Спосіб виготовлення обмотки ротора асинхронного двигуна
Формула / Реферат
Способ изготовления обмотки ротора асинхронного двигателя, волновой, трехфазной, при знаменателе дробности 2, с группировкой катушечных групп, которые комплектуют из отдельных стержней с только одной отогнутой вне ротора лобовой частью, вводят в пазы, отгибают вручную вторые лобовые части и соединяют пайкой в гирлянды двухслойной обмотки, отличающийся тем, что обмотку выполняют одно-двухслойной, без группировки, с числом катушек в гирлянде, которые изготавливают без разрыва проводников как внутри, так и между катушками, равными числу пар полюсов, и числом гирлянд в фазе, равным числу пазов в полюсно-фазовой зоне плюс количество пазов в ней, заполненных проводниками одной фазы, для чего вне ротора наматывают из одиночной шинной изолированной меди или пакетом на гибочных и рихтовочных приспособлениях гирлянды, доводят их до точных размеров в шаблонах - имитаторах зубцовой зоны ротора, пофазно укладывают в открытые узкие пазы по периметру бочки ротора с изолированием и осаживанием, последовательно соединяют гирлянды в фазе, бандажируют лобовые части и укупоривают в пазах термически отверждаемой магнитодиэлектрической пастой премикс.
Текст
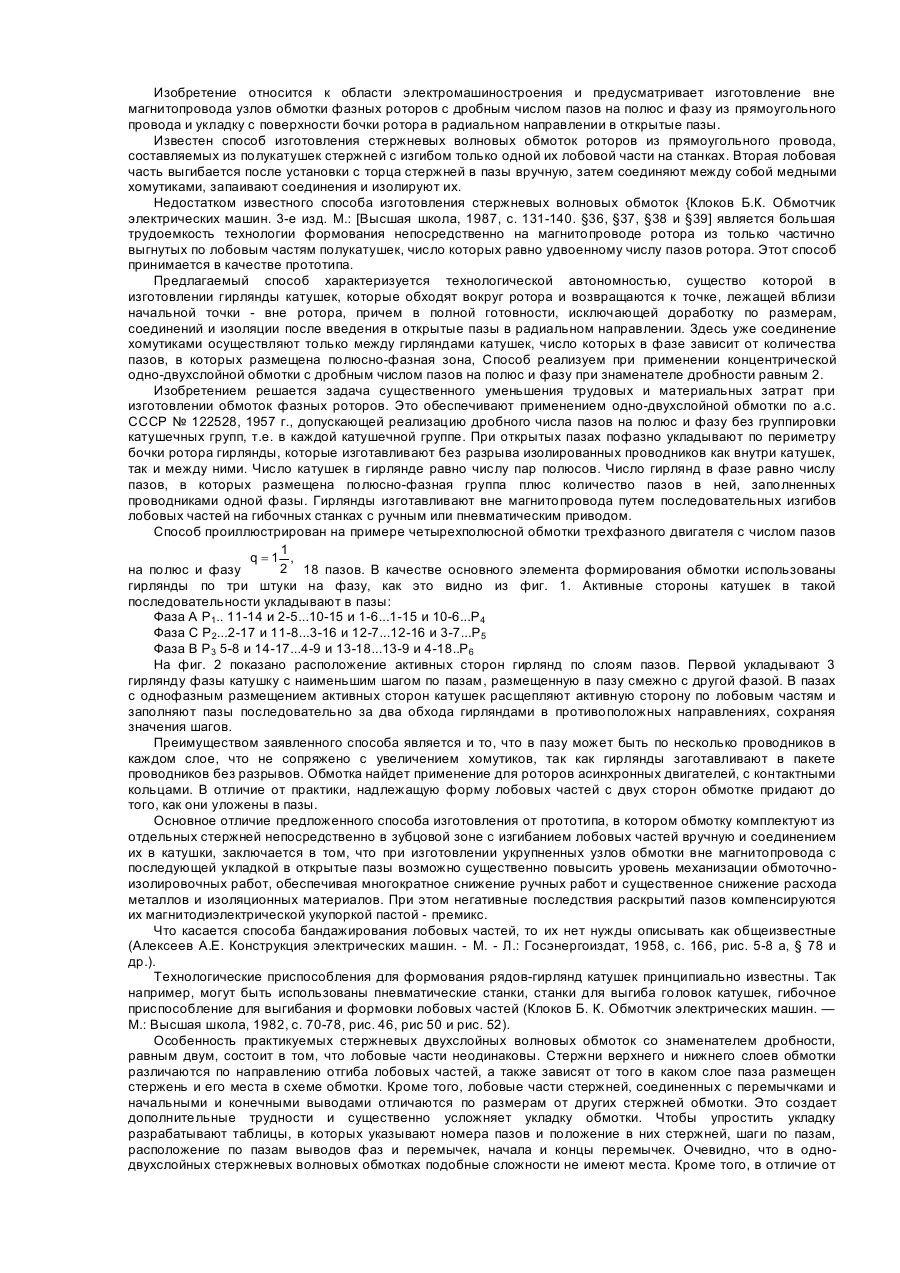
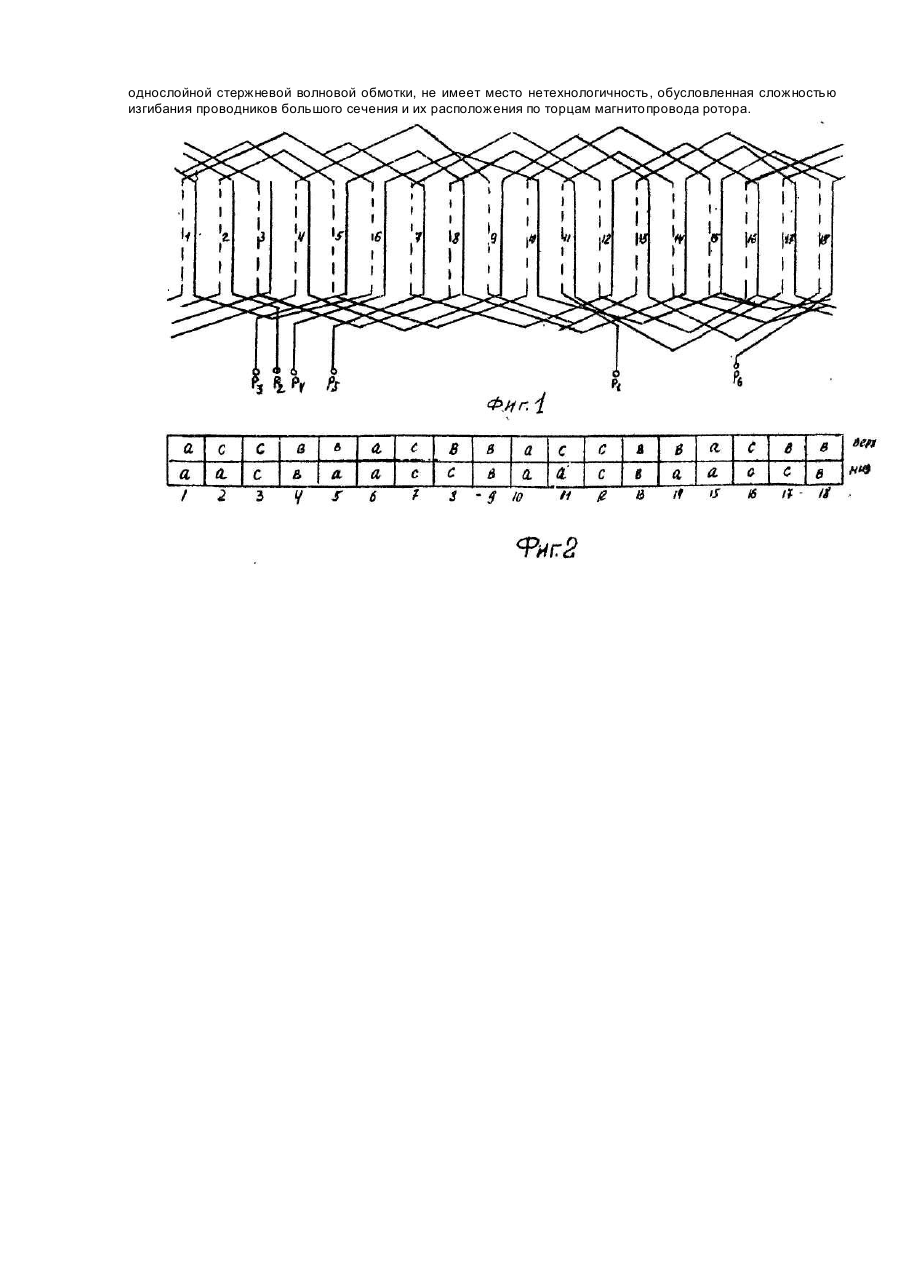
Изобретение относится к области электромашиностроения и предусматривает изготовление вне магнитопровода узлов обмотки фазных роторов с дробным числом пазов на полюс и фазу из прямоугольного провода и укладку с поверхности бочки ротора в радиальном направлении в открытые пазы. Известен способ изготовления стержневых волновых обмоток роторов из прямоугольного провода, составляемых из полукатушек стержней с изгибом только одной их лобовой части на станках. Вторая лобовая часть выгибается после установки с торца стержней в пазы вручную, затем соединяют между собой медными хомутиками, запаивают соединения и изолируют их. Недостатком известного способа изготовления стержневых волновых обмоток {Клоков Б.