Спосіб контактного стикового зварювання оплавленням деталей з ферітно-аустенітних сталей
Номер патенту: 16877
Опубліковано: 29.08.1997
Автори: Швець Юрій Васильович, Казимов Борис Іванович, Нікітін Анатолій Сергійович, Кучук-Яценко Сергій Іванович
Формула / Реферат
Способ контактной стыковой сварки оплавлением деталей из ферритно-аустенитных сталей, при котором детали оплавляют и осаживают в определенной среде, а затем сварное соединение подвергают дополнительной обработке, отличающийся тем, что, с целью упрощения технологии сварки, детали оплавляют и осаживают на воздухе. припуск на оплавление устанавливают равным толщине свариваемых деталей, величину осадки устанавливают в 1—2 раза меньше припуска на оплавление в зависимости от толщины деталей, а после сварки соединение подвергают ускоренному охлаждению со скоростью более 25°С/с.
Текст
Использование: при контактной стыковой сварке оплавлением ферритно-аусте нитных сталей. Сущность изобретения: при контактной стыковой сварке оплавлением деталей из ферритно-аустенитных сталей припуск на оплавление устанавливают равным толщине свариваемого металла. Величину осадки устанавливают в 1,0...2,0 раза меньше припуска на оплавление в зависимости от толщины металла После сварки сварное соединение подвергают охлаждению со скоростью более 25°С/. Выбор оптимального режима сварки позволяет обеспечить получение качественного сварного соединения, технология сварки проста. (л Изобретение относится к контактной стыковой сварке оплавлением преимущественно деталей из ферритно-аустенитных сталей. Известен способ сварки труб для ферритно-аустенитных нержавеющих сталей с оплавлением и осадкой на 1/4 толщины кромок в среде инертного газа. После сварки сварное соединение подвергают термической обработке с целью повышения вязкости, .пластичности и коррозионной стойкости. Недостатком известного способа сварки труб из ферритно-аустенитных сталей является применение инертного газа и дополнительного нагрева стыка после сварки. Целью изобретения является упрощение технологии сварки В описываемом способе контактной стыковой сварки п ри котором детали из ферритню-аустенитнои стали оплавляют и осаживают на воздухе припуск на оплавление устанавливают равным толщине свариваемых деталей, величину осадки устанавливают в 1,0 ..2,0 раза меньше припуска на оплавление в зависимости от толщины деталей, а после сварки соединение подвергают ускоренному охлаждению со скоростью более 25°С/с. Величина припуска на оплавление является показателем характеризующим температурное поле на свариваемых торцах деталей Установлено, что при сварке ферритно-аустенитных сталей оптимальная величина температурного поля образуется в том случае, когда припуск на оплавление равен толщине детали. Если припуск на оплавление меньше толщины металла, то это может привести к появлению дефектов по зоне соедиі.ения. В случае увеличения припуска на оплавление сверх этой величины возможно понижение механических свойств сварного соединения. Изменение пределов величины осадки в 1,0 2 0 раза меньше припуска на оплазле С •ч ел > з 1775256 ниє объясняется большим диапазоном изменения припуска.на оплавление в зависимости от свариваемых толщин ферритно-аустенитных сталей, например от 4 до 30 мм Для сварки деталей толщиной 4 мм применяется коэффициент 1- 1,1, а для деталей толщиной 30 мм применяется коэффициент 1,9-2 Уменьшение коэффициента приводит к чрезмерному увеличению величины осадки и снижению качества спарного соединения. Увеличение коэффициента приводит к снижению величины осадки м появлению дефектов в зоне соединения. Выполнение этих требований к режиму контактной стыковой сварки ферритно-аустенитиых сталей позволяет получить высокое качество сварного соединения и механические свойст&а, в том числе и ударную вязкость при положительных температурах. Однако при испытании образцов на ударную вязкость при отрицательных температурах эти значения уменьшаются. Применение ускоренного охлаждения сварного соединения после сварки позволило повысить уровень значении ударной вязкости при отрицательных температурах до требуемого уровня, за счет измельчения зерна в зоне соединения Наибольший эффект от применения ускоренного охлаждения наблюдается при скоростях охлаждения выше 25°С/с. Дальнейшее повышение скорости охлаждения не приводит к заметному повышению ударной вязкости-, но при этом усложняется оборудование для ускоренного охлаждения стыков. Примером конкретного применения способа контактной стыковой сварки оплавлением деталей из ферритно-аустенитных сталей является сварка трубд! 