Спосіб поздовжньої прокатки труб
Формула / Реферат
Способ продольной прокатки труб, включающий деформацию трубчатой заготовки ручьевыми валками на удерживаемой оправке с цилиндрической калибрующей частью и с обжимным, прилегающим к ней большим сечением, участком, например, коническим, отличающийся тем, что деформацию осуществляют в круглом без выпусков калибре при соотношении
где tзаг, tтр - толщина стенки соответственно трубчатой заготовки и трубы;
Δ tоп - величина обжатия стенки изнутри трубчатой заготовки по гребню ручья валков.
Текст
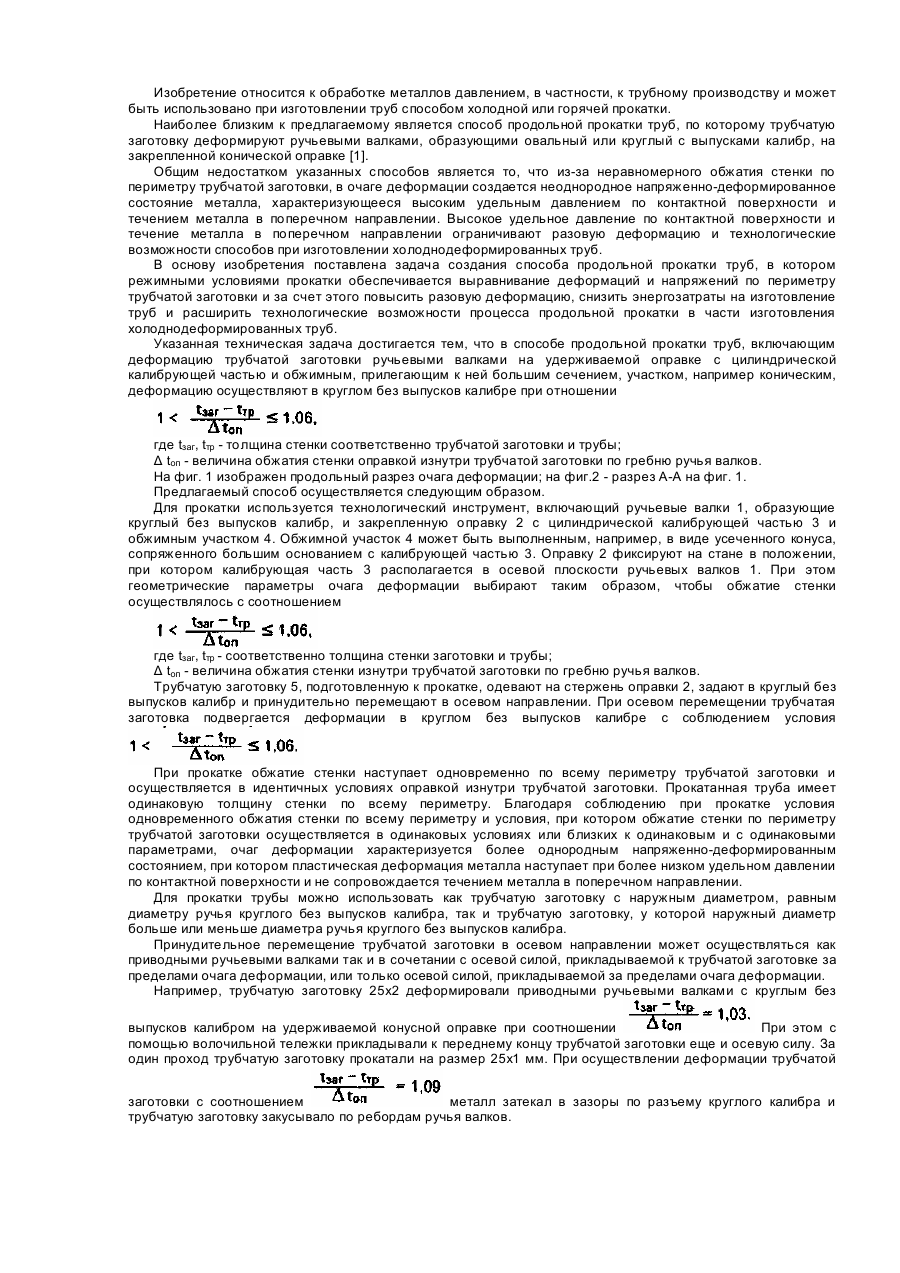
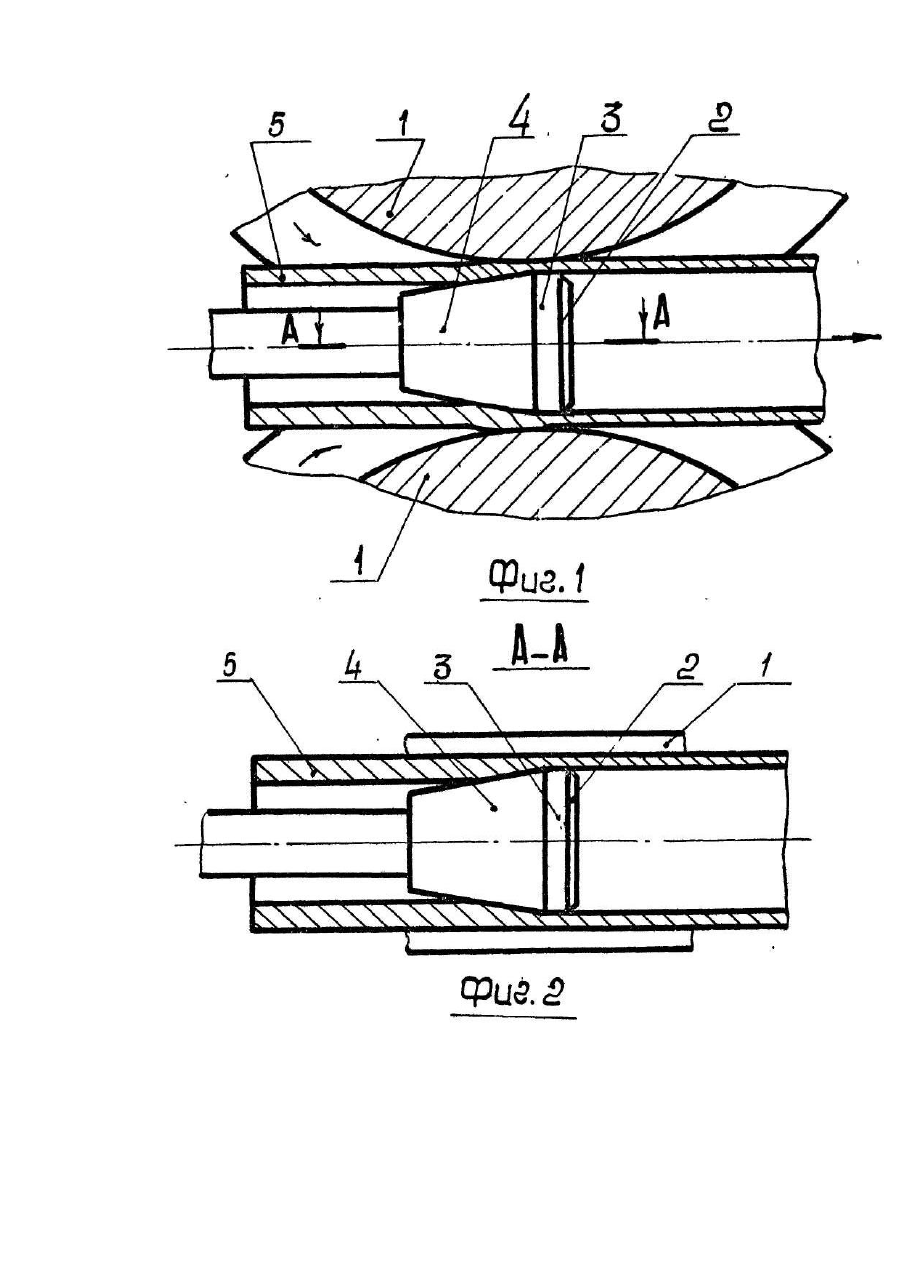
Изобретение относится к обработке металлов давлением, в частности, к трубному производству и может быть использовано при изготовлении труб способом холодной или горячей прокатки. Наиболее близким к предлагаемому является способ продольной прокатки труб, по которому трубчатую заготовку деформируют ручьевыми валками, образующими овальный или круглый с выпусками калибр, на закрепленной конической оправке [1]. Общим недостатком указанных способов является то, что из-за неравномерного обжатия стенки по периметру трубчатой заготовки, в очаге деформации создается неоднородное напряженно-деформированное состояние металла, характеризующееся высоким удельным давлением по контактной поверхности и течением металла в поперечном направлении. Высокое удельное давление по контактной поверхности и течение металла в поперечном направлении ограничивают разовую деформацию и технологические возможности способов при изготовлении холоднодеформированных труб. В основу изобретения поставлена задача создания способа продольной прокатки труб, в котором режимными условиями прокатки обеспечивается выравнивание деформаций и напряжений по периметру трубчатой заготовки и за счет этого повысить разовую деформацию, снизить энергозатраты на изготовление труб и расширить технологические возможности процесса продольной прокатки в части изготовления холоднодеформированных труб. Указанная техническая задача достигается тем, что в способе продольной прокатки труб, включающим деформацию трубчатой заготовки ручьевыми валками на удерживаемой оправке с цилиндрической калибрующей частью