Пристрій управління машиною для контактного стикового зварювання оплавленням
Номер патенту: 314
Опубліковано: 30.04.1993
Автори: Кучук-Яценко Сергій Іванович, Лазебний Іван Леонтійович, Горишняков Олексій Іванович, Кривенко Валерій Георгійович, Богорський Михайло Володимирович

Формула / Реферат
(57) Устройство управления машиной для контактной стыковой сварки оплавлением, содержащее сварочный трансформатор, в его первичную обмотку включен датчик сварочного тока, соединенный с электрогидравлическим приводом перемещения плиты машины через блок управления приводом, отличающееся тем, что, с целью повышения производительности процесса сварки за счет сокращения времени на его протекание и повышения качества сварного соединения за счет обеспечения оптимального режима процесса сварки, в него введены источник задающего напряжения и блок стабилизации сварочного напряжения, а блок управления содержит два входных усилителя, выход которых через транзистор и переменный резистор подключен к инверсному входу выходного усилителя, выход последнего соединен с электрогидравлическим приводом перемещения плиты машины, прямой вход входных усилителей соединен с источником задающего напряжения, а инверсный — с датчиком сварочного тока, при этом блок стабилизации сварочного напряжения подключен к первичной обмотке сварочного трансформатора, а его управляющий вход подключен к вторичной обмотке сварочного трансформатора.
Текст
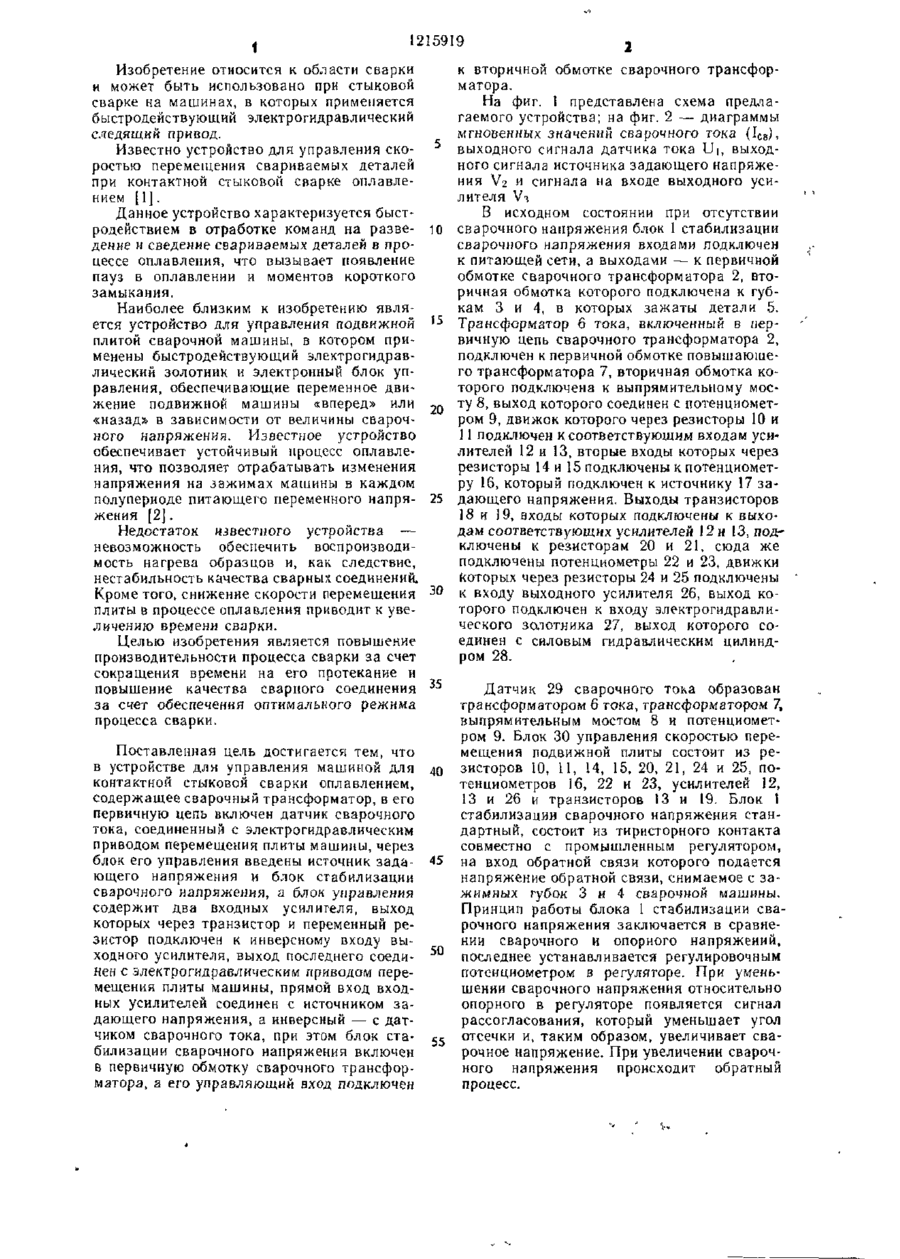
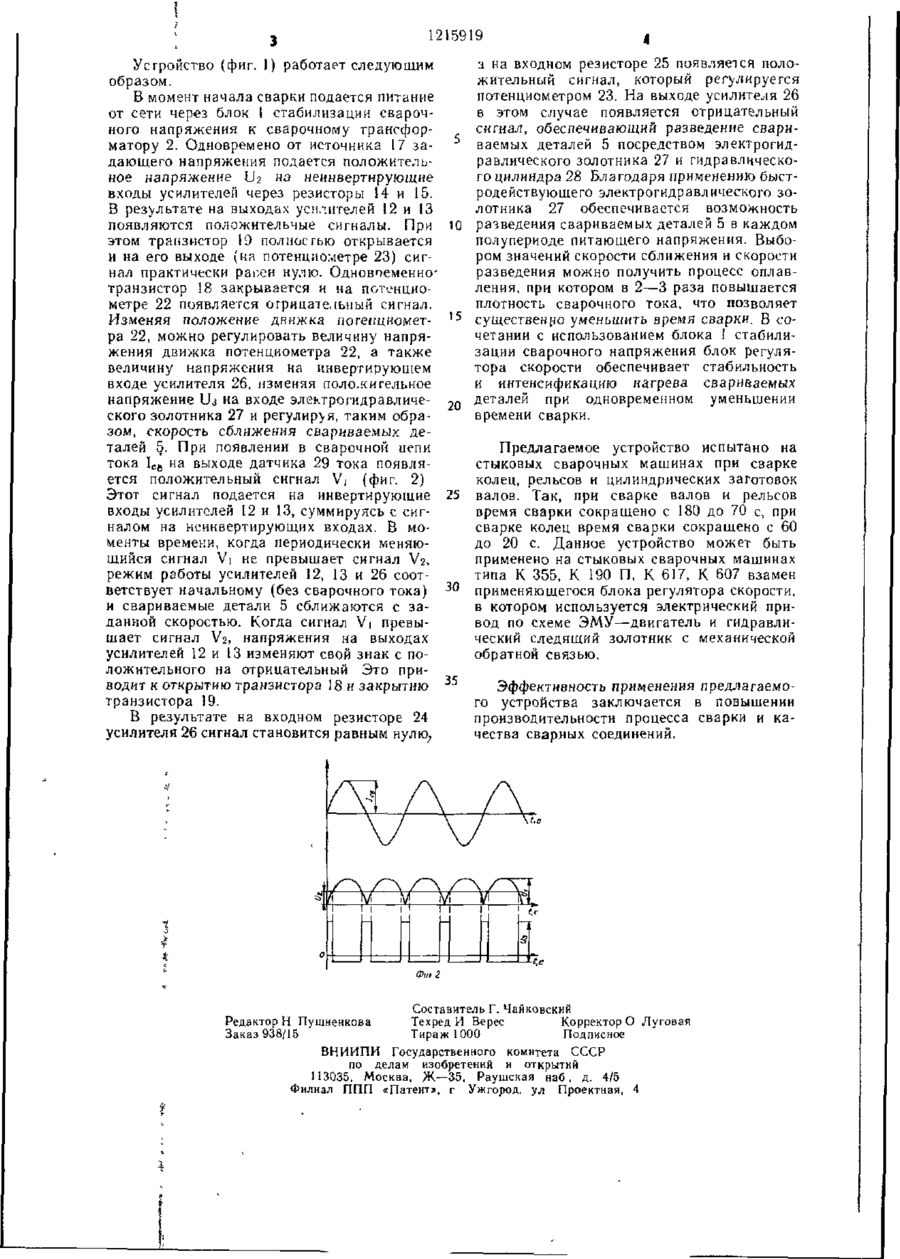
УСТРОЙСТВО УПРАВЛЕНИЯ МАШИНОЙ ДЛЯ КОНТАКТНОЙ СТЫКО ВОЙ СВАРКИ ОПЛАВЛЕНИЕМ, содержащее сварочный трансформатор, в его первичную обмотку включен датчик сварочного тока, соединенный с электрогидравлическим приводом перемещения плиты машины через блок управления приводом, отличающееся тем, что, с целью повышения производительности процесса сварки за счет сокращения времени на его протекание и повышения качества сварного соединения за счет обеспечения оптимального режима процесса сварки, в него введены источник задающего напряжения и блок стабилизации сварочного напряжения, а блок управления содержит два входных усилителя, выход которых