14 мм с толщиной стенки 10 мм из стали 08Х22Н6Т на сварной машине К584М Редактор Способ контактной сварки реализуется следующим образом Свариваемые трубы подготавливают к сварке, вставляют в зажимы машины, зажимают и в соответствии с 5 рекомендациями способа определяют спедующий режим сварки; припуск на оплавление 10 мм; величина осадки - 7,7 мм, напряжение холостого хода 7 В; скорость сближений начальная - 0,25 мм/с; скорость 10 сближения конечная-2,7 мм/с; время свар-, ки 50 с. После сварки осуществляют ускоренное охлаждение стыка со скоростью более 25°С/с с помощью водо-воздушной смеси 15 по линейному закону до температуры 300°С. Металлографические исследования по• казали отсутствие в зоне соединения какихлибо дефектов. Механические свойства сварных соеди20 нений труб находятся на высоком уровне, в том числе и ударная вязкость при отрицательных температурах. Контроль за осуществление способа производился по записям параметров режи25 ма сварки и ускоренного охлаждения. Формула изобретения Способ контактной стыковой сварки оплавлением деталей из ферритно-аустенит30 ных сталей, при котором детали оплавляют и осаживают в определенной среде, а затем сварное соединение подвергают дополнительной обработке, о т л и ч а ю щ и й с я тем, что, с целью упрощения технологии сварки, 35 детали оплавляют и осаживают на воздухе, припуск на оплавление устанавливают равным толщине свариваемых деталей, величину осадки устанавливают в 1-2 раза меньше припуска на оплавление в зависимости от 40 толщины деталей, а после сварки соединение подвергают ускоренному охлаждению со скоростью более 25°С/с. Составитель А.Никитин Техред М.Моргентал Корректор Е.Папп Заказ 4011 Тираж Подписное ВНИИПИ Государственного коЕиитета по изобретениям и открытиям при ГКНТ СССР ) 13035, Москва, Ж-35, Раушская над., 4/5 Производственно-издательский комбинат "Патент" г Ужгород, ул Гагарина, 101
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of contact flash welding components from ferrite austenite steels
Автори англійськоюKuchuk-Yatsenko Serhii Ivanovych, Nikitin Anatolii Serhiiovych, Kazymov Borys Ivanovych, Shvets Yurii Vasyliovych
Назва патенту російськоюСпособ контактной стыковой сварки оплавлением деталей из ферритно-аустенитных сталей
Автори російськоюКучук-Яценко Сергей Иванович, Никитин Анатолий Сергеевич, Казимов Борис Иванович, Швец Юрий Васильевич
МПК / Мітки
МПК: B23K 11/04
Мітки: ферітно-аустенітних, контактного, зварювання, стикового, оплавленням, сталей, спосіб, деталей
Код посилання
<a href="https://ua.patents.su/2-16877-sposib-kontaktnogo-stikovogo-zvaryuvannya-oplavlennyam-detalejj-z-feritno-austenitnikh-stalejj.html" target="_blank" rel="follow" title="База патентів України">Спосіб контактного стикового зварювання оплавленням деталей з ферітно-аустенітних сталей</a>
Спосіб контактного стикового зварювання оплавленням з осадком
Номер патенту: 3724
Опубліковано: 27.12.1994
Автори: Шкурко Віктор Григорович, Кучук-Яценко Сергій Іванович, Швець Юрій Васильйович, Казимов Борис Іванович, Зяхор Ігор Васильович, Мосендз Ігор Миколайович
МПК: B23K 11/04
Мітки: контактного, зварювання, оплавленням, осадком, стикового, спосіб
Формула / Реферат:
Способ контактной стыковой сварки оплавлением с осадкой, при котором в процессе осадки удаляют грат установленными на зажимах сварочной машины формирующими устройствами с режущими кромками, расстояние между которыми перед началом оплавления устанавливают равным припуску на оплавление и осадку, отличающийся тем, что, с целью упрощения сварочного оборудования путем снижения усилия осадки, расстояние между одной из режущих кромок и торцом...