К. Обмотчик электрических машин. 3-е изд. М.: [Высшая школа, 1987, с. 131-140. §36, §37, §38 и §39] является большая трудоемкость технологии формования непосредственно на магнитопроводе ротора из только частично выгнутых по лобовым частям полукатушек, число которых равно удвоенному числу пазов ротора. Этот способ принимается в качестве прототипа. Предлагаемый способ характеризуется технологической автономностью, существо которой в изготовлении гирлянды катушек, которые обходят вокруг ротора и возвращаются к точке, лежащей вблизи начальной точки - вне ротора, причем в полной готовности, исключающей доработку по размерам, соединений и изоляции после введения в открытые пазы в радиальном направлении. Здесь уже соединение хомутиками осуществляют только между гирляндами катушек, число которых в фазе зависит от количества пазов, в которых размещена полюсно-фазная зона, Способ реализуем при применении концентрической одно-двухслойной обмотки с дробным числом пазов на полюс и фазу при знаменателе дробности равным 2. Изобретением решается задача существенного уменьшения трудовых и материальных затрат при изготовлении обмоток фазных роторов. Это обеспечивают применением одно-двухслойной обмотки по а.с. СССР № 122528, 1957 г., допускающей реализацию дробного числа пазов на полюс и фазу без группировки катушечных групп, т.