Спосіб виготовлення кілець
Номер патенту: 19856
Опубліковано: 25.12.1997
Автори: Горб Євген Васильович, Ващенко Костянтин Олександрович, Донський Анатолій Іванович, Староселецький Михайло Іліч, Новохатній Володимир Якимович, Яковченко Олександр Васильович, Озимин Віктор Михайлович
Формула / Реферат
1. Способ изготовления колец, включающий формообразование полуфабрикатов колец в сдвоенном виде осадкой и прокаткой с образованием впадины со стороны наружной образующей поверхности и расположенной по оси симметрии полуфабрикатов колец и соединительной перемычки, и последующее разделение полуфабрикатов колец, отличающийся тем, что после прокатки осуществляют дополнительную осадку полуфабрикатов колец, а при прокатке сдвоенные полуфабрикаты колец деформируют с образованием впадины, ограниченной внутренними боковыми торцами колец с уклонами и соединительной перемычкой, расположенной вне контура полуфабрикатов, при этом при дополнительной осадке осуществляют смыкание внутренних боковых торцов полуфабрикатов колец и устранение их уклонов.
2. Способ по п.1, отличающийся тем, что при прокатке соединительные перемычки по оси симметрии полуфабрикатов колец выполняют с концентратором напряжений в виде углубления.
Текст
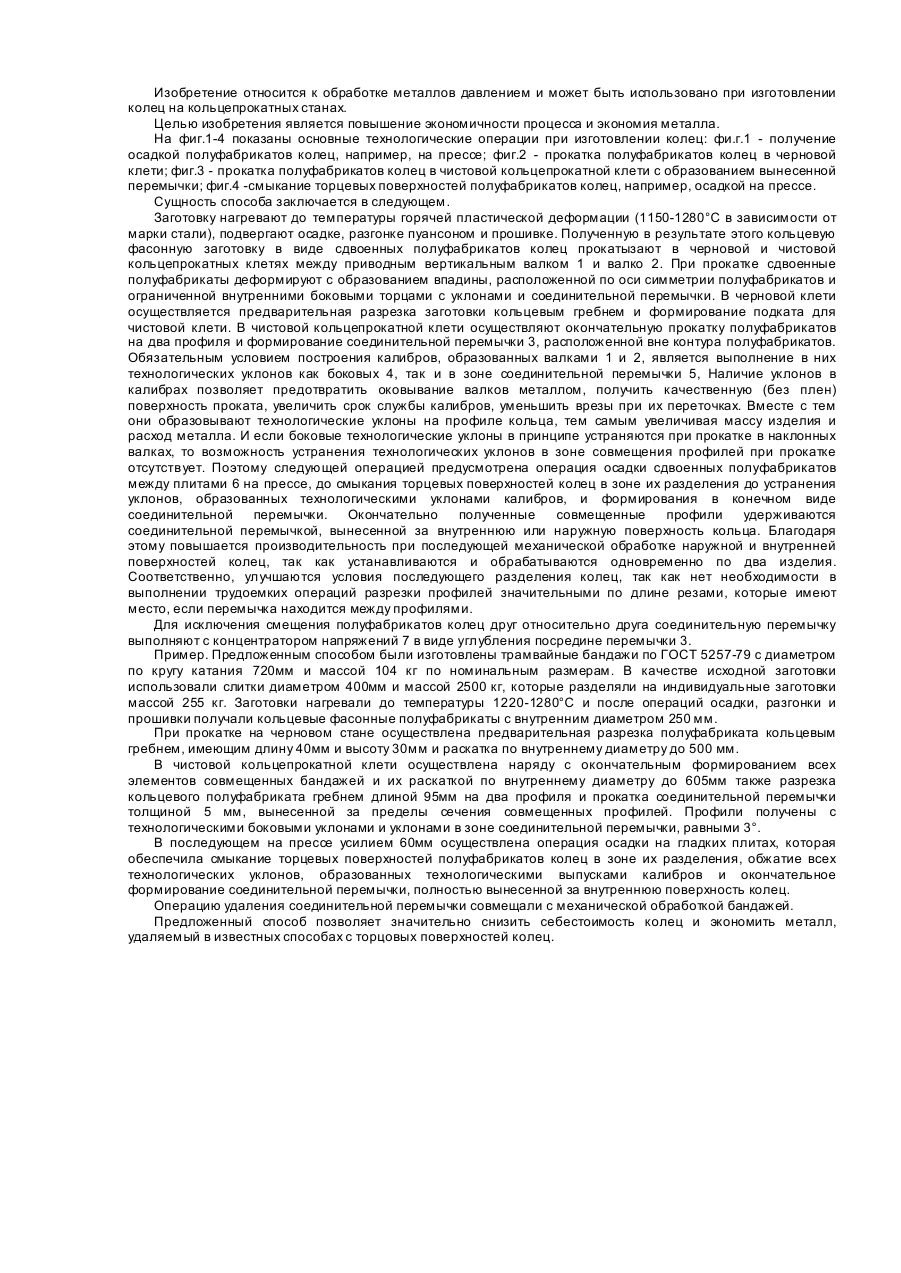
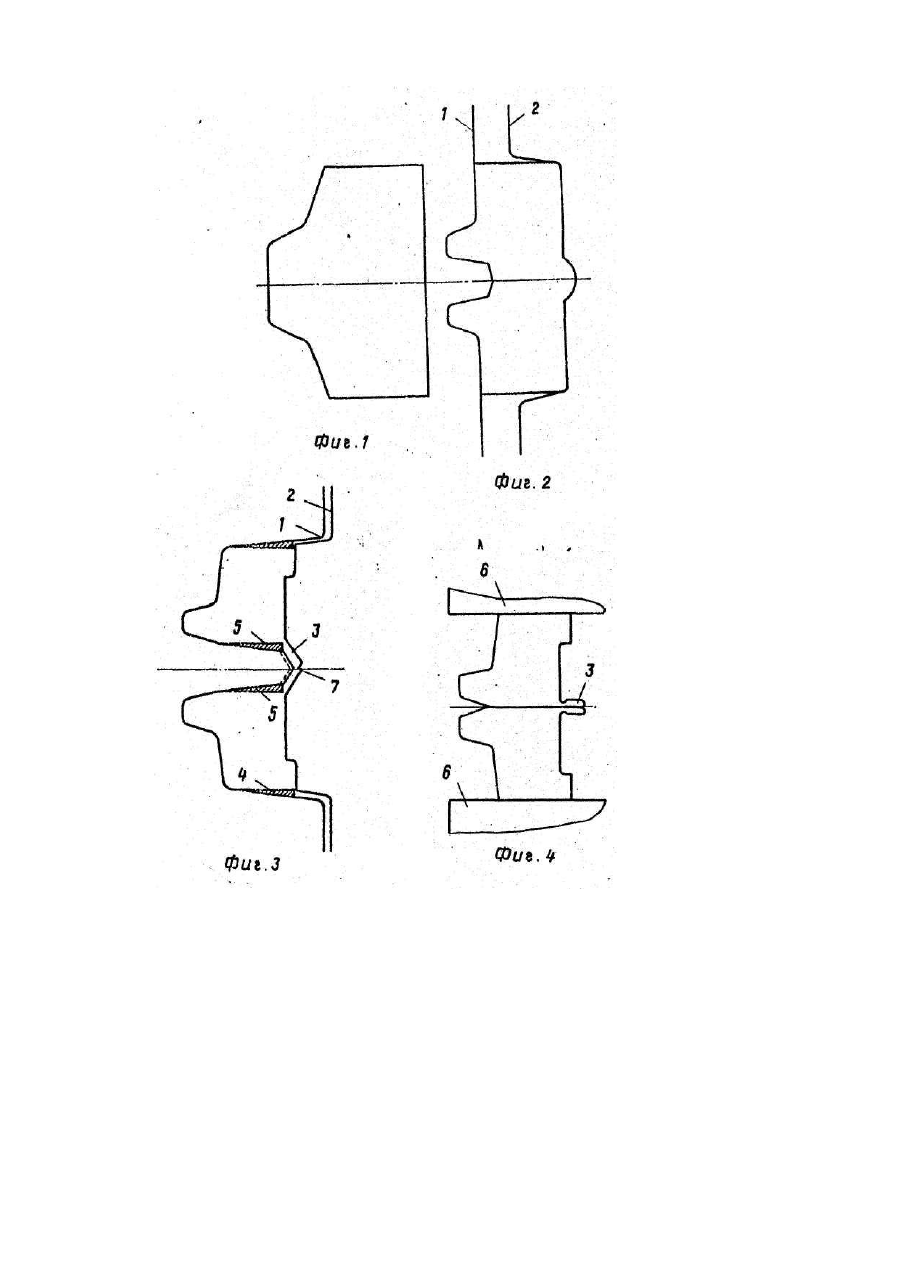
Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении колец на кольцепрокатных станах. Целью изобретения является повышение экономичности процесса и экономия металла. На фиг.1-4 показаны основные технологические операции при изготовлении колец: фи.г.1 - получение осадкой полуфабрикатов колец, например, на прессе; фиг.2 - прокатка полуфабрикатов колец в черновой клети; фиг.3 - прокатка полуфабрикатов колец в чистовой кольцепрокатной клети с образованием вынесенной перемычки; фиг.4 -смыкание торцевых поверхностей полуфабрикатов колец, например, осадкой на прессе. Сущность способа заключается в следующем. Заготовку нагревают до температуры горячей пластической деформации (1150-1280°С в зависимости от марки стали), подвергают осадке, разгонке пуансоном и прошивке. Полученную в результате этого кольцевую фасонную заготовку в виде сдвоенных полуфабрикатов колец прокатызают в черновой и чистовой кольцепрокатных клетях между приводным вертикальным валком 1 и валко 2. При прокатке сдвоенные полуфабрикаты деформируют с образованием впадины, расположенной по оси симметрии полуфабрикатов и ограниченной внутренними боковыми торцами с уклонами и соединительной перемычки. В черновой клети осуществляется предварительная разрезка заготовки кольцевым гребнем и формирование подката для чистовой клети. В чистовой кольцепрокатной клети осуществляют окончательную прокатку полуфабрикатов на два профиля и формирование соединительной перемычки 