Спосіб виготовлення каркасу покришок пневматичних шин
Номер патенту: 18872
Опубліковано: 25.12.1997
Автори: Глебік Микола Михайлович, Мальцев Віктор Михайлович, Гітніков Ара Гершович, Свердел Михайло Йосипович, Єрохін Олександр Петрович, Скорняков Едуард Сергійович
Формула / Реферат
Способ изготовления каркаса покрышек пневматических шин, при котором изготавливают трубчатую заготовку путем навивки обрезиненных нерастяжимых нитей на цилиндрическую оправку в два слоя, в шахматном порядке, раскраивают ее с образованием листовой заготовки, стыкуют по соответствующим кромкам, собирают и формуют каркас покрышки, отличающийся тем, что на верх первого слоя трубчатой заготовки накладывают штангу, высота которой соизмерима с двойной величиной размера ступеньки заворота, фиксируют ее на отправке, производят навивку второго слоя заготовки и раскраивают последний вдоль образующей оправки, удаляют штангу с оправки, а затем производят раскрой первого слоя, при этом раскрой первого и второго слоев производят в одной радиальной плоскости.
Текст
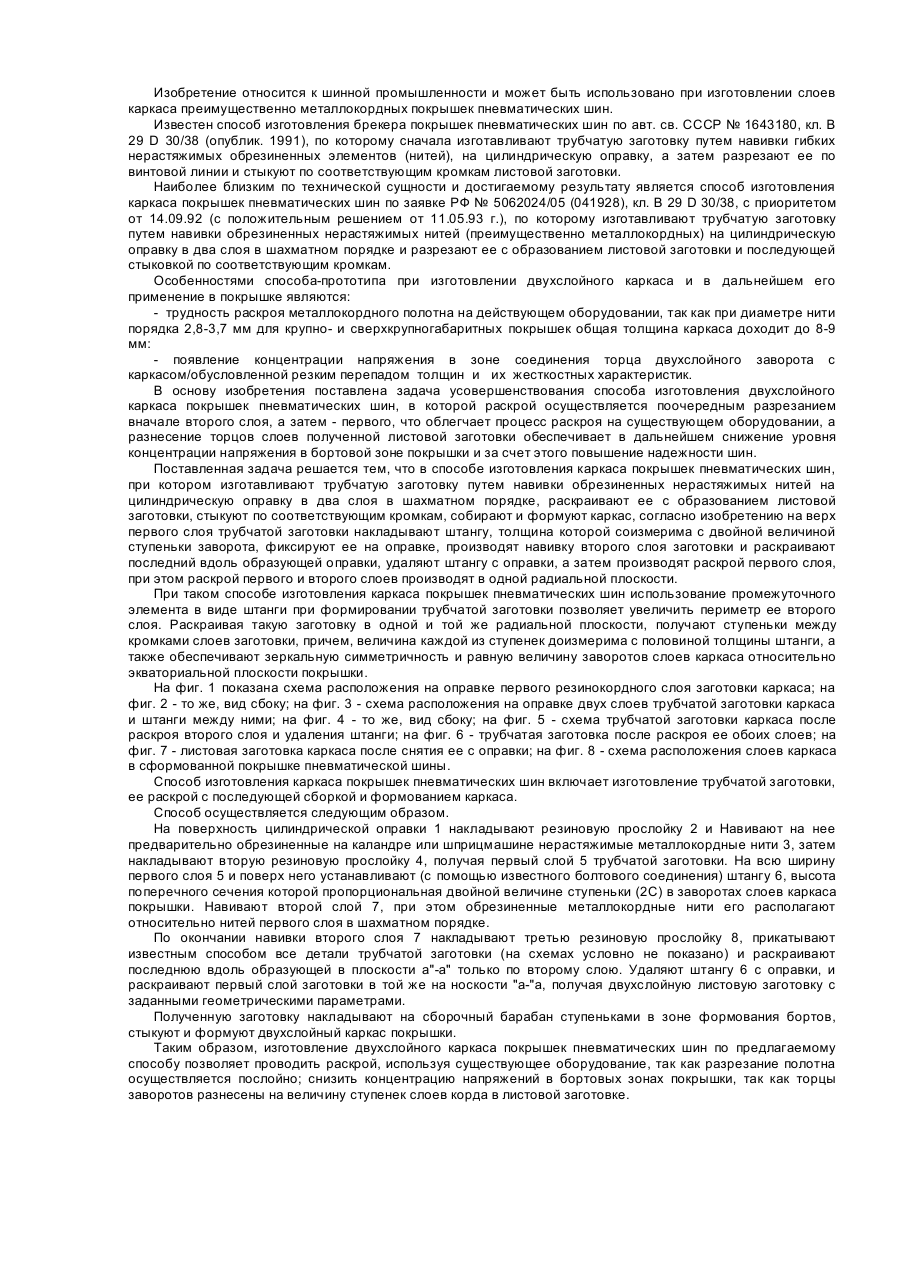
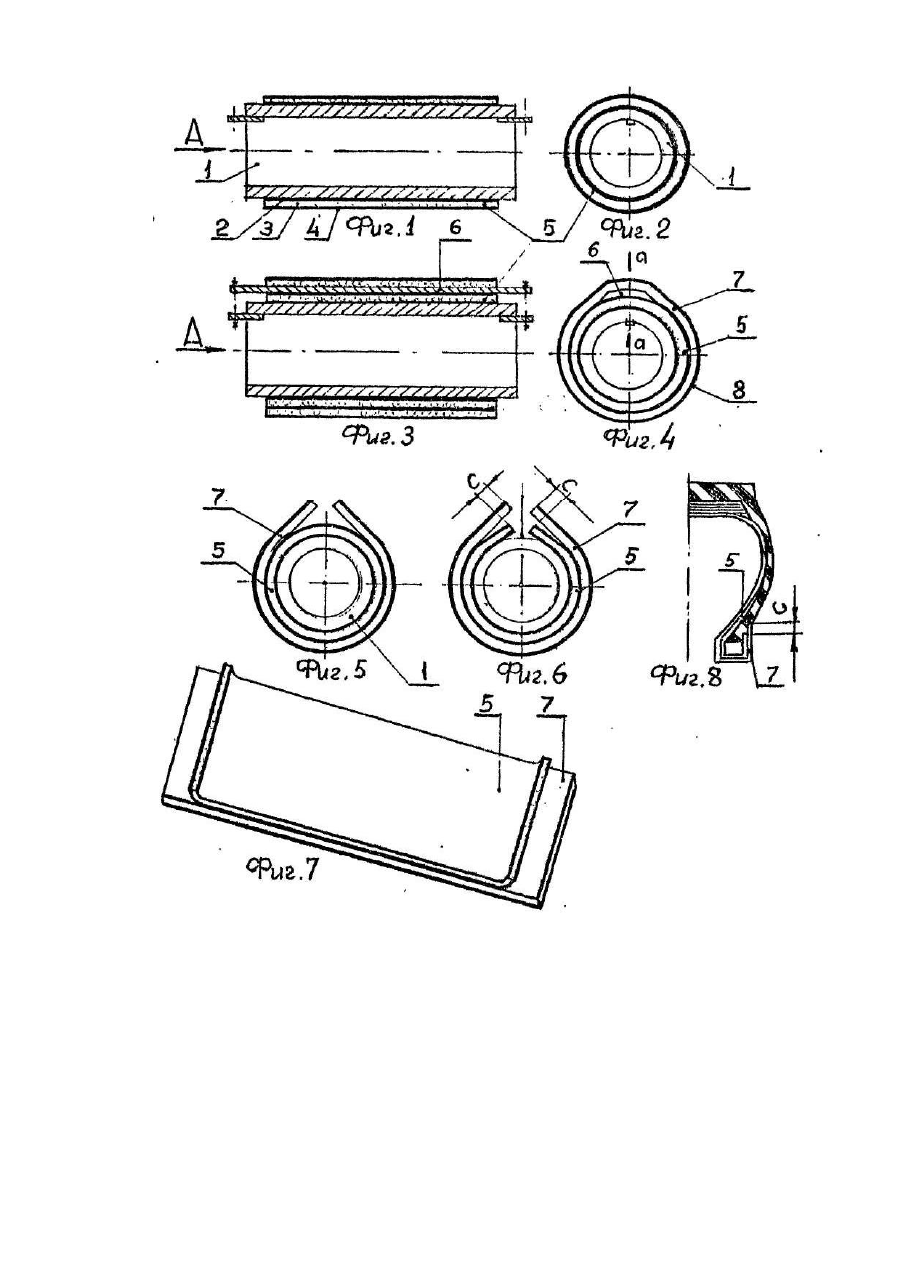
Изобретение относится к шинной промышленности и может быть использовано при изготовлении слоев каркаса преимущественно металлокордных покрышек пневматических шин. Известен способ изготовления брекера покрышек пневматических шин по авт. св. СССР № 1643180, кл. В 29 D 30/38 (опублик. 1991), по которому сначала изготавливают трубчатую заготовку путем навивки гибких нерастяжимых обрезиненных элементов (нитей), на цилиндрическую оправку, а затем разрезают ее по винтовой линии и стыкуют по соответствующим кромкам листовой заготовки. Наиболее близким по технической сущности и достигаемому результату является способ изготовления каркаса покрышек пневматических шин по заявке РФ № 5062024/05 (041928), кл. В 29 D 30/38, с приоритетом от 14.09.92 (с положительным решением от 11.05.93 г.), по которому изготавливают трубчатую заготовку путем навивки обрезиненных нерастяжимых нитей (преимущественно металлокордных) на цилиндрическую оправку в два слоя в шахматном порядке и разрезают ее с