Спосіб виготовлення гофрованого картону з гофром е
Номер патенту: 51406
Опубліковано: 15.11.2002
Автори: Мінін Геннадій Михайлович, Железняк Лілія Миколаївна, Мудра Інна Віталіївна, Задірака Максим Анатолійович
Формула / Реферат
Спосіб виготовлення гофрованого картону з гофром Е шляхом склеювання крохмальним клеєм гофрованого паперу і двох плоских полотен картону - верхнього і нижнього, кожне з яких виготовляють тришаровим, при цьому в поверхневий шар вводять розмелені і проклеєні волокна целюлози сульфатної з хвойних порід деревини, у середній шар вводять розмелені волокна макулатури, а в нижній шар вводять розмелені і проклеєні волокна макулатури, який відрізняється тим, що в поверхневий шар вводять волокна целюлози сульфатної з хвойних порід деревини, розмелені до ступеня млива 43-50 °ШР, у середній шар вводять волокна макулатури, розмелені до ступеня млива 43-50 °ШР, у нижній шар вводять волокна макулатури, що розмелені до ступеня млива 43-50 °ШР та мають масовий показник середньої довжини волокна не менше 60 дг, а крохмальний клей використовують з концентрацією сухих речовин 250-260 г/л і умовною в'язкістю 28-30 с при приклеюванні верхнього полотна і 40-44 с при приклеюванні нижнього полотна.
Текст
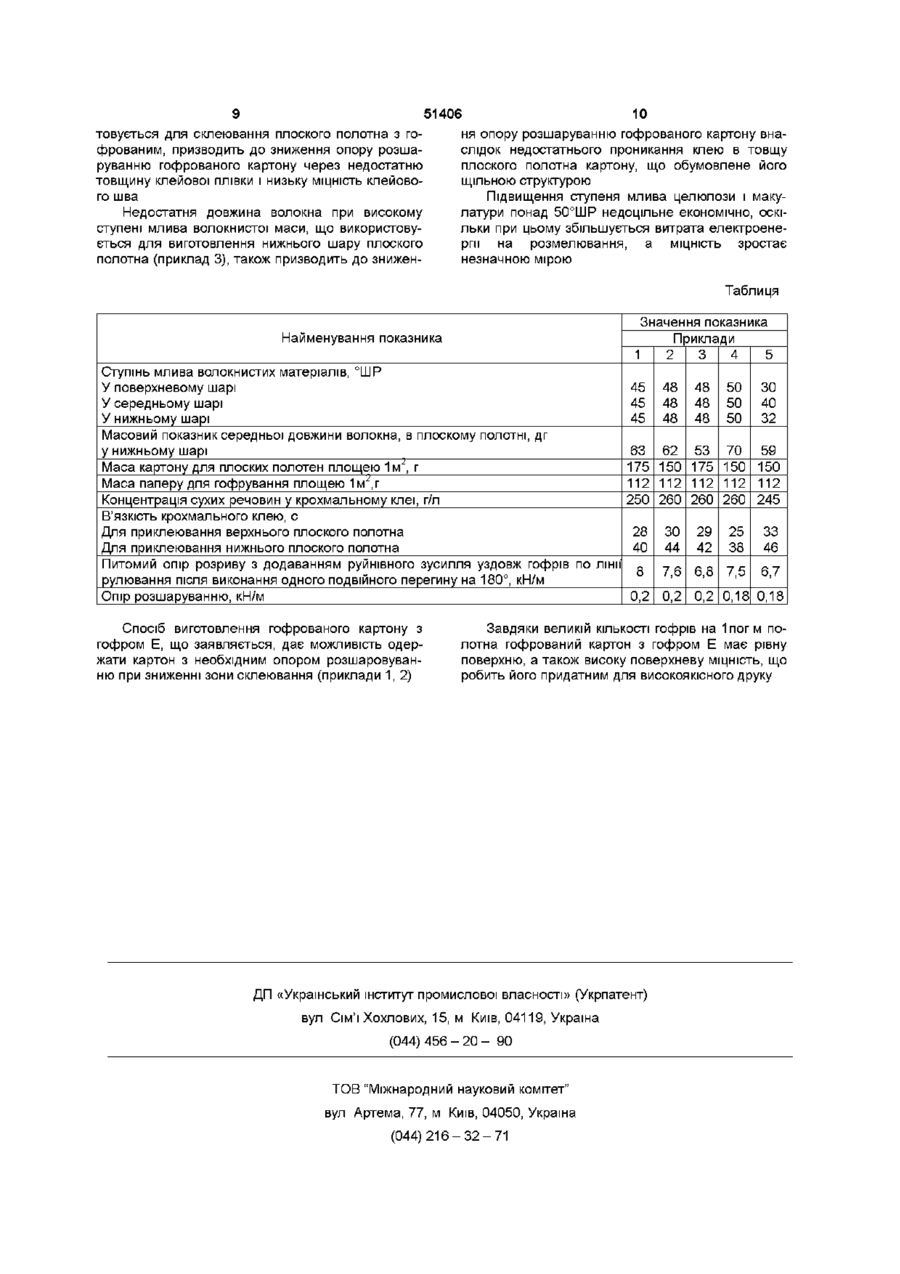
Спосіб виготовлення гофрованого картону з гофром Е шляхом склеювання крохмальним клеєм гофрованого паперу і двох плоских полотен картону - верхнього і нижнього, кожне з яких виготовляють тришаровим, при цьому в поверхневий шар вводять розмелені і проклеєні волокна целюлози Винахід відноситься до галузі целюлознопаперового виробництва, зокрема, виробництва гофрованого картону, призначеного для виготовлення тари (ящиків) та допоміжних пакувальних засобів Гофрований картон являє собою багатошаровий матеріал, одержуваний шляхом склеювання вихідних компонентів, що чергуються плоских полотен картону і гофрованих полотен паперу Гофрований картон характеризується числом шарів двошаровий має одне плоске й одне гофроване полотно, тришаровий - два плоских і одне гофроване і т д Гофрований картон належить до анізотропних матеріалів, що мають неоднакові властивості різними напрямками аркуша Гофроване полотно (полотна) картону при докладанні зусиль перпендикулярно гофру працює як амортизувальний матеріал, при докладанні зусиль уздовж напрямку гофрів - як жорсткий матеріал Плоскі (ЗОВНІШНІ І внутрішні) шари фіксують положення гофрів гофрованого шару, працюють на стискання, розрив й опір продавлюванню Разом з гофрованим полотном (полотнами) вони забезпечують високий показник опору торцевому стисканню гофрованого картону Для гофрованого полотна застосовують сла сульфатної з хвойних порід деревини, у середній шар вводять розмелені волокна макулатури, а в нижній шар вводять розмелені і проклеєні волокна макулатури, який відрізняється тим, що в поверхневий шар вводять волокна целюлози сульфатної з хвойних порід деревини, розмелені до ступеня млива 43 - 50°ШР, у середній шар вводять волокна макулатури, розмелені до ступеня млива 43 - 50°ШР, у нижній шар вводять волокна макулатури, що розмелені до ступеня млива 43 - 50°ШР та мають масовий показник середньої довжини волокна не менше бОдг, а крохмальний клей використовують з концентрацією сухих речовин 250 260г/л і умовною в'язкістю 28 - 30с при приклеюванні верхнього полотна і 40 - 44с при приклеюванні нижнього полотна боклеєний папір, що відрізняється високою жорсткістю Для досягнення необхідних споживчих властивостей у СВІТОВІЙ практиці папір для гофрування звичайно виготовляють з нейтрально-сульфітної