3, расположенной вне контура полуфабрикатов. Обязательным условием построения калибров, образованных валками 1 и 2, является выполнение в них технологических уклонов как боковых 4, так и в зоне соединительной перемычки 5, Наличие уклонов в калибрах позволяет предотвратить оковывание валков металлом, получить качественную (без плен) поверхность проката, увеличить срок службы калибров, уменьшить врезы при их переточках. Вместе с тем они образовывают технологические уклоны на профиле кольца, тем самым увеличивая массу изделия и расход металла. И если боковые технологические уклоны в принципе устраняются при прокатке в наклонных валках, то возможность устранения технологических уклонов в зоне совмещения профилей при прокатке отсутствует. Поэтому следующей операцией предусмотрена операция осадки сдвоенных полуфабрикатов между плитами 6 на прессе, до смыкания торцевых поверхностей колец в зоне их разделения до устранения уклонов, образованных технологическими уклонами калибров, и формирования в конечном виде соединительной перемычки. Окончательно полученные совмещенные профили удерживаются соединительной перемычкой, вынесенной за внутреннюю или наружную поверхность кольца. Благодаря этому повышается производительность при последующей механической обработке наружной и внутренней поверхностей колец, так как устанавливаются и обрабатываются одновременно по два изделия. Соответственно, улучшаются условия последующего разделения колец, так как нет необходимости в выполнении трудоемких операций разрезки профилей значительными по длине резами, которые имеют место, если перемычка находится между профилями. Для исключения смещения полуфабрикатов колец друг относительно друга соединительную перемычку выполняют с концентратором напряжений 7 в виде углубления посредине перемычки 3. Пример. Предложенным способом были изготовлены трамвайные бандажи по ГОСТ 5257-79 с диаметром по кругу катания 720мм и массой 104 кг по номинальным размерам. В качестве исходной заготовки использовали слитки диаметром 400мм и массой 2500 кг, которые разделяли на индивидуальные заготовки массой 255 кг. Заготовки нагревали до температуры 1220-1280°С и после операций осадки, разгонки и прошивки получали кольцевые фасонные полуфабрикаты с внутренним диаметром 250 мм. При прокатке на черновом стане осуществлена предварительная разрезка полуфабриката кольцевым гребнем, имеющим длину 40мм и высоту 30мм и раскатка по внутреннему диаметру до 500 мм. В чистовой кольцепрокатной клети осуществлена наряду с окончательным формированием всех элементов совмещенных бандажей и их раскаткой по внутреннему диаметру до 605мм также разрезка кольцевого полуфабриката гребнем длиной 95мм на два профиля и прокатка соединительной перемычки толщиной 5 мм, вынесенной за пределы сечения