через транзистор и переменный резистор подключен к инверсному входу выходного усилителя, выход последнего соединен с электрогидравлическим приводом перемещения плиты машины, прямой вход входных усилителей соединен с источником задающего напряжения, а инверсный — с датчиком сварочного тока, при этом блок стабилизации сварочного на- g пряжения подключен к первичной обмотке w сварочного трансформатора, а его управляющий вход подключен к вторичной обмотке сварочного трансформатора. s ел CD фиг 1 1215919 1 Изобретение относится к области сварки к вторичной обмотке сварочного трансфори может быть использовано при стыковой матора. сварке на машинах, в которых применяется На фиг. І представлена схема предлабыстродействующий электрогидравлический гаемого устройства; на фиг. 2 — диаграммы следящий привод. мгновенных значений сварочного тока (Ice)' выходного сигнала датчика тока U|, выходИзвестно устройство для управления сконого сигнала источника задающего напряжеростью перемещения свариваемых деталей ния V2 и сигнала на входе выходного усипри контактной стыковой сварке оплавлелителя Уз нием [1]. Данное устройство характеризуется быстВ исходном состоянии при отсутствии родействием в отработке команд на разве- 10 сварочного напряжения блок I стабилизации дение и сведение свариваемых деталей в просварочного напряжения входами подключен цессе оплавления, что вызывает появление к питающей сети, а выходами — к первичной пауз в оплавлении и моментов короткого обмотке сварочного трансформатора 2, втозамыкания. ричная обмотка которого подключена к губкам 3 и 4, в которых зажаты детали 5. Наиболее близким к изобретению является устройство для управления подвижной 1 5 Трансформатор 6 тока, включенный в первичную цепь сварочного трансформатора 2, плитои сварочной машины, в котором приподключен к первичной обмотке повышающеменены быстродействующий электрогидравго трансформатора 7, вторичная обмотка колический золотник и электронный блок упторого подключена к выпрямительному мосравления, обеспечивающие переменное двиQ жение подвижной машины «вперед» или 2 ту 8, выход которого соединен с потенциометром 9, движок которого через