Спосіб прокатки кутових профілів
Номер патенту: 1421
Опубліковано: 25.03.1994
Автори: Кузнєцов Лев Федорович, Єремєєв Віктор Іванович, Филонов Юрій Всеволодович, Гавриленко Євген Дмитрович, Гончар Володимир Павлович, Прохода Григорій Сергійович, Сапригін Хразален Михайлович, Крупник Ісаак Абрамович
Формула / Реферат
Способ прокатки угловых профилей из полосовой заготовки, включающий формирование заготовки W-образного сечения с развернутыми фланцами, образующими продольные канавки, и последующую подгибку фланцев до угла 90° между ними, отличающийся тем, что, с целью повышения механических свойств путем термомеханической обработки проката и производительности стана за счет сокращения числа пропусков, в первом проходе профилируют продольную канавку на участке вершины угла профиля, во втором проходе формируют в месте канавки угол профиля и продольные канавки на обоих фланцах и прилегающих к нему зонах, а в последующих проходах осуществляют выглаживание ранее сформированных канавок и формирование новых с последовательным их смещением от вершины угла к кромкам фланцев и одновременной подгибкой выглаженных участков фланцев до угла 90° между ними, а перед каждым последующим проходом подстуживают профиль подачей охладителя в указанные канавки.
Текст
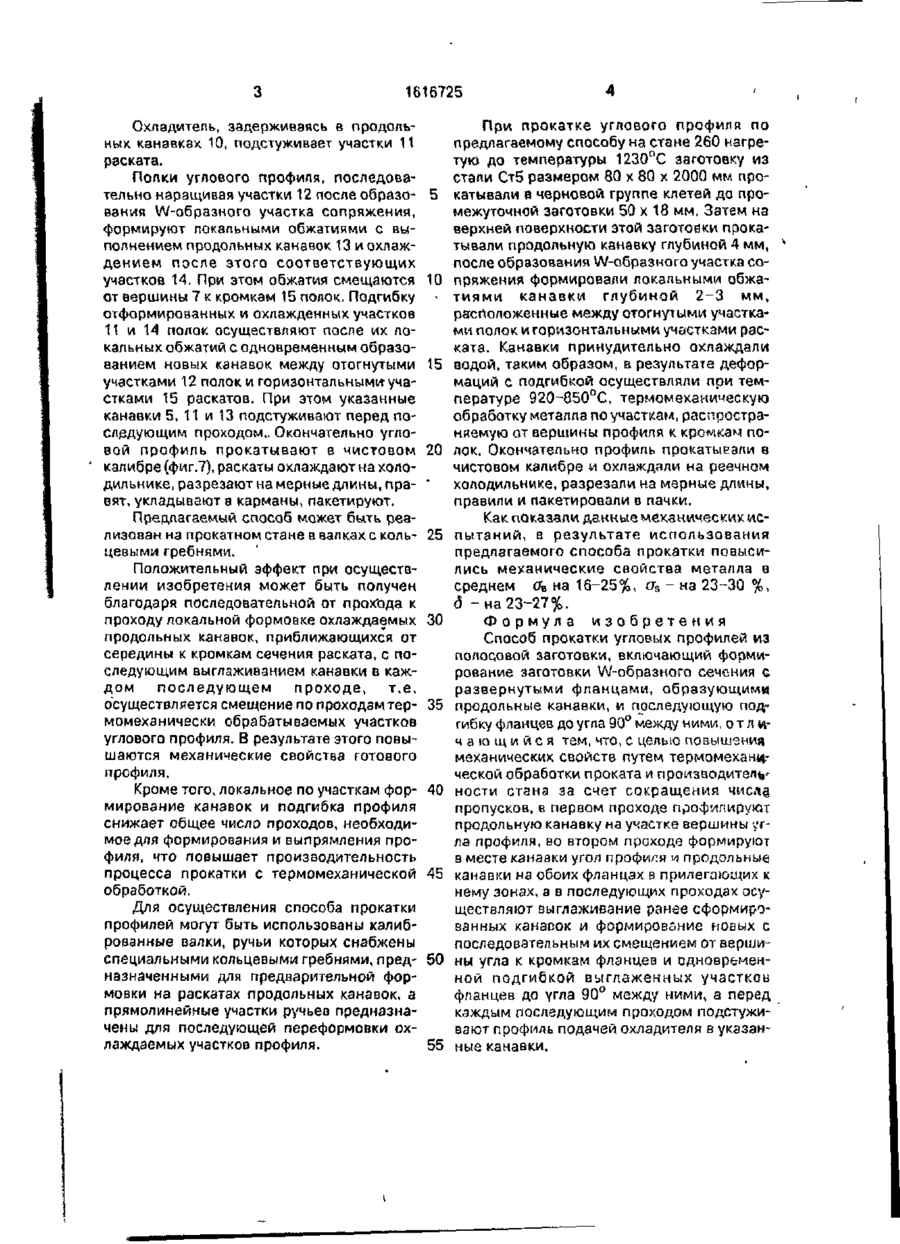
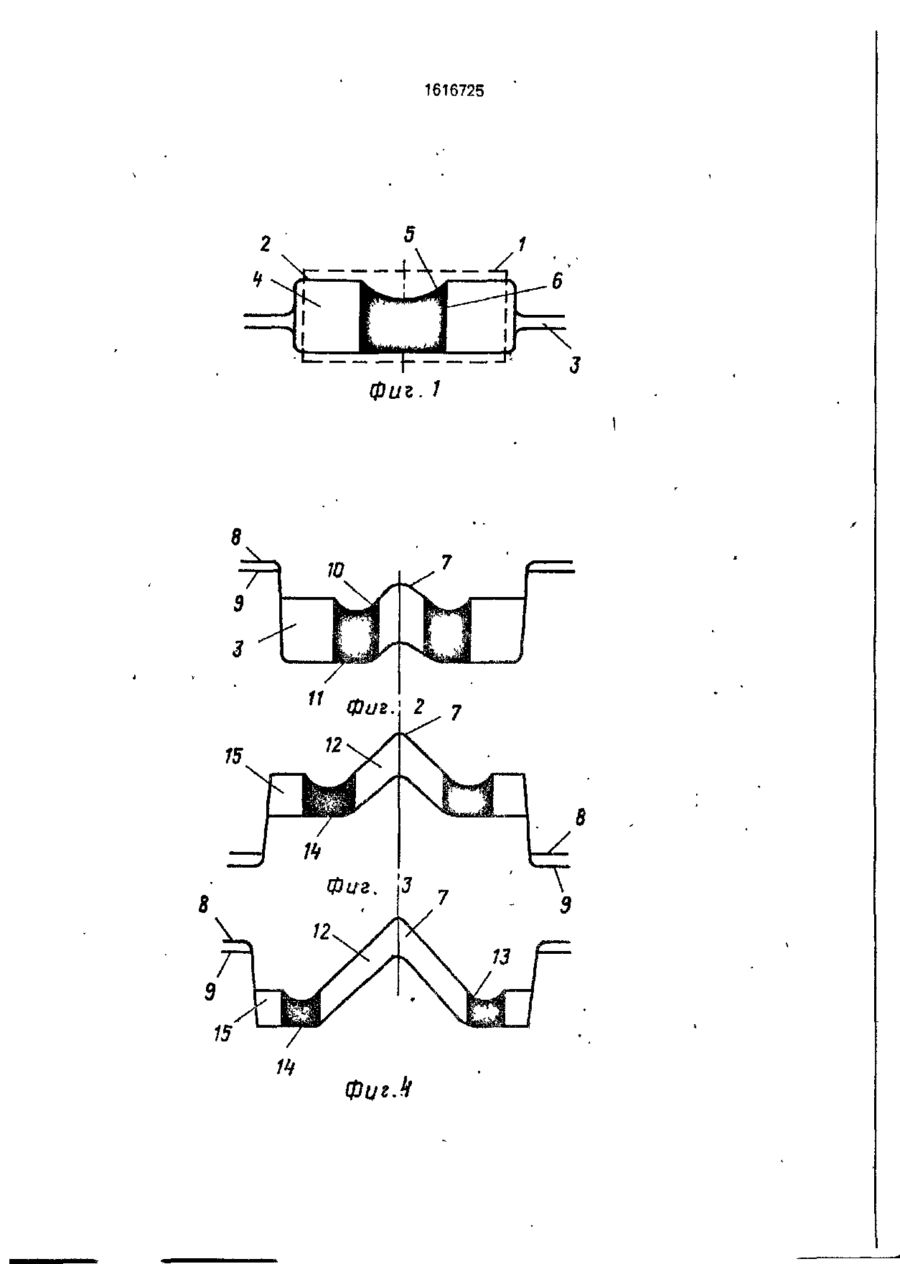
Изобретение относится к прокатному производству и может быть использовано при прокатке угловых профилей преимущественно тонкостенных профилей повышенной прочности. Цепь изобретения повышение механических свойств путем термомеханической обработки проката и производительности стана за счет сокращения числа пропусков Для этого исходную плоскую заготовку в первом проходе формируют с образованием канавки на участке вершины угла профиля, во втором проходе угсл профиля на месте этой канавки и продольные канавки по обе стороны от угла профиля. В последующих проходах выглаживают ранее сформированные канавки и формируют новые со смещением их к кромкам фланцев и подгибкой выглаженных участков фланцев до прямого угла. Одчовременно перед каждым проходом охлаждают профиль подачей охладителя в сформированные канавки Такая локальная, осуществляемая последовательно по участкам термомеханическая обработка профиля обеспечивает равномерное улучшение механических свойств по всем участкам сече ния профиля. Вместе с тем последовательная по участкам подгибка з зонах канавок облегчает формирование прямого у(ла между фланцами профиля и сокращает необходимое для этого число пооходов, что повышает производительность стана. 