Спосіб прокатки злитків на дуо-реверсивному стані з індивідуальним приводом валків
Номер патенту: 10001
Опубліковано: 30.09.1996
Автори: Корінь Андрій Олександрович, Губайдулін Вячеслав Фуатович, Лясов Володимир Григорович, Кукуй Давид Пенхусович, Кібець Михайло Олександрович, Тільга Степан Сергійович, Спіняков Віктор Костянтинович, Петрічук Валентин Дмитрович
Формула / Реферат
(57) Способ прокатки слитков на дуо-реверсивном стане с индивидуальным приводом валков, включающий деформацию металла на гладкой бочке и в ящичных калибрах с регламентированными обжатиями и промежуточными кантовками при передаче раската для пропуска из калибра в калибр, отличающийся тем, что на концевых частях раскатов, до достижения вытяжки равной 0,4 - 0,6 от суммарной, деформацию ведут с частными относительными обжатиями 12-25%, а затем, не менее, чем перед одной из кантовок, осуществляют пропуск с рассогласованием скоростей валков в пределах 1,0-10% и относительным обжатием 0,5-2,0%, после чего производят дальнейшую деформацию раската на конечный размер.
Текст
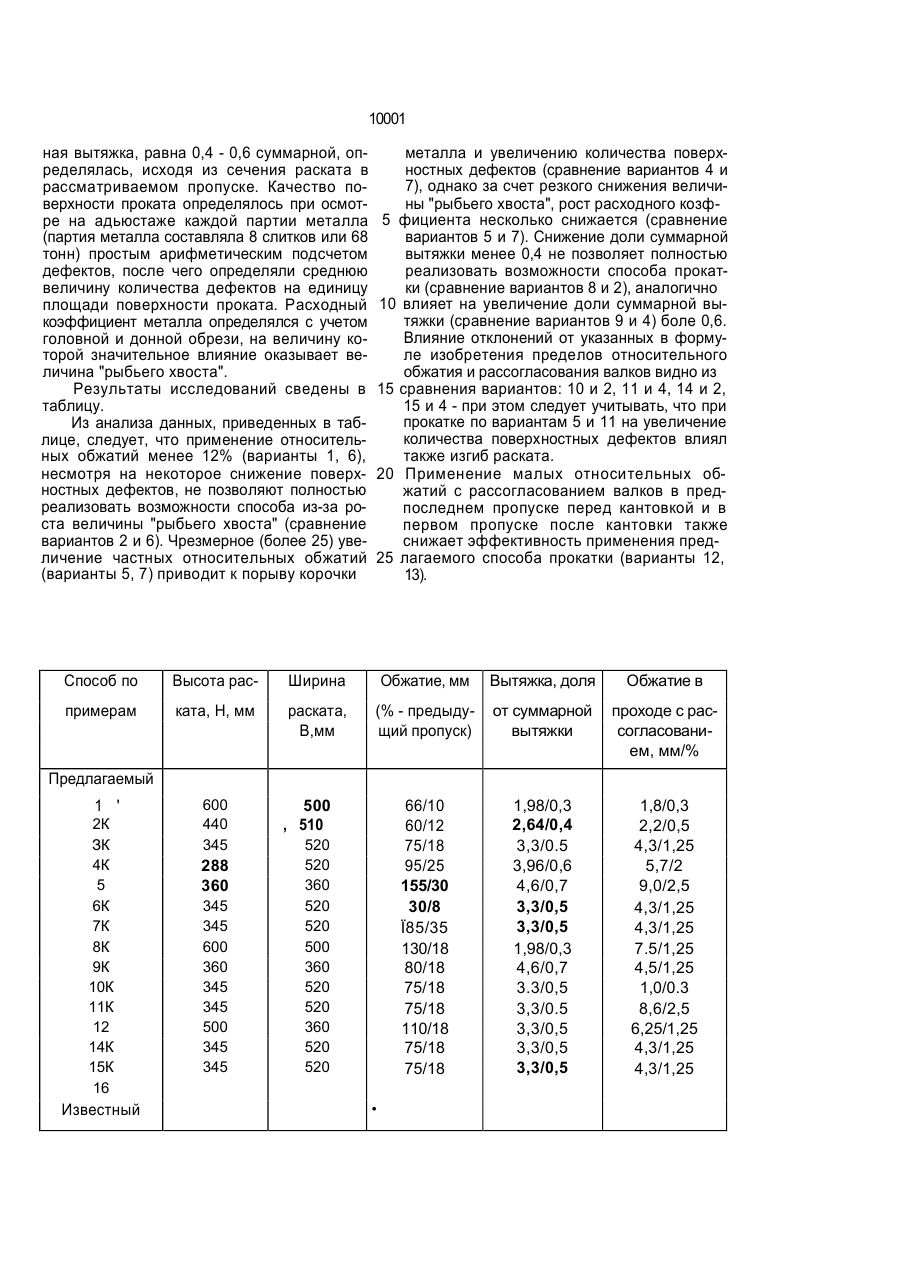
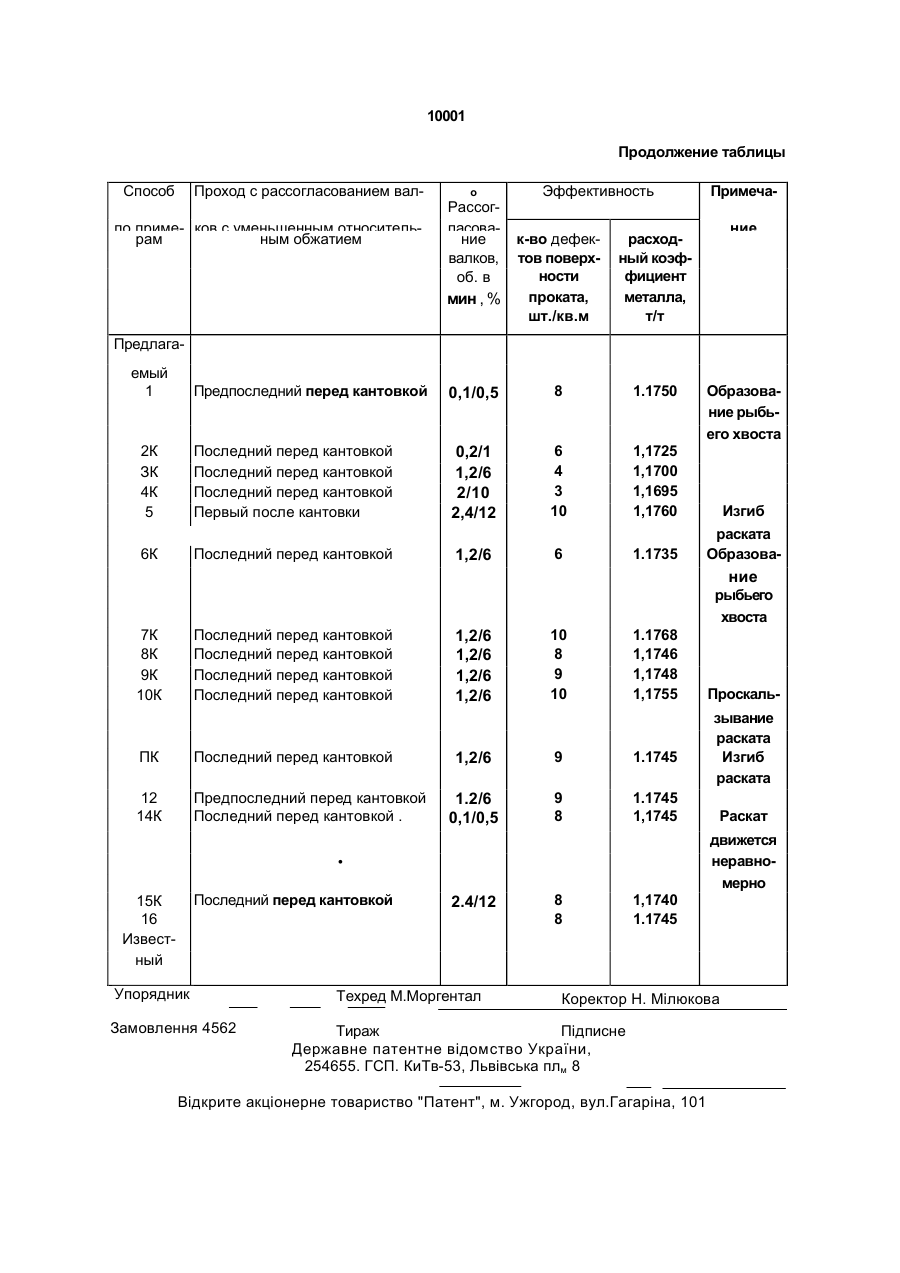
Способ прокатки слитков на дуо-реверсивном стане с индивидуальным приводом валков, включающий деформацию металла на гладкой бочке и в ящичных калибрах с регламентированными обжатиями и промежуточными кантовками при передаче раската для пропуска из калибра в калибр, отлич а ю щ и й с я тем, что на концевых частях раскатов, до достижения вытяжки равной 0,4 - 0,6 от суммарной, деформацию ведут с частными относительными обжатиями 1225%, а затем, не менее, чем перед одной из кантовок, осуществляют пропуск с рассогласованием скоростей валков в пределах 1,0-10% и относительным обжатием 0,5 2,0%, после чего производят дальнейшую деформацию раската на конечный размер. жуточными кантовками при передаче раската для пропуска из калибра в калибр. Однако в данном способе деформацию раскатов осуществляют с увеличивающимися по ходу прокатки относительными обжатиями, что неблагоприятно сказывается на качестве поверхности проката вследствие непрерывного утонения "корочки" слитка и выхода дефектов разливки на внешнюю поверхность, а наличие проходов с величиной частных относительных обжатий менее 12% после достижения вытяжки, равной 0,4 - 0,6 от суммарной, приводит к появлениям дефектов типа "рыбий хвост", снижающих выход годного проката в связи с повышенной величиной торцовой обрези. В основу изобретения поставлена задача создания способа прокатки слитков на дуо-реверсивном стане с индивидуальным С > Ґ*} 10001 приводом валков, в котором за счет определенной