Спосіб управління процесом контактного стикового зварювання плавленням
Номер патенту: 733
Опубліковано: 15.12.1993
Автори: Загадарчук Василь Феодосійович, Кучук-Яценко Сергій Іванович, Казимов Борис Іванович, Горишняков Олексій Іванович, Сахарнов Василь Олексійович, Череднічок Віталій Тимофійович, Швець Юрій Васильйович, Кривенко Валерій Георгійович
Формула / Реферат
Способ управления процессом контактной стыковой сварки оплавлением, при котором сварочное напряжение в процессе оплавления изменяют по программе, состоящей из периода оставления при неизменном напряжении, равном напряжению холостого хода, периода оплавления со снижением напряжения, периода оплавления на пониженном напряжении и периода оплавления с повышением напряжения перед осадкой при одновременной автоматической корректировке сварочного напряжения по току, заключающийся в приращении напряжения в зависимости от величины приращения сварочноготока, отличающийся тем, что, сцелью повышения производительности сварки, за счет сокращения длительности оплавления, необходимого для получения качественного сварного соединения, величину повышения сварочного напряжения при его автоматической корректировке по току в период оплавления на пониженном напряжении и в период оплавления с повышением напряжения, перед осадкой устанавливают равным от 0,5 до 0,8 от величины напряжения холостого хода.
2. Способ по п. 1, отличающийся тем, что в период оплавления на пониженном напряжении и в период оплавления с повышением напряжения перед осадкой отношения приращения сварочного напряжения к приращению сварочного тока при корректировке устанавливают в 8—10 раз меньше отношения этих величин в период оплавления со снижением напряжения.
Текст
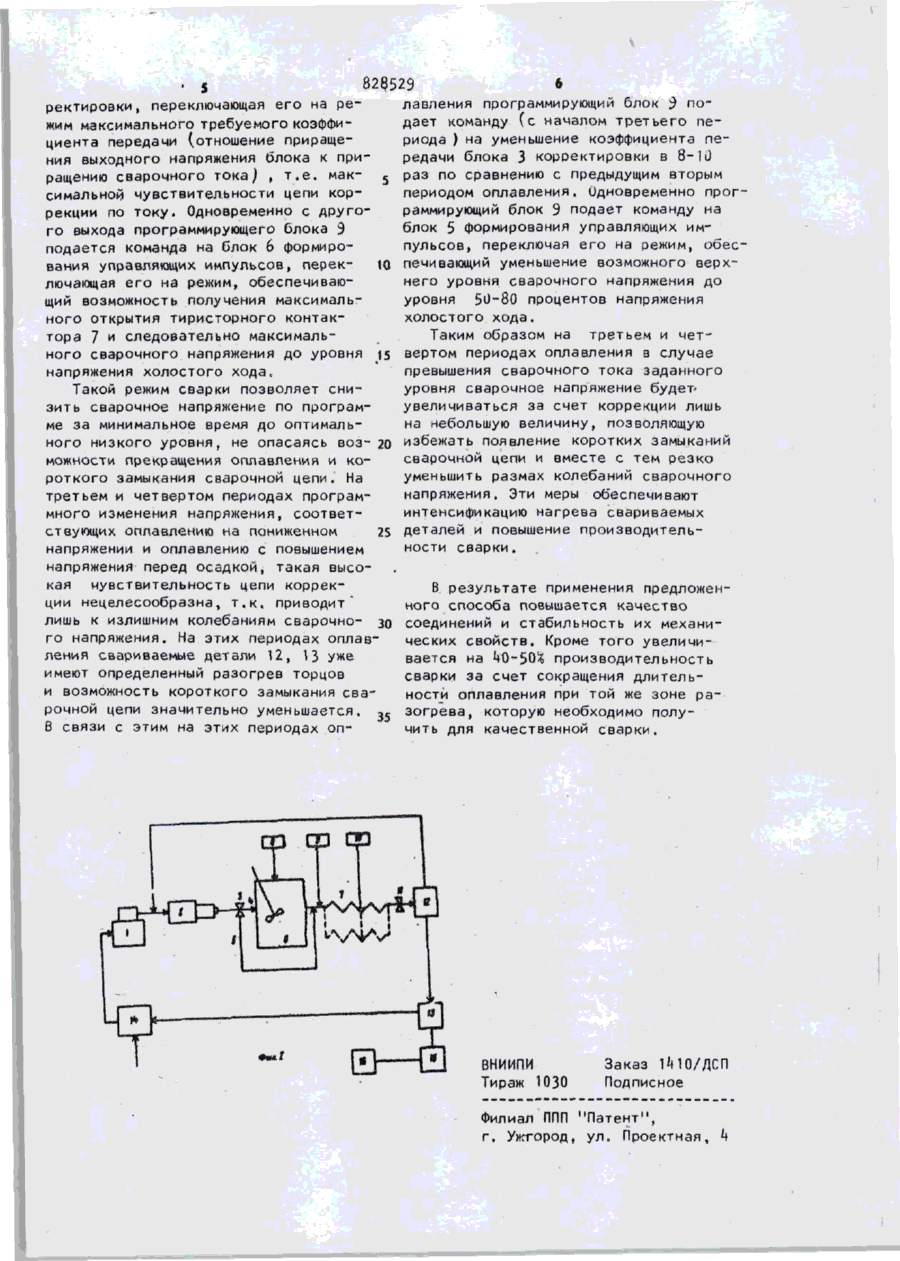
Т Не подлежит опубликованию в открытой печати СОЮЗ СОВЕТСНИХ СОЦИАЛИСТИЧЕСКИХ РЕСПУБЛИК „q,SUfll, 828529 А 3(51)В 2 3 К 1 1 / 0 4 ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССР ПО ДЕЛАМ ИЗОБРЕТЕНИЙ И ОТНРЬГГИИ 2 К АВТОРСКОМУ СВИДЕТЕЛЬСТВУ (21 ) 289^70^/25-27 (22) 26.03.80 (72) С И . Кучук-Яценко, В.Г, Кривенко, А.И. Горишняков, В.Т. Чередничок, В.А. Сахарное, Б,И. Казымов, В.Ф. Загадарчук и Ю.В. Швец (71 ) Ордена Ленина и ордена Трудового Красного Знамени институт электросварки им. Е.О. Патона (53) 6 2 1 . 7 9 1 . 7 6 2 . 5 ( 0 8 8 . 8 ) (56) 1 . Авторское свидетельство СССР № 203Ю9, к л . В 23 К П / 0 4 , 1 8 . 0 8 . 6 2 , 2. Патон Б.Е., Лебедев 8 К. Электрооборудование для контактной сварки. М,, "Машиностроение", 19бЭ» с, 225 ( 5 М ( 5 7 ) 1. СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ОПЛАВЛЕНИЕМ, при котором сварочное напряжение в процессе оплавления изменяют по программе, состоящей из периода оплавления при неизменном напряжении, равном напряжению хо лостого хода, периода оплавления со снижением напряжения, периода о п лавления на пониженном напряжении и периода оплавления с повышением напряжения перед осадкой при одновременной автоматической корректировке сварочного напряжения по т о к у , заключающийся в приращении напряжения в зависимости от величины приращения сварочного т о к а , о т л и