образованием листовой заготовки и последующей стыковкой по соответствующим кромкам. Особенностями способа-прототипа при изготовлении двухслойного каркаса и в дальнейшем его применение в покрышке являются: - трудность раскроя металлокордного полотна на действующем оборудовании, так как при диаметре нити порядка 2,8-3,7 мм для крупно- и сверхкрупногабаритных покрышек общая толщина каркаса доходит до 8-9 мм: - появление концентрации напряжения в зоне соединения торца двухслойного заворота с каркасом/обусловленной резким перепадом толщин и их жесткостных характеристик. В основу изобретения поставлена задача усовершенствования способа изготовления двухслойного каркаса покрышек пневматических шин, в которой раскрой осуществляется поочередным разрезанием вначале второго слоя, а затем - первого, что облегчает процесс раскроя на существующем оборудовании, а разнесение торцов слоев полученной листовой заготовки обеспечивает в дальнейшем снижение уровня концентрации напряжения в бортовой зоне покрышки и за счет этого повышение надежности шин. Поставленная задача решается тем, что в способе изготовления каркаса покрышек пневматических шин, при котором изготавливают трубчатую заготовку путем навивки обрезиненных нерастяжимых нитей на цилиндрическую оправку в два слоя в шахматном порядке, раскраивают ее с образованием листовой заготовки, стыкуют по соответствующим кромкам, собирают и формуют каркас, согласно изобретению на верх первого слоя трубчатой заготовки накладывают штангу, толщина которой соизмерима с двойной величиной ступеньки заворота, фиксируют ее на оправке, производят навивку второго слоя заготовки и раскраивают последний вдоль образующей оправки, удаляют штангу с оправки, а затем производят раскрой первого слоя, при этом раскрой первого и второго слоев производят в одной радиальной плоскости. При таком способе изготовления каркаса покрышек пневматических шин использование промежуточного элемента в виде штанги при формировании трубчатой заготовки позволяет увеличить периметр ее второго слоя. Раскраивая такую заготовку в одной и той же радиальной плоскости, получают ступеньки между