Переносна машина для контактного точкового зварювання
Номер патенту: 18481
Опубліковано: 25.12.1997
Автори: Хавін Віктор Юлійович, Терешонок Тетяна Романівна, Ілюхін Юрій Миколайович, Дибан Євген Павлович, Шкуратов Олег Ігорович, Панарін Володимир Володимирович

Формула / Реферат
Переносная машина для контактной точечной сварки, содержащая сварочный трансформатор, к первичной обмотке которого подключены встречно-параллельно включенные управляемые вентили с блоком их управления, и блок питания, отличающаяся тем, что она дополнительно снабжена последовательно соединенными блоком формирования сварочных импульсов, блоком опорного напряжения и блоком сравнения, а также электронным ключом и терморезистором, первый вход которого подключен к трансформатору, второй вход подключен к блоку питания, а выход - ко второму входу блока сравнения, выход которого подключен к первому входу блока формирования сварочного импульса, второй вход которого подключен к блоку питания, а второй выход через электронный ключ - к блоку управления вентилями, блоки опорного напряжения и сравнения подключены к блоку питания.
Текст
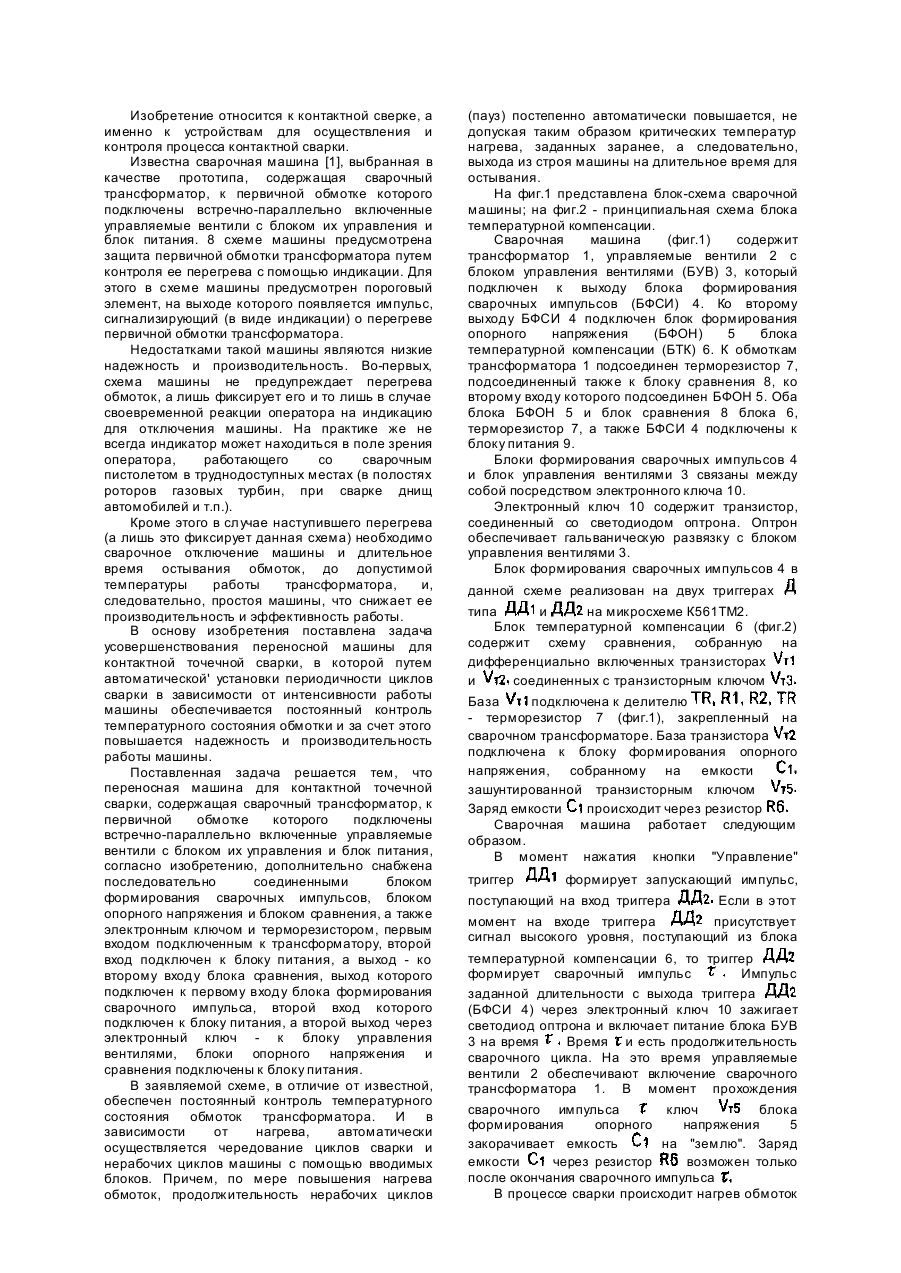
Изобретение относится к контактной сверке, а именно к устройствам для осуществления и контроля процесса контактной сварки. Известна сварочная машина [1], выбранная в качестве прототипа, содержащая сварочный трансформатор, к первичной обмотке которого подключены встречно-параллельно включенные управляемые вентили с блоком их управления и блок питания. 8 схеме машины предусмотрена защита первичной обмотки трансформатора путем контроля ее перегрева с помощью индикации. Для этого в схеме машины предусмотрен пороговый элемент, на выходе которого появляется импульс, сигнализирующий (в виде индикации) о перегреве первичной обмотки трансформатора. Недостатками такой машины являются низкие надежность и производительность. Во-первых, схема машины не предупреждает перегрева обмоток, а лишь фиксирует его и то лишь в случае своевременной реакции оператора на индикацию для отключения машины. На практике же не всегда индикатор может находиться в поле зрения оператора, работающего со сварочным пистолетом в труднодоступных местах (в полостях роторов газовых турбин, при сварке днищ автомобилей и т.п.). Кроме этого в случае наступившего перегрева (а лишь это фиксирует данная схема) необходимо сварочное отключение машины и длительное время остывания обмоток, до допустимой температуры работы трансформатора, и, следовательно, простоя машины, что снижает ее производительность и эффективность работы. В основу изобретения поставлена задача усовершенствования переносной машины для контактной точечной сварки, в которой путем автоматической' установки периодичности циклов сварки в зависимости от интенсивности работы