ч а ю щ и й с я тем, ч т о , с целью повышения производительности с в а р к и , за счет сокращения длительности оплавления, необходимого для получения качественного сварного соединения, величину повышения сварочного напряжения при его автоматической корректировке по току s период оплавления на пониженном напряжении и в период оплавления с повышением напряжения, перед осадкой устанавливают равным от 0,5 до 0,8 от величины напряжения холостого хода. S (Л с 00 ГС 00 СП КЗ 2. Способ по п.!, о т л и ч а ющ и й с я тем, что в период оплавлеі ния на пониженном напряжении и в период оплавления с повышением напряжения перед осадкой отношения прира 1 Изобретение относится к области . сварки и может быть использовано при контактной стыковой сварке оплавлением изделий большого сечения. Известен способ управления процес- 5 сом контактной стыковой сварки оплавлением» при котором сварочное напряжение в процессе сварки изменяют на программе, предусматривающей снижение напряжения, выдержку на низком ю уровне и повышение напряжения перед осадкой [ I J. Недостатком данного способа управления является то, что жестко заданная программа снижения и,повышения 15 напряжения требует стабильных условий сварки, которые на практике неосуществимы. Вайду этого уровни задания напряжения выбираются не оптимальными, а с определенным запасом, 20 гарантирующим устойчивость оплавления и учитывающим возможные изменения условий сварки. Это, в свою очередь, приводит к снижению интенсивности нагрева свариваемых деталей ^5 и производительности. Известен также способ управления процессом стыковой сварки, при котором программа изменения сварочного напряжения автоматически корректива руется за счет обратной связи по току при возрастании сварочного тока свыше установленной величины. Недостатком данного способа управления является то, что степень корректирования ( уровень повышения напря- 35 . жения, отношение приращения напряжения к приращению тока ) программы изменения сварочного напряжения в функции тока остается неизменной в 40 течение всего времени сварки, хотя программа изменения напряжения имеет несколько отличных друг от друга периодов. Это приводит к снижению интенсивности нагрева свариваемых деталей щения сварочного напряжения к приращению сварочного тока при корректировке устанавливают в 8-Ю раз меньше отношения этих величин в период оплавления со снижением напряжения . и производительности. Данный способ управления выбран в качестве прототипа f2 ]. Целью изобретения является повышение производительности сварки за счет сокращения длительности оплавления, необходимого для получения качественного сварного соединения. Поставленная цель достигается тем, что величина повышения сварочного напряжения при его корректировке по току в период оплавления на пониженном напряжении и в период повышения • напряжения перед осадкой устанавливают в равном от 0,Ь до 0,8 от величины напряжения холостого хода. Тем, что в период оплавления на пониженном напряжении и в период оплавления с повышением напряжения перед осадкой отношение приращения к приращению сварочного тока при корректировке