напівцелюлози з листяних порід деревини і макулатури тих марок, що передбачають переважно ящики з гофрованого картону, що були у вжитку, і обрізки такого картону На цей час папір для гофрування виготовляють переважно з композиції, що містить 65% напівцелюлози і 35% макулатурної маси з гофрованої тари Відомо також застосування для виготовлення паперу для гофрування небіленої целюлози, деревної маси, ВІДХОДІВ сортування Більшою мірою, ніж гофрований папір, на якість і ЗОВНІШНІЙ вигляд гофрованого картону впливає картон, що застосовують для виготовлення плоских полотен гофрованого картону Для його виготовлення використовують переважно сульфатну целюлозу високого виходу До композиції картону вводять також небілену сульфатну целюлозу, макулатуру, хімічну деревну масу Для проклеювання картону для плоских полотен гофрованого картону застосовують як масне, так і поверхневе проклеювання, що поліпшує не тільки жорсткість, але і МІЦНІСТЬ картону Гофрований картон виготовляють на гофроаг (О о ю 51406 регаті Полотно паперу для гофрування подають Відомий картон гофрований тришаровий, що до рифлених валів гофрувальної машини, що наскладається з двох плоских і одного гофрованого гріваються парою Після проходження через зазор полотен (шарів) (ГОСТ 7376-89 Картон гофрироміж ними, полотно паперу стає гофрованим (хвиванный Общие технические условия Тип Т) леподібним) На вершини гофрів наносять клей Для виготовлення відомого гофрованого карДо цього місця з розмотувального стенда направтону застосовують картон за ГОСТ 7420 - для плоляють плоске полотно картону (верхнє) З'єднані ских полотен (шарів), папір для гофрування за плоске і гофроване полотна утворюють двошароГОСТ 7377 - для гофрованих полотен (шарів) вий гофрований картон Двошаровий гофрований Відомо, ЩО картон для плоских шарів гофрокартон подають до машини для нанесення клею, ваного картону виготовляють, у свою чергу, також де на вершини гофрів вільного боку гофрованого тришаровим, що складається з поверхневого, сешару наносять клей З'єднують двошаровий карреднього і нижнього шарів з використанням у потон із другим плоским полотном (нижнім) І одерверхневому шарі целюлози небіленої сульфатної з жують тришаровий гофрований картон хвойних порід деревини, а в середньому і нижньому шарах - макулатури (Экспресс-информация Визначальними показниками, що характери"Целлюлоза, бумага, картон" М , ВНИПИЭИлесзують види гофрів, є висота гофра h та його крок пром, 1984, вып 11, С 14-20) (відстань) Уживані на цей час у СВІТОВІЙ практиці гофри (хвилі) мають позначення літерами А,В,С та До поверхневого шару картону для плоских Е, при цьому гофр А - велика хвиля, гофр Ешарів гофрованого картону вводять целюлозу сумікрохвиля Гофрований картон з гофром Е знахольфатну небілену з хвойних порід деревини зі студить усе більше застосування для виготовлення пенем млива ЗО°ШР (градусів Шопера-Ріглера) різноманітної споживчої тари замість коробкового Такий ступінь млива дозволяє одержати картон картону Виготовлення цього виду гофрованого для плоских полотен гофрованого картону з докартону вимагає особливого підходу до підбирансить рівною поверхнею Однак за такого ступеня ня застосовуваних матеріалів і технології його вимлива повною мірою не використана потенційна робництва МІЦНІСТЬ целюлози небіленої сульфатної До середнього шару картону для плоских полотен гофроОднією З ОСНОВНИХ ВИМОГ, ЩО ставляться до ваного картону вводять макулатуру зі ступенем гофрованого картону, є опір розшаруванню, покамлива 40°ШР, До нижнього шару - зі ступенем зник якого визначається у