и обжимным, прилегающим к ней большим сечением, участком, например коническим, деформацию осуществляют в круглом без выпусков калибре при отношении где tзаг, tтр - толщина стенки соответственно трубчатой заготовки и трубы; Δ tоп - величина обжатия стенки оправкой изнутри трубчатой заготовки по гребню ручья валков. На фиг. 1 изображен продольный разрез очага деформации; на фиг.2 - разрез А-А на фиг. 1. Предлагаемый способ осуществляется следующим образом. Для прокатки используется технологический инструмент, включающий ручьевые валки 1, образующие круглый без выпусков калибр, и закрепленную оправку 2 с цилиндрической калибрующей частью 3 и обжимным участком 4. Обжимной участок 4 может быть выполненным, например, в виде усеченного конуса, сопряженного большим основанием с калибрующей частью 3. Оправку 2 фиксируют на стане в положении, при котором калибрующая часть 3 располагается в осевой плоскости ручьевых валков 1. При этом геометрические параметры очага деформации выбирают таким образом, чтобы обжатие стенки осуществлялось с соотношением где tзаг, tтр - соответственно толщина стенки заготовки и трубы; Δ tоп - величина обжатия стенки изнутри трубчатой заготовки по гребню ручья валков. Трубчатую заготовку 5, подготовленную к прокатке, одевают на стержень оправки 2, задают в круглый без выпусков калибр и принудительно перемещают в осевом направлении. При осевом перемещении трубчатая заготовка подвергается деформации в круглом без выпусков калибре с соблюдением условия При прокатке обжатие стенки наступает одновременно по всему периметру трубчатой заготовки и осуществляется в идентичных условиях оправкой изнутри трубчатой заготовки. Прокатанная труба имеет одинаковую толщину стенки по всему периметру. Благодаря соблюдению при прокатке условия одновременного обжатия стенки по всему периметру и условия, при котором обжатие стенки по периметру трубчатой заготовки осуществляется в одинаковых условиях или близких к одинаковым и с одинаковыми параметрами, очаг деформации характеризуется более однородным напряженно-деформированным состоянием, при котором пластическая деформация металла наступает при более низком удельном давлении по контактной поверхности и не