Спосіб прокатки фланцевих профілів в останніх проходах
Номер патенту: 19777
Опубліковано: 25.12.1997
Автори: Букрєєв Іван Іванович, Холодило Валерій Андрійович, Альохін Вячеслав Григорович, Балабєй Євген Михайлович, Оробцев Юрій Вікторович, Андрійчук Сергій Андрійович, Шишко Юрій Борисович
Формула / Реферат
Способ прокатки фланцевых профилей в последних проходах, включающий разновременное начало деформации фланцев и стенки заготовки и преимущественное обжатие по меньшей мере двух фланцев, про-тиворасположенных по разные стороны стенки, в закрытых фланцевых ручьях двухвалкового калибра открытого типа, отличающийся тем, что деформацию стенки заготовки начинают в момент, когда высотное обжатие фланцев достигает 8-15%.
Текст
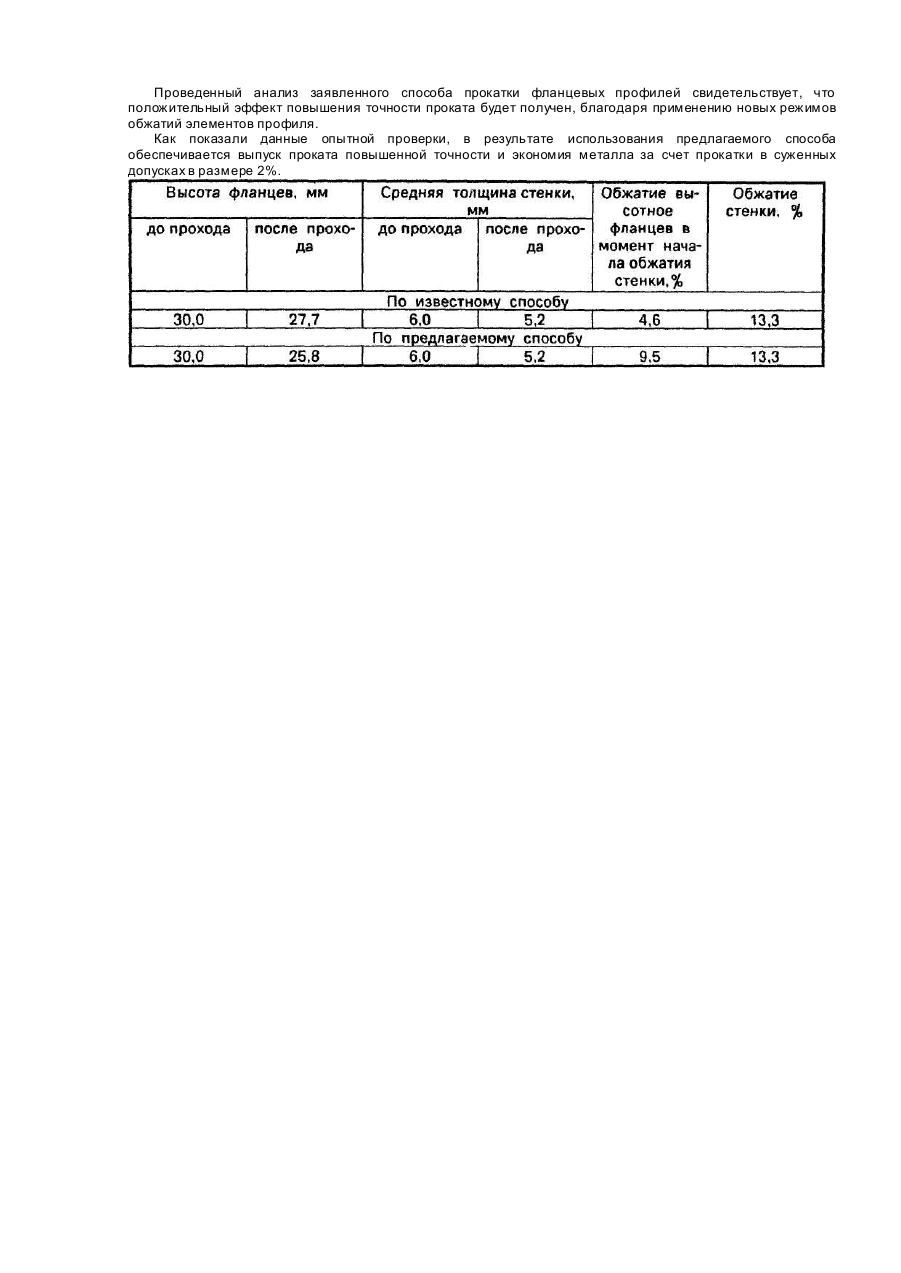
Изобретение относится к черной металлургии и может быть использовано при прокатке фланцевых профилей, например, двутавров, рельсов, зетовых профилей и других. Известен способ прокатки двутавровых профилей [1], предусматривающий деформацию заготовки в предчистовой клети в симметричном горизонтальном двухвалковом калибре, называемым открытым. При прокатке в этом калибре все фланцы заготовки яляются закрытыми, обжимаемыми преимущественно по высоте. Пара фланцев, находящаяся по одну сторону стенки заготовки, деформируется одним валком, а пара фланцев, находящаяся по другую сторону стенки - другим валком. Следует отметить, что начало деформации элементов двутаврового профиля в описанном калибре, впрочем, как и в других, является разновременным. В зависимости от соотношения размеров поступающей заготовки и калибра первоочередным может быть обжатие фланце в последующим обжатием стенки или наоборот. Случай, когда деформация элементов профиля начинается одновременно, крайне редко встречается в применяемых те хнологиях. Описанный способ, также как и вышеуказанный аналог, не обеспечивает получение точных элементов профиля, в частности стенки. Упругая деформация валков при прокатке обуславливает колебание толщины стенки подлине, не устраняющееся даже с использованием напряженных клетей. Условия деформации раската в калибре не способствуют повышению точности проката. В основу заявляемого изобретения поставлена задача усовершенствования способов прокатки фланцевых профилей, описанных выше в аналоге и прототипе, в котором, регламентацией разновременности начала деформации стенки и закрытых фланцев заготовки в последних проходах, расположенных по разные стороны стенки, обеспечивается устранение упругой деформации валков в очаге деформации и за счет этого существенно повышается точность прокатки профилей. Поставленная задача решается тем, что в "Способе прокатки фланцевых профилей в последних проходах", включающем разновременное обжатие по меньшей мере двух фланцев, противорасположенных по разные стороны стенки, в закрытых фланцевых ручьях двухвалкового калибра открытого типа, согласно изобретения деформацию стенки заготовки начинают в момент, когда высотное обжатие фланцев достигает 8-15%. По предлагаемому способу при значениях высотного обжатия фланцев 8-15% величина сил трения по боковым поверхностям закрытых