Спосіб безцентрового шліфування жолобів на круглій деталі
Номер патенту: 11073
Опубліковано: 15.12.2005
Автори: Кальченко Володимир Віталійович, Осипенко Андрій Валентинович

Формула / Реферат
Спосіб безцентрового шліфування жолобів на круглій деталі, згідно з яким деталі надають обертання навколо власної осі, шліфувальний круг подають на врізання в радіальному напрямку та одночасно повертають навколо його осі симетрії, яка перпендикулярна до його осі обертання, а радіус профілю шліфувального круга в осьовому перерізі менший за радіус жолоба на деталі, який відрізняється тим, що вісь повороту шліфувального круга, яка проходить через центр радіуса жолоба, залишається перпендикулярною до осей обертання деталі та круга в процесі переміщення заготовки в вертикальній площині при знятті припуску, при цьому висота шліфувального круга менша за ширину жолоба заготовки, а шліфувальний круг вводиться в зону обробки повернутим навколо власної осі симетрії на кут менший ніж в кінцевому положенні при формоутворенні.
Текст
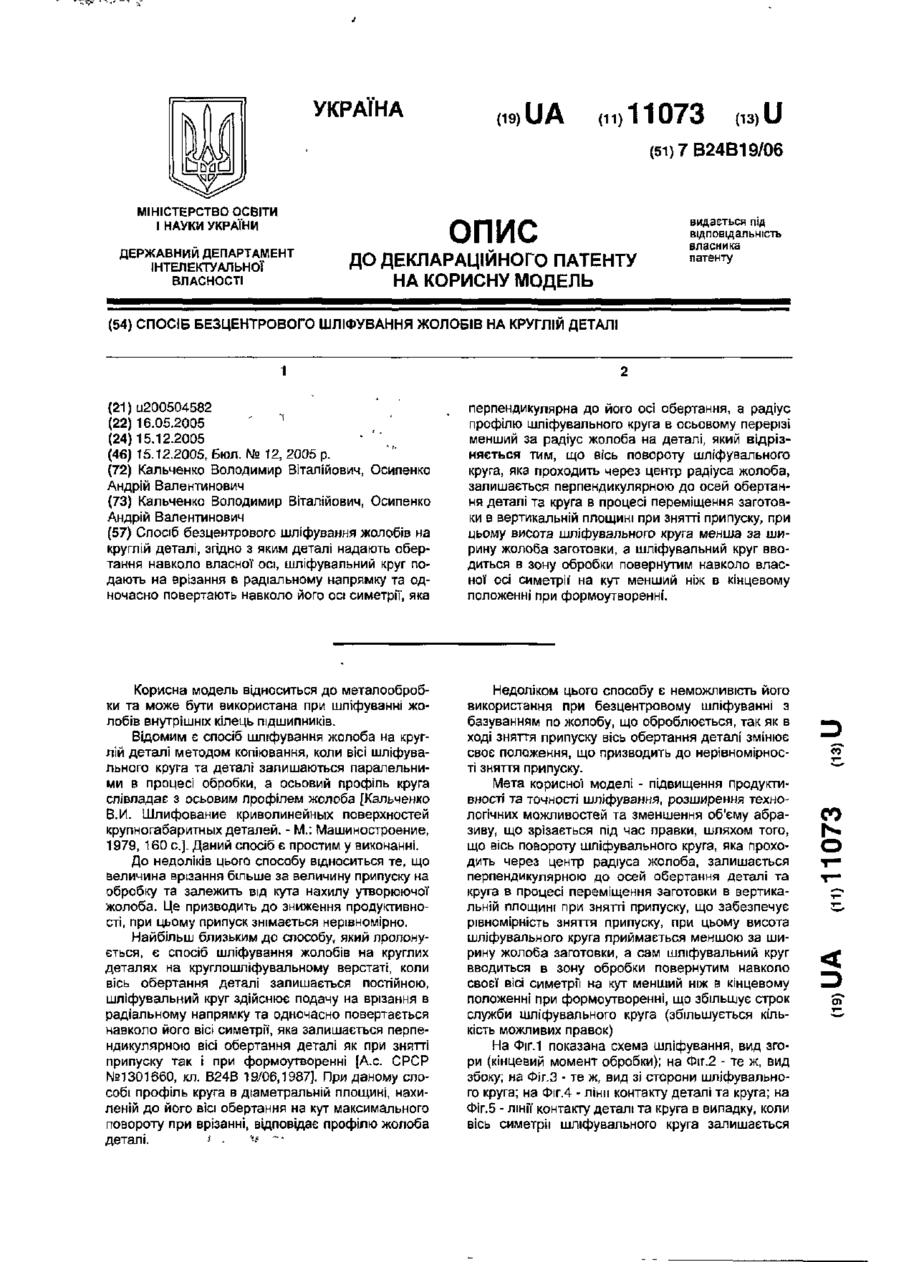
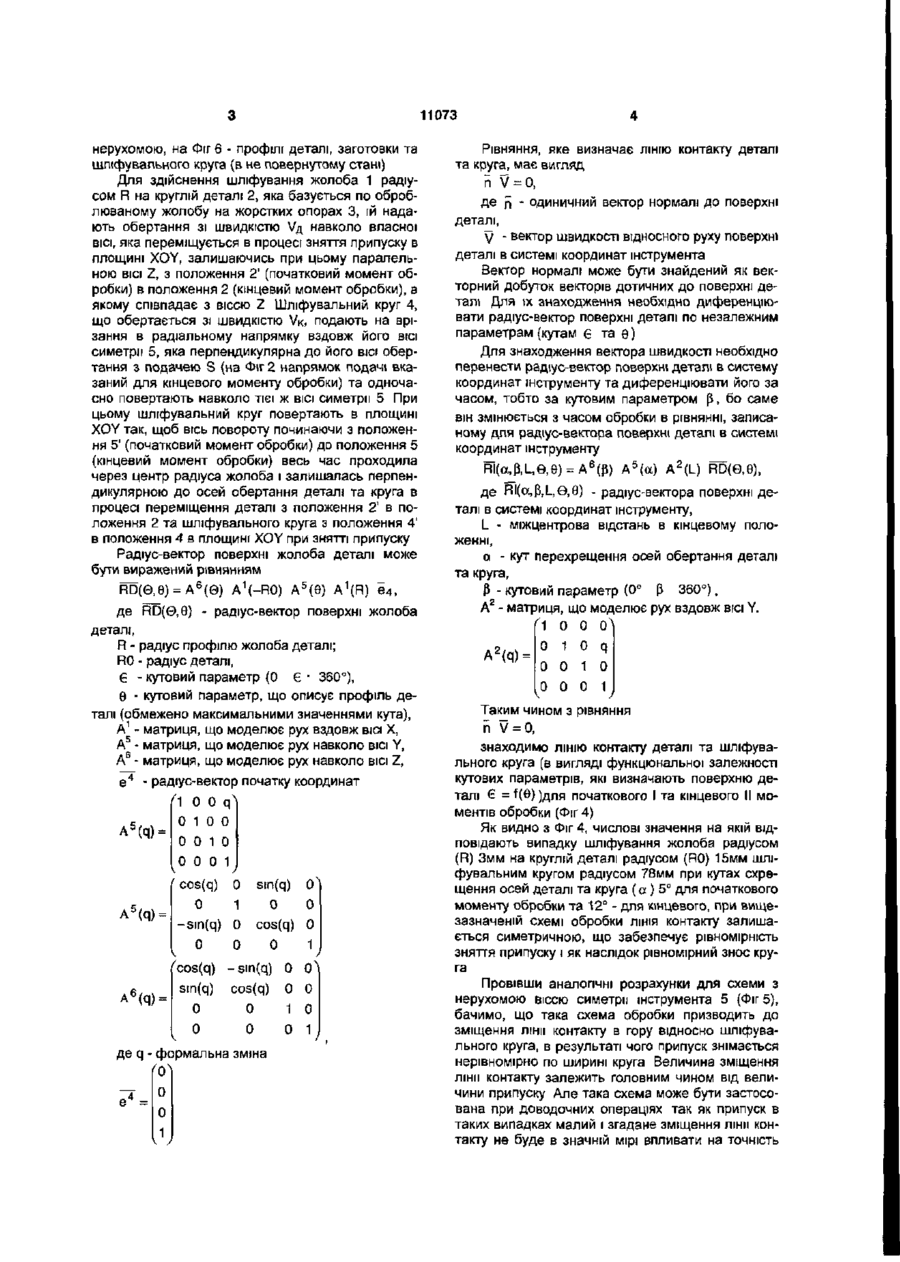
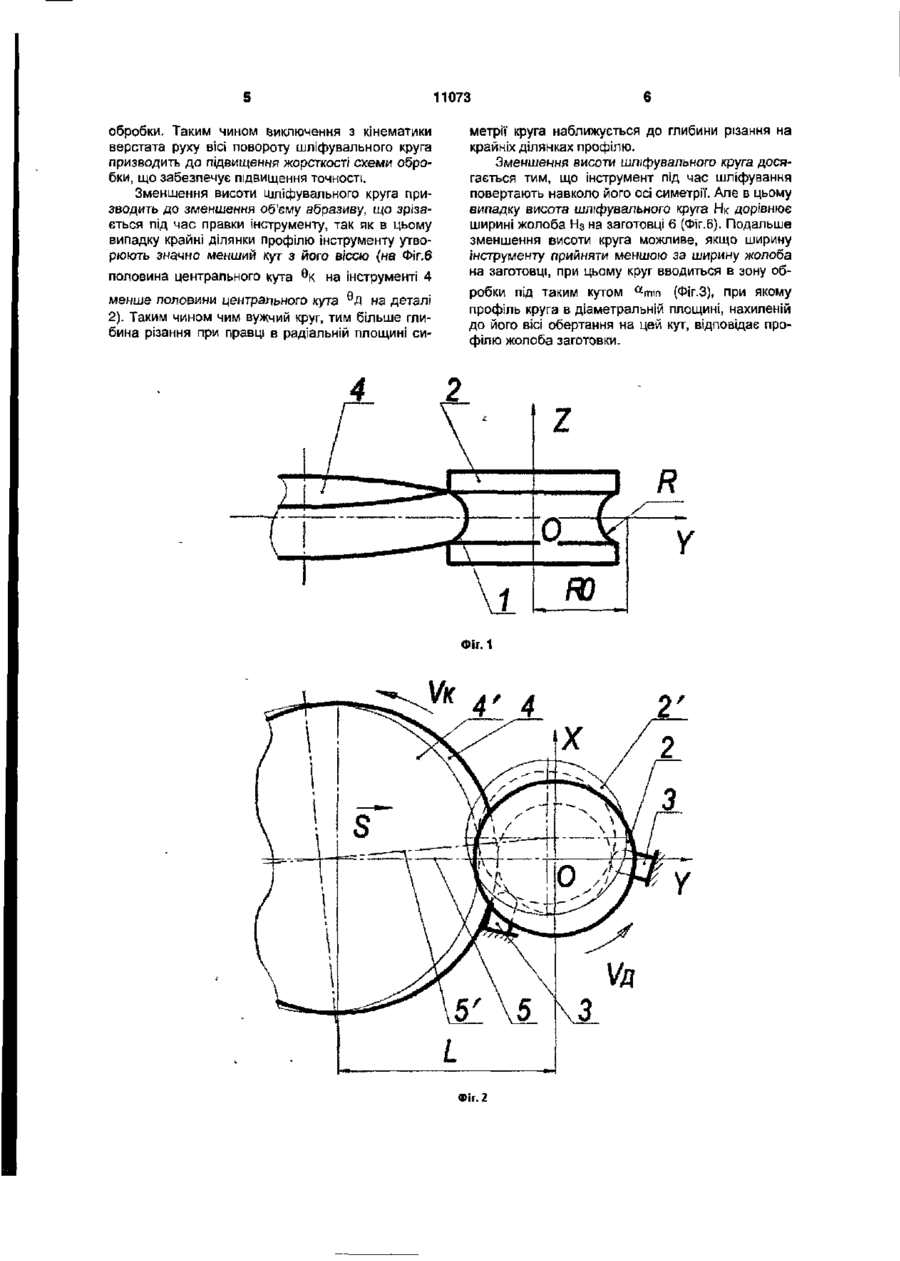
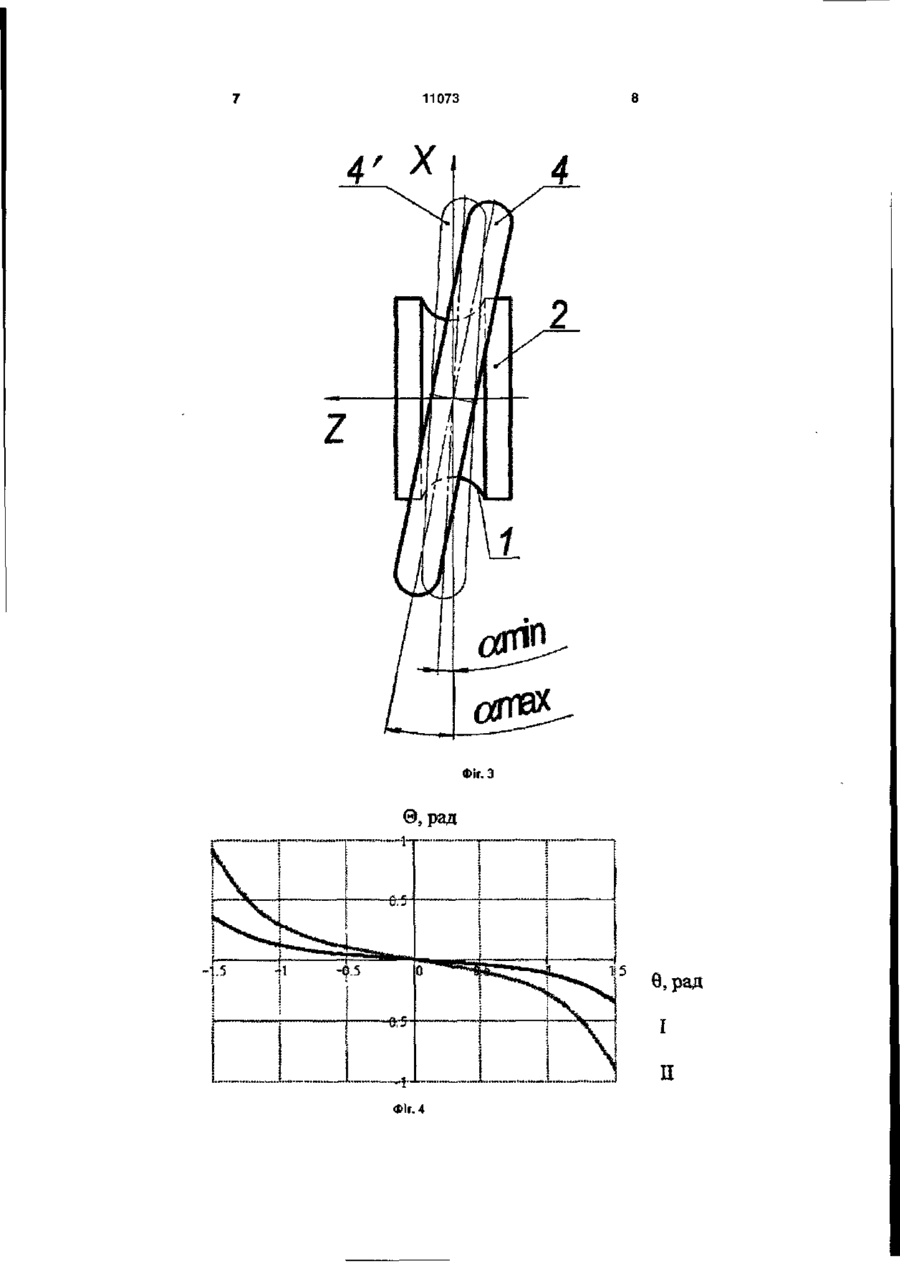
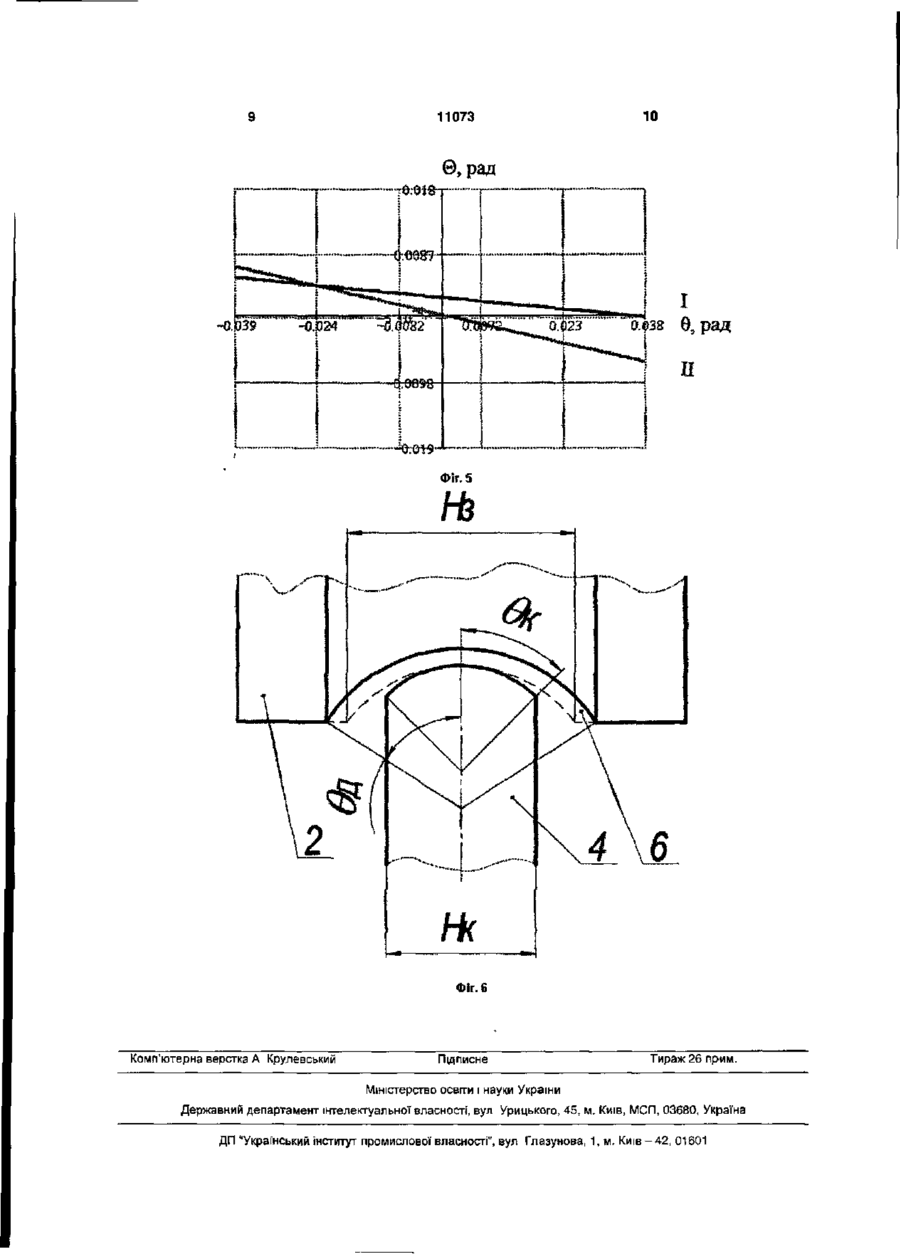
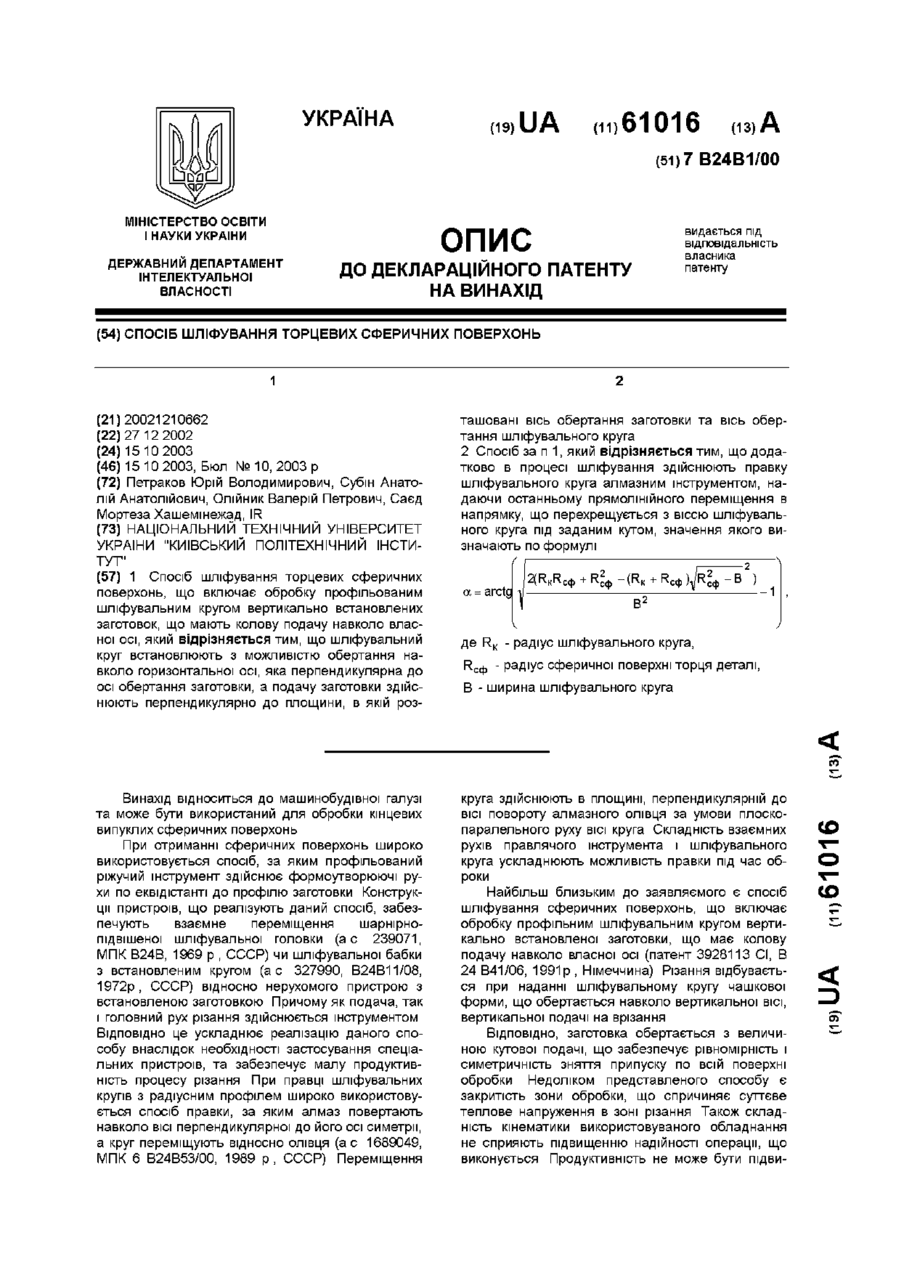
Спосіб безцентрового шліфування жолобів на круглій деталі, згідно з яким деталі надають обертання навколо власної осі, шліфувальний круг подають на врізання в радіальному напрямку та одночасно повертають навколо його осі симетрії, яка перпендикулярна до його осі обертання, а радіус профілю шліфувального круга в осьовому перерізі менший за радіус жолоба на деталі, який відрізняється тим, що вісь повороту шліфувального