свою чергу не тільки млива 32°ШР МІЦНІСТЮ міжволокневих зв'язків поверхонь, що склеюються, але і МІЦНІСТЮ клейового шва, тобто Склеювання плоских і гофрованих полотен віадгезійною МІЦНІСТЮ Відомо, що адгезійна МІЦНІСТЬ домого гофрованого картону здійснюють крохмазабезпечується прониканням клею на визначену льним клеєм в'язкістю 32 - 34 С ДЛЯ гофрувальної глибину в процесі склеювання шарів машини (приклеювання верхнього плоского полотна) і 45 - 55 с для машини для нанесення клею Відомий гофрований картон з високою МІЦНІС(приклеювання нижнього плоского полотна) (Б В ТЮ на стискання (патент ЄПВ № 0356219.D 21 Н Кононов "Гофрированный картон", М , "Лесная 27/40, В 31 F 1/28, Изобретения стран мира, 1991, промышленность 1971, С 34-35) №11-12) При виготовленні гофрованого картону полотВідомий картон обраний нами за найближчий но у вологому стані обробляють адгезивом, який аналог як найбільш близький за призначенням та наносять КІЛЬКІСТЮ більшою, ніж це необхідно для технічною сутністю приклеювання прокладки (гофрованого шару) до Ступінь розроблення волокон, уведених до матеріалу Очевидно, що адгезив, який наноситьскладу плоского полотна гофрованого картону, є ся, слугує не тільки для склеювання двох повернедостатньою Структура плоского полотна гофрохонь, але і для поверхневого проклеювання однієї ваного картону, сформованого з недостатньо розз них робленого деревного волокна, дозволяє одержати гофрований картон з гофрами А, В, С, що мають Відомий гофрований картон має вищі показнидосить велику висоту і крок (відстань) гофрів і шики МІЦНОСТІ завдяки поверхневому проклеюванню року зону склеювання Однак, при нанесенні друку Але при цьому через надлишкову КІЛЬКІСТЬ адгезина гофрований картон з великим кроком гофра ву сушіння відомого картону буде ускладнене Адспостерігається так званий "ефект пральної дошгезив не встигає висохнути і склеїти шари Склеюки", коли більш інтенсивний друк - над вершинами вання шарів відбувається в такому випадку в гофрів, а менш інтенсивний - між ними процесі відлежування картону Для склеювання ж шарів безпосередньо на гофроагрегаті знадобитьПри використанні ж картону з недостатньо ся потужна сушильна частина, що призведе до розробленого волокна у гофрованому картоні з додаткових витрат і подорожчання картону гофром Е, що має невелику ширину зони склеювання, не вдається досягти необхідного опору На цей час для склеювання картону викорисрозшаруванню не тільки через низьку МІЦНІСТЬ потовують крохмальний клей, що дає велику МІЦНІСТЬ верхні картону для плоских полотен, але й через склеювання Але при цьому крохмальний клей має низьку МІЦНІСТЬ клейового шва високу здатність проникання у товщу картону У зв'язку з цим ВИХІДНІ матеріали для виготовлення За основу винаходу "Спосіб виготовлення гогофрованого картону повинні мати таку структуру, фрованого картону з гофром Е" поставлено защо сприяє прониканню клею на визначену глибивдання шляхом поліпшення структури картону і ну У противному разі весь клей, призначений для створення умов для оптимального проникання склеювання, проникне в товщу картону і МІЦНІСТЬ клею в товщу волокнистих матеріалів забезпечити склеювання буде недостатньою необхідний опір розшаруванню гофрованого кар 51406 тону при зниженні зони склеювання Поставлене завдання вирішується тим, що в способі виготовлення гофрованого картону з гофром Е шляхом склеювання крохмальним клеєм гофрованого паперу і двох плоских полотен картону - верхнього та нижнього, кожне з яких виготовляють тришаровим, при цьому до поверхневого шару вводять розмелені і проклеєні