е. в каждой катушечной группе. При открытых пазах пофазно укладывают по периметру бочки ротора гирлянды, которые изготавливают без разрыва изолированных проводников как внутри катушек, так и между ними. Число катушек в гирлянде равно числу пар полюсов. Число гирлянд в фазе равно числу пазов, в которых размещена полюсно-фазная группа плюс количество пазов в ней, заполненных проводниками одной фазы. Гирлянды изготавливают вне магнитопровода путем последовательных изгибов лобовых частей на гибочных станках с ручным или пневматическим приводом. Способ проиллюстрирован на примере четырехполюсной обмотки трехфазного двигателя с числом пазов 1 q= 1 , 2 18 пазов. В качестве основного элемента формирования обмотки использованы на полюс и фазу гирлянды по три штуки на фазу, как это видно из фиг. 1. Активные стороны катушек в такой последовательности укладывают в пазы: Фаза A P1.. 11-14 и 2-5...10-15 и 1-6...1-15 и 10-6...P4 Фаза С Р 2...2-17 и 11-8...3-16 и 12-7...12-16 и 3-7...Р5 Фаза В Р3 5-8 и 14-17...4-9 и 13-18...13-9 и 4-18..Р6 На фиг. 2 показано расположение активных сторон гирлянд по слоям пазов. Первой укладывают 3 гирлянду фазы катушку с наименьшим шагом по пазам, размещенную в пазу смежно с другой фазой. В пазах с однофазным размещением активных сторон катушек расщепляют активную сторону по лобовым частям и заполняют пазы последовательно за два обхода гирляндами в противоположных направлениях, сохраняя значения шагов. Преимуществом заявленного способа является и то, что в пазу может быть по несколько проводников в каждом слое, что не сопряжено с увеличением хомутиков, так как гирлянды заготавливают в пакете проводников без разрывов. Обмотка найдет применение для роторов асинхронных двигателей, с контактными кольцами. В отличие от практики, надлежащую форму лобовых частей с двух сторон обмотке придают до того, как они уложены в пазы. Основное отличие предложенного способа изготовления от прототипа, в