ручьев калибра становится такой, что частично или полностью компенсирует отдачу валков при последующем обжатии стенки. При этом стабилизируется зазор между бочками горизонтальных валков во время прокатки, а, следовательно, и толщина стенки профиля по длине раската. Это происходит потому, что составляющие сил трения в закрытых ручьях, обжимающих вер хнюю пару фланцев (сил трения четыре), компенсируют отдачу верхнего валка, а составляющие сил трения в закрытых ручьях, обжимающих нижнюю пару фланцев, компенсируют отдачу нижнего валка. При этом фланцы на участках, примыкающих к их основаниям, испытывают некоторое растяжение, что в известной степени облегчает их обжатие по толщине в последующем. Благодаря устранению отдачи валков при обжатии стенки повышается также стабильность высоты фланцев подлине раската, что тоже способствует повышению точности готового профиля. При величине высотного обжатия закрытых фланцев в момент начала деформации стенки, меньшей 8%, величины создаваемых по боковым поверхностям ручьев сил трения недостаточно для компенсации отдачи валков и в результате точность готового проката остается на низком уровне. При величине высотного обжатия закрытых фланцев в момент начала деформации стенки, большей 15%, происходит значительное повышение износа закрытых ручьев калибров, частая смена из-за этого клетей, падение производительности. Кроме того из-за сильного защемления фланцев в закрытых ручьях затрудняется выход раската из калибра, создается опасность изгиба переднего конца заготовки и аварии. Сопоставительный анализ заявляемого решения с прототипом показывает, что заявляемый способ отличается от известного тем, что регламентируя режим обжатий фланцев по высоте в закрытых ручьях калибра, при определенной разновременности начала деформаций элементов профиля получают новое свойство объекта: существенно повышать точность профиля, и причем, в значительной степени за счет повышения точности стенки. Таким образом, заявляемый способ соответствуе т критерию изобретения "Новизна". В практике прокатного производства используют прокатку фланцевых профилей при различной разновременности начала деформаций элементов их и различных режимах высотного обжатия фланцев, возможно и попадающих в интервал, указанный в предлагаемом способе. Однако, именно такого сочетания разновременности и режима обжатий, направленного на значительное повышение точности проката, как это представлено в предлагаемом способе, в известных решениях нет. Это позволяет сделать вывод о соответствии заявляемого способа критериям "существенные отличия" и "изобретательский уровень". Для реализации предлагаемого решения никаких дополнительных затрат не требуется. Необходимым условием является только соблюдение требований, выраженных отличительными признаками способа, при разработке калибровок валков и режимов обжатий в последних калибрах. Опытная проверка предлагаемого способа осуществлялась экспериментальной прокаткой двутавровых раскатов в открытом симметричном горизонтальном двухвалковом калибре клети стана 330 пониженной жесткости (до 200 кн/мм). Исходные заготовки длиной 5-7 м