круга, яка проходить через центр радіуса жолоба, залишається перпендикулярною до осей обертання деталі та круга в процесі переміщення заготовки в вертикальній площині при знятті припуску, при цьому висота шліфувального круга менша за ширину жолоба заготовки, а шліфувальний круг вводиться в зону обробки повернутим навколо власної осі симетрії" на кут менший ніж в кінцевому положенні при формоутворенні. Корисна модель відноситься до металообробки та може бути використана при шліфуванні жолобів внутрішніх кілець підшипників. Відомим є спосіб шліфування жолоба на круглій деталі методом копіювання, коли вісі шліфувального круга та деталі залишаються паралельними в процесі обробки, а осьовий профіль круга співпадає з осьовим профілем жолоба [Кальченко В.И. Шлифование криволинейных поверхностей крупногабаритных деталей. - М.: Машиностроение, 1979, 160 с ] . Даний спосіб є простим у виконанні. До недоліків цього способу відноситься те, що величина врізання більше за величину припуску на обробку та залежить від кута нахилу утворюючої жолоба. Це призводить до зниження продуктивності, при цьому припуск знімається нерівномірно. Найбільш близьким до способу, який пропонується, є спосіб шліфування жолобів на круглих деталях на круглошліфувальному верстаті, коли вісь обертання деталі залишається постійною, шліфувальний круг здійснює подачу на врізання в радіальному напрямку та одночасно повертається навколо його вісі симетрії, яка залишається перпендикулярною вісі обертання деталі як при знятті припуску так і при формоутворенні [А.