Спосіб заточування свердла з підрізними різальними крайками
Номер патенту: 52249
Опубліковано: 16.12.2002
Автори: Лупкін Борис Володимирович, Родін Родіон Петрович, Равська Наталья Сергіївна, Мамлюк Олег Володимирович
Формула / Реферат
Спосіб заточування свердла з підрізними різальними крайками, при якому шліфувальним кругом одноразово формують площини периферійної і центральної різальних крайок свердла, який відрізняється тим, що оброблювальне свердло встановлюють в універсально-заточувальній головці з кутами ![]() й надають зворотно-поступального руху відносно шліфувального круга комбінованої "а", конічної "б" та циліндричної форми "в" з відповідним кутом конусності
й надають зворотно-поступального руху відносно шліфувального круга комбінованої "а", конічної "б" та циліндричної форми "в" з відповідним кутом конусності ![]() .
.
Текст
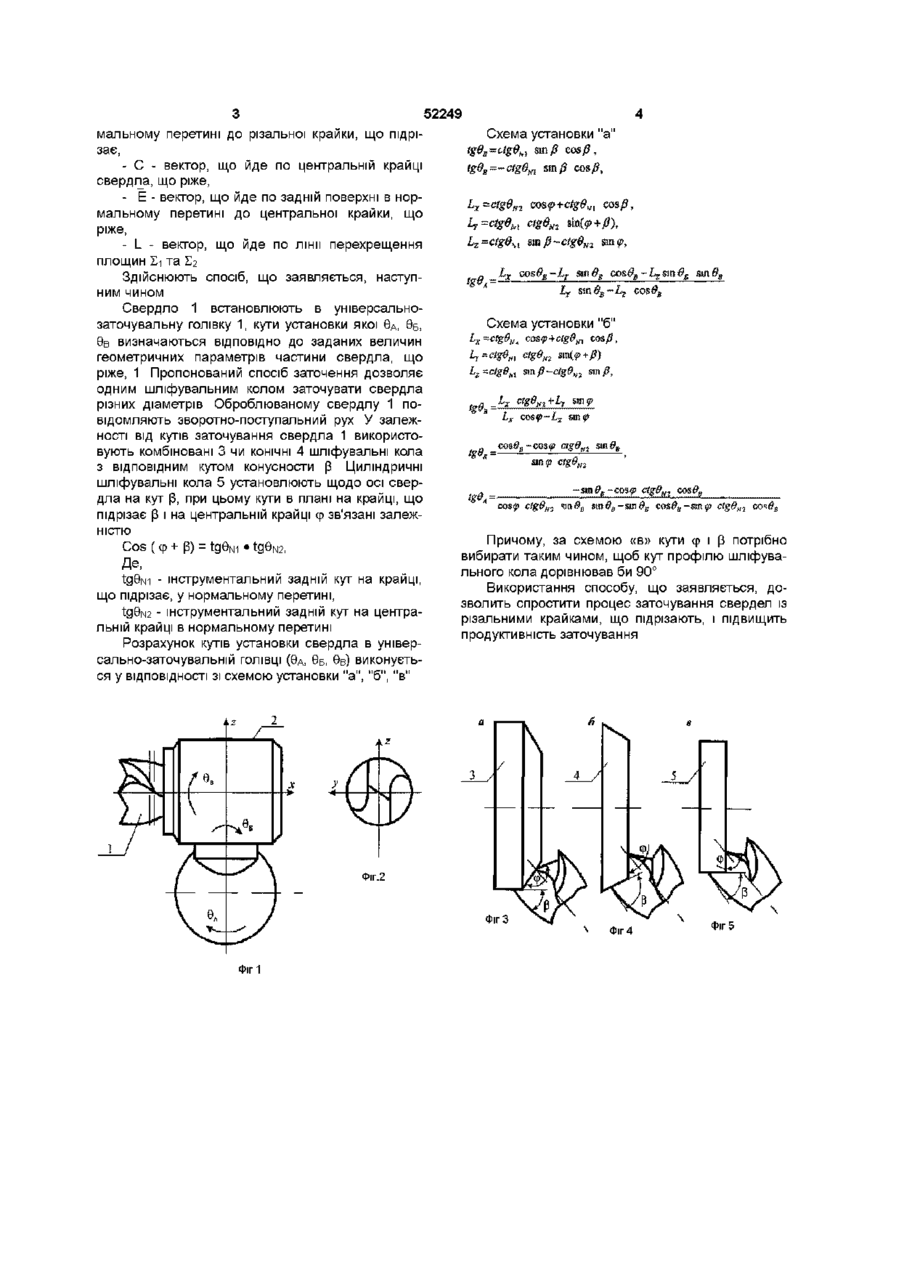
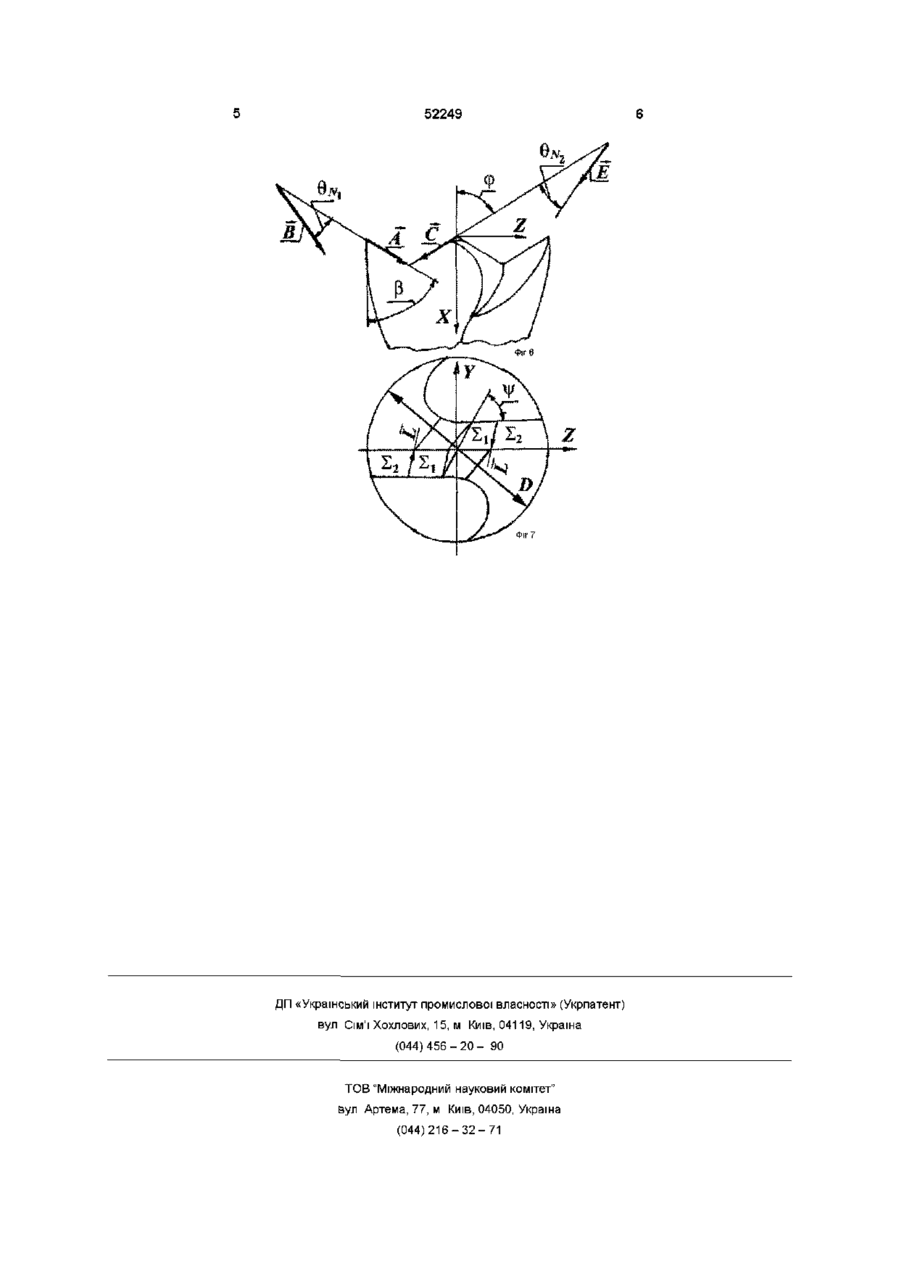
Спосіб заточування свердла з підрізними різальними крайками, при якому шліфувальним Винахід відноситься до технологічного процесу заточування свердел із крайками, що підрізають і може бути використаний у машинобудуванні при свердленні отворів у полімерних матеріалах волокнистої будівлі Відомий спосіб заточування свердел із криволінійними крайками, що підрізають, розроблений проф А И Ісаєвим, «Енциклопедичний довідник по машинобудуванню», т 7, розділ 3 «Технологія виробництва машин», М, Машгиз, 1948, с 7 - 8, А И Ісаєв «Обробка різанням конструкційних пластмас», с 700 - 708 Крайки свердла, що ріжуть, на кожнім його зубі виконують у формі кривих ЛІНІЙ Недоліком таких свердел є складність їхнього заточування, тому що для свердлів різного діаметра, необхідно мати відповідне складне фасонне шліфувальне коло Тому такі свердла набули обмеженого застосування В основу винаходу поставлена задача в способі заточування свердел із крайками, що