устанавливают в 8-10 раз меньше отношения этих величин в период оплавления со снижением напряжения. На фиг.1 приведена диаграмма изменения напряжения при сварке по данному способу; на фиг.2 приведена блок-схема, реализующая данный способ. Данный способ управления может } быть реализован следующим образом/ При сварке труб диаметром 1^20 мм с толщиной стенки 17»5 мм программа изменения сварочного напряжения (фиг.1 ) включает в себя первый пе~ . риод неизменного высокого уровня (период I) , напряжения равного практически напряжению холостого хода "/-8 В, который длится порядка 30-^0 секунд. Затем следует второй период программного снижения сварочного напряжения в течение 20-30 секунд до уровня 30-40% напряжения холостого хода (период II), За этим периодом идет третий период, 828529 в течение которого напряжение остается на данном низком уровне равном 1)ц (период I! ), Этот период сосI тавляет tQQ-120 с,и, затем следует четвертый период программного повышения сварочного напряжения от низкого уровня до уровня 80% холостого хода (Jn (период IV/. Этот период занимает 10-15 с. Сварочное напряжение изменяется по заданной прог,0 рамме с помощью стандартного тиристорного контактора за счет изменения угла поджигания тиристоров. В первичную цепь сварочного трансформатора 1 (фиг.2) включен транс15 форматор 2 тока, выход которого подключен ко входу блока 3 корректировки напряжения в функции тока. Выход блока 3 корректировки через коммутирующее устройство k связан с , 20 первым входом блока 5 сравнения, выход которого связан через блок Ь формирования управляющих импульсов с тиристорным контактором 7. Имеется также блок 8 программного изме25 нения сварочного напряжения. Один из которого подключен ко второму входу блока 5 сравнения, а другой выход подключен ко входу управления коммутирующего устройства. Кроме того, в устройстве введен дополнитель- 30 ный программирующий блок 9. Один выход которого соединен со вторым входом блока 3 корректировки, а другой выход связан со вторым входом блока 6 формирования управляющих импульсов. Вторичная обмотка сварочного трансформатора 1 соединена через токоподводы 10 и 11 со свариваемыми деталями Ї2 и 13. Схема работает следующим образом. 40 В момент начала сварки от блока 8 программного изменения напряжения подается команда через блок 5 сравнения и блок 6 формирования управляю45 щих импульсов на включение контактора 7. В результате к свариваемым деталям 12 и 13 через токоподводы 10 и 11 подводится сварочное напряжение от трансформатора 1. Одновременно де-50 тали 13 сообщают поступательное движение со скоростью U C 5 A от стандартного привода (не показан ). С момента начала оплавления торцов деталей 12,13 в сварочной цепи начинает 55 протекать ток и на выходе трансформатора 2 тока появляется напряжение, пропорциональное этому току. При « оплавлении деталей 12,13 ^з высоком напряжении (период I на фиг И ) коммутирующее устройство h разъединяет выход блока 3 корректировки и вход первый блока Ь сравнения, и таким образом сигнал коррекции не поступает на вход блока 5 сравнения. В заданный момент времени с блока 8 программного изменения напряжения і , подается команда через блок 5 сравнения на блок b формирования управляющих импульсов на изменение по заданной программе фазы управляющих импульг сов, поступающих на тиристорный контактор 7- Это приводит к программному снижению сварочного напряжения период I (фиг.