с. СРСР №1301660, кл. В24В 19/06,1987]. Приданому способі профіль круга в діаметральній площині, нахиленій до його вісі обертання на кут максимального повороту при врізанні, відповідає профілю жолоба деталі. І v '• Недоліком цього способу є неможливість його використання при безцентровому шліфуванні з базуванням по жолобу, що оброблюється, так як в ході зняття припуску вісь обертання деталі змінює своє положення, що призводить до нерівномірності зняття припуску. Мета корисної моделі - підвищення продуктивності та точності шліфування, розширення технологічних можливостей та зменшення об'єму абразиву, що зрізається під час правки, шляхом того, що вісь повороту шліфувального круга, яка проходить через центр радіуса жолоба, залишається перпендикулярною до осей обертання деталі та круга в процесі переміщення заготовки в вертикальній площині при знятті припуску, що забезпечує рівномірність зняття припуску, при цьому висота шліфувального круга приймається меншою за ширину жолоба заготовки, а сам шліфувальний круг вводиться в зону обробки повернутим навколо своєї вісі симетрії на кут менший ніж в кінцевому положенні при формоутворенні, що збільшує строк служби шліфувального круга (збільшується кількість можливих правок) На Фіг.1 показана схема шліфування, вид згори (кінцевий момент обробки); на Фіг.2 - те ж, вид збоку; на Фіг.З - те ж, вид зі сторони шліфувального круга; на Фіг.4 - лінії контакту деталі та круга; на Фіг.5 - лінії контакту деталі та круга в випадку, коли вісь симетрії шліфувального круга залишається СО о 11073 нерухомою, на Фіг 6 - профілі деталі, заготовки та шліфувального круга (в не повернутому стані) Для здійснення шліфування жолоба 1 радіусом R на круглій деталі 2, яка базується по оброблюваному жолобу на жорстких опорах 3, їй надають обертання зі швидкістю Уд навколо власної ВІСІ, яка переміщується