підрізають, шляхом використання для заточування комбінованих, конічних і циліндричних шліфувальних кіл забезпечити точність геометрії заточення тим самим шліфувальним колом різних по діаметру свердел і, тим самим, підвищити продуктивність процесу заточування Поставлена задача зважується тим, що в способі заточування свердла з крайками, що підрізають, при якому шліфувальним колом формують задні площини периферійної і центральний крайок свердла, що ріжуть, ВІДПОВІДНО ДО винаходу, оброблюваному свердлу надають зворотнопоступальний рух і використовують шліфувальні кругом одноразово формують площини периферійної і центральної різальних крайок свердла, який відрізняється тим, що оброблювальне свердло встановлюють в універсальнона заточувальній головці з кутами Од,©Б,©в Й ~ дають з во ротно-поступального руху відносно шліфувального круга комбінованої "а", конічної "б" та циліндричної форми "в" з ВІДПОВІДНИМ кутом конусності р кола комбінованої, конічної і циліндричної форми, при цьому в залежності від кутів заточування свердла підбирають шліфувальні комбіновані і КОНІЧНІ кола з ВІДПОВІДНИМ кутом конусності [3, а циліндричні шліфувальні кола встановлюють щодо осі свердла на кут [3 і роблять заточування свердла тим самим шліфувальним колом Суть винаходу пояснюється графічними матеріалами, на яких зображені на фіг 1, 2- свердло, встановлене в універсальнозаточувальній ГОЛІВЦІ, фіг 3 (а) - комбіноване шліфувальне коло, фіг 4 (б) - конічне шліфувальне коло, фіг 5 (в) - циліндричне шліфувальне коло, фіг 6, 7 - вид з боку та з торця на крайки свердла, що ріжуть На графічних матеріалах позначено - D - діаметр свердла, - Si - задня площина, що проходить по центральній крайці свердла, що ріже, - 1,2 - задня площина, що проходить по крайці свердла, що підрізає, - 6і\ц - інструментальний задній кут різальної крайки, що підрізає, у перетині перпендикулярному осі