совмещенных профилей. Профили получены с технологическими боковыми уклонами и уклонами в зоне соединительной перемычки, равными 3°. В последующем на прессе усилием 60мм осуществлена операция осадки на гладких плитах, которая обеспечила смыкание торцевых поверхностей полуфабрикатов колец в зоне их разделения, обжатие всех технологических уклонов, образованных технологическими выпусками калибров и окончательное формирование соединительной перемычки, полностью вынесенной за внутреннюю поверхность колец. Операцию удаления соединительной перемычки совмещали с механической обработкой бандажей. Предложенный способ позволяет значительно снизить себестоимость колец и экономить металл, удаляемый в известных способах с торцовых поверхностей колец.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for manufacturing rings
Автори англійськоюYakovchenko Oleksandr Vasyliovych, Ozymyn Viktor Mykhailovych, Staroseletskyi Mykhailo Il'ich, Horb Yevhen Vasyliovych, Donskyi Anatolii Ivanovych, Vaschenko Kostiantyn Oleksandrovych
Назва патенту російськоюСпособ изготовления колец
Автори російськоюЯковченко Александр Васильевич, Озимин Виктор Михайлович, Староселецкий Михаил Ильич, Горб Евгений Васильевич, Донский Анатолий Иванович, Ващенко Константин Александрович
МПК / Мітки
МПК: B21H 1/00
Мітки: виготовлення, спосіб, кілець
Код посилання