резисторы 10 и «назад» в зависимости от величины сварочного напряжения. Известное устройство 11 подключен к соответствующим входам усиобеспечивает устойчивый процесс оплавлелителей 12 и 13, вторые входы которых через ния, что позволяет отрабатывать изменения резисторы 14 и 15 подключены к потенциометнапряжения на зажимах машины в каждом ру 16, который подключен к источнику 17 заполупериоде питающего переменного напря- 25 дающего напряжения. Выходы транзисторов жения [2]. 18 и 19, входы которых подключены к выхоНедостаток известного устройства — дам соответствующих усилителей 12 и 13, подневозможность обеспечить воспроизводиключены к резисторам 20 и 21, сюда же мость нагрева образцов и, как следствие, подключены потенциометры 22 и 23, движки нестабильность качества сварных соединений. которых через резисторы 24 и 25 подключены Кроме того, снижение скорости перемещения к входу выходного усилителя 26, выход коплиты в процессе оплавления приводит к уветорого подключен к входу электрогидравлиличению времени сварки. ческого золотника 27, выход которого соединен с силовым гидравлическим цилиндЦелью изобретения является повышение ром 28. производительности процесса сварки за счет сокращения времени на его протекание и повышение качества сварного соединения 35 Датчик 29 сварочного тока образован за счет обеспечения оптимального режима трансформатором б тока, трансформатором 7, процесса сварки. выпрямительным мостом 8 и потенциометром 9. Блок 30 управлення скоростью переПоставленная цель достигается тем, что мещения подвижной плиты состоит из рев устройстве для управления машиной для 40 зисторов 10, 11, 14, 15, 20, 21, 24 и 25, поконтактной стыковой сварки оплавлением, тенциометров 16, 22 и 23, усилителей 12, содержащее сварочный трансформатор, в его 13 и 26 и транзисторов 13 и 19. Блок 1 первичную цепь включен датчик сварочного стабилизации сварочного напряжения стантока, соединенный с электрогидравлическим дартный, состоит из тиристорного контакта приводом перемещения плиты машины, через совместно с промышленным регулятором, блок его управления введены источник зада- 45 на вход обратной связи которого подается ющего