высотой 100 мм, толщиной фланцев 8 мм, разогретые в специальной проходной печи, прокатывали по известному и заявляемому способам. По известному способу применяли режимы обжатий элементов, примерно подпадающие под используемые в производстве. По заявляемому же способу разрабатывали такие режимы обжатий элементов, которые бы отвечали отличительным признакам его, то есть, чтобы деформация стенки двутавра начиналась в момент, когда высотное обжатие фланцев в закрытых ручьях калибра находилось в интервале 8-15%. Результаты прокаток по известному и заявляемому способам представлены в таблице. Замерами раскатов по длине после деформации установлено, что при прокатке по известному способу колебания толщины стенки подлине составляли 0,7-0,9 мм, а при прокатке двутавров по заявленному способу - 0,1:0,2 мм, т.е. разнотолщинность стенки по длине снизилась в среднем в 5 раз. Проведенный анализ заявленного способа прокатки фланцевых профилей свидетельствует, что положительный эффект повышения точности проката будет получен, благодаря применению новых режимов обжатий элементов профиля. Как показали данные опытной проверки, в результате использования предлагаемого способа обеспечивается выпуск проката повышенной точности и экономия металла за счет прокатки в суженных допусках в размере 2%.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of rolling flanged profiles in last passes
Автори англійськоюOrobtsev Yurii Viktorovych, Kholodylo Valerii Andriiovych, Shyshko Yurii Borysovych, Bukrieiev Ivan Ivanovych, Andriichuk Serhii Andriiovych, Balabiei Yevhen Mykhailovych, Aliokhin Viacheslav Hryhorovych
Назва патенту російськоюСпособ прокатки фланцевых профилей в последних проходах
Автори російськоюОробцев Юрий Викторович, Холодило Валерий Андреевич, Шишко Юрий Борисович, Букреев Иван Иванович, Андрийчук Сергей Андреевич, Балабей Евгений Михайлович, Алехин Вячеслав Григорьевич
МПК / Мітки
МПК: B21B 1/085
Мітки: проходах, профілів, прокатки, спосіб, фланцевих, останніх
Код посилання
<a href="https://ua.patents.su/2-19777-sposib-prokatki-flancevikh-profiliv-v-ostannikh-prokhodakh.html" target="_blank" rel="follow" title="База патентів України">Спосіб прокатки фланцевих профілів в останніх проходах</a>
Спосіб прокатки швелерних профілів
Номер патенту: 12831
Опубліковано: 28.02.1997
Автори: Кірієнко Анатолій Іванович, Скороход Микола Михайлович, Гавриленко Євген Дмитрович, Чудновець Олександр Миколайович, Дорожко Іван Кирилович, Филонов Юрій Всеволодович, Мирошниченко Анатолій Васильович, Славський Анатолій Ілліч, Локтіонов Петро Якович, Хорошілов Микола Макарович
МПК: B21B 1/08
Мітки: спосіб, швелерних, профілів, прокатки
Формула / Реферат:
(57) Способ прокатки швеллерных профилей, включающий получение в черновых калибрах полосового раската с треугольными выступами в местах сопряжений полок и стенки профиля, подгибку полок в предчистовых калибрах и окончательное формирование профиля в чистом калибре, отличающий-с я тем, что, по меньшей мере в первом проходе, осуществляемом с подгибкой полок профиля, обжимают полки раската на локальных участках, примыкающих к треугольным...