<a href="https://ua.patents.su/2-19856-sposib-vigotovlennya-kilec.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення кілець</a>
Спосіб виготовлення кілець
Номер патенту: 11404
Опубліковано: 25.12.1996
Автори: Озимин Віктор Михайлович, Горб Евген Васильович, Староселецький Михайло Ілліч, Тартаковська Людмила Григорівна, Яковченко Олександр Васильович
МПК: B21H 1/00
Мітки: спосіб, кілець, виготовлення
Формула / Реферат:
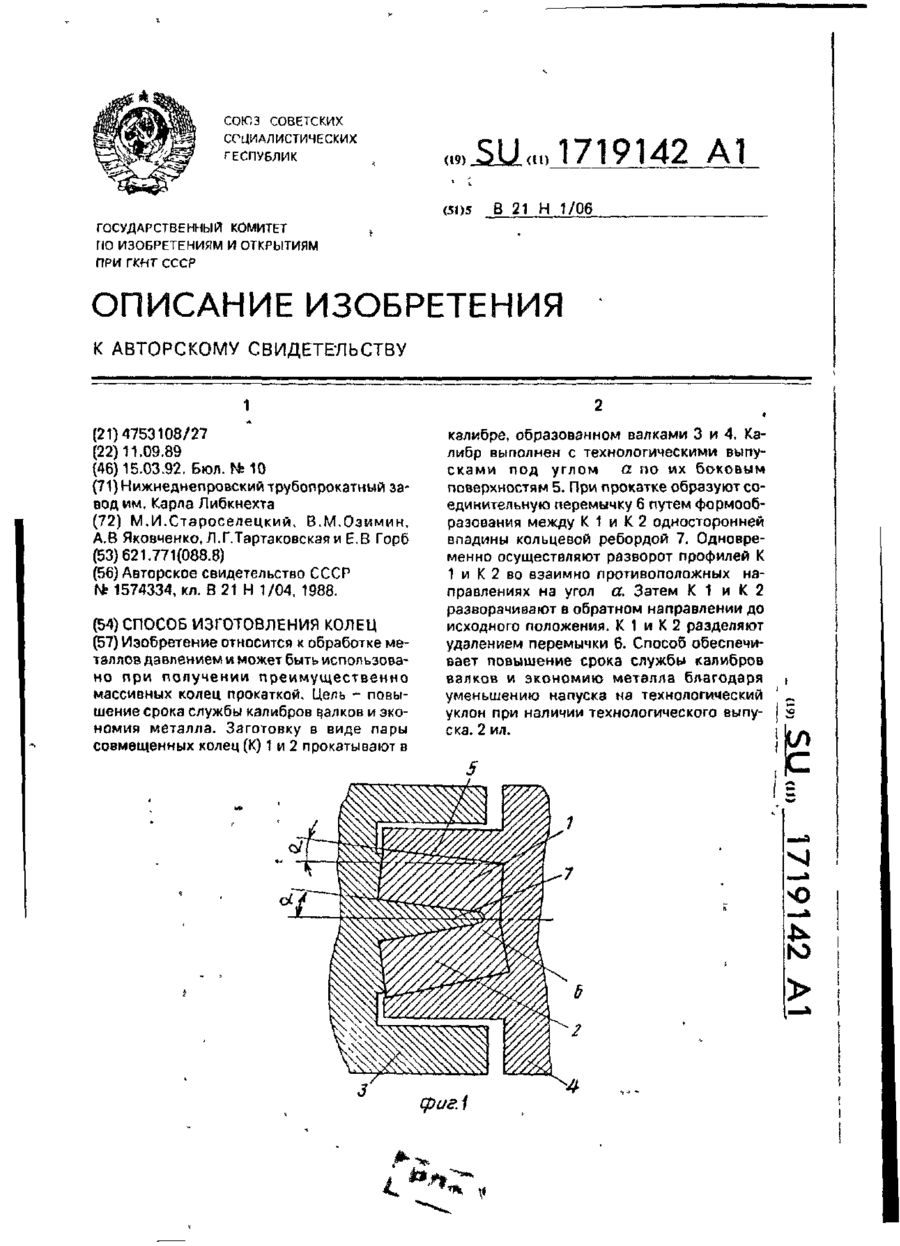
Способ изготовления колец, преимущественно, массивных, включающий прокатку в калибрах, образованных валками, с технологическими выпусками по их боковым поверхностям пары совмещенных колец с образованием соединительной перемычки путем формообразования между ними односторонней впадины и последующее разделение колец, отличающийся тем, что, с целью повышения срока службы калибров валков и экономии металла, одновременно с формообразованием...
Спосіб виготовлення кілець з внутрішнім гребнем
Номер патенту: 11401
Опубліковано: 25.12.1996
Автори: Озимин Віктор Михайлович, Шрамко Олександр Вікторович, Новохатній Володимир Якимович, Староселецький Михайло Ілліч, Горб Євген Васильович, Ващенко Костянтин Олександрович, Яковченко Олександр Васильович
МПК: B21H 1/00
Мітки: внутрішнім, гребнем, виготовлення, спосіб, кілець
Формула / Реферат:
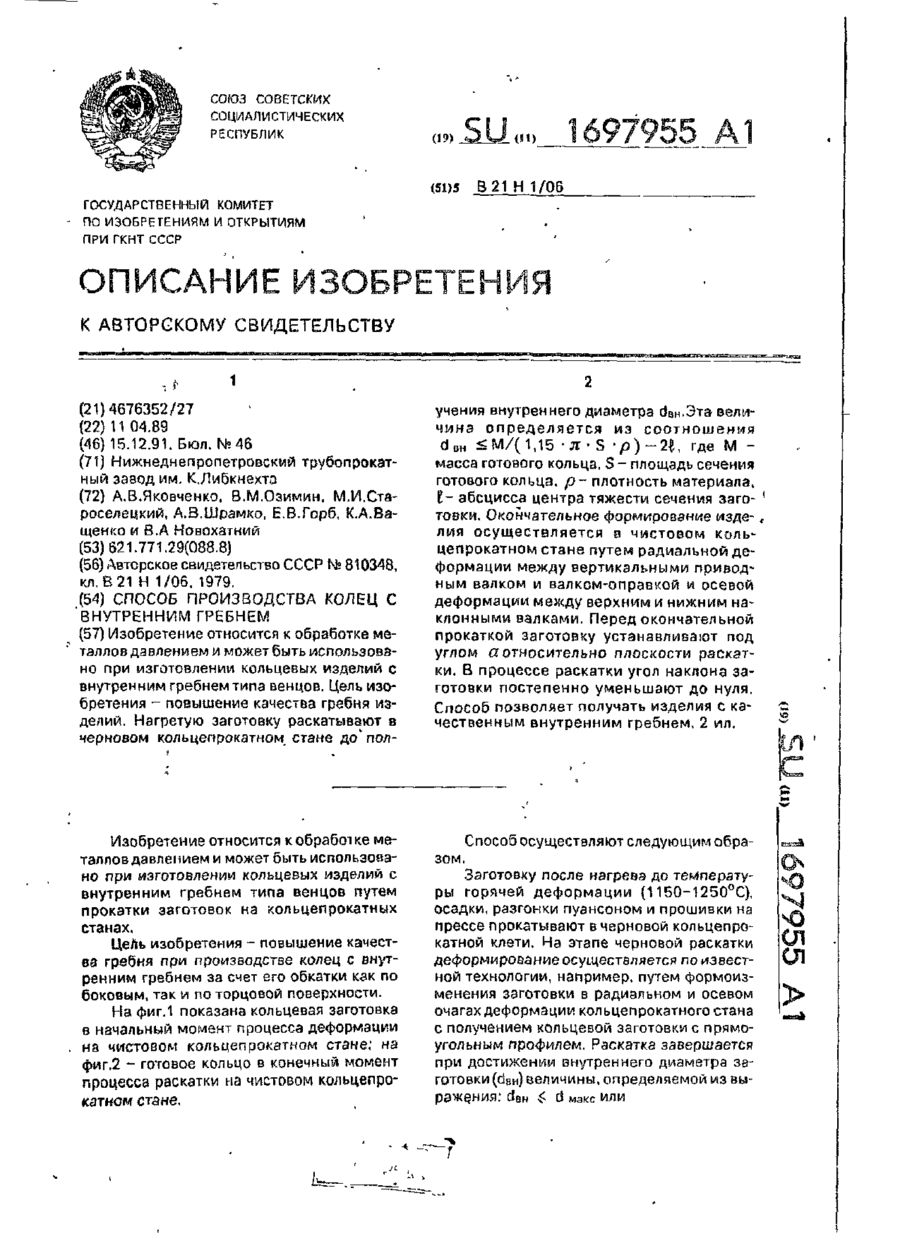