напряжения и блок стабилизации напряжение обратной связи, снимаемое с засварочного напряжения, а блок управления жимных губок 3 и 4 сварочной машины. содержит два входных усилителя, выход Принцип работы блока 1 стабилизации свакоторых через транзистор и переменный рерочного напряжения заключается в сравнезистор подключен к инверсному входу вынии сварочного и опорного напряжений, ходного усилителя, выход последнего соеди- 50 последнее устанавливается регулировочным нен с электрогидравлическим приводом перепотенциометром в регуляторе. При уменьмещения плиты машины, прямой вход входшении сварочного напряжения относительно ных усилителей соединен с источником заопорного в регуляторе появляется сигнал дающего напряжения, а инверсный — с датрассогласования, который уменьшает угол чиком сварочного тока, при этом блок стаотсечки и, таким образом, увеличивает свабилизации сварочного напряжения включен 55 рочное напряжение. При увеличении сварочв первичную обмотку сварочного трансфорного напряжения происходит обратный матора, а его управляющий вход, подключен процесс. 1215919 Устройство (фиг. 1) работает следующим образом. В момент начала сварки подается питание от сети через блок ! стабилизации сварочного напряжения к сварочному трансформатору 2. Одновремено от источника 17 задающего напряжения подается положительное напряжение U2 на неннвертнрующие входы усилителей через резисторы 14 и 15. В результате на выходах усилителей 12 и 13 появляются положительные сигналы. При этом транзистор 19 полностью открывается и на его выходе (на потенциометре 23) сигнал практически ранен нулю. Одновпеменнотранзистор 18 закрывается и на потенциометре 22 появляется отрицательный сигнал. Изменяя положение движка погенциометра 22, можно регулировать величину напряжения движка потенциометра 22, а также величину напряжения на инвертирующем входе усилителя 26, изменяя положительное напряжение Uj на входе электрогидравлического золотника 27 и регулир>я, таким образом, скорость сближения свариваемых деталей 5. При появлении в сварочной цепи тока 1С6 на выходе датчика 29 тока появляется положительный сигнал V; (фиг. 2) Этот сигнал подается на