свердла, - 6N2 - інструментальний задній кут центральної крайки свердла, що ріже, - [З - кут нахилу різальної крайки, що підрізає, - 4 у - кут нахилу поперечної крайки свердла, - А - вектор ідущий по різальній крайці, що підрізає, - В - вектор, що йде по задній поверхні, у нор о> ю 52249 мальному перетині до різальної крайки, що підрізає, - С - вектор, що йде по центральній крайці свердла, що ріже, - Е - вектор, що йде по задній поверхні в нормальному перетині до центральної крайки, що ріже, - L - вектор, що йде по лінії перехрещення площин Si та Ег Здійснюють спосіб, що заявляється, наступним чином Свердло 1 встановлюють в універсальнозаточувальну голівку 1, кути установки якої 6д, 6Б, 6в визначаються ВІДПОВІДНО ДО заданих величин геометричних параметрів частини свердла, що ріже, 1 Пропонований спосіб заточення дозволяє одним шліфувальним колом заточувати свердла різних діаметрів Оброблюваному свердлу 1 повідомляють зворотно-поступальний рух У залежності від кутів заточування свердла 1 використовують комбіновані 3 чи КОНІЧНІ 4 шліфувальні кола з ВІДПОВІДНИМ кутом конусности [3 Циліндричні шліфувальні кола 5 установлюють щодо осі свердла на кут [3, при цьому кути в плані на крайці, що підрізає [3 і на центральній крайці ер зв'язані залежністю Cos ( ф + (3) = tg6 N i • tg6 N 2, Де, tg0Ni - інструментальний задній кут на крайці, що підрізає, у нормальному перетині, tg0N2 - інструментальний задній кут на центральній крайці в нормальному перетині Розрахунок кутів установки свердла в універсально-заточувальній ГОЛІВЦІ (6д, 6Б, ОВ) виконується у ВІДПОВІДНОСТІ зі схемою установки "а", "б", "в" Схема установки "а" %ea=ctg$M mfi cos/?, tg0E=~ctg$m ш0 oosfi, cos/?, 8ІП 9B Схема установки "б" NI cos/7, ctgeNt+Lt sinf sin?? ctgffNi Причому, за схемою «в» кути е і р потрібно р вибирати таким чином, щоб кут профілю шліфувального кола дорівнював би 90° Використання