Спосіб прокатки швелерних профілів
Номер патенту: 12831
Опубліковано: 28.02.1997
Автори: Кірієнко Анатолій Іванович, Скороход Микола Михайлович, Чудновець Олександр Миколайович, Хорошілов Микола Макарович, Локтіонов Петро Якович, Гавриленко Євген Дмитрович, Дорожко Іван Кирилович, Филонов Юрій Всеволодович, Мирошниченко Анатолій Васильович, Славський Анатолій Ілліч
Формула / Реферат
(57) Способ прокатки швеллерных профилей, включающий получение в черновых калибрах полосового раската с треугольными выступами в местах сопряжений полок и стенки профиля, подгибку полок в предчистовых калибрах и окончательное формирование профиля в чистом калибре, отличающий-с я тем, что, по меньшей мере в первом проходе, осуществляемом с подгибкой полок профиля, обжимают полки раската на локальных участках, примыкающих к треугольным выступам, освобождая от обжатий участки, примыкающие к кромкам раската.
Текст
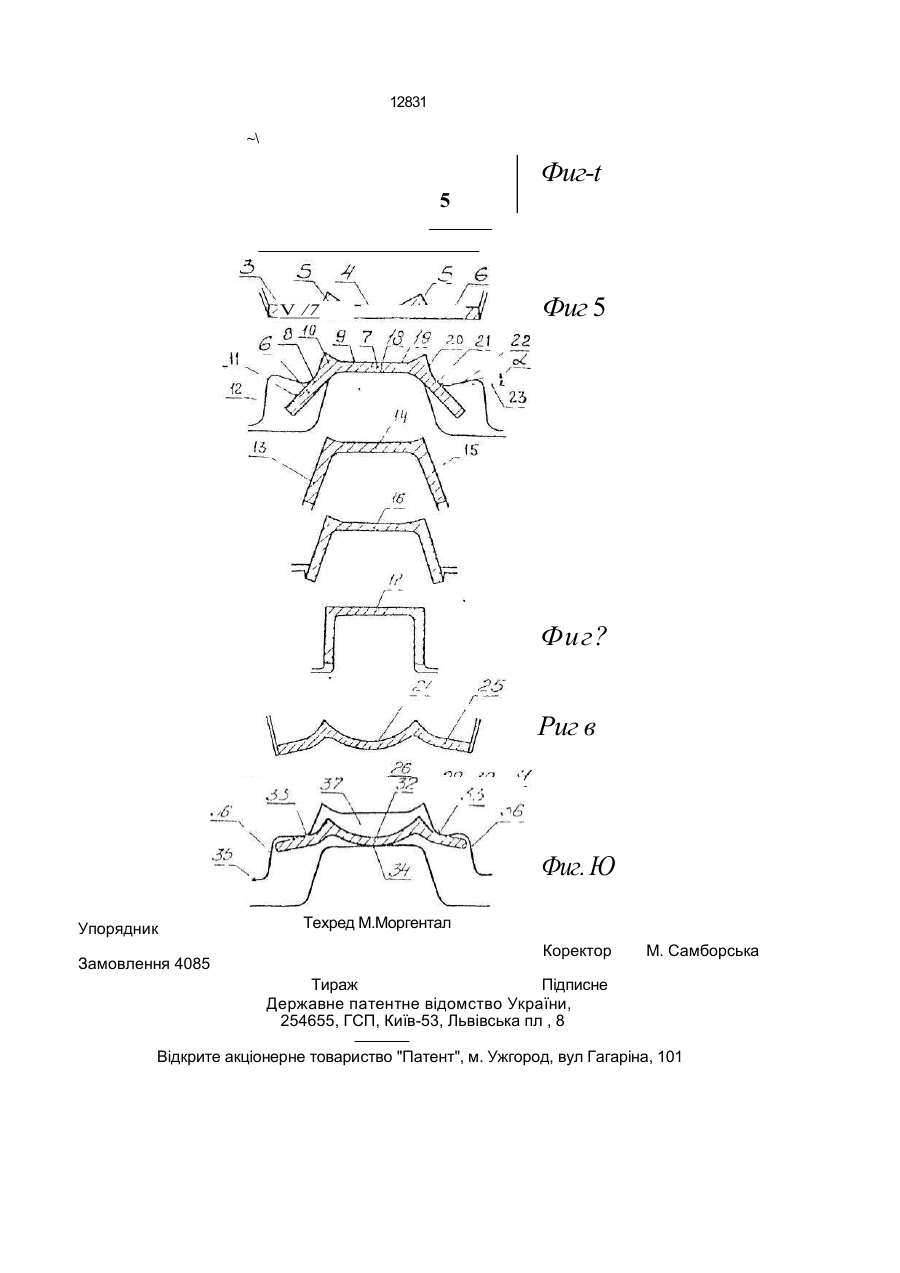
Способ прокатки швеллерных профилей, включающий получение в черновых калибрах полосового раската с треугольными выступами в местах сопряжений полок и стенки профиля, подгибку полок в предчистовых калибрах и окончательное формирование профиля в чистом калибре, отличающийс я тем, что, по меньшей мере в первом проходе, осуществляемом с подгибкой полок профиля, обжимают полки раската на локальных участках, примыкающих к треугольным выступам, освобождая от обжатий участки, примыкающие к кромкам раската. Изобретение относится к прокатному производству и может быть использовано при изготовлении швеллеров или близких к ним по форме профилей. Наиболее близким по технической сущности к заявляемому является выбранный в качестве прототипа способ прокатки швеллерных стальных профилей, в соответствии с которым в черновых калибрах формируют полосовой раскат с треугольными выступами в местах образования сопряжения полок и стенки профиля. В предчистовом калибре осуществляют подгибку полок с обжатием последних по всей ширине, полосовой раскат при этом центрируют посредством наклонных участков боковых стенок кольцевых вырезов калибра в местах их сопряжения с буртами. Существенными недостатками прототипа являются трудности получения профилей с точными геометрическими размерами и образование закатов у кромок полок при прокатке. Указанные недостатки обусловлены: а) неустойчивостью положения полосо вого раската в калибре при захвате валками из-за значительной разновременности кон такта полосы с верхним и нижним валками, обусловленной разницей длин очага дефор мации по стенке и полкам профиля, а также большим углом наклона относительно вер тикали прилегающих к буртам участков бо ковых стенок кольцевых вырезов калибра; б) необходимостью в значительных затал кивающих усилиях, обеспечивающих захват полосы валками (особенно при больших углах подгибки полок); в) деформацией поверхностных слоев металла полок по всей их ширине. Кроме того, этот способ требует глубоких врезов ручьев в валки (приблизительно в полтора-два раза превышающих врезы по N3 00 о 12831 известным способам), что сокращает срок службы валков, увеличивает количество их перевалок, а кроме того, ограничивает по условиям прочности валков возможность прокатки швеллеров в широком ассортименте. Задачей заявляемого изобретения является создание способа прокатки швеллерных профилей, обеспечивающего надежное центрирование