котором обмотку комплектуют из отдельных стержней непосредственно в зубцовой зоне с изгибанием лобовых частей вручную и соединением их в катушки, заключается в том, что при изготовлении укрупненных узлов обмотки вне магнитопровода с последующей укладкой в открытые пазы возможно существенно повысить уровень механизации обмоточноизолировочных работ, обеспечивая многократное снижение ручных работ и существенное снижение расхода металлов и изоляционных материалов. При этом негативные последствия раскрытий пазов компенсируются их магнитодиэлектрической укупоркой пастой - премикс. Что касается способа бандажирования лобовых частей, то их нет нужды описывать как общеизвестные (Алексеев А.Е. Конструкция электрических машин. - М. - Л.: Госэнергоиздат, 1958, с. 166, рис. 5-8 а, § 78 и др.). Технологические приспособления для формования рядов-гирлянд катушек принципиально известны. Так например, могут быть использованы пневматические станки, станки для выгиба головок катушек, гибочное приспособление для выгибания и формовки лобовых частей (Клоков Б. К. Обмотчик электрических машин. — М.: Высшая школа, 1982, с. 70-78, рис. 46, рис 50 и рис. 52). Особенность практикуемых стержневых двухслойных волновых обмоток со знаменателем дробности, равным двум, состоит в том, что лобовые части неодинаковы. Стержни верхнего и нижнего слоев обмотки различаются по направлению отгиба лобовых частей, а также зависят от того в каком слое паза размещен стержень и его места в схеме обмотки. Кроме того, лобовые части стержней, соединенных с перемычками и начальными и конечными выводами отличаются по размерам от других стержней обмотки. Это создает дополнительные трудности и существенно усложняет укладку обмотки. Чтобы упростить укладку разрабатывают таблицы, в