в процесі зняття припуску в площині XOY, залишаючись при цьому паралельною ВІСІ Z, з положення 2' (початковий момент обробки) в положення 2 (кінцевий момент обробки), в якому співпадає з віссю Z Шліфувальний круг 4, що обертається зі швидкістю VK, подають на врізання в радіальному напрямку вздовж його ВІСІ симетрії 5, яка перпендикулярна до його ВІСІ обертання з подачею S (на Фіг 2 напрямок подачі вказаний для кінцевого моменту обробки) та одночасно повертають навколо тієї ж ВІСІ симетрії 5 При цьому шліфувальний круг повертають в площині XOY так, щоб вісь повороту починаючи з положення 5' (початковий момент обробки) до положення 5 (кінцевий момент обробки) весь час проходила через центр радіуса жолоба і залишалась перпендикулярною до осей обертання деталі та круга в процесі переміщення деталі з положення 2' в положення 2 та шліфувального круга з положення 4' в положення 4 в площині XOY при знятті припуску Радіус-вектор поверхні жолоба деталі може бути виражений рівнянням RD(0,6) = A 6 (G) A 1 (-R0) А 5 (Є) A 1 (R) ё 4 , де RD(0,0) - радіус-вектор поверхні жолоба деталі, R - радіус профілю жолоба деталі; R0 - радіус деталі, Є - кутовий параметр (0 Є • 360°), 9 - кутовий параметр, що описує профіль деталі (обмежено максимальними значеннями кута), А1 - матриця, що моделює рух вздовж ВІСІ X, А5 - матриця, що моделює рух навколо ВІСІ Y, А 6 - матриця, що моделює рух навколо ВІСІ Z, є 4 - радіус-вектор початку координат '1 0 0 N 0 0 10 0 0 0 1 cos(q) 0 -sin(q) 0 0 1 0 0 sin(q) 0 cos(q) 0 'cos(q) -sm(q) 0 0 sin(q) cos(q) 0 0 0 0 1 0 0 A6(q) = 0 0 1 де q - формальна зміна 0 0 1 Рівняння, яке визначає ліню контакту деталі та круга, має вигляд n V = 0, де п - одиничний