Способ производства колец с внутренним гребнем типа венцов, включающий предварительное формоизменение кольцевой заготовки и окончательную раскатку профиля изделия с радиальной и осевой деформацией заготовки между вертикальными и наклонными валками, отличающийся тем, что, с целью повышения качества гребня кольца за счет обкатки гребня как по боковым, так и по торцовой поверхностям, предварительное формоизменение кольцевой заготовки...
Спосіб прокатки кілець
Номер патенту: 19854
Опубліковано: 25.12.1997
Автори: Горб Євген Васильович, Староселецький Михайло Іліч, Озимин Віктор Михайлович, Яковченко Олександр Васильович
МПК: B21H 1/00
Мітки: прокатки, кілець, спосіб
Формула / Реферат:
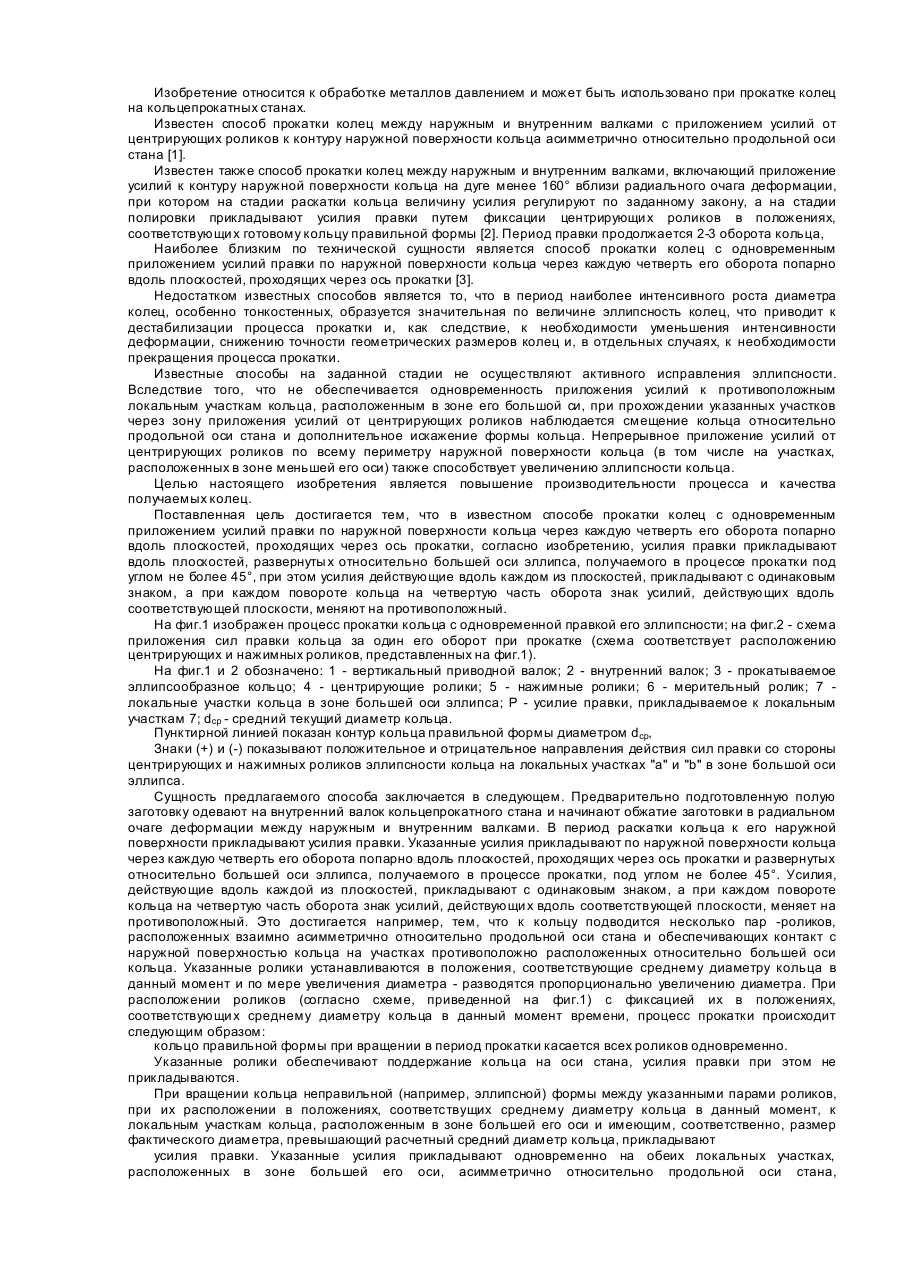
Способ прокатки колец с одновременным приложением усилий правки по наружной поверхности кольца через каждую четверть его оборота попарно вдоль плоскостей, проходящих через ось прокатки, отличающийся тем, что путем исключения эллипса в поперечном сечении готового кольца, усилия правки прикладывают вдоль плоскостей, развернутых относительно большой оси эллипса, получаемого в процессе прокатки, под углом не более 45°, при этом усилия,...
Пристрій для виготовлення багатовиткових спіральових кілець з дроту прямокутного перерізу
Номер патенту: 4982
Опубліковано: 28.12.1994
Автори: Махтюк Леонід Лейбович, Гураль Іван Григорович
МПК: B21F 37/00
Мітки: дроту, багатовиткових, перерізу, пристрій, прямокутного, виготовлення, кілець, спіральових