которых указывают номера пазов и положение в них стержней, шаги по пазам, расположение по пазам выводов фаз и перемычек, начала и концы перемычек. Очевидно, что в однодвухслойных стержневых волновых обмотках подобные сложности не имеют места. Кроме того, в отличие от однослойной стержневой волновой обмотки, не имеет место нетехнологичность, обусловленная сложностью изгибания проводников большого сечения и их расположения по торцам магнитопровода ротора.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of manufacturing asynchronous motor winding
Автори англійськоюShkilko Hryhorii Yakovych
Назва патенту російськоюСпособ изготовления обмотки ротора асинхронного двигателя
Автори російськоюШкилько Григорий Яковлевич
МПК / Мітки
МПК: H02K 15/08
Мітки: двигуна, обмотки, асинхронного, спосіб, ротора, виготовлення
Код посилання
<a href="https://ua.patents.su/2-19379-sposib-vigotovlennya-obmotki-rotora-asinkhronnogo-dviguna.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення обмотки ротора асинхронного двигуна</a>
Спосіб укладки всипної двушарової обмотки асинхронного двигуна
Номер патенту: 15099
Опубліковано: 30.06.1997
Автор: Шкілько Григорій Якович
МПК: H02K 3/00
Мітки: обмотки, спосіб, двушарової, двигуна, асинхронного, укладки, всипної
Формула / Реферат:
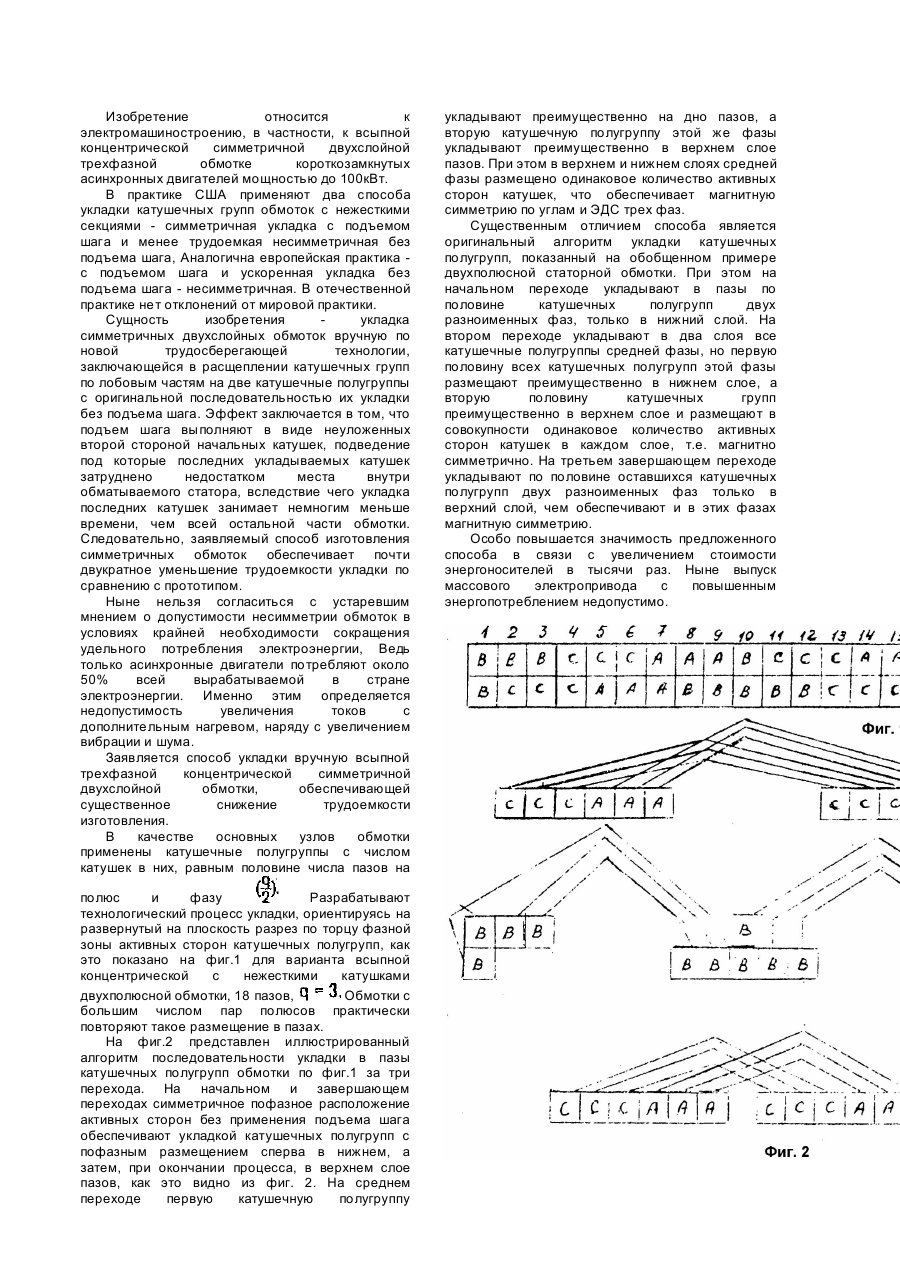
Способ укладки всыпной двухслойной обмотки асинхронного двигателя в полузакрытые пазы статора, отличающийся тем, что без подъема шага активные стороны катушек трех фаз размещают идентично в магнитном поле с симметрией по углу и по величине ЭДС всех фаз в следующей последовательности укладки катушечных полугрупп:на первом переходе укладывают поочередно две катушечные полугруппы двух смежных фаз, стороны катушечных групп которых имеют...