волокна целюлози сульфатної з хвойних порід деревини, до середнього шару вводять розмелені волокна макулатури, а до нижнього шару вводять розмелені і проклеєні волокна макулатури, ВІДПОВІДНО З винаходом до поверхневого шару вводять волокна целюлози невибіленої з хвойних порід деревини, розмелені до ступеня млива 43 - 50°ШР, до середнього шару вводять волокна макулатури, розмелені до ступеня млива 43 - 50°ШР, до нижнього шару - волокна макулатури, що розмелені до ступеня млива 43 - 50°ШР та мають масовий показник середньої довжини волокна не менш бОдг, а крохмальний клей використовують з концентрацією сухих речовин 250 - 260г/л і в'язкістю 28 - 30с для приклеювання верхнього полотна і 40 - 44с для приклеювання нижнього полотна Механічну МІЦНІСТЬ тришарового картону для плоских полотен гофрованого картону визначає більшою мірою МІЦНІСТЬ його поверхневого та нижнього шарів, меншою мірою-середнього До поверхневого шару плоского полотна гофрованого картону, що заявляється, вводять розмелені до ступеня млива 43 - 50°ШР волокна целюлози небіленої сульфатної із хвойних порід деревини Високий ступінь млива такої целюлози обумовлює підвищення питомої поверхні целюлози і підвищення й МІЦНОСТІ До нижнього шару плоского полотна гофрованого картону, що заявляється, вводять волокна макулатури, що розмелені до ступеня млива 43 50°ШРта мають масовий показник середньої довжини волокна не менш бОдгТака довжина волокна в сполученні з високим ступенем млива забезпечує одержання картону для плоских полотен гофрованого картону оптимальної структури При використанні його як плоского полотна у гофрованому картоні досягається високі показники МІЦНОСТІ останнього Для склеювання гофрованого паперу з верхнім плоским полотном в картоні, що заявляється, використовують крохмальний клей з концентрацією сухих речовин 250 - 260г/л та в'язкістю 28 - 30с, для склеювання ж отриманого двошарового матеріалу з нижнім плоским полотном картону використовують крохмальний клей з концентрацією сухих речовин 250 - 260г/л і в'язкістю 40 - 44с Використання крохмального клею з різною в'язкістю для приклеювання верхнього і нижнього плоских полотен дає можливість досягти високої МІЦНОСТІ клейового шва Таким чином, оптимальна структура картону для плоских полотен і використання крохмального клею з різною в'язкістю забезпечує одержання гофрованого картону з високим опором розшаруванню за рахунок міжшарової МІЦНОСТІ поверхонь, що склеюються, і за рахунок МІЦНОСТІ клейового шва Винахід ілюструється такими прикладами Приклад 1, Гофрований картон виготовляють у виробничих умовах шляхом склеювання двох шарів картону для плоских шарів гофрованого картону й одного шару гофрованого паперу Картон для плоских шарів гофрованого картону виготовляють з поверхневим шаром з целюлози сульфатної біленої з хвойних порід деревини Целюлозу розпускають у пдророзбивачі ГРВ-05 до ступеня млива 16 - 17°ШР, потім розмелюють на дискових млинах МДС-24 до ступеня млива 48°ШР і подають у машинний басейн, куди вводять крохмальний катіонний клей Отриману волокнисту суспензію подають на 6-й і 7-й вакуумформери Для підвищення утримання волокна до лінії подавання маси на вакуумформери вводять флокулянт "Перкол-173" До всмоктувальних ЛІНІЙ другого ступеня вакуумформерів подають сульфат алюмінію Для приготування маси середнього шару макулатуру марок МС-7Б, МС-6Б, МС-13В за ДСТУ 3500-97 (ГОСТ 10700-97) направляють до пдророзбивача ГРГм-40, після розпускання очищують у магноклінері, а потім у вихрових конічних очищувачах ОМ-02М Після очищення макулатурну масу