Спосіб контактного стикового зварювання оплавленням
Номер патенту: 11734
Опубліковано: 25.12.1996
Автори: Казимов Борис Іванович, Кучук-Яценко Сергій Іванович, Нікітін Анатолій Сергійович
МПК: B23K 11/04
Мітки: контактного, спосіб, оплавленням, зварювання, стикового
Формула / Реферат:
Способ контактной стыковой сварки оплавлением, при котором свариваемые детали подключают к вторичному контуру сварочного трансформатора сварочной машины, отличающийся тем, что, с целью повышения качества сварного соединения при сварке многослойных деталей, у которых один из наружных слоев изготовлен из коррозионно-стойкой стали, а остальные слои изготовлены из углеродистой стали, путем обеспечения оптимального химического состава сварного...
Спосіб контактного стикового зварювання оплавленням
Номер патенту: 1612
Опубліковано: 25.10.1994
Автори: Беляєв Данило Іванович, Шкурко Віктор Григорович, Бондарук Андрій Всеволодович, Череднічок Віталій Тимофійович, Горонков Микола Дмитрович, Богорський Михайло Володимирович, Кучук-Яценко Сергій Іванович
МПК: B23K 11/04
Мітки: стикового, зварювання, спосіб, оплавленням, контактного
Формула / Реферат:
1. Способ контактной стыковой сварки оплавлением, включающий разделку кромок свариваемых деталей горячей прессовой обработкой, оплавление свариваемых деталей и их последующую осадку, отличающийся тем, что, с целью повышения качества сварки путем сохранения в сварном соединении направления полос прокатки металла, оплавление свариваемых деталей прерывают при достижении ими равновесного теплового состояния и осуществляют разделку кромок,...
Машина для контактного стикового зварювання оплавленням

Номер патенту: 396
Опубліковано: 30.04.1993
Автори: Сахарнов Василь Олексійович, Лебедєв Володимир Костянтинович, Череднічок Віталій Тимофійович, Галян Борис Опанасович, Кривенко Валерій Георгійович, Кучук-Яценко Сергій Іванович, Добровольський Станіслав Дмитрович
МПК: B23K 11/04
Мітки: стикового, зварювання, контактного, машина, оплавленням
Формула / Реферат:
Формула изобретенияМашина для контактной стыковой сварки оплавлением с h -параллельными сварочными цепями, содержащая датчики сварочного тока, включенные в каждую сварочную цепь, программирующее устройство управления, соединенное с приводом перемещения и осадки, отличающаяся тем, что, с целью повышения качества сварного соединения и уменьшения припуска на оплавление, в устройство введен пороговый элемент совпадения, к входам которого...