способу, що заявляється, дозволить спростити процес заточування свердел із різальними крайками, що підрізають, і підвищить продуктивність заточування Фіг.2 Фіг З Фіг 4 Фіг 1 Фіг 5 52249 ДП «Український інститут промислової власності» (Укрпатент) вул Сім'ї Хохлових, 15, м Київ, 04119, Україна ( 0 4 4 ) 4 5 6 - 2 0 - 90 ТОВ "Міжнародний науковий комітет" вул Артема, 77, м Київ, 04050, Україна (044)216-32-71
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for sharpening drill with cut cutting edges
Автори англійськоюLupkin Borys Volodymyrovych, Mamliuk Oleh Volodymyrovych, Ravska Natalia Serhiivna, Rodin Rodion Petrovych
Назва патенту російськоюСпособ заточки сверла с подрезными резательными кромками
Автори російськоюЛупкин Борис Владимирович, Мамлюк Олег Владимирович, Равская Наталья Сергеевна, Родин Родион Петрович
МПК / Мітки
МПК: B23B 3/00
Мітки: підрізними, свердла, заточування, спосіб, різальними, крайками
Код посилання
<a href="https://ua.patents.su/3-52249-sposib-zatochuvannya-sverdla-z-pidriznimi-rizalnimi-krajjkami.html" target="_blank" rel="follow" title="База патентів України">Спосіб заточування свердла з підрізними різальними крайками</a>
Спосіб заточування свердла
Номер патенту: 52246
Опубліковано: 16.12.2002
Автори: Мамлюк Олег Володимирович, Родін Родіон Петрович, Равська Наталья Сергіївна, Лупкін Борис Володимирович
МПК: B23B 51/02
Мітки: свердла, заточування, спосіб
Формула / Реферат:
Спосіб заточування свердла, який включає заточування двома конічними шліфувальними кругами, що встановлені з зазором на одній осі, похилій відносно напрямку зворотно-поступальних рухів свердла, який відрізняється тим, що задні поверхні основних різальних крайок формують конічними поверхнями шліфувальних кругів, а задні поверхні в центральній зоні поперечної різальної крайки свердла формують граничними окружностями, розташованими на торцях...