и захват полосового раската в калибре, где осуществляется подгибка полок, при высокой производительности прокатки и стойкости валков. Решение поставленной задачи обеспечивает повышение качества швеллерных профилей, улучшение технико-экономических показателей работы прокатного стана. Для решения указанной задачи в заявляемом способе прокатки швеллерных профилей в черновых калибрах получают полосовой раскат с треугольными выступами в местах образования сопряжений полок и стенки профиля. Затем, по крайней мере в первой операции подгибки, ее осуществляют, выполняя обжатие участков полок, примыкающих к треугольным выступам, и освобождая от обжатия участки, примыкающие к кромкам раската. Окончательное формирование профиля выполняют в чистовом калибре. Анализ заявляемого способа свидетельствует, что положительный эффект при осуществлении изобретения будет получен благодаря надежному центрированию и захвату полосового раската в калибре при подгибке полок, не требующему значительных заталкивающих усилий, которые обеспечивают стабильные условия прокатки и, как следствие, высокое качество готовых профилей и высокую производительность производства. Кроме того, при осуществлении изобретения используют калибры с уменьшенными, по сравнению с прототипом, врезами в валки, что увеличивает их стойкость. Надежное центрирование и эффективный захват полосы, в свою очередь, обеспечиваюгся благодаря осуществлению обжатия при подгибке полок только участков, примыкающих к треугольным выступам, что обуславливает практически одновременный контакт полосы с верхним и нижним валками, то есть выравнивание длин очага деформации по стенке и полкам. Кроме того, возможно эффективное, удерживающее в определенном положении полосовой раскат, воздействие прилегающих к буртам выпусков калибра. На фиг. 1,2 и 3 изображено формирование полосового раската с треугольными вы ступами в черновых калибрах; на фиг.4 первая операция подгибки полок; на фиг.5 последующая операция подгибки полок; на фиг.6 и 7 - окончательное формирование 5 профиля в предчистовом и чистовом калибрах; на фиг.8 и 9 - прокатка швеллера в варианте с получением в черновых калибрах полосового раската с изогнутой стенкой и полками; на фиг. 10 - положение сечения 10 полосового раската в момент захвата валками. По заявляемому способу в процессе прокатки швеллеров получают, например, в трех черновых калибрах 1,2 и 3 полосовой 15 раскат 4 с треугольными выступами 5. По крайней мере, первую операцию подгибки полок б в калибре 7 осуществляют, обжимая участки 8 раската 9, примыкающие к треугольным выступам 10. Участки 11 раската 9. 20 примыкающие к кромкам 12. при этом освобождают от обжатия. Промежуточную подгибку полок 13 заканчивают в калибре 14, формируя раскат 15, который затем подвергается окончатель25 ной обработке, в том числе подгибке, в предчистовом контрольном 16 и чистовом 17 калибрах. Заявляемый способ по описанному примеру может быть реализован с использовани30 ем предчистового калибра 7, образованного ручьями двух валков в виде кольцевого выступа 18 и выреза 19, боковые грани 20 которого выполнены с двойными, знакопеременным перегибом 21. Касательная в точке перегиба 35 22 для осуществления способа по описанному примеру должна быть выполнена под острым углом а к горизонтали 23. При дефиците ширины бочки валков для осуществления условий деформирования в 40 соответствии с заявляемым способом может использоваться калибр с укороченной прямолинейной боковой гранью выреза. В черновых калибрах может быть получен полосовой раскат с изогнутой стенкой 45 24 и наклонными относительно горизонтали полками (краевыми участками раската) 25. Подгибку полок 25, по крайней мере первую ее операцию в калибре 26, осуществляют, освобождая от обжатия участки 27 полок 25. 