инвертирующие входы усилителей 12 и 13, суммируясь с сигналом на неинвертирующих входах. В моменты времени, когда периодически меняющийся сигнал V] не превышает сигнал V2, режим работы усилителей 12, 13 и 26 соответствует начальному (без сварочного тока) и свариваемые детали 5 сближаются с заданной скоростью. Когда сигнал Vi превышает сигнал V2, напряжения на выходах усилителей 12 и 13 изменяют свой знак с положительного на отрицательный Это приводит к открытию транзистора \8 и закрытию транзистора 19. В результате на входном резисторе 24 усилителя 26 сигнал становится равным нулю, а на входном резисторе 25 появляется положительный сигнал, который регулируется потенциометром 23. На выходе усилителя 26 в этом случае появляется отрицательный сигнал, обеспечивающий разведение свари5 ваемых деталей 5 посредством электрогидравлического золотника 27 и гидравлического цилиндра 28 Благодаря применению быстродействующего электрогидравлического золотника 27 обеспечивается возможность 10 разведения свариваемых деталей 5 в каждом полупериоде питающего напряжения. Выбором значений скорости сближения и скорости разведения можно получить процесс оплавления, при котором в 2—3 раза повышается плотность сварочного тока, что позволяет 15 существенно уменьшить время сварки. В сочетании с использованием блока 1 стабилизации сварочного напряжения блок регулятора скорости обеспечивает стабильность и интенсификацию нагрева свариваемых деталей при одновременном уменьшении 20 времени сварки. Предлагаемое устройство испытано на стыковых сварочных машинах при сварке колец, рельсов и цилиндрических заготовок 25 валов. Так, при сварке валов и рельсов время сварки сокращено с 180 до 70 с, при сварке колец время сварки сокращено с 60 до 20 с. Данное устройство может быть применено на стыковых сварочных машинах типа К 355, К 190 П, К 617, К 607 взамен 30 применяющегося блока регулятора скорости, в котором используется электрический привод по схеме ЭМУ—двигатель и гидравлический следящий золотник с механической обратной связью. 5 Эффективность применения предлагаемого устройства заключается в повышении производительности процесса сварки и качества сварных соединений. Составитель Г. Чайковский РедакторН Пушненкова Техред И Верес Корректор О Луговая Заказ 938/15 Тираж 1000 Подписное ВНИИПИ Государственного комитета СССР по делам изобретений и открытий 113035, Москва, Ж—35, Раушская наб, д. 4/5 Филиал ППП «Патент», г Ужгород, ул Проектная, 4