Спосіб прокатки кутових профілів
Номер патенту: 1421
Опубліковано: 25.03.1994
Автори: Єремєєв Віктор Іванович, Прохода Григорій Сергійович, Филонов Юрій Всеволодович, Гончар Володимир Павлович, Гавриленко Євген Дмитрович, Сапригін Хразален Михайлович, Кузнєцов Лев Федорович, Крупник Ісаак Абрамович
Мітки: спосіб, кутових, профілів, прокатки
Формула / Реферат:
Способ прокатки угловых профилей из полосовой заготовки, включающий формирование заготовки W-образного сечения с развернутыми фланцами, образующими продольные канавки, и последующую подгибку фланцев до угла 90° между ними, отличающийся тем, что, с целью повышения механических свойств путем термомеханической обработки проката и производительности стана за счет сокращения числа пропусков, в первом проходе профилируют продольную канавку на...
Спосіб прокатки-розділення гатунових профілів
Номер патенту: 7902
Опубліковано: 26.12.1995
Автори: Ілатовський Віктор Федорович, Губайдулін Вячеслав Фуатович, Шульгін Григорій Митрофанович, Морозов Василь Петрович, Ржевіцкий Сергій Миколайович, Чуков Іван Яковлевич
МПК: B21B 1/02
Мітки: прокатки-розділення, спосіб, гатунових, профілів
Формула / Реферат:
Способ прокатки-разделения сортовых профилей, включающий формирование в многоручьевых калибрах раската, состоящего из нескольких, преимущественно двух, заготовок круглого сечения, соединенных между собой перемычкой толщиной, равной 0,02-0,2 их диаметра, разделение раската разрывом перемычки путем его прокатки в клиновидных гребнях валков, имеющих углы при вершине больше угла между смежными сторонами заготовок у перемычки раската, обжатие...
Спосіб поздовжньої прокатки труб
Номер патенту: 19510
Опубліковано: 25.12.1997
Автор: Сизоненко Григорій Олександрович
МПК: B21B 17/00
Мітки: поздовжньої, спосіб, прокатки, труб
Формула / Реферат:
Способ продольной прокатки труб, включающий деформацию трубчатой заготовки ручьевыми валками на удерживаемой оправке с цилиндрической калибрующей частью и с обжимным, прилегающим к ней большим сечением, участком, например, коническим, отличающийся тем, что деформацию осуществляют в круглом без выпусков калибре при соотношениигде tзаг, tтр - толщина стенки соответственно трубчатой заготовки и трубы;Δ tоп - величина...
Спосіб прокатки
Номер патенту: 12155
Опубліковано: 25.12.1996
Автори: Нечепоренко Володимир Андрійович, Бабенко Михайло Антонович, Максаков Анатолій Іванович, Костюченко Михайло Іванович, Мінаєв Олександр Анатолійович, Левічев Павло Олексійович, Смирнов Євген Миколайович, Шульгін Григорій Митрофанович
МПК: B21B 1/02
Формула / Реферат:
Способ прокатки, включающий продольное разделение раската в потоке стана, взаимное разведение и последующую пониточную прокатку разделенных заготовок в индивидуально расположенных калибрах по меньшей мере одной пары валков, отличающийся тем, что, с целью повышения устойчивости процесса за счет предупреждения скручивания раскатов при одновременном повышении точности готового профиля за счет уменьшения влияния перекоса валков, перед...
Попередній патент: Спосіб одержання органомінерального піноматеріалу
Наступний патент: Спосіб екстракційно-фотометричного визначення хрому (yi)
Випадковий патент: Спосіб виготовлення тиглів, посудин, труб та профільованих виробів з тугоплавких матеріалів з монокристалічною, полікристалічною та певною структурою