7 ил. Изобретение относится к прокатному производству и может быть использовано при прокатке угловых профилей, преимущественно тонкостенных профилей повышенной прочности. Целью изобретения является повышение механических свойств путем термомеханической ' обработки проката и производительности стэна зэ счет сокращения числа пропусков. На фиг 1-7 изображено пооперационное выполнение способа прокатки угловых профилей По предлагаемому способу в процессе горячей прокатки угловых профилей нагрегую полосовую заготовку 1 формируют с центральным W-образным участком сопряжения полок с последующим их обжатием с подгибкой до 90°. В калибре, образованном валками 2 и 3, формируют в раскате 4 продольную канавку 5 с охлаждением среднего участка 6 При этом канавку 5 формируют по месту образования вершины 7 W-образного участка раската в следующем калибре, образованном ездками 8 и 9 •1г" ( 1616725 Охладитель, задерживаясь в продольных канавках 10, подстуживает участки 11 раската. Полки углового профиля, последовательно наращивая участки 12 после образования W-образного участка сопряжений, формируют локальными обжатиями с выполнением продольных канавок 13 и охлаждением после этого соответствующих участков 14. При этом обжатия смещаются от вершины 7 к кромкам 15 полок. Подгибку отформированных и охлажденных участков 11 и 14 полок осуществляют после их локальных обжатий с одновременным образованием новых канавок между отогнутыми участками 12 полок и горизонтальными участками 15 раскатов. При этом указанные канавки 5, И и 13 подстуживают перед последующим проходом,, Окончательно угловой профиль прокатывают в чистовом калибре (фиг.7), раскаты охлаждают на холодильнике, разрезают на мерные длины, правят, укладывают в карманы, пакетируют. Предлагаемый способ может быть реализован на прокатном стане в валках с кольцевыми гребнями. Положительный эффект при осуществлении изобретения может быть получен благодаря последовательной от прохода к проходу локальной формовке охлаждаемых продольных канавок, приближающихся от середины к кромкам сечения раската, с последующим выглаживанием канавки в каждом последующем проходе, т.