вектор нормалі до поверхні деталі, V - вектор швидкості відносного руху поверхні деталі в системі координат інструмента Вектор нормалі може бути знайдений як векторний добуток векторів дотичних до поверхні деталі Для їх знаходження необхідно диференціювати радіус-вектор поверхні деталі по незалежним параметрам (кутам Є та є) Для знаходження вектора швидкості необхідно перенести радіус-вектор поверхні деталі в систему координат інструменту та диференціювати його за часом, тобто за кутовим параметром р, бо саме він змінюється з часом обробки в рівнянні, записаному для радіус-вектора поверхні деталі в системі координат інструменту A 5 (a) A 2 (L) Ш5(Є,Є), R](a,p,L,0,0) = де Rl(a,fl,l_,0,0) - радіус-вектора поверхні деталі в системі координат інструменту, L - міжцентрова відстань в кінцевому положенні, a - кут перехрещення осей обертання деталі та круга, Р - кутовий параметр (0° р 360°), А2 - матриця, що моделює рух вздовж ВІСІ Y. 1 0 0 0 0 1 0 q 0 0 1 0 0 0 0 1 Таким чином з рівняння n V = 0, знаходимо ЛІНІЮ контакту деталі та шліфувального круга (в вигляді функціональної залежності кутових параметрів, які визначають поверхню деталі Є =Ц6))дпя початкового І та кінцевого II моментів обробки (Фіг 4) Як видно з Фіг 4, числові значення на якій відповідають випадку шліфування жолоба радіусом (R) Змм на круглій деталі радіусом (R0) 15мм шліфувальним кругом радіусом 78мм при кутах схрещення осей деталі та круга (а ) 5° для початкового моменту обробки та 12° - для кінцевого, при вищезазначеній схемі обробки ЛІНІЯ контакту залишається симетричною, що забезпечує рівномірність зняття припуску і як наслідок рівномірний знос круга Провівши аналогічні розрахунки для схеми з нерухомою