Спосіб отримання відливків напівспокійної сталі

Формула / Реферат
Способ получения слитков полуспокойной стали, включающий выплавку расплава в сталеплавильном агрегате, раскисление и разливку его в изложницы, отличающийся тем, что раскисление расплава ведут до состояния, близкого к спокойной стали, затем спустя 20 - 40мин после разливки в верхней части кристаллизующегося слитка образуют отверстия через газовую трубку в жидкую фазу вдувают кислород в течение 3 - 10с в количестве 0,01 - 0,02м3/т стали.
Текст
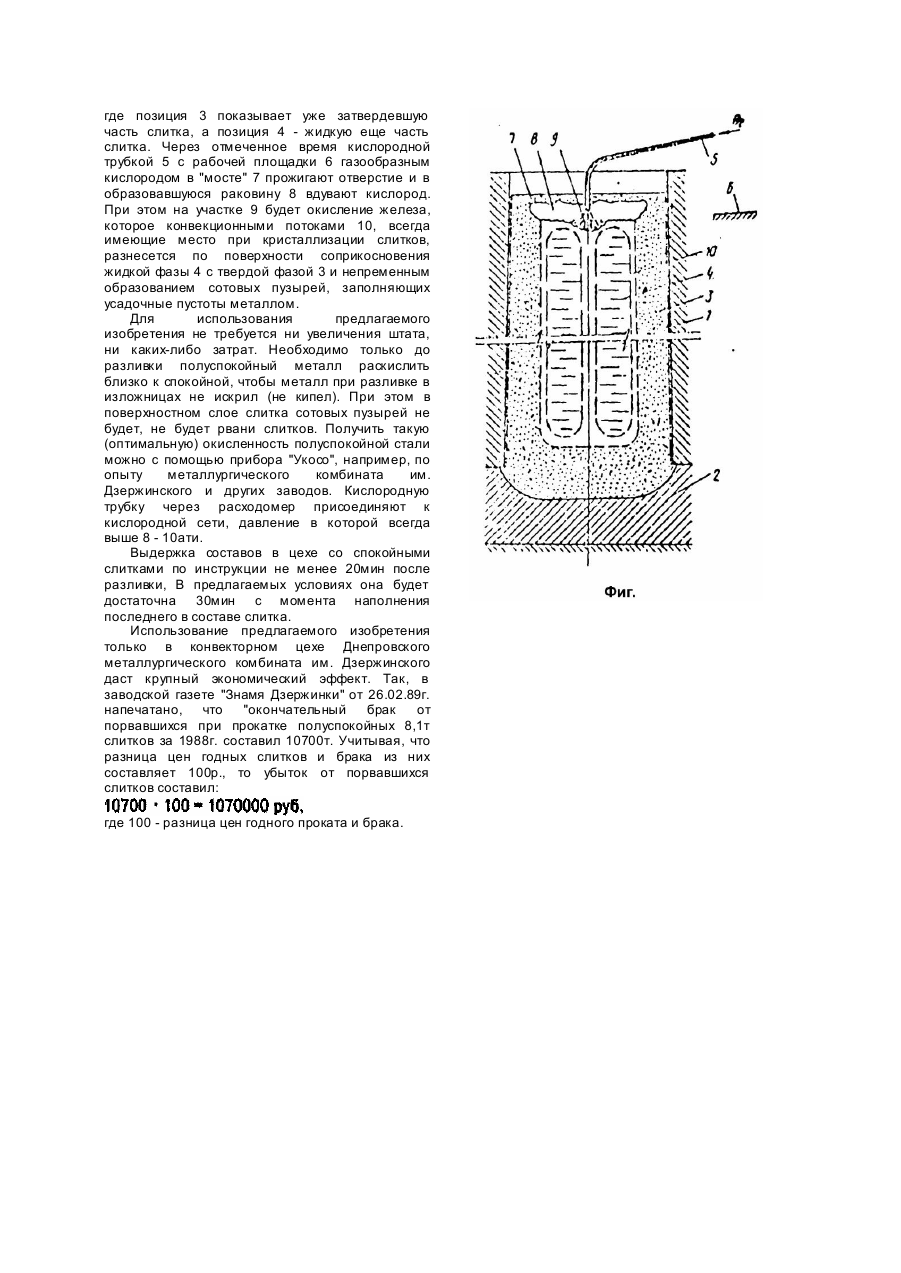
Изобретение относится к металлургии, в частности к выплавке и разливке полуспокойной стали. Полуспокойная сталь по раскисленности занимает промежуточное значение между кипящей и спокойной сталью. От кипящей она отличается лучшими физико-техническими свойствами, большей устойчивостью против старения и может заменять более дорогой спокойный металл. Однако при существующей технологии ее выплавки и разливки качество слитков полуспокойной стали изменяется от плохого кипящего до спокойного в зависимости от трудно управляемой степенью ее раскисленности. Установлено также, что чем больше степень раскисленности, тем выше уровень и однородность физико-механических свойств по длине раската слитков и тем ближе она по свойствам к спокойной стали. Однако при прокатке слитков из перекисленной полуслокойной стали имеет место повышенная головная обрезь (в среднем 7,5%), которая в отдельных случаях превышает обрезь спокойных слитков, это связано с образованием сосредоточенной и не всегда изолированной усадочной раковины, стенки которой окисляются во время нагрева слитков в нагревательных колодцах и не свариваются при прокатке даже при самых высоких давлениях. При недораскисленной же полуспокойной стали "Мост" над усадочной раковиной получается более плотный и расслой отсутствует. Зато получается рвань слитков из-за близкого залегания к их поверхности сотовых пузырей. В практике для попадания в оптимальные пределы окисленности полуспокойной стали вынуждены использовать такой способ: до разливки полуспокойный металл недораскисляют, а при разливке его дораскисляют в изложнице по времени искрения слитков после разливки, которое рекомендуется в пределах 10 - 40 минут от момента наполнения слитка. Однако при этой технологии, используемой на Днепровском металлургическом комбинате и на многих других заводах, сталь дополнительно загрязняется неметаллическими включениями и имеет место массовая рвань слитков (каждый четвертый 8,1т слиток рвется в прокатке) и массовый расслой слитков. Поскольку в просмотренной технической литературе по выплавке и разливке полуспокойной стали за последние 40 лет никаких существенных усовершенствований не обнаружили, то за прототип предлагаемого изобретения принята технология, используемая на Днепровском металлургическом комбинате. Целью изобретения является повышение физико-механических свойств полуспокойной стали и предохранение слитков от рвани и