е. осуществляется смещение по проходам термомеханически обрабатываемых участков углового профиля. В результате этого повышаются механические свойства готового профиля. Кроме того, локальное по участкам формирование канавок и подгибка профиля снижает общее число проходов, необходимое для формирования и выпрямления профиля, что повышает производительность процесса прокатки с термомеханической обработкой. Для осуществления способа прокатки профилей могут быть использованы калиброванные валки, ручьи которых снабжены специальными кольцевыми гребнями, предназначенными для предварительной формовки на раскатах продольных канавок, а прямолинейные участки ручьев предназначены для последующей переформовки охлаждаемых участков профиля. 5 10 • 15 20 25 30 35 40 45 50 55 При прокатке углового профиля по предлагаемому способу на стане 260 нагретую до температуры 1230°С заготовку из стали Ст5 размером 80 х 80 х 2000 мм прокатывали в черновой группе клетей да промежуточной заготовки 5Q х 18 мм. Затем на верхней поверхности этой заготоеки прокатывали продольную канавку глубиной 4 мм, после образования W-образного участка сопряжения формировали локальными абжатиями канавки глубиной 2-3 мм, расположенные между атогнуіьіми участками полок и горизонтальными участками раската. Канавки принудительно охлаждали водой, таким образом, в результате деформаций с подгибкой осуществляли при температуре 920~850°С, термомеханическую обработку металла по участкам, распространяемую от вершины профиля к кромкам полок. Окончательно профиль прокатывали в чистовом калибре и охлаждали на реечном холодильнике, разрезали на мерные ДЛИНЫ, правили и пакетировали в пачки. Как показали данные механических испытаний, в результате использования предлагаемого способа прокатки повысились механические свойства металла в среднем Св на 16-25%,CTS- на 23-30 % д - н а 23-27%. Формула изобретения Способ прокатки угловых профилей из полосовой заготовки, включающий формирование заготовки W-образного сечения с развернутыми фланцами, образующими продольные кзнавки, и последующую подгибку фланцев до угла 90° между ними, отлич а ю щ и й с я тем, что, с целью повышении механических свойств путем термомеханк*ческой обработки проката и проызаодител^ ности стана за счет сокращения числе пропусков, в первом проходе профилируют продольную канавку на участке вершины угла профиля, во втором проходе формируют в месте канавки угол профиля и