Ротор торцевого асинхронного двигуна
Номер патенту: 14971
Опубліковано: 04.03.1997
Автор: Шкілько Григорій Яковлевич
МПК: H02K 17/00
Мітки: торцевого, двигуна, ротор, асинхронного
Формула / Реферат:
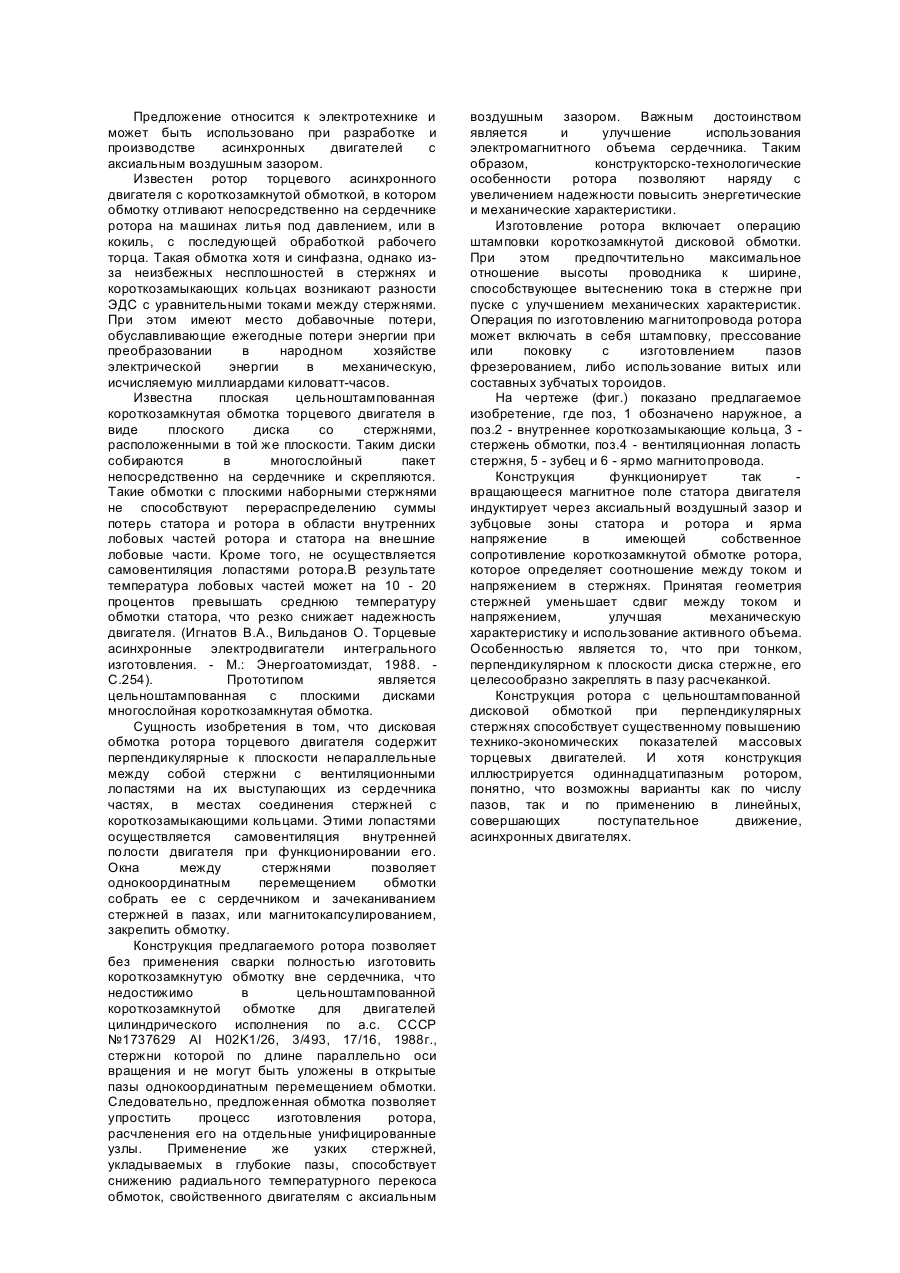
Ротор торцевого асинхронного двигателя, содержащий цельноштампованную из электропроводящей полосы плоскую дисковую короткозамкнутую обмотку с чистом стержней, равным числу пазов, при поло-винном числе витков на фазу и числе фаз равном числу пазов, при обмоточном коэффициенте равном единице, размещенную в открытых пазах и закрепленную в них отверждаемой магнитодиэлектрической пастой - премикс, отличающийся тем, что дисковая...
Ротор асинхронного короткозамкнутого двигуна
Номер патенту: 6849
Опубліковано: 31.03.1995
Автор: Штефан Анатолій Михайлович
МПК: H02K 1/22, H02K 17/16
Мітки: двигуна, короткозамкнутого, ротор, асинхронного
Формула / Реферат:
(57) 1. Ротор асинхронного короткозамкнутого двигателя, содержащий пакет магнитопровода с пазами и литую обмотку, отличающийся тем, что по меньшей мере, на одном листе пакета в пазах расположены штампованные консольные элементы, отогнутые от плоскости листа и являющиеся гидродинамическими резонаторами.2. Ротор по п. 1, отличающийся тем, что листы с резонаторами расположены на торце пакета со стороны входа металла в пазы при заливке...
Ротор торцевого асинхронного двигуна

Номер патенту: 13959
Опубліковано: 25.04.1997