П. Одновременно с блоI ка 8 подается команда на замыкание коммутирующего устройства kt которое при этом подключает выход блока 3 корректировки к первому входу блока 5 сравнения. Блок 3 корректировки представляет собой известную схему и выполнен таким образом, что поступающее на его вход напряжение, пропорциональное сварочному току, сравниваются с опорным напряжением, на выходе блока 3 сигнал появится только в случае, если напряжение , пропорциональное сварочному току, будет больше опорного напряжения„ Напряжение на выходе блока 3 пр.едставляет собой разность двух указанных напряжений. Таким образом, если в процессе оплавления деталей 12,13, начиная со второго периода по фиг.1, сварочный ток превысит заданный уровень {например, плотность тока 2 А/мм ) на первом входе блока Ь сравнения появится сигнал, который будет вычитаться из сигнала, поступающего на второй вход блока 5 сравнения от блока 8. В результате уменьшится сигнал на выходе блока 5 сравнения, что приведет к сдвигу фазы управляющих импульсов, вырабатываемых блоком 6, таким образом,чтобы повысить сварочное напряжение. Это приведет к более интенсивному оплавлению и уменьшению сварочного тока» Таким образом осуществляетси коррекция напряжения по току, которую осуществляют и на последующих периодах оплавления (фигЛ|. С начала второго периода оплавления, соответствующем программному снижению напряжения, с первого выхода дополнительного программирующего блока 9 подается команда на блок 3 кор 82^529 6 лавления программирующий блок 9 поректировки, переключающая его на редает команду (с началом третьего пежим максимального требуемого коэффириода ) на уменьшение коэффициента пециента передачи (отношение приращередачи блока 3 корректировки в 8-10 ния выходного напряжения блока к прираз по сравнению с предыдущим вторым ращению сварочного тока] » т.е. макпериодом оплавления, Одновременно прогсимальной чувствительности цепи корраммирующий блок 9 подает команду на рекции по току. Одновременно с другоблок 5 формирования управляющих имго выхода программирующего блока Э пульсов, переключая его на режим, обесподается команда на блок 6 формирования управляющих импульсов, перекt печивающий уменьшение возможного верхo него уровня сварочного напряжения до лючающая его на режим, обеспечиваюуровня 50-80 процентов напряжения щий возможность получения максимальхолостого хода. ного открытия тиристорного контакТаким образом на третьем и четтора 7 и следовательно максимального сварочного напряжения до уровня 15 вертом периодах оплавления в случае превышения сварочного тока заданного напряжения холостого хода. уровня сварочное напряжение будетТакой режим сварки позволяет сниувеличиваться за счет коррекции лишь зить сварочное напряжение по програмна небольшую величину, позволяющую ме за минимальное время до