50 прилегающие к кромкам 28. При этом для осуществления способа используется калибр с двойным знакопеременным перегибом боковой грани выреза 29, касательная в точке перегиба 30 которого может быть вы55 полнена параллельно горизонтали 31. Такая конструкция калибра может использоваться в нескольких предчистовых калибрах, где осуществляются операции подгибки полок. 12831 При прокатке швеллеров по заявляемому способу полосовой раскат 32 (фиг. 10) центрируется относительно оси прокатки посредством одновременного контакта полосы при захвате валками в точках 33 и 34, возможно также удерживающее раскат воздействие прилегающих к буртам 35 боковых стенок 36 кольцевых вырезов 37. Способ обеспечивает возможность выполнения боковых стенок 36 параллельно или под незначительным углом к 10 вертикали, что повышает эффективность центрирования полосы. Выравнивание длин очага деформации со стороны верхнего и нижнего валков обеспечивает эффективный захват полосы валками. 15 Так, например, при прокатке швеллера N? 20 по заявляемому способу из прямоугольной заготовки сечением 330x50 мм формируют полосовой раскат шириной 300 мм, толщиной краевых участков (полок) 16,3 20 мм, центрального (стенки) - 12,5 мм. На полосовом раскате формируют выступы треугольного сечения высотой ~15мм. Краевые участки полосы (полки) выполняют под углом ~11°18' к горизонтали. Первую опера- 25 ц и ю п о д г и б к и п о л о к о с у щ е с т в л я ю т , обжатия участки раската, примыкающие к треугольным выступам и освобождая при этом от обжатия участки полосового раската, прилегающие к кромкам. Длину осво- 30 бождаемого от обжатия участка полок определяют, исходя из условия In = Іст (In и Іст - длины очагов деформации по полкам и стенке соответственно), равной 40 мм. Боковые стенки ручья в виде кольцевого 35 выреза для осуществления способа выполняют с двойным знакопеременным перегибом. При этом касательная в точке перегиба параллельна горизонтали, а вертикальная проекция расстояния от точки перегиба до 40 буртов составляет 48 мм при ширине ручья 310 мм. Боковые стенки ручья, прилегающие к буртам, выполняют под углом 6°12' к вертикали. В первом предчистовом калибре полки 45 подгибают до угла с вертикалью ~20°. в последующих двух - до ~16°. Окончательное формирование профиля осуществляют в чистовом калибре. 50 Обжатие участков раската, примыкающих к треугольным выступам и освобожде ние от обжатия участков, примыкающих к кромкам раската, при подгибке обеспечивает: а) надежное центрирование и эффек тивный захват полосового раската в гибоч ных калибрах, что обуславливает высокую точность размеров готового профиля, со кращение затрат времен и на наст ройку стана; б) уменьшение растягивающих напря жений при изгибе элементов полосы в на ружных углах профиля и, следовательно, повышение качества поверхности мест со пряжения стенки с полками,отсутствие за катов у кромок полок; в) возможность прокатки швеллеров без