последовательности операций обеспеч ивается снижение поверхнос тных дефектов и дефекта типа "рыбий хвост" на концевых частях раската и за счет этого 5 улучшается качество поверхности проката, повышающее выход годного. Поставленная задача решается тем, что в способе прокатки слитков на дуо-реверсивном стане с индивидуальным приводом 10 валков, включающем деформацию металла на гладкой бочке и в ящичных калибрах с регламентированными обжатиями и промежуточными кантовками при передаче раската из калибра в калибр, согласно изо- 15 бретению, до достижения вытяжки, равной 0,4 - 0,6 от суммарной, деформацию ведут с частными относительными обжатиями 12 -25%, а затем не менее, чем перед одной из кантовок осуществляют пропуск с рассогла- 20 сованием скоростей валков в пределах 1,0 -10,0% и относительным обжатием 0,5 -2,0%, после чет производят дальнейшую деформацию раската \\а конечный размер. Частные обжатия в пределах 1 2 - 1 5 % 25 позволяют вести процесс прокатки с проникновением деформации к средним слоям слитка, однако, при этом деформация средних слоев несколько меньше, чем поверхностных, вследствие его в поверхностных 30 слоях создаются напряжения сжатия, что предотвращает порыв корочки слитка. По мере перерастания вытяжки слитка корочка постепенно утончается и может произойти ее разрыв, что приводит к браку по поверх- 35 носги Поэтому после достижения вытяжки 0 4 - 0,6 суммарной выполняют проход с матими относительными обжатиями 0,5 2,0% с рассогласованием скоростей валков. При этом раскат перемещается с усреднен- 40 ной скоростью, а каждый из валков проскальзывает относительно поверхности раската, что способствует ее очистке от образовавшихся плен и вкатанной окалины. В этот же период прокатки происходит уско- 45 ренное охлаждение поверхностного слоя раската, что позволяет в последующем интснсифицироваїь обжатия до 20 - 40%. Нижний предел частных относительных обжатий, равный 12% определяется из уело- 50 вия проникновения деформации к средним слоям слитка и уменьшения дефекта типа "рыбий хвост". Верхний предел частных относительных обжатий, равный 25% лимитируется сохранением целостности корочки 55 слитка. Превышение этого граничного значения приведет к разрывам и трещинообразовапиям. Нижний предел вытяжки равный 0,4 от суммарной определяется проявлением на этой стадии проката воздействием на сплошности корочки концентраторов напряжений. Верхний предел вытяжки равный 0,6 суммарной определяется из условия, что при столь интенсивных частных обжатиях, достигающих 25%, происходи г утонение корочки и его превышение приведет к разрывам. Выполнение прохода с малыми относительными обжатиями и рассогласованием скоростей перед кантовкой и передачей в последующий ящичный калибр связано с тем, что при выполнении нескольких проходов в одном и том же ящичном калибре наибольший охват металла калибром происходит в последнем проходе в этом калибре, т.