оптимальизбежать появление коротких замыканий ного низкого уровня, не опасаясь воз- 20 сварочной цепи и вместе с тем резко можности прекращения оплавления и коуменьшить размах колебаний сварочного роткого замыкания сварочной цепи. На напряжения. Эти меры обеспечивают третьем и четвертом периодах програминтенсификацию нагрева свариваемых много изменения напряжения, соответствующих оплавлению ha пониженном 25 деталей и повышение производительности сварки. напряжении и оплавлению с повышением напряжения перед осадкой, такая высокая чувствительность цепи коррекВ результате применения предложенции нецелесообразна, т.к. приводит ного способа повышается качество лишь к излишним колебаниям сварочно- зо соединений и стабильность их механиго напряжения. На этих периодах оплавческих свойств. Кроме того увеличиления свариваемые детали 12, 13 уже вается на ^0-50% производительность имеют определенный разогрев торцов сварки за счет сокращения длительи возможность короткого замыкания сваности оплавления при той же зоне рарочной цепи значительно уменьшается. зогрева, которую необходимо полу35 В связи с этим на этих периодах опчить для качественной сварки. ВНИИПИ Тираж 1030 Заказ НПО/ДСП Подписное Филиал ППП "Патент", г. Ужгород, ул„ Проектная,
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of control of the process of contact flash butt welding
Автори англійськоюKuchuk-Yatsenko Serhii Ivanovych, Kryvenko Valerii Heorhiiovych, Horyshniakov Oleksii Ivanovych, Cherednichok Vitalii Tymofiiovych, Sakharnov Vasyl Oleksiiovych, Kazymov Borys Ivanovych, Zahadarchuk Vasyl Feodosiiovych, Shvets Yurii Vasyliovych
Назва патенту російськоюСпособ управления процессом контактной стыковой сварки оплавлением
Автори російськоюКучук-Яценко Сергей Иванович, Кривенко Валерий Георгиевич, Горишняков Алексей Иванович, Чередничок Виталий Тимофеевич, Сахарнов Василий Алексеевич, Казимов Борис Иванович, Загадарчук Василий Феодосиевич, Швец Юрий Васильевич
МПК / Мітки
МПК: B23K 11/04
Мітки: спосіб, процесом, зварювання, стикового, плавленням, управління, контактного
Код посилання
<a href="https://ua.patents.su/4-733-sposib-upravlinnya-procesom-kontaktnogo-stikovogo-zvaryuvannya-plavlennyam.html" target="_blank" rel="follow" title="База патентів України">Спосіб управління процесом контактного стикового зварювання плавленням</a>
Спосіб управління процесом контактного стикового зварювання оплавленням

Номер патенту: 397
Опубліковано: 30.04.1993
Автори: Богорський Михайло Володимирович, Кучук-Яценко Сергій Іванович, Кривенко Валерій Георгійович
МПК: B23K 11/04
Мітки: управління, стикового, контактного, процесом, зварювання, оплавленням, спосіб
Формула / Реферат:
Формула изобретенияСпособ управления процессом контактной стыковой сварки оплавлением, при котором сигналом на выдачу команды управления служит скорость оплавления, отличающийся тем, что, с целью повышения стабильности нагрева свариваемых деталей, качества сварных соединений и производительности процесса сварки, при достижении скорости оплавления определенного, наперед заданного значения изменяют сварочное напряжение.