продольные канавки на обоих фланцах в прилегающих к нему зонах, а в последующих проходах осуществляют выглаживание ранее сформированных канапок и формирование новых с последовательным их смещением от вершины угла к кромкам фланцев и одновременной подгибкой выглаженных участков фланцев до угла 90° между ними, а перед каждым последующим проходом подстуживают профиль подачей охладителя в указанные канавки. 1616725 Фиг. 2 15 7 1616725 15 фиг. 7 Редактор Е. Копча Составитель А. Мзслов Техред М.Моргентал Корректор О. Ципле Заказ 4084 Тираж 410 Подписное ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж-35, Раушская нз5.,4/5 Производственно-издательский комбинат "Патент", г. Ужгород, ул.Гагарина, 101
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of rolling angle sections
Автори англійськоюSapryhin Khrazalen Mykhailovych, Filonov Yurii Vsevolodovych, Yeremieiev Viktor Ivanovych, Honchar Volodymyr Pavlovych, Krupnik Isaak Abramovych, Prokhoda Hryhorii Serhiiovych, Kuznietsov Lev Fedorovych, Havrylenko Yevhen Dmytrovych
Назва патенту російськоюСпособ прокатки угловых профилей
Автори російськоюСапрыгин Хразален Михайлович, Филонов Юрий Всеволодович, Еремеев Виктор Иванович, Гончар Владимир Павлович, Крупник Исаак Абрамович, Прохода Григорий Сергеевич, Кузнецов Лев Федорович, Гавриленко Евгений Дмитриевич
МПК / Мітки
Мітки: прокатки, профілів, спосіб, кутових
Код посилання
<a href="https://ua.patents.su/4-1421-sposib-prokatki-kutovikh-profiliv.html" target="_blank" rel="follow" title="База патентів України">Спосіб прокатки кутових профілів</a>
Спосіб прокатки швелерних профілей
Номер патенту: 1143
Опубліковано: 30.12.1993
Автори: Дорожко Іван Кирилович, Проценко Юрій Юрійович, Филонов Юрій Всеволодович, Мирошниченко Анатолій Васильович, Мних Юрій Вікентійович, Кірієнко Анатолій Іванович, Гавриленко Євген Дмитрович
МПК: B21B 1/08
Мітки: прокатки, профілей, спосіб, швелерних
Формула / Реферат:
1 .Способ прокатки швеллерных профилей, включающий получение заготовки в виде полосового раската с треугольными выступами в местах образования сопряжений полок и стенки профиля и последующую формовку из него элементов профиля с подгибкой полок к поверхности, противоположной треугольным выступам, отличающийся тем, что, с целью повышения качества профиля за счет стабилизации мест гиба, перед формовкой полок и стенки на полосовом раскате у...