е. перед кантоокой и передачей раската в последующим калибр, а так как снятие поверхностных дефектов происходит за счет проскальзывания валков по металлу, то выполнение прохода с малыми относительными обжатиями до последнего прохода перед кантовкой и в первом проходе после кантовки снизит эффективность использования данного способа прокатки. Нижний предел обжатия, равный 0,5%, выбирается из условия исключения буксования и обеспечения очищающего эффекта. Верхний предел относительного обжатия определяется также условием обеспечения очистки поверхности раскатов валками и исключения изгиба раскатов. Нижний предел рассогласования скоростей валков, равный 1,0%, определяется условиями отделения дефектов. Превышение верхнего предела рассогласования валков приводит к ухудшению транспортирующей возможности валков, так как раскат при таком рассогласовании будет перемещаться рывками и проявляется склонность к его изг ибу в вертикальной плоскости (окову валка). Дальнейшую деформацию раската целесообразно проводить с частными относительными обжатиями 20-40%, при которых обеспечивается получение качественной поверхности раскатов при минимальном цикле прокатки и минимальном дефекте типа "рыбий хвост". Пример. На блюминге 1250 Криворожского металлургического комбината прокатыв ал ись слитки кипящей ста л и с варьированием параметров согласно формулы изобретения. Исходное сечение слитка массой 8,5 т равно 835 х 710 мм, конечное сечение - квадрат со стороной 300 мм. Суммарная вытяжка составляла 6,6. Привод валков на блюминге - индивидуальный, что позволяло устанавливать рассогласование валков в заданных пределах. Промежуточ 10001 ная вытяжка, равна 0,4 - 0,6 суммарной, определялась, исходя из сечения раската в рассматриваемом пропуске. Качество поверхности проката определялось при осмотре на адьюстаже каждой партии металла (партия металла составляла 8 слитков или 68 тонн) простым арифметическим подсчетом дефектов, после чего определяли среднюю величину количества дефектов на единицу площади поверхности проката. Расходный коэффициент металла определялся с учетом головной и донной обрези, на величину которой значительное влияние оказывает величина "рыбьего хвоста". Результаты исследований сведены в таблицу. Из анализа данных, приведенных в таблице, следует, что применение