подають до сортувального пдророзбивача ГРС200, потім до напірних сортувалок Відсортовану макулатурну масу розмелюють на дискових млинах МДС-24 до ступеня млива 45°ШР і скеровують до машинного басейну, потім на 3-й і 4-й вакуумформери для формування середнього шару Для готування маси нижнього шару макулатуру марок МС-ЗА, МС-4А, МС-5Б за ДСТУ 3500-97 (ГОСТ 10700-97) розпускають у пдророзбивачі ГРГм-40, очищують у магноклінері й очищувачах ОМ-02М, потім подають до сортувального пдророзбивача ГРС-200 Відсортовану масу подають до термодисперсійної установки УМ-06, потім розмелюють до ступеня млива 45°ШР на млинах МДС24 і подають до машинного басейну Масовий показник середньої довжини волокна складає бЗдг Сюди ж вводять крохмальний клей 3 машинного басейну масу направляють до 1-й і 2-й вакуумформерів Для підвищення утримання волокна в процесі формування до ЛІНІЙ подавання маси на вакуумформери вводять флокулянт "Перкол-173" Сформоване тришарове полотно піддають пресуванню і сушінню На клеїльному пресі здійснюють однобічне проклеювання картону модифікованим крохмальним клеєм з витратою 10кг на 1 тонну картону Маса картону площею 1м2 складає 175г Папір для гофрування виготовляють таким чином Розпускання макулатури марок МС-76, МС6Б, МС-13В за ДСТУ 3500-97 (ГОСТ 10700-97) здійснюють у пдророзбивачі ГРГм-40 Макулатурну масу очищують від сторонніх включень у циклоні, вихрових очищувачах ОМ-02М, сортувальному пдророзбивачі ГРС-200, напірних сортувалках Відсортовану масу розмелюють на дискових млинах МДС-24 до 48°ШР Отриману масу подають на 3-й і 4-й вакуумформери для виготовлення середніх шарів паперу для гофрування Розпускання макулатури марок МС-ЗА, МС-4А, МС-5Б за ДСТУ 3500-97 (ГОСТ 10700-97) здійснюють у пдророзбивачі ГРГм-40 Після розпускай 51406 ня макулатурну масу очищують від забруднень у циклоні, вихрових очищувачах ОМ-02М, сортувальному пдророзбивачі ГРС-200, напірних сортувалках Для розпускання пучків волокон, диспергування гідрофобних включень, друкарської фарби, бітумів відсортовану макулатурну масу піддають тепловій обробці при високій концентрації і температурі 90 -95°С у термодисперсійній установці УМ06 Розмелювання макулатурної маси здійснюють на дискових млинах МДС-24 до ступеня млива 38°ШР Приготовану таким чином масу подають на 1-й, 2-й, 5-й і 6-й вакуумформери для формування нижнього і поверхневого шарів паперу Сформоване полотно піддають пресуванню і сушінню На клеїльному пресі здійснюють двобічне проклеювання паперу модифікованим крохмальним клеєм Крохмальний клей використовують з масовою концентрацією сухих речовин 65 - 70г/л і в'язкістю 11 15с Маса отриманого паперу площею 1м2 складає 112г На гофроагрегаті з гофрувальними валами із профілем гофра Е здійснюють склеювання верхнього плоского полотна картону й одного гофрованого полотна паперу Використовують крохмальний клей з в'язкістю 28С І концентрацією сухих речовин 250г/л На машині для нанесення клею приклеюють нижнє плоске полотно картону Використовують крохмальний клей з концентрацією сухих речовин 250г/л і в'язкістю 40С Отриманий картон сушать Визначають фізико-механічні показники готового гофрованого картону за нормативнотехнічною документацією, що прийнята в целюлозно-паперовій промисловості Результати визначень зводять у таблицю Приклад 2 Гофрований картон з гофром Е виготовляють аналогічно до прикладу 1, але при цьому до поверхневого шару картону для плоских полотен гофрованого картону виготовляють з целюлози небіленої сульфатної з хвойних порід деревини, волокнисті матеріали, що входять до складу плоского