машины обеспечивается постоянный контроль температурного состояния обмотки и за счет этого повышается надежность и производительность работы машины. Поставленная задача решается тем, что переносная машина для контактной точечной сварки, содержащая сварочный трансформатор, к первичной обмотке которого подключены встречно-параллельно включенные управляемые вентили с блоком их управления и блок питания, согласно изобретению, дополнительно снабжена последовательно соединенными блоком формирования сварочных импульсов, блоком опорного напряжения и блоком сравнения, а также электронным ключом и терморезистором, первым входом подключенным к трансформатору, второй вход подключен к блоку питания, а выход - ко второму входу блока сравнения, выход которого подключен к первому входу блока формирования сварочного импульса, второй вход которого подключен к блоку питания, а второй выход через электронный ключ - к блоку управления вентилями, блоки опорного напряжения и сравнения подключены к блоку питания. В заявляемой схеме, в отличие от известной, обеспечен постоянный контроль температурного состояния обмоток трансформатора. И в зависимости от нагрева, автоматически осуществляется чередование циклов сварки и нерабочих циклов машины с помощью вводимых блоков. Причем, по мере повышения нагрева обмоток, продолжительность нерабочих циклов (пауз) постепенно автоматически повышается, не допуская таким образом критических температур нагрева, заданных заранее, а следовательно, выхода из строя машины на длительное время для остывания. На фиг.1 представлена блок-схема сварочной машины; на фиг.2 - принципиальная схема блока температурной компенсации. Сварочная машина (фиг.1) содержит трансформатор 1, управляемые вентили 2 с блоком управления вентилями (БУВ) 3, который подключен к выходу блока формирования сварочных импульсов (БФСИ) 4. Ко второму выходу БФСИ 4 подключен блок формирования опорного напряжения (БФОН) 5 блока температурной компенсации (БТК) 6. К обмоткам трансформатора 1 подсоединен терморезистор 7, подсоединенный также к блоку сравнения 8, ко второму входу которого подсоединен БФОН 5. Оба блока БФОН 5 и блок сравнения 8 блока 6, терморезистор 7, а также БФСИ 4 подключены к блоку питания 9. Блоки формирования сварочных импульсов 4 и блок управления вентилями 3 связаны между собой посредством электронного ключа 10. Электронный ключ 10 содержит транзистор, соединенный со светодиодом оптрона. Оптрон обеспечивает гальваническую развязку с блоком управления вентилями 3. Блок формирования сварочных импульсов 4 в данной схеме реализован на двух триггерах типа и на микросхеме К561ТМ2. Блок температурной компенсации 6 (фиг.2) содержит схему сравнения, собранную на дифференциально включенных транзисторах и соединенных с транзисторным ключом