относительных обжатий менее 12% (варианты 1, 6), несмотря на некоторое снижение поверхностных дефектов, не позволяют полностью реализовать возможности способа из-за роста величины "рыбьего хвоста" (сравнение вариантов 2 и 6). Чрезмерное (более 25) увеличение частных относительных обжатий (варианты 5, 7) приводит к порыву корочки металла и увеличению количества поверхностных дефектов (сравнение вариантов 4 и 7), однако за счет резкого снижения величины "рыбьего хвоста", рост расходного козф5 фициента несколько снижается (сравнение вариантов 5 и 7). Снижение доли суммарной вытяжки менее 0,4 не позволяет полностью реализовать возможности способа прокатки (сравнение вариантов 8 и 2), аналогично 10 влияет на увеличение доли суммарной вытяжки (сравнение вариантов 9 и 4) боле 0,6. Влияние отклонений от указанных в формуле изобретения пределов относительного обжатия и рассогласования валков видно из 15 сравнения вариантов: 10 и 2, 11 и 4, 14 и 2, 15 и 4 - при этом следует учитывать, что при прокатке по вариантам 5 и 11 на увеличение количества поверхностных дефектов влиял также изгиб раската. 20 Применение малых относительных обжатий с рассогласованием валков в предпоследнем пропуске перед кантовкой и в первом пропуске после кантовки также снижает эффективность применения пред25 лагаемого способа прокатки (варианты 12, 13). Способ по Высота рас Ширина Обжатие, мм Вытяжка, доля Обжатие в примерам ката, Н, мм раската, В,мм (% - предыдущий пропуск) от суммарной вытяжки проходе с рассогласованием, мм/% 66/10 60/12 75/18 95/25 155/30 30/8 Ї85/35 130/18 80/18 75/18 75/18 110/18 75/18 75/18 1,98/0,3 2,64/0,4 3,3/0.5 3,96/0,6 4,6/0,7 3,3/0,5 3,3/0,5 1,98/0,3 4,6/0,7 3.3/0,5 3,3/0.5 3,3/0,5 3,3/0,5 3,3/0,5 1,8/0,3 2,2/0,5 4,3/1,25 5,7/2 9,0/2,5 4,3/1,25 4,3/1,25 7.5/1,25 4,5/1,25 1,0/0.3 8,6/2,5 6,25/1,25 4,3/1,25 4,3/1,25 Предлагаемый 1 ' 2К ЗК 4К 5 6К 7К 8К 9К 10К 11К 12 14К 15К 16 Известный 600 440 345 288 360 345 345 600 360 345 345 500 345 345 500 , 510 520 520 360 520 520 500 360 520 520 360 520 520 • 10001 Продолжение таблицы Способ Проход с рассогласованием вал по приме- ков с уменьшенным относительрам ным обжатием о Рассогласование валков, об. в Эффективность к-во дефектов поверхности проката, мин , % шт./кв.м Примечание расходный коэффициент металла, т/т Предлагаемый 1 Предпоследний перед кантовкой 0,1/0,5 8 1.1750 2К ЗК 4К 5 Последний перед кантовкой Последний перед кантовкой Последний перед кантовкой Первый после кантовки 0,2/1 1,2/6 2/10 2,4/12 6 4 3 10 1,1725 1,1700 1,1695 1,1760 6К Последний перед кантовкой 1,2/6 6 1.1735 Образование рыбьего хвостаИзгиб раската Образова ние рыбьего хвоста 7К 8К 9К 10К Последний перед кантовкой Последний перед кантовкой Последний перед кантовкой Последний перед кантовкой ПК Последний перед кантовкой 12 14К Предпоследний перед кантовкой Последний перед кантовкой . 