расслоя. Эта цель достигается использованием следующих дополнительных к прототипу операций. Установлено, что чем выше степень окисленности полуспокойной стали, тем выше ее уровень и однородность физико-механических свойств. Установлено также, что рвань полуспокойных слитков, образующаяся из близкого залегания к их поверхности сотовых пузырей, полностью устраняется при приближении ее окисленное™ к спокойной стали. Определим, насколько содержание кислорода в полуспокойной стали необходимо убивать для устранения рвани слитков. Известно, что содержание кислорода в спокойной стали (при содержании углерода в пределах 0,13 - 0,20%) составляет 0,005%. Допустим, что содержание кислорода в полуспокойной стали равно 0,015%. Тогда для устранения рвани полуспокойных слитков необходимо уменьшить в ней содержание кислорода на 0,015 - 0,005 = 0,010%. Полуспокойную сталь по прототипу обычно раскисляют ферромарганец с содержанием кремния не более 1%. Однако используется и ферромарганец с содержанием кремния до 2%. Так вот, для дораскисления полуспокойной стали до спокойной достаточно два килограмма на тонну стали: ферромарганец с одним процентом кремния заменить на ферромарганец с 2% кремния (более дешевым). Для предохранения полуспокойных слитков от расслоя, т.е. для устранения в головной их части сосредоточенной усадочной раковины, через 20 40мин от момента наполнения слитка, в образовавшемся над усадочной раковиной "мосте", кислородной трубкой прожигают отверстие и в оставшуюся в сли тке жидкую фазу стали той же кислородной трубкой вдувают газообразный кислород, образующий в жидкой фазе сотовые пузыри, заполняющие сосредоточенную усадочную раковину жидким металлом. Определим, какой объем кислорода необходимо ввести в оставшуюся жидкую фазу. Допустим, что к моменту ввода кислорода в слитке осталось 4 тонны с содержанием кислорода 0,005%. В кипящей стали перед выпуском из агрегата (по действующей инструкции Днепровского металлургического комбината) содержание кислорода в кипящем металле - ст.3кп - должно быть 0,010 - 0,012%. Учитывая еще ликвационные явления, принимаем содержание кислорода в оставшейся в слитке жидкой фазе равным 0,010%. Допустим, что содержание кислорода в ней для возобновления кипа достаточно увеличить на: 0,010 - 0,005 = 0,005%. Тогда необходимо ввести кислорода в оставшуюся жидкую фазу: где 1,3 - вес 1м 3 кислорода. Допустим, что диаметр выходного сечения кислородной трубки равен 1,5см. Тогда площадь его равна Допустим далее, что время ввода кислорода в жидкую фазу равно 5сек, тогда скорость ввода кислорода равна: или 17,8м/сек, где 1000000 - перевод м 3 в см 3. На чертеже (фиг.) представлен предлагаемый способ. В изложнице 1, установленной на поддон 2, где позиция 3 показывает уже затвердевшую часть слитка, а позиция 4 - жидкую еще часть слитка. Через отмеченное время кислородной трубкой 5 с рабочей площадки 6 газообразным кислородом в "мосте" 7 прожигают отверстие и в образовавшуюся раковину 8 