ДивитисяДодаткова інформація
Назва патенту англійськоюControl device for contact butt-welding machine
Автори англійськоюKuchuk-Yatsenko Serhii Ivanovych, Kryvenko Valerii Heorhiiovych, Horyshniakov Oleksii Ivanovych, Bohorskyi Mykhailo Volodymyrovych, Lazebnyi Ivan Leontiioyvch
Назва патенту російськоюУстройство управления машиной для контактной стыковой сварки оплавлением
Автори російськоюКучук-Яценко Сергей Иванович, Кривенко Валерий Георгиевич, Горишняков Алексей Иванович, Богорский Михаил Владимирович, Лазебный Иван Леонтьевич
МПК / Мітки
МПК: B23K 11/04
Мітки: контактного, управління, пристрій, стикового, оплавленням, зварювання, машиною
Код посилання
<a href="https://ua.patents.su/4-314-pristrijj-upravlinnya-mashinoyu-dlya-kontaktnogo-stikovogo-zvaryuvannya-oplavlennyam.html" target="_blank" rel="follow" title="База патентів України">Пристрій управління машиною для контактного стикового зварювання оплавленням</a>
Пристрій для управління процесом контактного стикового зварювання оплавленням
Номер патенту: 490
Опубліковано: 30.04.1993
Автори: Семенов Леонід Олександрович, Кучук-Яценко Сергій Іванович, Горишняков Олексій Іванович, Добровольський Станіслав Дмитрович, Кривенко Валерій Георгійович
МПК: B23K 11/04, B23K 11/25
Мітки: процесом, пристрій, стикового, контактного, зварювання, оплавленням, управління
Формула / Реферат:
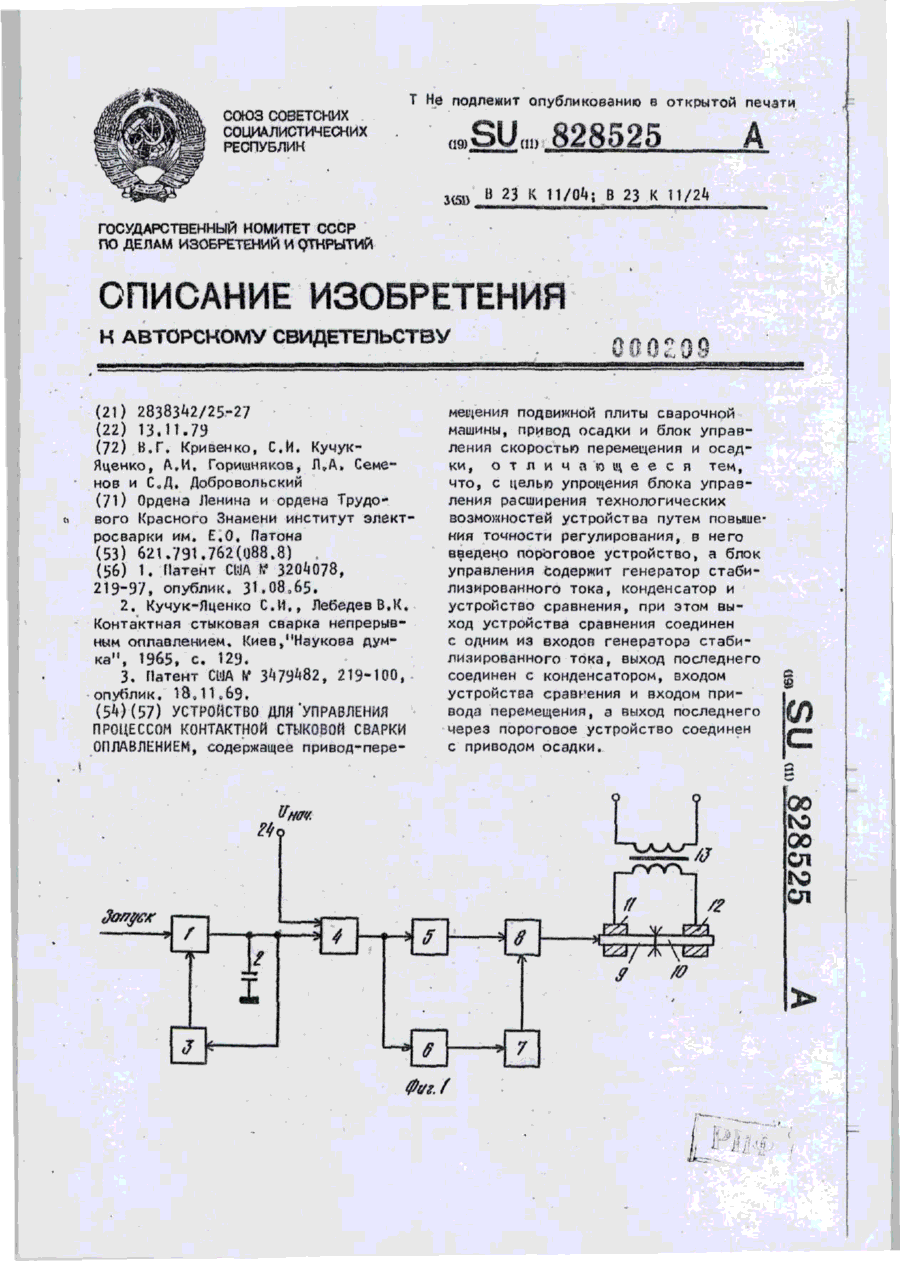
Устройство для управления процессом контактной стыковой сварки оплавлением, содержащее привод перемещения подвижной плиты сварочной машины, привод осадки и блок управления скоростью перемещения и осадки, отличающееся тем, что с целью упрощения блока управления расширения технологических возможностей устройства путем повышения точности регулирования, в него введено пороговое устройство, а блок управления содержит генератор стабилизированного...