Спосіб прокатки профілів швелерного типу
Номер патенту: 964
Опубліковано: 15.12.1993
Автори: Филонов Юрій Всеволодович, Кірієнко Анатолій Іванович, Дорожко Іван Кирилович, Гавриленко Євген Дмитрович, Мних Юрій Вікентійович, Мирошниченко Анатолій Васильович, Проценко Юрій Юрьєвич
Мітки: швелерного, прокатки, типу, спосіб, профілів
Формула / Реферат:
Способ прокатки профилей швеллерного типа, включающий деформацию в черновых проходах развернутого раската с изогнутыми стенкой и полками, выпрямление элементов профиля и подгибку полок по направлению к стенке в чистовом калибре, отличающийся тем, что, с целью улучшения качества проката по механическим свойствам за счет повышения степени проработки структуры металла в полках профиля, в черновых проходах раскат формируют с двойным...
Спосіб безперервної прокатки штабів
Номер патенту: 805
Опубліковано: 15.12.1993
Автори: Холодило Валерій Андрійович, Филонов Юрій Всеволодович, Андрійчук Сергій Андрійович, Кузнєцов Лев Федорович, Шишко Юрій Борисович, Ющевський Віктор Карлович, Гавриленко Євген Дмитрович, Букрєєв Іван Іванович, Єрємєєв Віктор Іванович
МПК: B21B 1/26
Мітки: безперервної, штабів, спосіб, прокатки
Формула / Реферат:
Способ непрерывной прокатки полос, преимущественно высоких, в системо ребрового и пластового калибров, включающий создание момента осевого скручивания раската на выходе из калибра в процессе ребрового обжатия, отличающийся тем, что, с целью облегчения кантовки раската при передаче его из ребрового в пластовый калибр, в ребровом калибре создают утолщения в угловых зонах по одной из диагоналей профиля раската путем преимущественного...
Фланцевий прокатний профіль
Номер патенту: 982
Опубліковано: 15.12.1993