віссю симетрії інструмента 5 (Фіг 5), бачимо, що така схема обробки призводить до зміщення лінії контакту в гору відносно шліфувального круга, в результаті чого припуск знімається нерівномірно по ширині круга Величина зміщення лінії контакту залежить головним чином від величини припуску Але така схема може бути застосована при доводочних операціях так як припуск в таких випадках малий і згадане зміщення лінії контакту не буде в значній мірі впливати на точність 11073 обробки. Таким чином виключення з кінематики верстата руху вісі повороту шліфувального круга призводить до підвищення жорсткості схеми обробки, що забезпечує підвищення точності. Зменшення висоти шліфувального круга призводить до зменшення об'єму абразиву, що зрізається під час правки інструменту, так як в цьому випадку крайні ділянки профілю інструменту утворюють значно менший кут з його віссю (на Фіг.6 половина центрального кута ^к на інструменті 4 менше половини центрального кута е Д на деталі 2). Таким чином чим вужчий круг, тим більше глибина різання при правці в радіальній площині си метрії круга наближується до глибини різання на крайніх ділянках профілю. Зменшення висоти шліфувального круга досягається тим, що інструмент під час шліфування повертають навколо його осі симетрії. Але в цьому випадку висота шліфувального круга Нк дорівнює ширині жолоба Нз на заготовці 6 (Фіг.6). Подальше зменшення висоти круга можливе, якщо ширину інструменту прийняти меншою за ширину жолоба на заготовці, при цьому круг вводиться в зону обробки під таким кутом a min (Фіг.