Автори: Бочін Анатолій Федорович, Михайлов Валентин Митрофанович, Новіков Юрій Дмитрович, Яковлев Олександр Іванович, Ясинський Віктор Миколайович
МПК: H02K 3/48
Мітки: двигуна, асинхронного, торцевого, ротор
Формула / Реферат:
Ротор торцевого асинхронного двигателя, содержащий сердечник магнитопровода и многослойную короткозамкнутую обмотку, уложенную в его лазы, отличающийся тем, что на зубцы магнитопровода и расположенные между ними стержни обмотки установлена крышка из электро- и магнитопроводящего материала, которая имеет окна по форме зубцов, а в перемычках над пазами выполнены узкие щели, в которые уложен материал с варьируемыми магнитными...
Спосіб виготовлення корозамкненого ротора електричної машини
Номер патенту: 6698
Опубліковано: 29.12.1994
Автори: Бондарєв Віктор Миколайович, Ільяшенко Микола Тимофійович, Штефан Анатолій Михайлович
МПК: H02K 15/02
Мітки: корозамкненого, ротора, спосіб, машини, електричної, виготовлення
Формула / Реферат:
(57) 1. Способ изготовления короткозамкнутого ротора электрической машины, согласно которому собирают пакет ротора из пластин электротехнической стали, образуют в пазах пакета изоляционный слой в виде окисной пленки и стержни короткозамкнутой обмотки путем заливки расплава электропроводного металла, отличающийся тем, что окисную пленку образуют на поверхности стержней короткозамкнутой обмотки в процессе заливки и кристаллизации расплава...
Попередній патент: Спосіб консервування сперми риб
Наступний патент: Регулятор тиску газу прямої дії
Випадковий патент: Зубчаста передача