вдувают кислород. При этом на участке 9 будет окисление железа, которое конвекционными потоками 10, всегда имеющие место при кристаллизации слитков, разнесется по поверхности соприкосновения жидкой фазы 4 с твердой фазой 3 и непременным образованием сотовых пузырей, заполняющих усадочные пустоты металлом. Для использования предлагаемого изобретения не требуется ни увеличения штата, ни каких-либо затрат. Необходимо только до разливки полуспокойный металл раскислить близко к спокойной, чтобы металл при разливке в изложницах не искрил (не кипел). При этом в поверхностном слое слитка сотовых пузырей не будет, не будет рвани слитков. Получить такую (оптимальную) окисленность полуспокойной стали можно с помощью прибора "Укосо", например, по опыту металлургического комбината им. Дзержинского и других заводов. Кислородную трубку через расходомер присоединяют к кислородной сети, давление в которой всегда выше 8 - 10ати. Выдержка составов в цехе со спокойными слитками по инструкции не менее 20мин после разливки, В предлагаемых условиях она будет достаточна 30мин с момента наполнения последнего в составе слитка. Использование предлагаемого изобретения только в конвекторном цехе Днепровского металлургического комбината им. Дзержинского даст крупный экономический эффект. Так, в заводской газете "Знамя Дзержинки" от 26.02.89г. напечатано, что "окончательный брак от порвавшихся при прокатке полуспокойных 8,1т слитков за 1988г. составил 10700т. Учитывая, что разница цен годных слитков и брака из них составляет 100р., то убыток от порвавшихся слитков составил: где 100 - разница цен годного проката и брака.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of obtaining the ingots of semikilled steel
Автори англійськоюKorzhavin Andrii Sydorovych
Назва патенту російськоюСпособ получения слитков полуспокойной стали
Автори російськоюКоржавин Андрей Сидорович
МПК / Мітки
МПК: B22D 7/00
Мітки: відливків, отримання, сталі, спосіб, напівспокійної
Код посилання
<a href="https://ua.patents.su/2-18628-sposib-otrimannya-vidlivkiv-napivspokijjno-stali.html" target="_blank" rel="follow" title="База патентів України">Спосіб отримання відливків напівспокійної сталі</a>
Спосіб виробництва напівспокійної сталі
Номер патенту: 19623
Опубліковано: 25.12.1997
Автори: Аксененко Валерій Олексійович, Калабухов Віктор Іванович, Харченко Сергій Володимирович, Горлов Генадій Васильович, Ботвинський Віктор Якович, Андріїв Борис Констянтинович, Митько Володимир Олексійович, Ісаєв Евген Ілліч
МПК: C21C 5/04, C21C 7/072
Мітки: спосіб, сталі, виробництва, напівспокійної
Формула / Реферат:
Способ производства полуспокойной стали, включающий выпуск металла в ковш, присадку марганца и кремнийсодержащего ферросплава, отсечку печного шлака, замер окисленности металла, обработку его кислородом и разливку в изложницы, отличающийся тем, что обработку металла кислородом осуществляют продувкой его в ковше, погружаемой ρ него фурмой перед разливкой в изложницы.