З), при якому профіль круга в діаметральній площині, нахиленій до його вісі обертання на цей кут, відповідає профілю жолоба заготовки. R Фіг. 1 Фіг. 2 11073 4' Фіг. З >,рад 11073 10 -0.039 Фіг. 5 Фіг. 6 Комп'ютерна верстка А Крулевський Підписне Тираж 26 прим. Міністерство ОСВІТИ і науки України Державний департамент інтелектуальної власності, вул Урицького, 45, м. Київ, МСП, 03680, Україна ДП "Український інститут промислової власності", вул Глазунова, 1, м. Київ-42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for centerless grinding of chutes on a round part
Автори англійськоюKalchenko Volodymyr Vitaliiovych
Назва патенту російськоюСпособ бесцентрового шлифования желобов на круглой детали
Автори російськоюКальченко Владимир Витальевич
МПК / Мітки
МПК: B24B 19/02
Мітки: деталі, круглій, жолобів, шліфування, безцентрового, спосіб
Код посилання
<a href="https://ua.patents.su/6-11073-sposib-bezcentrovogo-shlifuvannya-zholobiv-na-kruglijj-detali.html" target="_blank" rel="follow" title="База патентів України">Спосіб безцентрового шліфування жолобів на круглій деталі</a>
Спосіб безцентрового шліфування сферичних поверхонь

Номер патенту: 10545
Опубліковано: 15.11.2005
Автори: Рудик Андрій Васильович, Кальченко Володимир Віталійович, Сластьоненко Олена Сергіївна
МПК: B24B 11/00
Мітки: шліфування, поверхонь, безцентрового, сферичних, спосіб
Формула / Реферат:
1. Спосіб безцентрового шліфування сферичних поверхонь, що включає застосування торця абразивного круга, вісь обертання якого перехрещується з віссю обертання барабана, який подає кульки в зону обробки, де вони базуються та обертаються за допомогою ведучого круга, який відрізняється тим, що переміщення центрів кульок виконують по дузі кола з центром на осі обертання барабана шляхом притискання їх до опорної поверхні, на якій і виконують скіс...