полотна картону, розмелюють до ступеня млива 48°ШР, масовий показник середньої довжини волокна в нижньому шарі плоского полотна складає 62дг, склеювання здійснюють крохмальним клеєм в'язкістю ЗОс для приклеювання верхнього плоского полотна і 44с для приклеювання нижнього плоского полотна Приклад 3 Гофрований картон з гофром Е виготовляють аналогічно прикладу 2, але при цьому масовий показник середньої довжини волокна в нижньому шарі плоского полотна складає 53дг, а склеювання здійснюють крохмальним клеєм в'язкістю 29с для приклеювання верхнього плоского полотна і 42с для приклеювання нижнього плоского полотна Приклад 4 Гофрований картон з гофром Е виготовляють аналогічно до прикладу 2, але при цьому волокнисті матеріали, що входять до складу плоских полотен гофрованого картону, розмелюють до ступеня млива 50°ШР, а склеювання ведуть крохмальним клеєм в'язкістю 25с для приклеювання верхнього плоского полотна і 38с для приклеювання нижнього плоского полотна 8 Приклад 5 (найближчий аналог) Приготування маси для виготовлення картону здійснюють трьома самостійними потоками Для готування маси поверхневого шару целюлозу небілену сульфатну марки НС-2 за ГОСТ 11208 розпускають у пдророзбивачі, очищують на очищувачах високої концентрації, розмелюють до ступеня млива ЗО°ШР і направляють до машинного басейну, куди вводять каніфольний клей Масу з машинного басейну скеровують на вакуумформери До всмоктувальних ЛІНІЙ відцентрових насосів другого ступеня розведення маси перед подаванням на вакуумформери подають сульфат алюмінію Для готування маси середнього шару макулатуру марок МС-7Б, МС-4А, МС-6Б за ДСТУ 350097 (ГОСТ 10700-97) розпускають у пдророзбивачі, очищують у магноклінері й очищувачах високої концентрації Очищену масу подають у сортувальний пдророзбивач, після очищення в якому направляють до напірних сортувалок Відсортовану масу акумулюють у буферному басейні, потім розмелюють на дискових млинах до ступеня млива 40°ШР і спрямовують до машинного басейну і далі на вакуумформери Для приготування маси нижнього шару макулатуру марок МС-ЗА, МС-5Б за ДСТУ 3500-97 (ГОСТ 10700-97) розпускають у пдророзбивачі, очищують у магноклінері й очищувачах високої концентрації Очищену масу направляють до термодисперсійної установки, після обробки в якій масу розбавляють і подають на дискові млини для розмелювання Розмелену масу зі ступенем млива 32°ШР подають до машинного басейну, куди вводять каніфольний клей з витратою 1,0% від маси абсолютно сухого волокна 3 машинного басейну масу подають на вакуумформери До лінії подачі макулатурної маси на вакуумформери дозують флокулянт поліакриламід, до всмоктувальних ЛІНІЙ відцентрових насосів другого ступеня розведення вакуумформерів дозують сірчанокислий алюміній Сформоване тришарове полотно пресують і сушать Папір для гофрування виготовляють аналогічно до прикладу 1 Склеювання гофрованого і плоского полотна здійснюють аналогічно до прикладу 1, але при цьому використовують крохмальний клей в'язкістю 33с для приклеювання верхнього плоского полотна і 46с для приклеювання нижнього плоского полотна Гофрований картон, виготовлений ВІДПОВІДНО до найближчого аналога (приклад 5) із слабко розробленої волокнистої маси, що має низький ступінь млива, має недостатній питомий опір розриву Підвищена в'язкість крохмального клею, використаного для склеювання гофрованого і плоского полотен, призводить до того, що клей недостатньо глибоко проникає у волокнисті матеріали, наслідком чого є недостатній опір розшаровуванню гофрованого картону Підвищення ступеня млива волокнистої