кромками слоев заготовки, причем, величина каждой из ступенек доизмерима с половиной толщины штанги, а также обеспечивают зеркальную симметричность и равную величину заворотов слоев каркаса относительно экваториальной плоскости покрышки. На фиг. 1 показана схема расположения на оправке первого резинокордного слоя заготовки каркаса; на фиг. 2 - то же, вид сбоку; на фиг. 3 - схема расположения на оправке двух слоев трубчатой заготовки каркаса и штанги между ними; на фиг. 4 - то же, вид сбоку; на фиг. 5 - схема трубчатой заготовки каркаса после раскроя второго слоя и удаления штанги; на фиг. 6 - трубчатая заготовка после раскроя ее обоих слоев; на фиг. 7 - листовая заготовка каркаса после снятия ее с оправки; на фиг. 8 - схема расположения слоев каркаса в сформованной покрышке пневматической шины. Способ изготовления каркаса покрышек пневматических шин включает изготовление трубчатой заготовки, ее раскрой с последующей сборкой и формованием каркаса. Способ осуществляется следующим образом. На поверхность цилиндрической оправки 1 накладывают резиновую прослойку 2 и Навивают на нее предварительно обрезиненные на каландре или шприцмашине нерастяжимые металлокордные нити 3, затем накладывают вторую резиновую прослойку 4, получая первый слой 5 трубчатой заготовки. На всю ширину первого слоя 5 и поверх него устанавливают (с помощью известного болтового соединения) штангу 6, высота поперечного сечения которой пропорциональная двойной величине ступеньки (2С) в заворотах слоев каркаса покрышки. Навивают второй слой 7, при этом обрезиненные металлокордные нити его располагают относительно нитей первого слоя в шахматном порядке. По окончании навивки второго слоя 7 накладывают третью резиновую прослойку 8, прикатывают известным способом все детали трубчатой заготовки (на схемах условно не показано) и раскраивают последнюю вдоль образующей в плоскости а"-а" только по второму слою. Удаляют штангу 6 с оправки, и раскраивают первый слой заготовки в той же на носкости "а-"а, получая двухслойную листовую заготовку с заданными геометрическими параметрами. Полученную заготовку накладывают на сборочный