Пристрій для управління процесом контактного стикового зварювання оплавленням
Номер патенту: 490
Опубліковано: 30.04.1993
Автори: Добровольський Станіслав Дмитрович, Семенов Леонід Олександрович, Кучук-Яценко Сергій Іванович, Кривенко Валерій Георгійович, Горишняков Олексій Іванович
МПК: B23K 11/04, B23K 11/25
Мітки: оплавленням, зварювання, стикового, процесом, пристрій, контактного, управління
Формула / Реферат:
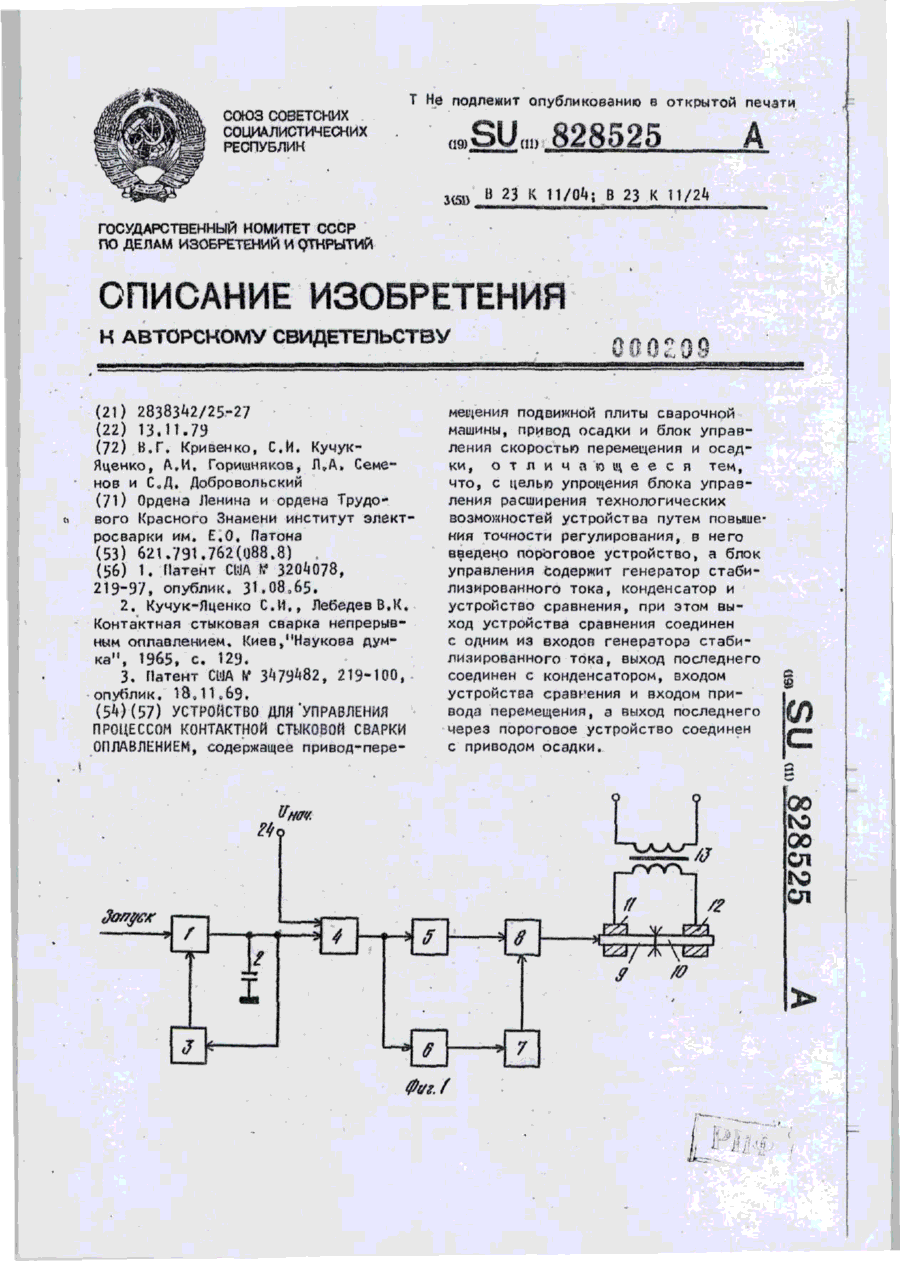
Устройство для управления процессом контактной стыковой сварки оплавлением, содержащее привод перемещения подвижной плиты сварочной машины, привод осадки и блок управления скоростью перемещения и осадки, отличающееся тем, что с целью упрощения блока управления расширения технологических возможностей устройства путем повышения точности регулирования, в него введено пороговое устройство, а блок управления содержит генератор стабилизированного...