использования сложной вводной проводковой арматуры и, как следствие, сокращение времени на настройку стана. Для осуществления подгибки полок в предчистовом калибре в соответствии с заявляемым способом, а именно, освобождая от обжатия участки полок, прилегающие к кромкам раската, необходимо использование конструктивной формы калибра, характеризующейся тем, что боковые грани кольцевых вырезов выполнены укороченными прямолинейными или с двойным знакопеременным перегибом. Как показала опытная проверка, в результате использования заявляемого способа предельные отклонения размера ширины пол ок при прокат ке сос тавл яю т ± 0,5 мм, против ±1-3 мм, получаемых с использованием известных способов, Заявляемое изобретение в сравнении с прототипом обладает следующими преимуществами; а) позволяет повысить точность выпол нения размеров полок по ширине на 60%; б) увеличивает производительность прокатного стана за счет сокращения вре мени на настройку стана на ~0,5%. Заявляемый способ прокатки швеллерных профилей представляет несомненный интерес для прокатного производства, так как позволит получать профили высокой точности с повышенными прочностными характеристиками, обуславл ивающими экономию металла в народном хозяйстве до 10%. 12831 ~\ Фиг-t 5 V /7 ////7ГГ/ Фиг 5 Фиг? Риг в Фиг. Ю Упорядник Замовлення 4085 Техред М.Моргентал Коректор М. Самборська Тираж Підписне Державне патентне відомство України, 254655, ГСП, Київ-53, Львівська пл , 8 Відкрите акціонерне товариство "Патент", м. Ужгород, вул Гагаріна, 101
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of rolling of u-beams
Автори англійськоюHavrylenko Yevhen Dmytrovych, Kiriienko Anatolii Ivanovych, Myroshnychenko Anatolii Vasyliovych, Filonov Yurii Vsevolodovych, Skorokhod Mykola Mykhailovych, Loktionov Petro Yakovych, Khoroshylov Mykola Makarovych, Chudnovets Oleksandr Mykolaiovych, Dorozhko Ivan Kyrylovych, Slavskyi Anatolii Illich
Назва патенту російськоюСпособ прокатки швеллерных профилей
Автори російськоюГавриленко Евгений Дмитриевич, Кириенко Анатолий Иванович, Мирошниченко Анатолий Васильевич, Филонов Юрий Всеволодович, Скороход Николай Михайлович, Локтионов Петр Яковлевич, Хорошилов Николай Макарович, Чудновец Александр Николаевич, Дорожко Иван Кириллович, Славский Анатолий Ильич
МПК / Мітки
МПК: B21B 1/08
Мітки: профілів, прокатки, швелерних, спосіб
Код посилання
<a href="https://ua.patents.su/4-12831-sposib-prokatki-shvelernikh-profiliv.html" target="_blank" rel="follow" title="База патентів України">Спосіб прокатки швелерних профілів</a>
Спосіб прокатки швелерних профілей
Номер патенту: 1143
Опубліковано: 30.12.1993
Автори: Филонов Юрій Всеволодович, Проценко Юрій Юрійович, Дорожко Іван Кирилович, Кірієнко Анатолій Іванович, Гавриленко Євген Дмитрович, Мних Юрій Вікентійович, Мирошниченко Анатолій Васильович
МПК: B21B 1/08
Мітки: швелерних, спосіб, профілей, прокатки
Формула / Реферат:
1 .Способ прокатки швеллерных профилей, включающий получение заготовки в виде полосового раската с треугольными выступами в местах образования сопряжений полок и стенки профиля и последующую формовку из него элементов профиля с подгибкой полок к поверхности, противоположной треугольным выступам, отличающийся тем, что, с целью повышения качества профиля за счет стабилизации мест гиба, перед формовкой полок и стенки на полосовом раскате у...