База подключена к делителю - терморезистор 7 (фиг.1), закрепленный на сварочном трансформаторе. База транзистора подключена к блоку формирования опорного напряжения, собранному на емкости зашунтированной транзисторным ключом Заряд емкости происходит через резистор Сварочная машина работает следующим образом. В момент нажатия кнопки "Управление" триггер формирует запускающий импульс, поступающий на вход триггера Если в этот момент на входе триггера присутствует сигнал высокого уровня, поступающий из блока температурной компенсации 6, то триггер формирует сварочный импульс Импульс заданной длительности с выхода триггера (БФСИ 4) через электронный ключ 10 зажигает светодиод оптрона и включает питание блока БУВ 3 на время Время и есть продолжительность сварочного цикла. На это время управляемые вентили 2 обеспечивают включение сварочного трансформатора 1. В момент прохождения сварочного импульса ключ блока формирования опорного напряжения 5 закорачивает емкость на "землю". Заряд емкости через резистор возможен только после окончания сварочного импульса В процессе сварки происходит нагрев обмоток трансформатора 1 и изменение сопротивления терморезистора В результате чего потенциальное напряжение на базе транзистора изменяется. При появлении разности напряжений в блоке сравнения 8 (на эмиттерах транзисторов и открывается транзистор Открываясь, транзистор открывает транзистор при этом на вход триггера поступает сигнал высокого уровня, разрешающий прохождение следующего сварочного импульса. Разность напряжений в блоке сравнения 8 зависит от времени заряда емкости и потенциала на базе транзистора Поскольку время заряда емкости постоянно, а напряжение на базе зависит от сопротивления терморезистора т.е. температуры нагрева обмоток трансформатора, то, с увеличением этой температуры, время до момента открытия транзистора а значит, до начала следующего сварочного импульса, будет увеличиваться. Готовность машины к следующему циклу сварки определяется по свечению светодиода, управляемого тем же сигналом (от транзистора и расположенного на ручке управления (в частности, на сварочном пистолете). Таким образом автоматическая схема устройства не допускает предельного нагрева обмоток трансформатора, а постоянно "отслеживает" нагрев обмоток до заниженного уровня температур (задаваемого в каждом конкретном типе трансформатора) и своевременно прерывают цикл сварки. В результате чего значительно повышается надежность и производительность работы такой машины и абсолютно исключается выход ее из строя из-за перегрева обмоток ее сварочного трансформатора. И все это при условии малого веса машины (15кг), ее небольших габаритов (320 ´ 130 ´ 240мм) и удобства в работе, так как машина заключена в корпус с ручкой и легко переносится одним человеком.