Спосіб шліфування випуклих криволінійних поверхонь обертання

Номер патенту: 10623
Опубліковано: 15.11.2005
Автори: Ніколенко Олег Миколайович, Кальченко Володимир Віталійович
МПК: B24B 5/00
Мітки: випуклих, обертання, поверхонь, криволінійних, спосіб, шліфування
Формула / Реферат:
Спосіб шліфування випуклих криволінійних поверхонь обертання охоплювальним інструментом з віссю обертання, яка розташована в площині симетрії деталі і перпендикулярна осі обертання деталі, який відрізняється тим, що для шліфування криволінійних поверхонь з різноманітними випуклими твірними вісь обертання круга переміщується в цій площині таким чином, що торова поверхня круга дотикається до зовнішнього діаметра деталі в різних точках в залежно...
Спосіб шліфування торцевих сферичних поверхонь
Номер патенту: 61016
Опубліковано: 15.10.2003
Автори: Саєд Мортеза Хашемінежад, Субін Анатолій Анатолійович, Олійник Валерій Петрович, Петраков Юрій Володимирович
МПК: B24B 1/00
Мітки: поверхонь, шліфування, торцевих, спосіб, сферичних
Формула / Реферат:
1. Спосіб шліфування торцевих сферичних поверхонь, що включає обробку профільованим шліфувальним кругом вертикально встановлених заготовок, що мають колову подачу навколо власної осі, який відрізняється тим, що шліфувальний круг встановлюють з можливістю обертання навколо горизонтальної осі, яка перпендикулярна до осі обертання заготовки, а подачу заготовки здійснюють перпендикулярно до площини, в якій розташовані вісь обертання заготовки та...
Спосіб глибинного шліфування поверхонь обертання
Номер патенту: 10635
Опубліковано: 15.11.2005
Автори: Кальченко Володимир Віталійович, Ларін Андрій Васильович
МПК: B24B 5/00
Мітки: шліфування, поверхонь, обертання, глибинного, спосіб
Формула / Реферат:
1. Спосіб глибинного шліфування поверхонь обертання, за яким шліфувальний круг переміщують вздовж твірної деталі і подають його на врізання в радіальному напрямку, при цьому круг повертають в вертикальній площині навколо осі, яка перпендикулярна до осі обертання круга і розташована від його торця на величину калібруючої ділянки, що дорівнює подачі на оберт деталі, вісь повороту нормальна до твірної деталі в опорній точці, який відрізняється...
Спосіб шліфування плоских поверхонь
Номер патенту: 65894
Опубліковано: 15.04.2004
Автори: Молчанов Олександр Дмитрієвич, Гусєв Володимир Владиленович, Вяльцев Микола Васильович, Бєлов Сергій Геннадійович
МПК: B24B 9/06
Мітки: плоских, поверхонь, спосіб, шліфування
Формула / Реферат:
Спосіб шліфування плоских поверхонь, відповідно до якого обертовий шліфувальний круг подають на врізання перпендикулярно оброблюваній поверхні і переміщують у напрямку подовжньої подачі, а вісь шліфувального круга розвертають у вертикальній площині, який відрізняється тим, що осі не менше двох абразивних кругів, що здійснюють планетарний рух і виконують чорнове шліфування периферією круга, розвертають у вертикальній площині так, що зовнішня...
Попередній патент: Електромагнітний фільтр-сепаратор
Наступний патент: Скальпель
Випадковий патент: Спосіб отримання водорозчинних компонентів з біомаси мікроводоростей