маси, що використовується для виготовлення плоского полотна гофрованого картону (50°ШР, приклад 4), дозволяє досягти необхідного показника питомого опору розриву Проте низька в'язкість крохмального клею, що викорис 51406 10 ня опору розшаруванню гофрованого картону внатовується для склеювання плоского полотна з гослідок недостатнього проникання клею в товщу фрованим, призводить до зниження опору розшаплоского полотна картону, що обумовлене його руванню гофрованого картону через недостатню щільною структурою товщину клейової плівки і низьку МІЦНІСТЬ клейовоПідвищення ступеня млива целюлози і макуго шва латури понад 50°ШР недоцільне економічно, оскіНедостатня довжина волокна при високому льки при цьому збільшується витрата електроенеступені млива волокнистої маси, що використовургії на розмелювання, а МІЦНІСТЬ зростає ється для виготовлення нижнього шару плоского незначною мірою полотна (приклад 3), також призводить до зниженТаблиця Значення показника Приклади 1 2 3 4 5 Спосіб виготовлення гофрованого картону з гофром Е, що заявляється, дає можливість одержати картон з необхідним опором розшаровуванню при зниженні зони склеювання (приклади 1, 2) 48 48 48 62 150 112 260 53 175 112 260 ЗО 44 29 42 25 38 33 46 7,6 6,8 7,5 6,7 0,2 0,2 0,18 0,18 о 48 48 48 о о Ступінь млива волокнистих матеріалів, °ШР У поверхневому шарі 45 У середньому шарі 45 У нижньому шарі 45 Масовий показник середньої довжини волокна, в плоскому полотні, дг у нижньому шарі 63 Маса картону для плоских полотен площею 1 м^, г 175 Маса паперу для гофрування площею 1 M V 112 Концентрація сухих речовин у крохмальному клеї, г/л 250 В'язкість крохмального клею, с Для приклеювання верхнього плоского полотна 28 Для приклеювання нижнього плоского полотна 40 Питомий опір розриву з додаванням руйнівного зусилля уздовж гофрів по лінії 8 рулювання після виконання одного подвійного перегину на 180°, кН/м Опір розшаруванню, кН/м 0,2 СЛ СЛ СЛ Найменування показника ЗО 40 32 70 59 150 150 112 112 260 245 Завдяки великій КІЛЬКОСТІ гофрів на 1погм полотна гофрований картон з гофром Е має рівну поверхню, а також високу поверхневу МІЦНІСТЬ, ЩО робить його придатним для високоякісного друку ДП «Український інститут промислової власності» (Укрпатент) вул Сім'ї Хохлових, 15, м Київ, 04119, Україна (044) 456 - 20 - 90 ТОВ "Міжнародний науковий комітет" вул Артема, 77, м Київ, 04050, Україна (044)216-32-71
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for making corrugated cardboard with corrugation e
Назва патенту російськоюСпособ изготовления гофрированного картона с гофром e
МПК / Мітки
МПК: B31F 5/00, D21H 27/30
Мітки: гофрованого, гофром, спосіб, картону, виготовлення
Код посилання
<a href="https://ua.patents.su/5-51406-sposib-vigotovlennya-gofrovanogo-kartonu-z-gofrom-e.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення гофрованого картону з гофром е</a>
Спосіб виготовлення багатошарового картону
Номер патенту: 25903
Опубліковано: 26.02.1999
Автор: Хінестет і Куссо Рамон
МПК: D21F 11/00, D21H 27/30
Мітки: багатошарового, картону, спосіб, виготовлення
Формула / Реферат:
1. Способ изготовления многослойного картона, при котором на первый слой вязко-текучей массы из целлюлозы наносят, по меньшей мере, еще один влажный слой вязкотекучей массы из целлюлозы и затем слои спрессовывают друг с другом с образованием многослойного картона, отличающийся тем, что сначала на первый слой вязкотекучей массы из целлюлозы укладывают промежуточный слой из ткани или сетки из натуральных, искусственных или синтетических волокон...