ДивитисяДодаткова інформація
Назва патенту англійськоюPortable machine for resistance spot welding
Автори англійськоюDyban Yevhen Pavlovych, Khavin Viktor Yuliovych, Iliukhin Yurii Mykolaiovych, Shkuratov Oleh Ihorovych, Panarin Volodymyr Volodymyrovych, Tereshonok Tetiana Romanivna
Назва патенту російськоюПереносная машина для контактной точечной сварки
Автори російськоюДыбан Евгений Павлович, Хавин Виктор Юльевич, Илюхин Юрий Николаевич, Шкуратов Олег Игоревич, Панарин Владимир Владимирович, Терешонок Татьяна Романовна
МПК / Мітки
МПК: B23K 11/24
Мітки: зварювання, машина, точкового, переносна, контактного
Код посилання
<a href="https://ua.patents.su/2-18481-perenosna-mashina-dlya-kontaktnogo-tochkovogo-zvaryuvannya.html" target="_blank" rel="follow" title="База патентів України">Переносна машина для контактного точкового зварювання</a>
Пристрій для контактного точкового зварювання
Номер патенту: 20398
Опубліковано: 15.07.1997
Автори: Галкін Василь Дмитрович, Кушнарьов Віктор Павлович, Перков Євген Тимофійович, Бібік Михайло Дем'янович
МПК: B23K 11/10
Мітки: точкового, пристрій, контактного, зварювання
Формула / Реферат:
1. Устройство для контактной точечной сварки, содержащее сварочный трансформатор, заклю-ченный в металлический корпус, верхний неподвижный и нижний подвижный держатели электродов, подключенные к вторичной обмотке сварочного трансформатора, ручной привод для сжатия электродов и блок управления, отличающееся тем, что сварочный трансформатор выполнен со вторичной обмоткой из двух витков полосовой шины, состоящей из четырех частей, соединенных...
Пристрій для управління процесом контактного стикового зварювання плавленням
Номер патенту: 728
Опубліковано: 15.12.1993
Автори: Горишняков Олексій Іванович, Кучук-Яценко Сергій Іванович, Кривенко Валерій Георгійович, Череднічок Віталій Тимофійович, Сахарнов Василь Олексійович, Добровольський Станіслав Дмитрович
МПК: B23K 11/04
Мітки: зварювання, контактного, стикового, процесом, пристрій, плавленням, управління
Формула / Реферат:
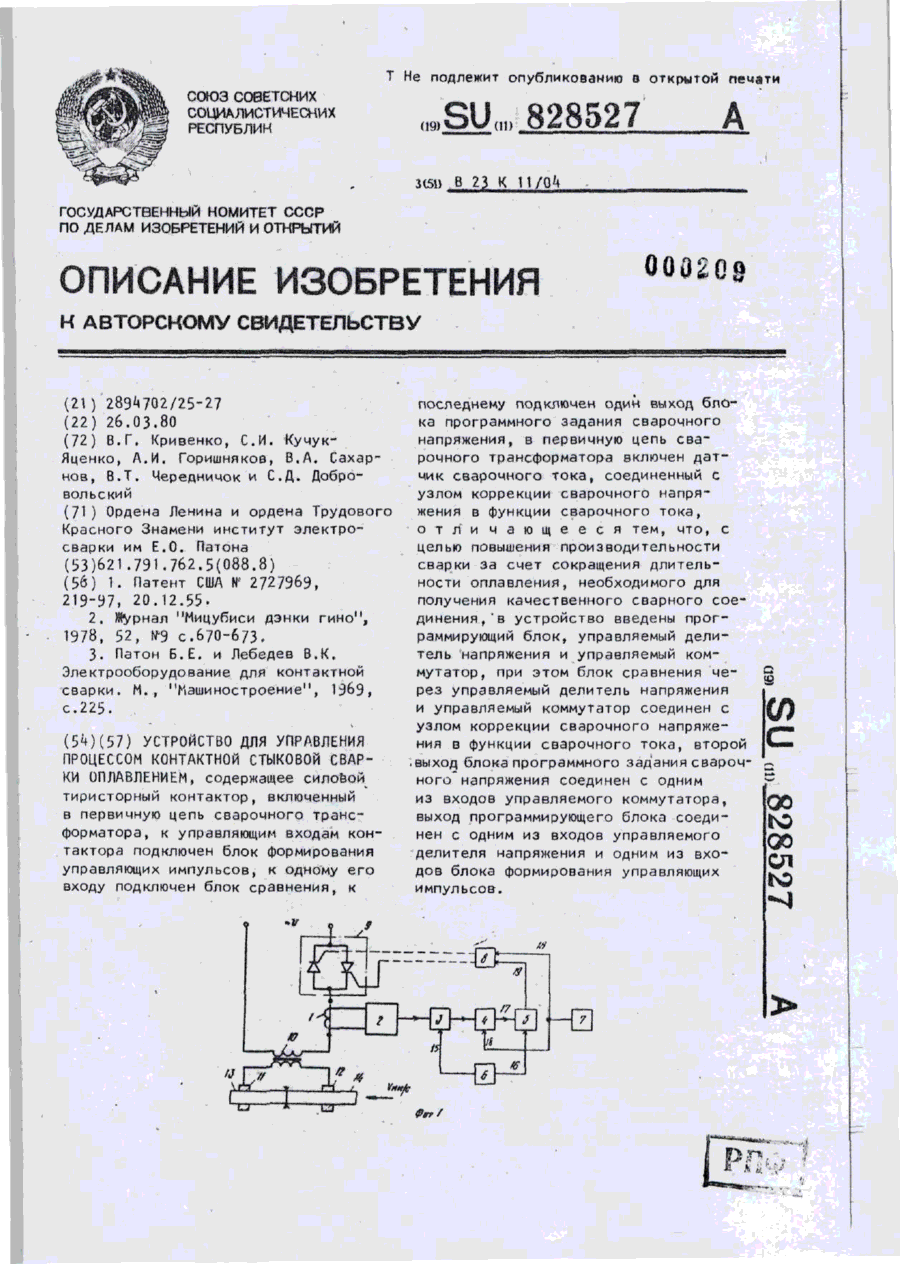