сопровождается течением металла в поперечном направлении. Для прокатки трубы можно использовать как трубчатую заготовку с наружным диаметром, равным диаметру ручья круглого без выпусков калибра, так и трубчатую заготовку, у которой наружный диаметр больше или меньше диаметра ручья круглого без выпусков калибра. Принудительное перемещение трубчатой заготовки в осевом направлении может осуществляться как приводными ручьевыми валками так и в сочетании с осевой силой, прикладываемой к трубчатой заготовке за пределами очага деформации, или только осевой силой, прикладываемой за пределами очага деформации. Например, трубчатую заготовку 25x2 деформировали приводными ручьевыми валками с круглым без выпусков калибром на удерживаемой конусной оправке при соотношении При этом с помощью волочильной тележки прикладывали к переднему концу трубчатой заготовки еще и осевую силу. За один проход трубчатую заготовку прокатали на размер 25x1 мм. При осуществлении деформации трубчатой заготовки с соотношением металл затекал в зазоры по разъему круглого калибра и трубчатую заготовку закусывало по ребордам ручья валков.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of longitudinal rolling pipes
Автори англійськоюSyzonenko Hryhorii Oleksandrovych
Назва патенту російськоюСпособ продольной прокатки труб
Автори російськоюСизоненко Григорий Александрович
МПК / Мітки
МПК: B21B 17/00
Мітки: спосіб, прокатки, труб, поздовжньої
Код посилання
<a href="https://ua.patents.su/2-19510-sposib-pozdovzhno-prokatki-trub.html" target="_blank" rel="follow" title="База патентів України">Спосіб поздовжньої прокатки труб</a>
Спосіб поздовжньої прокатки труб
Номер патенту: 19508
Опубліковано: 25.12.1997
Автор: Сизоненко Григорій Олександрович
МПК: B21B 17/00
Мітки: поздовжньої, прокатки, труб, спосіб
Формула / Реферат:
Способ продольной прокатки труб, при котором трубчатую заготовку деформируют с неравномерным по ее периметру обжатием стенки на оправке ручьевыми валками с овальным калибром и с круглым без выпусков калибром, отличающийся тем, что неравномерное обжатие стенки трубчатой заготовки производят на величину, определяемую соотношениемгде Δt - величина разностенности по периметру трубчатой заготовки на участках,...