барабан ступеньками в зоне формования бортов, стыкуют и формуют двухслойный каркас покрышки. Таким образом, изготовление двухслойного каркаса покрышек пневматических шин по предлагаемому способу позволяет проводить раскрой, используя существующее оборудование, так как разрезание полотна осуществляется послойно; снизить концентрацию напряжений в бортовых зонах покрышки, так как торцы заворотов разнесены на величину ступенек слоев корда в листовой заготовке.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for production of the body of pneumatic tires
Автори англійськоюSkorniakov Eduard Serhiiovych, Sverdel Mykhailo Yosypovych, Maltsev Viktor Mykhailovych, Yerokhin Oleksandr Petrovych, Hlebik Mykola Mykhailovych, Hitnikov Ara Hershovych
Назва патенту російськоюСпособ изготовления каркаса покрышек пневматических шин
Автори російськоюСкорняков Эдуард Сергеевич, Свердел Михаил Иосифович, Мальцев Виктор Михайлович, Ерохин Александр Петрович, Глебик Николай Михайлович, Гитников Ара Гершович
МПК / Мітки
МПК: B29D 30/38
Мітки: пневматичних, спосіб, покришок, шин, виготовлення, каркасу
Код посилання
<a href="https://ua.patents.su/2-18872-sposib-vigotovlennya-karkasu-pokrishok-pnevmatichnikh-shin.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення каркасу покришок пневматичних шин</a>
Спосіб виготовлення каркасу покришок пневматичних шин
Номер патенту: 11916
Опубліковано: 25.12.1996
Автори: Павлюк Віктор Миколайович, Уткін Олександр Михайлович, Супрунєнко Боеслав Михайлович, Гітников Ара Гергиович, Майборода Тимур Опанасович, Шевченко Юрій Георгійович
МПК: B60C 9/02
Мітки: спосіб, виготовлення, покришок, каркасу, пневматичних, шин
Формула / Реферат:
Способ изготовления каркаса покрышек пневматических шип, при котором сначала изготовляют трубчатую заготовку путем навивки обрезиненных нитей металлокорда на цилиндрическую оправку, а затем разрезают ее вдоль образующей и получают листовую заготовку, из которой образуют цилиндрический каркас, отличающийся тем, что, с целью повышения качества каркаса за счет уменьшения в его слое числа стыков, трубчатую заготовку изготовляют периметром,...