1,2/6 1,2/6 1,2/6 1,2/6 10 8 9 10 1.1768 1,1746 1,1748 1,1755 1,2/6 9 1.1745 1.2/6 0,1/0,5 9 8 1.1745 1,1745 Последний перед кантовкой Упорядник Замовлення 4562 зывание раската Изгиб раската Раскат движется неравномерно • 15К 16 Известный Проскаль 2.4/12 Техред М.Моргентал 8 8 1,1740 1.1745 Коректор Н. Мілюкова Тираж Підписне Державне патентне відомство України, 254655. ГСП. КиТв-53, Львівська плм 8 Відкрите акціонерне товариство "Патент", м. Ужгород, вул.Гагаріна, 101
ДивитисяДодаткова інформація
Автори англійськоюKukui Davyd Penkhusovych, Kukuj Davyd Penkhusovych, Kukui Davyd Penhusovych, Tilha Stepan Serhiiovych, Petrichuk Valentyn Dmytrovych, Kibetsi Mykhailo Oleksandrovych, Liasov Volodymyr Hryhorovych, Korin Andrii Oleksandrovych, Spiniakov Viktor Kostiantynovych, Hubaidulin Viacheslav Fuatovych
Автори російськоюКукуй Давид Пенхусович, Тильга Степан Сергеевич, Петричук Валентин Дмитриевич, Кибец Михаил Александрович, Лясов Владимир Григорьевич, Коринь Андрей Александрович, Спиняков Виктор Константинович, Губайдулин Вячеслав Фуатович
МПК / Мітки
МПК: B21B 1/02
Мітки: стані, приводом, спосіб, дуо-реверсивному, валків, злитків, прокатки, індивідуальним
Код посилання
<a href="https://ua.patents.su/4-10001-sposib-prokatki-zlitkiv-na-duo-reversivnomu-stani-z-individualnim-privodom-valkiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб прокатки злитків на дуо-реверсивному стані з індивідуальним приводом валків</a>
Спосіб прокатки злитків на дуореверсивному стані
Номер патенту: 8080
Опубліковано: 26.12.1995
Автори: Корінь Андрій Олександрович, Губайдулін Вячеслав Фуатович, Левицький Анатолій Петрович, Терещенко Володимир Петрович, Пілюшенко Олександр Віталійович, Отерін Володимир Давидович, Лам Матвій Маркович, Кукуй Давид Пенхусович, Светлічний Олексій Васильйович, Коцегуб Павло Харитонович
МПК: B21B 1/02
Мітки: злитків, дуореверсивному, спосіб, прокатки, стані
Формула / Реферат:
Способ прокатки с различными массами слитков на дуореверсивных станах, включающий задачу слитков с различными массами в валки со скоростью, превышающей горизонтальную составляющую окружной скорости валков в очаге деформации, отличающийся тем, что, с целью повышения качества проката путем улучшения условий захвата металла валками при прокатке, соотношение скоростей задачи слитков в валки выдерживают в пределахгде VМ, VБ -...