Спосіб прокатування профілів
Номер патенту: 5339
Опубліковано: 28.12.1994
Автори: Толпа Анатолій Андрійович, Ніколаєв Едуард Петрович
МПК: B21B 1/02
Мітки: профілів, прокатування, спосіб
Формула / Реферат:
Способ прокатки профилей, включающий формирование подката в ящичном калибре в виде прямоугольника с переходными участками между его сторонами и прокатку его в калибрах простой формы с первоначальным контактом при захвате боковых поверхностей калибров с переходными участками, отличающийся тем, что, с целью повышения устойчивости процесса за счет улучшения условий захвата в калибрах простой формы, подкат формируют с двугранными переходными...
Спосіб прокатки кутових профілів
Номер патенту: 1421
Опубліковано: 25.03.1994
Автори: Прохода Григорій Сергійович, Кузнєцов Лев Федорович, Крупник Ісаак Абрамович, Гончар Володимир Павлович, Филонов Юрій Всеволодович, Єремєєв Віктор Іванович, Сапригін Хразален Михайлович, Гавриленко Євген Дмитрович
Мітки: профілів, кутових, прокатки, спосіб
Формула / Реферат:
Способ прокатки угловых профилей из полосовой заготовки, включающий формирование заготовки W-образного сечения с развернутыми фланцами, образующими продольные канавки, и последующую подгибку фланцев до угла 90° между ними, отличающийся тем, что, с целью повышения механических свойств путем термомеханической обработки проката и производительности стана за счет сокращения числа пропусков, в первом проходе профилируют продольную канавку на...
Спосіб прокатки-розділення гатунових профілів
Номер патенту: 7902
Опубліковано: 26.12.1995
Автори: Морозов Василь Петрович, Губайдулін Вячеслав Фуатович, Ілатовський Віктор Федорович, Ржевіцкий Сергій Миколайович, Чуков Іван Яковлевич, Шульгін Григорій Митрофанович
МПК: B21B 1/02
Мітки: спосіб, гатунових, прокатки-розділення, профілів
Формула / Реферат:
Способ прокатки-разделения сортовых профилей, включающий формирование в многоручьевых калибрах раската, состоящего из нескольких, преимущественно двух, заготовок круглого сечения, соединенных между собой перемычкой толщиной, равной 0,02-0,2 их диаметра, разделение раската разрывом перемычки путем его прокатки в клиновидных гребнях валков, имеющих углы при вершине больше угла между смежными сторонами заготовок у перемычки раската, обжатие...
Спосіб безперервної прокатки штабів
Номер патенту: 805
Опубліковано: 15.12.1993
Автори: Филонов Юрій Всеволодович, Шишко Юрій Борисович, Холодило Валерій Андрійович, Букрєєв Іван Іванович, Гавриленко Євген Дмитрович, Єрємєєв Віктор Іванович, Кузнєцов Лев Федорович, Ющевський Віктор Карлович, Андрійчук Сергій Андрійович
МПК: B21B 1/26
Мітки: безперервної, штабів, спосіб, прокатки
Формула / Реферат:
Способ непрерывной прокатки полос, преимущественно высоких, в системо ребрового и пластового калибров, включающий создание момента осевого скручивания раската на выходе из калибра в процессе ребрового обжатия, отличающийся тем, что, с целью облегчения кантовки раската при передаче его из ребрового в пластовый калибр, в ребровом калибре создают утолщения в угловых зонах по одной из диагоналей профиля раската путем преимущественного...
Попередній патент: Акумуляторна батарея
Наступний патент: Пристрій для подання стрічкового матеріалу в робочу зону вирубного штампа
Випадковий патент: Пристрій для прискорення зведення ручної автоматичної вогнепальної зброї з ударно-спусковим механізмом ударникового типу