Спосіб виготовлення брекера покришок пневматичних шин
Номер патенту: 3708
Опубліковано: 27.12.1994
Автор: Гігніков Ара Гершович
МПК: B29D 30/38, B29D 30/20
Мітки: покришок, шин, виготовлення, брекера, спосіб, пневматичних
Формула / Реферат:
Способ изготовления брокера покрышек пневматических шин, при котором изготавливают трубчатую заготовку путем навивки обрезиненных эластичных нерастяжимых нитей на цилиндрическую оправку, разрезают ее с образованием листовой заготовки, а затем получают цилиндрический слой брокера путем стыковки по торцам листовой заготовки, отличающийся тем, что, с целью повышения качества покрышек за счет уменьшения стыков в брокере, трубчатую заготовку...
Спосіб виготовлення покришок пневматичних шин
Номер патенту: 3350
Опубліковано: 27.12.1994
Автори: Таталін Борис Федорович, Андрєєв Георгій Вікторович, Висоцький Петро Семенович, Гітніков Ара Гершович, Єрохін Олександр Петрович
МПК: B29D 30/06
Мітки: покришок, спосіб, шин, пневматичних, виготовлення
Формула / Реферат:
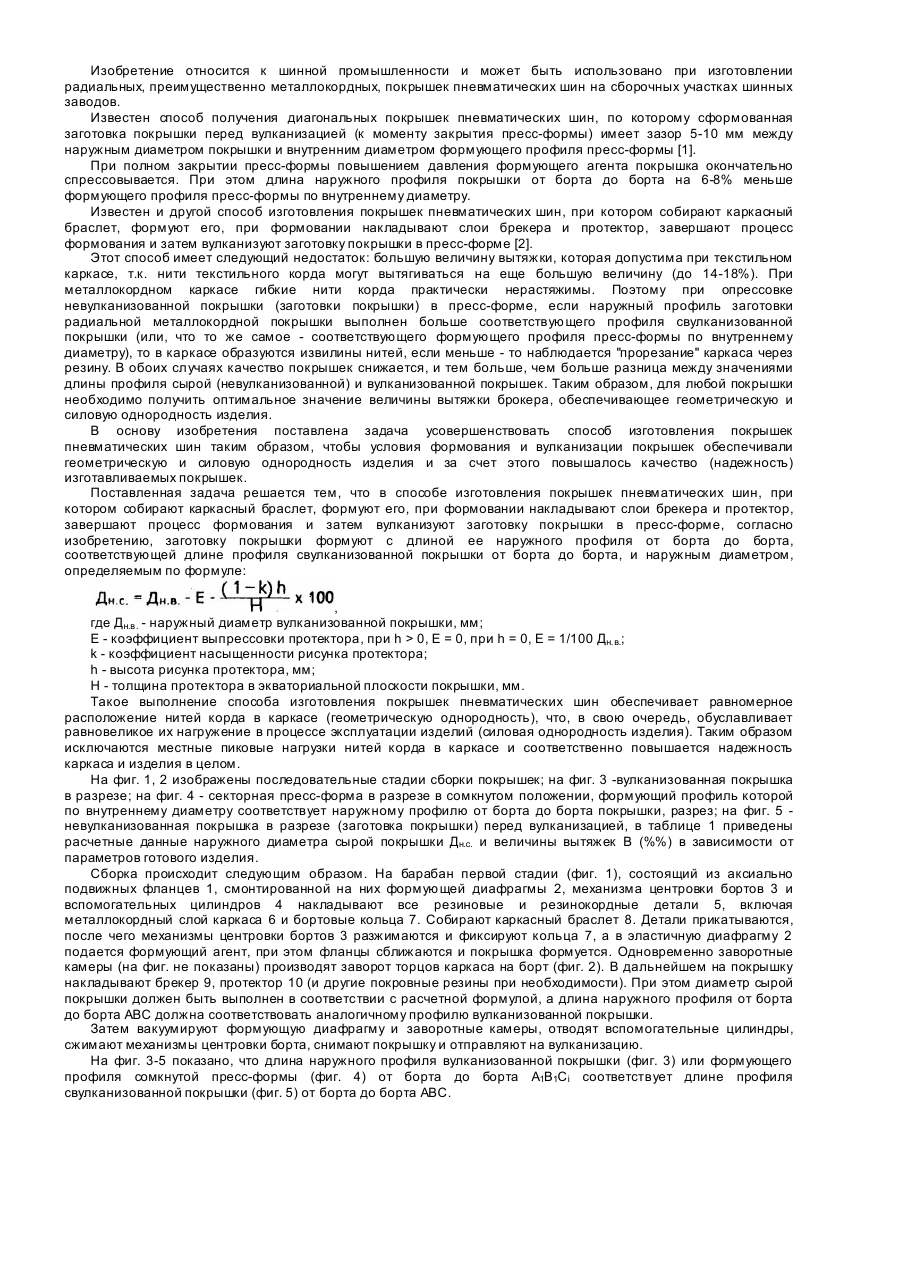
Способ изготовления покрышек пневматических шин, при котором собирают каркасный браслет, формуют его, при формовании накладывают слои брокера и протектор, завершают процесс формования и затем вулканизуют заготовку покрышки в пресс-форме, отличающийся тем, что заготовку покрышки формуют с длиной ее наружного профиля от борта до борта, соответствующей длине профиля свулканизованной покрышки от борта до борта, и наружным диаметром, определяемым...
Спосіб виготовлення герметизуючого шара покришок пневматичних шин
Номер патенту: 2414
Опубліковано: 26.12.1994