Устройство для управления процессом контактной стыковой сварки оплавлением, содерщащее силовой тиристорный контактор, включенный в первичную цепь сварочного трансформатора, к управляющим входам контактора подключен блок формирования управляющих импульсов, к одному его входу подключен блок сравнения, к последнему подключен один выход блока программного задания сварочного напряжения, в первичную цепь сварочного трансформатора включен датчик...
Машина для контактного стикового зварювання оплавленням

Номер патенту: 396
Опубліковано: 30.04.1993
Автори: Добровольський Станіслав Дмитрович, Лебедєв Володимир Костянтинович, Кучук-Яценко Сергій Іванович, Сахарнов Василь Олексійович, Кривенко Валерій Георгійович, Череднічок Віталій Тимофійович, Галян Борис Опанасович
МПК: B23K 11/04
Мітки: оплавленням, стикового, контактного, машина, зварювання
Формула / Реферат:
Формула изобретенияМашина для контактной стыковой сварки оплавлением с h -параллельными сварочными цепями, содержащая датчики сварочного тока, включенные в каждую сварочную цепь, программирующее устройство управления, соединенное с приводом перемещения и осадки, отличающаяся тем, что, с целью повышения качества сварного соединения и уменьшения припуска на оплавление, в устройство введен пороговый элемент совпадения, к входам которого...
Пристрій управління машиною для контактного стикового зварювання оплавленням

Номер патенту: 314
Опубліковано: 30.04.1993
Автори: Кучук-Яценко Сергій Іванович, Богорський Михайло Володимирович, Лазебний Іван Леонтійович, Горишняков Олексій Іванович, Кривенко Валерій Георгійович
МПК: B23K 11/04
Мітки: машиною, стикового, зварювання, контактного, пристрій, оплавленням, управління
Формула / Реферат:
(57) Устройство управления машиной для контактной стыковой сварки оплавлением, содержащее сварочный трансформатор, в его первичную обмотку включен датчик сварочного тока, соединенный с электрогидравлическим приводом перемещения плиты машины через блок управления приводом, отличающееся тем, что, с целью повышения производительности процесса сварки за счет сокращения времени на его протекание и повышения качества сварного соединения за счет...