Спосіб розкислювання напівспокійної сталі
Номер патенту: 820
Опубліковано: 01.01.1993
Автори: Авер'янов Олексій Венедиктович, Лєбєдєв Євген Миколайович, Дюдкін Дмитро Олександрович, Оробцев Юрій Вікторович, Куліш Генадій Іванович, Димченко Євген Миколайович, Єрмоленко Ганна Володимирівна, Камчатний Генадій Антонович, Літвінов Леонід Федорович, Деканенко Микола Миколайович
МПК: C21C 7/06
Мітки: розкислювання, сталі, спосіб, напівспокійної
Формула / Реферат:
1. Способ раскисления полуспокойной стали, включающий выпуск металла из сталеплавильного агрегата в ковш, присадку силикомарганца под струю металла, отличающийся тем, что при содержании в металле 0,07% углерода одновременно с силикомарганцем вводят нейтрализующую добавку окислителя в количестве 0,02-0,04% от массы металла, а при содержании углерода свыше 0,07% массу добавки увеличивают на 0,01 % от массы металла на каждые 0,01 %...
Спосіб розливу сталі

Номер патенту: 130
Опубліковано: 30.04.1993
Автори: Воронов Юрій Федосович, Сарамутін Валерій Іванович, Явойський Володимир Іванович, Ігнатьєв Вадим Петрович, Грєбєнюков Анатолій Васильович, Фролов Володимир Миколайович, Трілевська Людмила Микитівна
МПК: B22D 7/00
Формула / Реферат:
Формула изобретенияСпособ разливки стали, включающий заполнение изложницы металлом сверху и регулирование скорости разливки с учетом содержания кремния в стали, отличающийся тем, что, с целью обеспечения высокого качества слитка за счет повышения скорости разливки полуспокойной стали до максимально допустимой для данного химического состава стали, скорость разливки регулируют в зависимости от величины произведения – процентное...
Спосіб виробництва напівспокійної сталі
Номер патенту: 6796
Опубліковано: 29.12.1994
Автори: Поляков Валерій Олександрович, Омесь Микола Михайлович, Нечепоренко Володимир Андрійович, Кекух Анатолій Володимирович, Макаров Григорій Арестович, Кузьмичов Михайло Васильович, Вихлевщук Валерій Антонович, Любимов Іван Михайлович, Тільга Степан Сергійович
Мітки: сталі, виробництва, напівспокійної, спосіб
Формула / Реферат:
Способ производства полуспокойной стали, включающий ее выплавку, раскисление ферромарганцем и микролегирование полупродукта путем ввода ферросплавов в ковш во время его заполнения жидким металлом, отличающийся тем, что присадку ферромарганца и микролегирующих ферросплавов осуществляют совместно в зону входа струи из агрегата в ковшевую ванну при заполнении ковша металлом от 1/5 до 2/5 его высоты порциями по 20-50% от общей массы...
Спосіб обробки напівспокійної сталі при розливці
Номер патенту: 929
Опубліковано: 15.12.1993
Автори: Нефьодов Анатолій Олександрович, Дворяднін Борис Олександрович, Фролов Володимир Миколайович, Скороход Микола Михайлович
МПК: B22D 7/00
Мітки: сталі, розливці, напівспокійної, спосіб, обробки
Формула / Реферат:
Формула изобретенияСпособ обработки полуспокойной стали при разливке, включающий обработку ее в процессе наполнения изложницы материалами, содержащими галогены металлов, отличающийся тем, что, с целью улучшения структуры стали, в качестве материалов, содержащих галогены металлов, используют магниевый шлам в количестве 0,0005 - 0,0025% от массы обрабатываемой стали, причем обработке начинают после наполнения 1/3 изложницы по высоте и...
Попередній патент: Кормова добавка для корів
Наступний патент: Затвор гідромашини
Випадковий патент: Спосіб раціональної вітамінотерапії при неврологічних проявах остеохондрозу поперекового відділу хребта