Автори: Смелянський Володимир Михайлович, Смірнов Олександр Генадійович
МПК: B29D 30/00
Мітки: виготовлення, шара, герметизуючого, покришок, шин, спосіб, пневматичних
Формула / Реферат:
Способ изготовления герметизирующего слоя покрышек пневматических шин по авт. св. N1593971, отличающийся тем, что, с целью повышения качества бескамерных покрышек за счет устранения деформации изолирующего материала, перед дублированием и прикаткой всех слоев изделия верхний слой подают изолирующим материалом к транспортной ленте.
Спосіб виготовлення каркасів покришок пневматичних шин
Номер патенту: 6643
Опубліковано: 29.12.1994
Автори: Плотник Маргарита Теймуразовна, Дорошенко Володимир Іванович, Таталін Борис Федорович, Растєряєв Юрій Карпович, Воронов Володимир Миколайович, Скорняков Едуард Сергійович, Шапка Володимир Леонідович, Сітало Володимир Гаврилович
МПК: B29D 30/08
Мітки: пневматичних, каркасів, виготовлення, шин, покришок, спосіб
Формула / Реферат:
(57) Способ изготовления каркасов покрышек пневматических шин, при котором на торообразную оправку навивают обрезиненные кордные нити и образуют каркас покрышки, отличающийся тем, что справку выполняют по форме чулканизованной покрышки, а в процессе навивки обрезиненных кордных нитей из них формируют боковые стенки и борта одновременно с образованием каркаса за одно целое с ним, причем кордные нити укладывают под углом 29° по экватору каркаса...
Попередній патент: Гідропривод ножів лісозаготівельних машин для обрізання гілок
Наступний патент: Занурювальний насос
Випадковий патент: Спосіб підготовки магістрального газопроводу до ремонтних робіт