Спосіб контактного стикового зварювання імпульсним оплавленням
Номер патенту: 6110
Опубліковано: 29.12.1994
Автори: Богорський Михайло Володимирович, Кучук-Яценко Сергій Іванович, Самотрясов Сергій Михайлович
МПК: B23K 11/04
Мітки: імпульсним, зварювання, спосіб, оплавленням, стикового, контактного
Формула / Реферат:
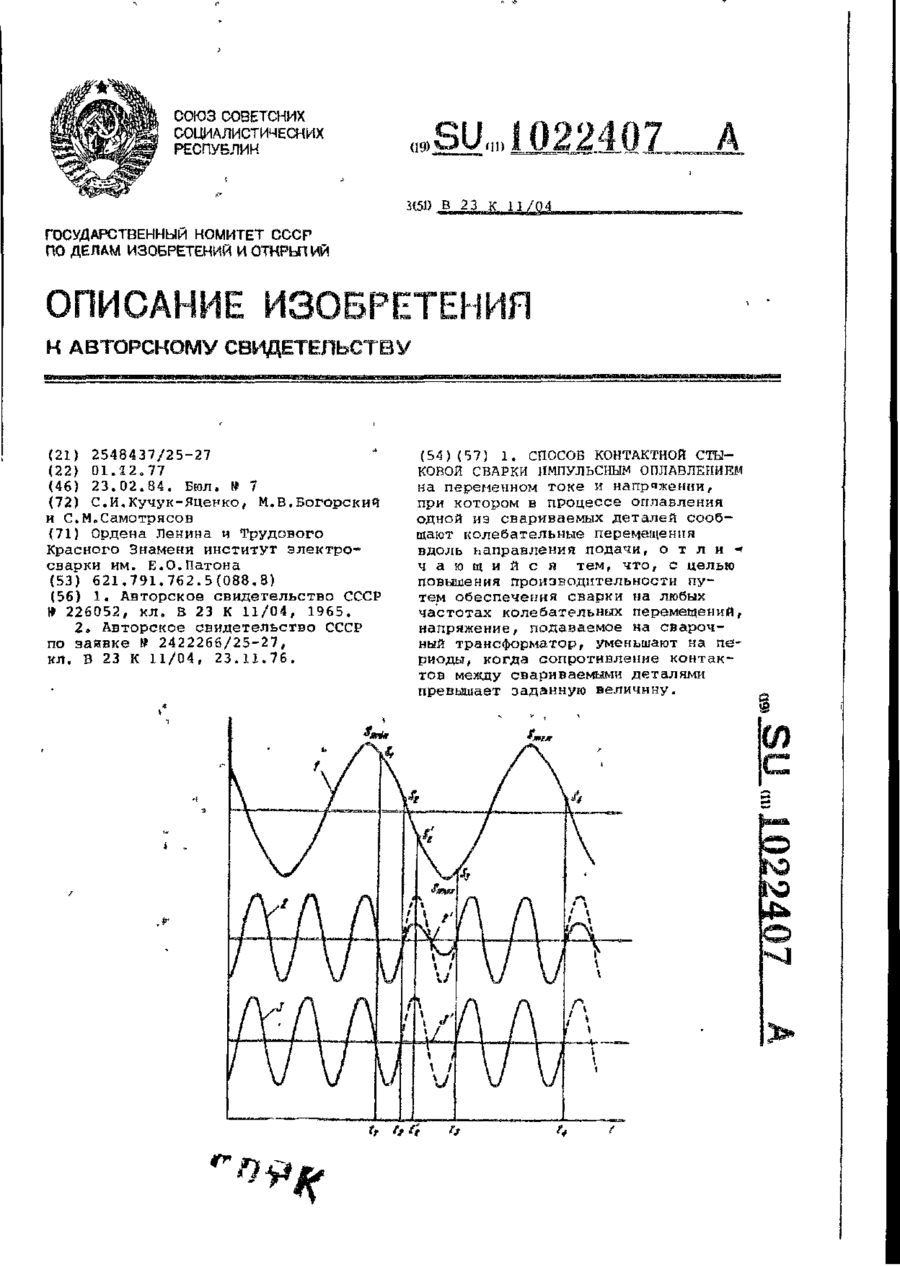
1. Способ контактной стыковой сварки импульсным оплавлением на переменном токе и напряжении, при котором в процессе оплавлення одной из свариваемых деталей сообщают колебательные перемещения вдоль направления подачи, отличающийся тем, что, с целью повышения производительности за счет обеспечения сварки на любых частотах колебательных перемещений, напряжение, подаваемое на сварочный трансформатор, уменьшают на периоды, когда...
Попередній патент: Пристрій для накручування кабелю
Наступний патент: Ходове обладнання гірничої машини
Випадковий патент: Пристрій і спосіб сушіння і торефікації принаймні одного потоку вуглецевмісного матеріалу в багатоподовій печі