Автори: Кокін Володимир Михайлович, Деревянко Василь Іванович, Поляков Володимир Миколайович, Малий Юрій Георгійович
МПК: B21B 1/08
Мітки: прокатній, профіль, фланцевий
Формула / Реферат:
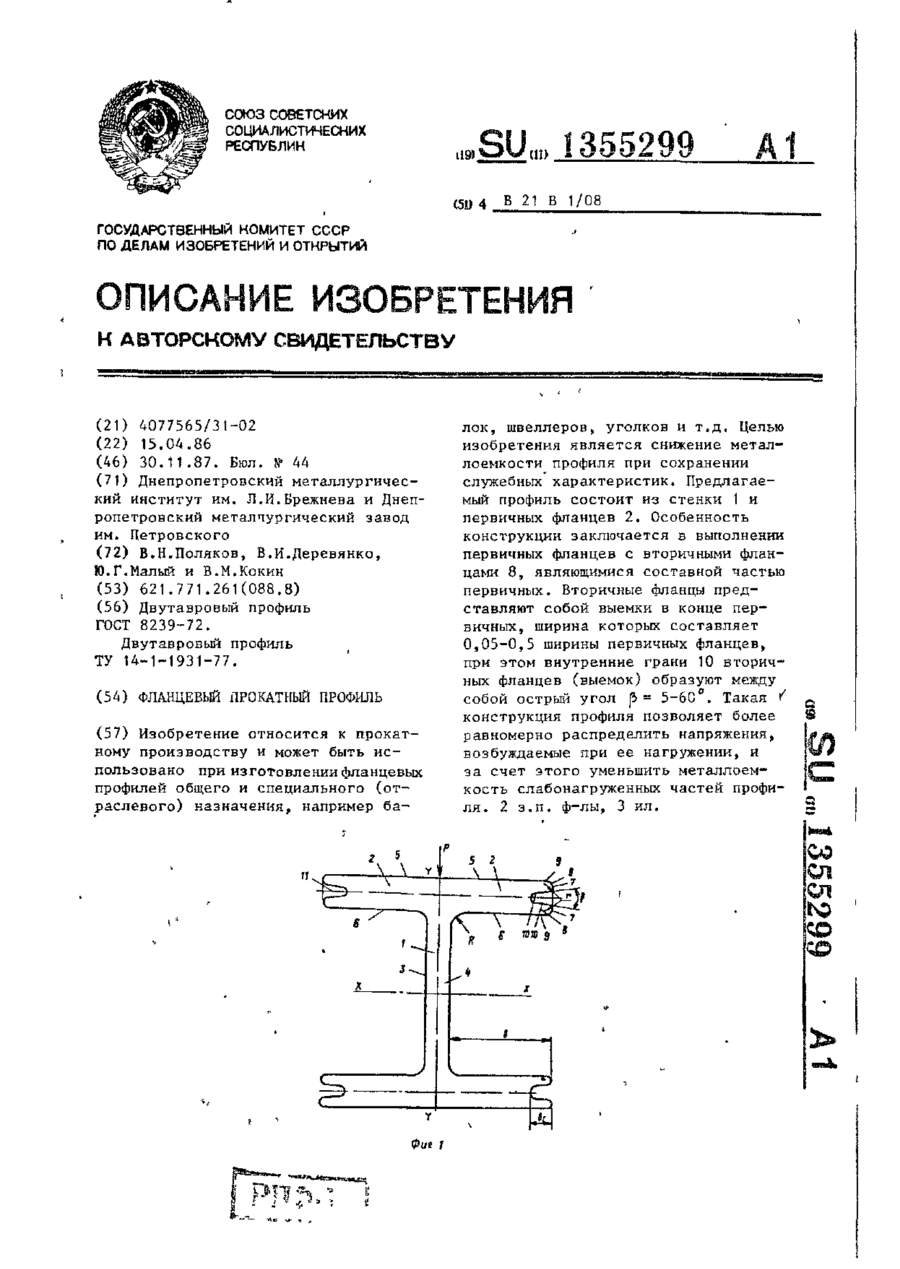
Формула изобретения1. Фланцевый прокатный профиль, содержащий стенку и фланцы, отличающийся тем, что, с целью снижения металлоемкости при сохранении служебных характеристик, по меньшей мере один фланец выполнен с вторичными фланцами, наружные боковые грани которых расположены в одной плоскости с внутренними и наружными боковыми гранями первичных фланцев, а внутренние грани вторичных фланцев образуют между собой острый угол.2....
Спосіб прокатки штабового металу
Номер патенту: 652
Опубліковано: 15.12.1993
Автори: Кузнєцов Лев Федорович, Ющевський Віктор Карлович, Єремєєв Віктор Іванович, Прохода Григорій Сергійович, Филонов Юрій Всеволодович, Гавриленко Євген Дмитрович, Сапригін Хразален Михайлович, Гончар Володимир Павлович, Крупник Ісаак Абрамович
МПК: B21B 1/38
Мітки: прокатки, спосіб, металу, штабового
Формула / Реферат:
1. Способ прокатки полосового металла, включающий неравномерную деформацию заготовки по ширине с образованием центральной и прикромочных зон прокаткой в профилированных валках с чередованием их в четных и нечетных проходах, отличающийся тем, что, с целью повышения качества проката путем увеличения механических свойств, прокатку в четных проходах центральной и прикромочных зон осуществляют с градиентом коэффициента обжатия,...
Попередній патент: Пристрій для відокремлення твердих часток від рідини
Наступний патент: Спосіб індукційного переплаву металів та сплавів
Випадковий патент: Активна фазована антенна решітка з фантомними випромінюючими каналами