Інструмент стану поздовжньої прокатки труб
Номер патенту: 19509
Опубліковано: 25.12.1997
Автор: Сизоненко Григорій Олександрович
МПК: B21B 17/00
Мітки: інструмент, прокатки, стану, поздовжньої, труб
Формула / Реферат:
Инструмент стана продольной прокатки труб, включающий последовательно расположенные по ходу прокатки ручьевые валки с овальным и круглым без выпусков калибром и закрепленную ступенчатую оправку с числом ступеней, соответствующим числу калибров, отличающийся тем, что ручьевые валки установлены с расположением разъемов калибров в одной плоскости и размещенная в круглом без выпусков калибре ступень оправки имеет цилиндрическую калибрующую часть...
Спосіб поздовжньої прокатки
Номер патенту: 5060
Опубліковано: 28.12.1994
Автори: Кісєльов Андрєй Пєтровіч, Мєльніков Алєксандр Васільєвіч, Капнін Владімір Вікторовіч, Хлопонін Віктор Ніколаєвіч, Овчіннікова Маріна Васільєвна, Ашіхмін Гєрман Вікторовіч
МПК: B21B 1/26
Мітки: поздовжньої, спосіб, прокатки
Формула / Реферат:
1. Способ продольной прокатки, преимущественно литых заготовок, включающий из раздельную задачу и обжатие в перекрещивающихся рабочих валках с гладкими бочками, ориентированных симметрично относительно вертикальной плоскости, и осевое перемещение рабочих валков навстречу друг другу, отличающийся тем, что, с целью повышения качества проката и интенсификации процесса прокатки посредством дробления исходной литой структуры, выравнивания...
Спосіб холодної пільгерної прокатки труб
Номер патенту: 9919
Опубліковано: 30.09.1996
Автори: Сєніна Тетяна Володимирівна, Фролов Віктор Пилипович, Курін Вадим Юлійович, Першин Володимир Олександрович
МПК: B21B 21/00
Мітки: спосіб, прокатки, пільгерної, холодної, труб
Формула / Реферат:
(57) Способ холодной пильгерной прокатки труб, включающий деформацию заготовки в валках с ручьями переменного сечения, имеющими обжимную зону, развертка гребня которой имеет параболическую образующую, и калибрующую зону, на оправке, имеющей одинаковую с гребнем образующую на длине, соответствующей обжимной зоне ручьев, отличающийся тем, что образующие развертки гребня ручьев и оправки на длине обжимной зоне выполняют с показателями степени...