Спосіб прокатки на дуореверсивному стані
Номер патенту: 7904
Опубліковано: 26.12.1995
Автори: Губайдулін Вячеслав Фуатович, Следнев Володимір Петрович, Кукуй Давид Пенхусович, Дмітрієв Василь Дмитрійович, Корінь Андрій Олександрович, Ошеровський Григорий Володимирович
МПК: B21B 1/02
Мітки: дуореверсивному, прокатки, стані, спосіб
Формула / Реферат:
Способ прокатки заготовок на дуореверсивном стане, включающий деформацию нагретого слитка с соотношением сторон поперечного сечения 1:(1,5-2,5) с относительным обжатием по узким граням не менее 15% за проход и последующую деформацию до заданного профиле-размера, отличающийся тем, что, с целью увеличения выхода годного металла, перед задачей в валки передний по ходу прокатки конец заготовки длиной равной 0,9-1,2 длины очага деформации...
Спосіб прокатки злитків
Номер патенту: 7900
Опубліковано: 26.12.1995
Автори: Корінь Андрій Олександрович, Хрістиченко Олександр Миколайович, Губайдулін Вячеслав Фуатович, Светлічний Олексій Васильович, Кукуй Давид Пенхусович, Шум Валентин Борисович, Коцегуб Павло Харитонович, Следнев Володимір Петрович, Столба Володимір Анатолійович
МПК: B21B 1/02
Мітки: злитків, прокатки, спосіб
Формула / Реферат:
Способ прокатки слитков по авт. св. № 1565551, отличающийся тем, что, с целью увеличения производительности процесса путем исключения пробуксовок валков, после снятия конусности слитка скорость задачи слитка в валки увеличивают в каждом последующем пропуске на величину, равнуюгде 0,1 £ K £ 1;Н0 - высота раската после снятия конусности, мм;Нn - высота раската в данном пропуске, мм.
Спосіб прокатки злитків
Номер патенту: 7940
Опубліковано: 26.12.1995
Автори: Шеремет Володимир Олександрович, Тільга Степан Сергійович, Омєсь Миколай Михайлович, Полуновський Ісаак Овсійович, Нечепоренко Володимир Андрійович, Ротару Іон Теодорович, Макаров Григорій Арестович, Кукуй Давид Пенхусович, Аскерко Григорій Михайлович, Корінь Андрій Олександрович
МПК: B21B 1/02
Мітки: прокатки, злитків, спосіб
Формула / Реферат:
Способ прокатки слитков спокойных и полу-спокойных низколегированных сталей, включающий прокатку на гладкой бочке и в ящичных калибрах в несколько проходов, отличающийся тем, что прокатку в ящичных калибрах ведут с отношением скорости деформирования центрального продольного участка слитка к скорости деформирования крайних участков в пределах 1,015-1,045.
Спосіб прокатки злитків
Номер патенту: 8081
Опубліковано: 26.12.1995
Автори: Столба Володимір Анатолійович, Коцегуб Павло Харитонович, Отєрін Володимир Давидович, Хрістиченко Олександр Миколайович, Кукуй Давид Пенхусович, Корінь Андрій Олександрович, Губайдулін Вячеслав Фуатович
МПК: B21B 1/02
Мітки: спосіб, злитків, прокатки
Формула / Реферат:
Способ прокатки слитков, включающий задачу слитка в валки со скоростью, превышающей горизонтальную составляющую окружной скорости валков на контактной поверхности металла с валками, отличающийся тем, что, с целью повышения качества проката путем улучшения условии захвата металла, соотношение скоростей задачи слитка в валки большим и меньшим основанием выдерживают в пределахгде В - ширина большего основания слитка,...
Попередній патент: Спосіб прокатки заготовок на обтискних та заготівельних станах
Наступний патент: Спосіб прокатки
Випадковий патент: Позисторний керамічний матеріал на основі титанату барію