Формула / Реферат:
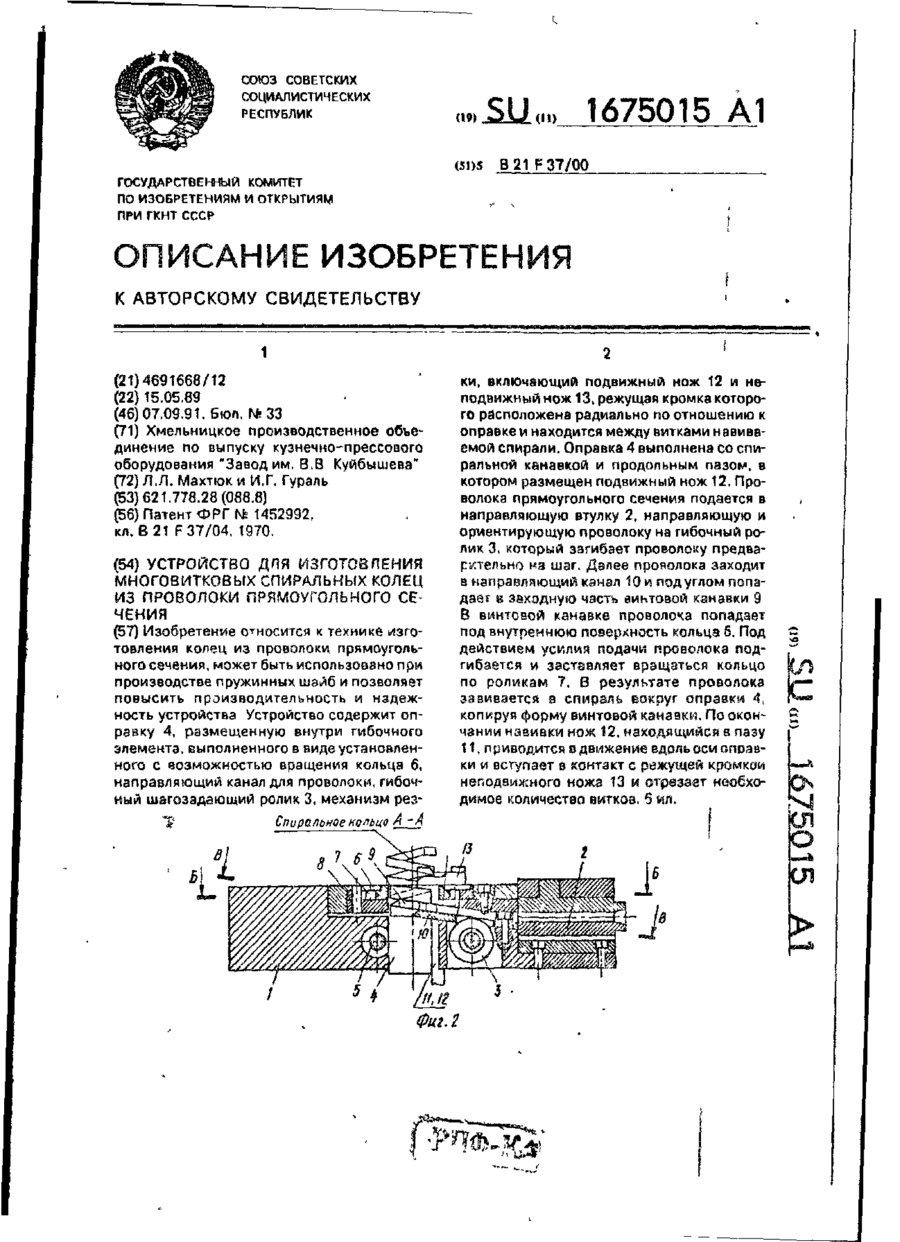
Устройство для изготовления многовитковых спиральных колец из проволоки прямоугольного сечения, содержащее установленные в корпусе две плиты, образующие направляющий канал для проволоки, гибочный шагозадающий ролик, навивочную оправку, гибочный элемент и механизм резки, включающий подвижный и неподвижный ножи, отличающееся тем, что, с целью увеличения производительности и повышения надежности, гибочный элемент выполнен в виде кольца,...
Стан для прокатки профільних кілець
Номер патенту: 12842
Опубліковано: 28.02.1997
Автор: Анохін Юрій Олександрович
МПК: B21H 1/00
Мітки: профільних, стан, прокатки, кілець
Формула / Реферат:
(57) Стан для прокатки профильных колец, содержащий установленные на станине внутренний ролик, выполненный разъемным в диаметральной плоскости, и по меньшей мере три нажимных ролика, установленные с возможностью радиального перемещения равноудалено друг от друга по окружности и от оси вращения внутреннего ролика, отличающийся тем, что один из нажимных роликов выполнен большего диаметра, чем остальные, и жестко смонтирован на оси, а каждый из...
Попередній патент: Спосіб виготовлення виробів типу вінців
Наступний патент: Спосіб виробництва кільцевих виробів із зовнішнім гребнем
Випадковий патент: Пристрій для завантаження сипких матеріалів в клапанні мішки