Спосіб поздовжньої прокатки штаб перемінного перерізу із профільованими поверхнями
Номер патенту: 18115
Опубліковано: 01.07.1997
Автор: Шломчак Георгій Григорович
МПК: B21H 8/00
Мітки: профільованими, прокатки, перерізу, поздовжньої, штаб, перемінного, поверхнями, спосіб
Формула / Реферат:
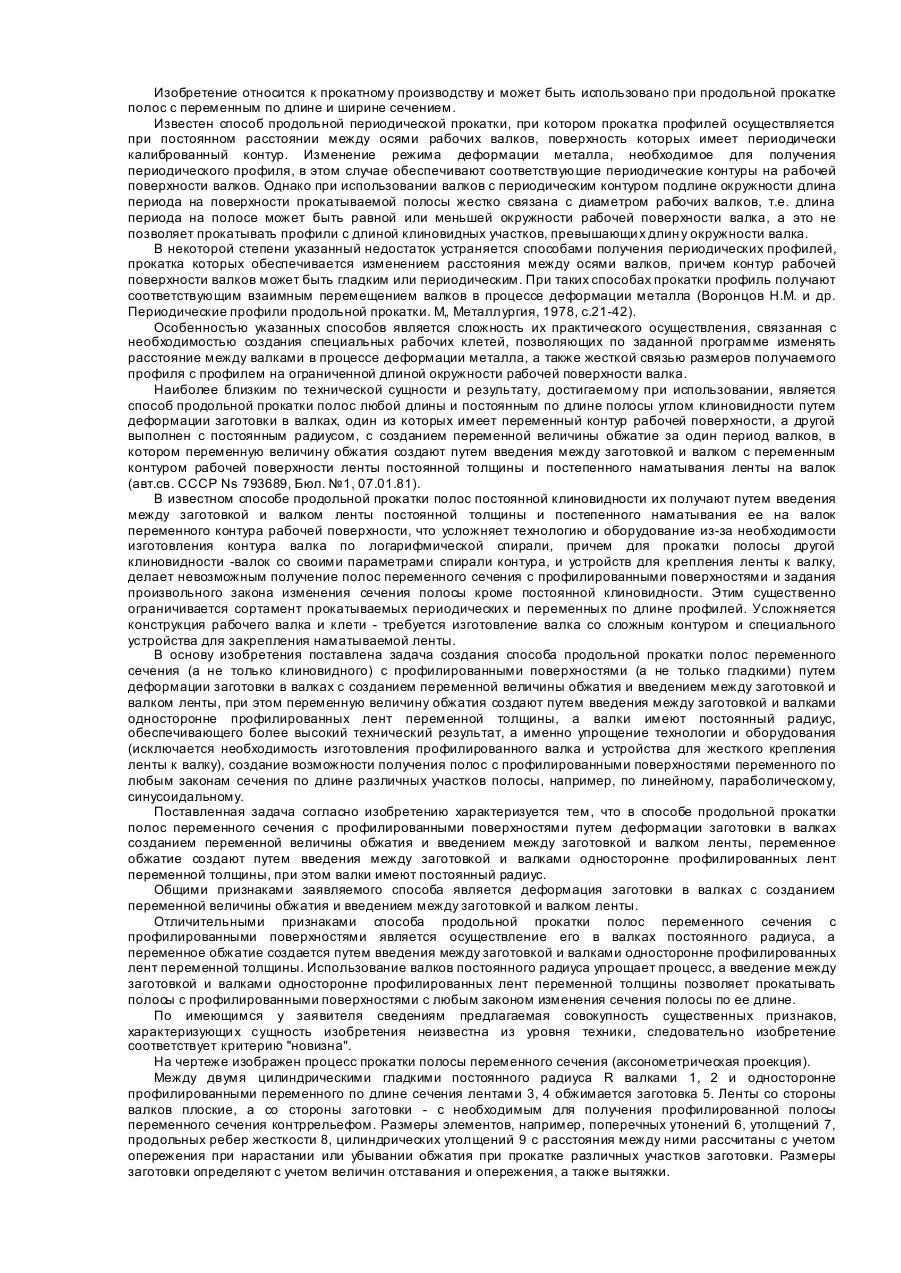
Способ продольной прокатки полос переменного сечения с профилированными поверхностями путем деформации заготовки в валках с созданием переменной величины обжатия и введением между заготовкой и валком ленты, отличающийся тем, что переменную величину обжатия создают путем введения между заготовкой и валками односторонне профилированных лент переменной толщины, при этом валки имеют постоянный радиус.
Попередній патент: Інструмент стану поздовжньої прокатки труб
Наступний патент: Пристрій для вимірювання густини струму в електроліті
Випадковий патент: Пристрій для регенерації фільтруючої засипки фільтра