Спосіб управління процесом контактного стикового зварювання плавленням
Номер патенту: 733
Опубліковано: 15.12.1993
Автори: Сахарнов Василь Олексійович, Загадарчук Василь Феодосійович, Казимов Борис Іванович, Швець Юрій Васильйович, Горишняков Олексій Іванович, Кучук-Яценко Сергій Іванович, Кривенко Валерій Георгійович, Череднічок Віталій Тимофійович
МПК: B23K 11/04
Мітки: стикового, контактного, спосіб, управління, процесом, зварювання, плавленням
Формула / Реферат:
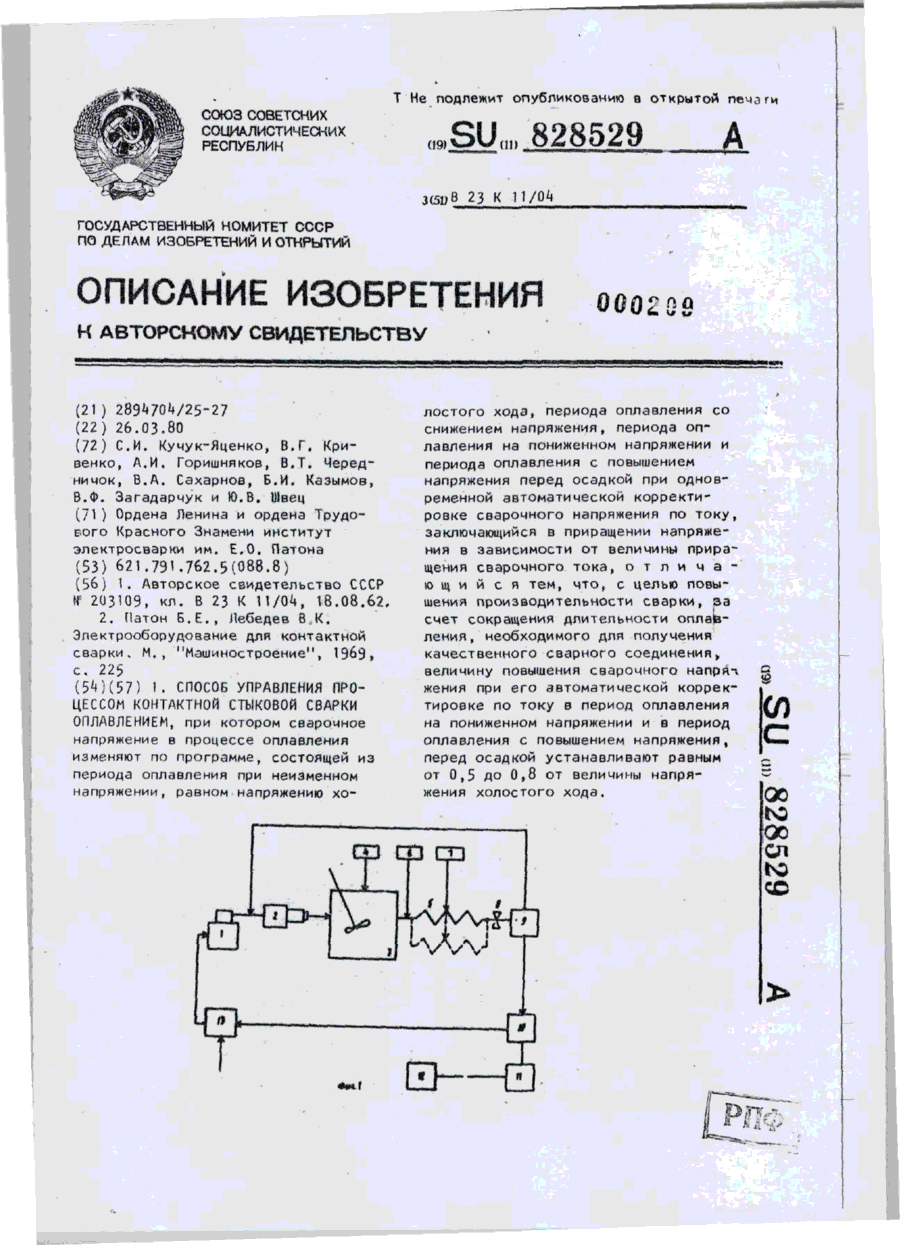
Способ управления процессом контактной стыковой сварки оплавлением, при котором сварочное напряжение в процессе оплавления изменяют по программе, состоящей из периода оставления при неизменном напряжении, равном напряжению холостого хода, периода оплавления со снижением напряжения, периода оплавления на пониженном напряжении и периода оплавления с повышением напряжения перед осадкой при одновременной автоматической корректировке...
Попередній патент: Спосіб торкретування футеровки кисневих конвертерів
Наступний патент: Спосіб визначення концентрації та розмірів мікрочасток в високочистому дисперсному середовищі
Випадковий патент: Спосіб ліквідації початкової стадії підземних пожеж