Машина для контактного стикового зварювання оплавленням

Номер патенту: 396
Опубліковано: 30.04.1993
Автори: Добровольський Станіслав Дмитрович, Галян Борис Опанасович, Кучук-Яценко Сергій Іванович, Сахарнов Василь Олексійович, Череднічок Віталій Тимофійович, Лебедєв Володимир Костянтинович, Кривенко Валерій Георгійович
МПК: B23K 11/04
Мітки: оплавленням, зварювання, машина, стикового, контактного
Формула / Реферат:
Формула изобретенияМашина для контактной стыковой сварки оплавлением с h -параллельными сварочными цепями, содержащая датчики сварочного тока, включенные в каждую сварочную цепь, программирующее устройство управления, соединенное с приводом перемещения и осадки, отличающаяся тем, что, с целью повышения качества сварного соединения и уменьшения припуска на оплавление, в устройство введен пороговый элемент совпадения, к входам которого...
Спосіб контактного стикового зварювання оплавленням
Номер патенту: 493
Опубліковано: 30.04.1993
Автори: Загадарчук Василь Феодосійович, Лебедєв Володимир Костянтинович, Сахарнов Василь Олексійович, Череднічок Віталій Тимофійович, Казимов Борис Іванович, Кучук-Яценко Сергій Іванович
МПК: B23K 11/04
Мітки: спосіб, зварювання, стикового, оплавленням, контактного
Формула / Реферат:
1. Способ контактной стыковой сварки оплавлением, преимущественно изделий толщиной более 5 мм с развитым сечением, при котором в начальный период оплавление производят с постоянной скоростью перемещения деталей, а перед осадкой скорость перемещения деталей увеличивают до конечной величины скорости оплавления, отличающийся тем, что, с целью повышения качества соединений и стабильности их механических свойств, длительность периода...
Машина для контактного стикового зварювання труб
Номер патенту: 492
Опубліковано: 30.04.1993
Автори: Галян Борис Опанасович, Патон Борис Євгенович, Кучук-Яценко Сергій Іванович, Сахарнов Василь Олексійович, Лебедєв Володимир Костянтинович
МПК: B23K 11/04
Мітки: машина, труб, зварювання, контактного, стикового
Формула / Реферат:
1. Машина для контактной стыковой сварки труб, содержащая укрепленные в корпусе неподвижный и подвижный зажимные центрирующие механизмы, выполненные в виде силовых цилиндров, на штоках которых смонтированы обоймы, сварочный трансформатор, соединенный шинами с токоподводящими башмаками, закрепленными на плоских рессорах зажимных центрирующих механизмов и механизм оплавления и осадки, состоящий из силового цилиндра, шток которого соединен...
Пристрій для контролю максимального відхилення ротора від осі турбомашини
Номер патенту: 345
Опубліковано: 30.04.1993
Автори: Морозов Микола Ібрагимович, Цибулько Вадим Йосипович, Метельов Леонід Дмитрович, Квашин Михайло Федорович, Маркевич Анатолій Васильович
МПК: F01D 21/00
Мітки: ротора, максимального, відхілення, турбомашині, осі, контролю, пристрій
Формула / Реферат:
Формула изобретенияУстройство для контроля максимального отклонения ротора от оси турбомашины по авт. св. № 1574837, отличающееся тем, что, с целью расширения возможностей контроля путем выявления параметров второй гармоники вибросмещений ротора, оно снабжено третьим первичным преобразователем, вторым умножителем частоты и коммутатором, причем третий первичный преобразователь установлен вблизи ротора в плоскости установки первого и...
Попередній патент: Мастило для гумових форм
Наступний патент: Пристрій для спряження двох магістралей
Випадковий патент: Освітлювальний пристрій із світловипромінюючими діодами