Спосіб виготовлення гофрованого листа із термопласту, пристрій для його здійснення та виготовлений за ним лист із термопласту
Номер патенту: 45089
Опубліковано: 15.03.2002
Автори: Аров Геннадій Феліксович, Близниченко Олександр Костянтинович
МПК: B29D 16/00
Мітки: термопласту, лист, здійснення, ним, виготовлення, листа, пристрій, виготовлений, спосіб, гофрованого
Формула / Реферат:
1. Спосіб виготовлення гофрованого листа із термопласту, за яким розплав термопласту екструдують крізь щілину формуючої головки, надають листу, що формується, заданої товщини, утворюють гофри, охолоджують, обрізають бокові краї та здійснюють порізку на листи необхідної довжини, який відрізняється тим, що крізь щілину формуючої головки екструдують попередньо спінений розплав термопласту, а гофри утворюють одночасно з охолодженням і наданням...
Картон жорсткий з забарвленим поверхневим шаром (варіанти)
Номер патенту: 51405
Опубліковано: 15.11.2002
Автори: Потапов Олександр Миколайович, Доронін Андрій Дмитрович, Мінін Геннадій Михайлович
МПК: D21H 21/14, D21H 11/00
Мітки: варіанти, жорсткий, забарвленим, шаром, картон, поверхневим
Формула / Реферат:
1. Картон жорсткий з забарвленим поверхневим шаром, який складається з поверхневого шару, що містить розмелені і проклеєні деревні волокна, середнього шару, що містить розмелені волокна макулатури, і нижнього шару, що містить розмелені і проклеєні волокна макулатури, який відрізняється тим, що містить у поверхневому шарі волокна макулатури, що розмелені до ступеня млива 43-50 °ШР та мають масовий показник середньої довжини волокна не менше...
Спосіб виготовлення паперу, переважно для офсетного друку
Номер патенту: 49567
Опубліковано: 16.09.2002
Автори: Лозовик Микола Терентійович, Коптюх Леонід Андрійович, Радченко Володимир Миколайович, Коновал Михайло Іванович, Кувелас Георгій Олегович, Шевченко Володимир Олександрович
МПК: D21H 11/00
Мітки: переважно, спосіб, паперу, офсетного, виготовлення, друку
Формула / Реферат:
1. Спосіб виготовлення паперу, переважно для офсетного друку, що включає розмелювання біленої целюлози, готування паперової маси, що містить розмелену білену целюлозу, проклеювальну речовину, коагулянт і мінеральний наповнювач, відливання паперового полотна, його сушіння й ущільнення, який відрізняється тим, що білену целюлозу розмелюють до ступеня млива 30-75 °ШР і середньої довжини волокна целюлози 30-70 дг.2. Спосіб за п. 1, який...
Склад для виготування картону взуттєвого
Номер патенту: 2462
Опубліковано: 26.12.1994
Автори: Степюк Лілія Йосипівна, Смолянінов Сергій Сергійович, Кузьміна Валентина Феодосівна, Ловягин Вячеслав Олександрович, Глубіш Петро Андрійович
МПК: D21H 13/00, D21H 17/00
Мітки: виготування, взуттєвого, картону, склад
Формула / Реферат:
Состав для изготовления картона обувного, содержащий волокнистый полуфабрикат на основе продукта размола стружки кожевенной хромовой, вырубки кожевенной, отходов картона обувного и целлюлозы древесной сульфатной, латексное связующее, гидрофобизирующий агент и стабилизатор латексного связующего, отличающийся тем, что он дополнительно содержит клеевой продукт кислотной обработки хромовой кожевенной стружки при следующем соотношении...
Попередній патент: Картон жорсткий з забарвленим поверхневим шаром (варіанти)
Наступний патент: Картон для плоских шарів гофрованого картону із зниженою масою 1 м2
Випадковий патент: Хиткий конвейєр