Спосіб заточування зубів збірного шевера
Номер патенту: 36602
Опубліковано: 16.04.2001
Автори: Селівановський Володимир Юрійович, Мікіртичев Валерій Арменакович, Сорочан Вадим Васильович, Савчук Віктор Васильович, Прибіш Анатолій Іванович
МПК: B23F 21/00
Мітки: шевера, заточування, зубів, збірного, спосіб
Формула / Реферат:
Спосіб заточування зубів збірного шевера, що містить шліфування бічних поверхонь зубів зібраного шевера на зубошліфувальному станку, який відрізняється тим, що процес зубошліфування поділяють но попередній і остаточний процеси між ними здійснюють розбирання і збирання без прокладок, беззазорне провертання на пристрої спільно з еталонним косозубим колесом, кут нахилу зубів якого більше кута нахилу зубів шевера, фіксація положення пластин,...
Перове свердло

Номер патенту: 38808
Опубліковано: 15.05.2001
Автори: Бугай Владіслав Юрьєвич, Мамлюк Олег Володимирович, Лупкін Борис Володимирович, Родін Родіон Петрович
МПК: B23B 51/02
Текст:
...характеристик базування свердла в отворі в порівнянні зі стандартною конструкцією. При цьому, в процесі експлуатації таких свердел їхнє переточування не відрізняється від процесу переточування стандартних свердел. é tg a1tg j - sin m tga 2 tgj - sin m ù X = 0 ,25 d ê ú, cos m cos m ë û де: d - товщина робочої пластини; a 1 - задній кут на периферії перового зуба; a 2 - задній кут на периферії другого зуба; 2j - к ут при вершині свердла;...
Верстат для заточування ножів
Номер патенту: 970
Опубліковано: 16.07.2001
Автори: Похвалєнко Вячеслав Дмітрієвіч, Дуда Валєрій Ніколаєвіч, Дуда Алєксандр Ніколаєвіч
МПК: B24B 3/00
Мітки: верстат, ножів, заточування
Формула / Реферат:
1. Верстат для заточування ножів, який включає основу з розташованим на ній приводом, шліфувальний та полірувальний круги, затискний пристрій з робочою площадкою для розміщення ножа, який відрізняється тим, що затискний пристрій виконаний у вигляді платформи, встановленої з можливістю переміщення перпендикулярно осі верстата по напрямним, розташованим на поверхні кожуха, і фіксації в заданому положенні, з робочою площадкою для розміщення...
Спосіб заточки свердла одностороннього різання

Номер патенту: 416
Опубліковано: 30.04.1993
Автор: Кірсанов Сергій Михайлович
МПК: B24B 3/00
Мітки: одностороннього, свердла, спосіб, різання, заточки
Формула / Реферат:
Способ заточки сверла одностороннего резания, при котором абразивный круг подводят к обрабатываемому сверлу и формообразуют его заднюю и переднюю поверхности, причем формообразование последней производят при смещении сверла относительно оси абразивного круга, о т-личающийся тем, что величину смещения оси сверла выбирают по формулегде h - величина смещения относительно оси сверла, - величина угла в плане центральной...
Попередній патент: Спосіб ідентифікації умовно патогенної мікрофлори при запальних захворюваннях лор-органів
Наступний патент: Спосіб комплексного лікування оніхомікозу
Випадковий патент: Гідропарова гвинтова турбіна