Пристрій управління машиною для контактного стикового зварювання оплавленням

Номер патенту: 314
Опубліковано: 30.04.1993
Автори: Горишняков Олексій Іванович, Кривенко Валерій Георгійович, Кучук-Яценко Сергій Іванович, Богорський Михайло Володимирович, Лазебний Іван Леонтійович
МПК: B23K 11/04
Мітки: управління, контактного, стикового, машиною, пристрій, зварювання, оплавленням
Формула / Реферат:
(57) Устройство управления машиной для контактной стыковой сварки оплавлением, содержащее сварочный трансформатор, в его первичную обмотку включен датчик сварочного тока, соединенный с электрогидравлическим приводом перемещения плиты машины через блок управления приводом, отличающееся тем, что, с целью повышения производительности процесса сварки за счет сокращения времени на его протекание и повышения качества сварного соединения за счет...
Пристрій автоматичного програмного управління процесом контактного стикового зварювання оплавленням
Номер патенту: 402
Опубліковано: 30.04.1993
Автори: Кривенко Валерій Георгійович, Боровой Валентин Михайлович, Богорський Михайло Володимирович, Толдін Анатолій Андрійович, Кучук-Яценко Сергій Іванович
МПК: B23K 11/04
Мітки: стикового, пристрій, управління, контактного, процесом, автоматичного, програмного, зварювання, оплавленням
Формула / Реферат:
Формула изобретенияУстройство для автоматического программного управления процессом контактной стыковой сварки оплавлением, содержащее подвижную и неподвижную станины машины, соединительный узел привода перемещения подвижной станины машины и привод ее осадки датчик перемещения подвижной станины машины, сварочный трансформатор, устройство программного управления и последовательно соединенные датчик электрической мощности, включенный в...
Спосіб контактного стикового зварювання оплавленням

Номер патенту: 365
Опубліковано: 30.04.1993
Автори: Богорський Михайло Володимирович, Тільга Степан Сергійович, Ротару Іон Теодорович, Мальцев Віктор Миколайович, Бондарук Андрій Всеволодович, Грабчев Борис Леонідович, Кучук-Яценко Сергій Іванович, Череднічок Віталій Тимофійович, Бєляєв Данило Іванович
МПК: B23K 11/04
Мітки: контактного, спосіб, зварювання, оплавленням, стикового
Формула / Реферат:
1. Способ контактной стыковой сварки оплавлением, при котором при оплавлении задают скорость подачи подвижной плиты в зависимости и от величины сигнала, пропорционального сварочному току, осуществляют останов подвижной плиты при сварочном токе, соответствующем экстремуму электрической мощности, выделяющейся в стыке, а затем скорость подачи восстанавливают отличающийся тем, что с целью повышения производительности путем интенсификации нагрева...
Попередній патент: Ерліфт
Наступний патент: Спосiб профiлактики шлунково-кишкових захворювань молодняка сiльськогосподарських тварин
Випадковий патент: Теплогенератор