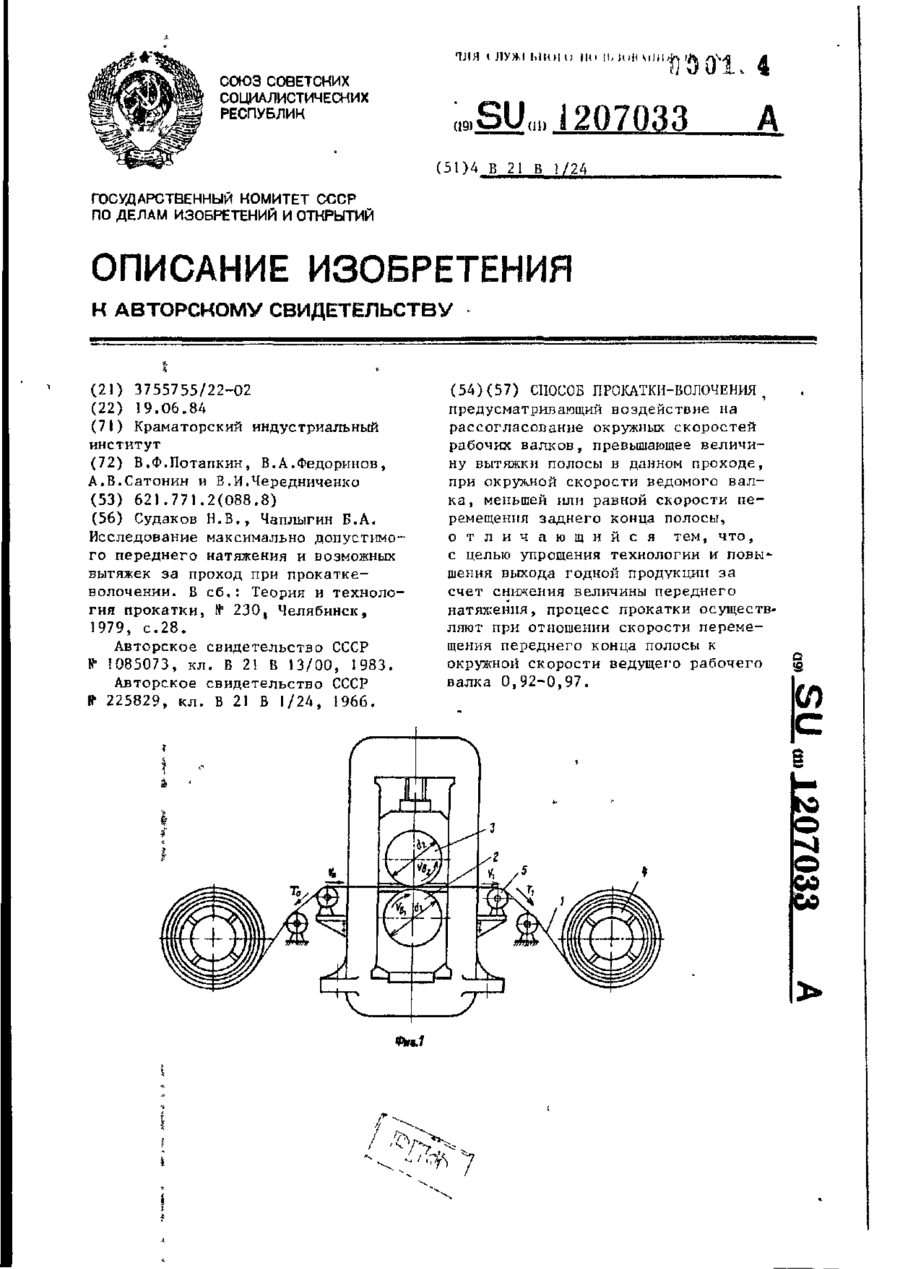
Способ прокатки-волочения, предусматривающий воздействие на рассогласование окружных скоростей рабочих валков, превышающее величину вытяжки полосы в данном проходе, при окружной скорости ведомого валка, меньшей или равной скорости перемещения заднего конца полосы, отличающийся тем, что, с целью упрощения технологии и повышения выхода годной продукции за счет снижения величины переднего натяжения, процесс прокатки осуществляют при...
Спосіб прокатки листів та смуг

Номер патенту: 7898
Опубліковано: 26.12.1995
Автори: Горелік Вадім Семенович, Байков Євген Вікторович, Феофілактов Андрій Вікторович, Мітьєв Анатолій Петрович, Кліменко Ігор Валентинович
МПК: B21B 1/22
Мітки: спосіб, смуг, прокатки, листів
Формула / Реферат:
Способ прокатки листов и полос, включающий прокатку с рассогласованием окружных скоростей рабочих валков в функции вытяжки полосы в каждом проходе, отличающийся тем, что, с целью повышения качества проката за счет шлифования поверхности в процессе прокатки, прокатку производят с пробуксовкой одного из валков.
Попередній патент: Спосіб обвязки гирла при бурінні з надводним розташуванням противикидного обладнання та пристрій для його реалізації
Наступний патент: Опорний вузол робочого валка
Випадковий патент: Крісло-коляска