Спосіб виготовлення кілець
Номер патенту: 11404
Опубліковано: 25.12.1996
Автори: Тартаковська Людмила Григорівна, Озимин Віктор Михайлович, Горб Евген Васильович, Староселецький Михайло Ілліч, Яковченко Олександр Васильович
Формула / Реферат
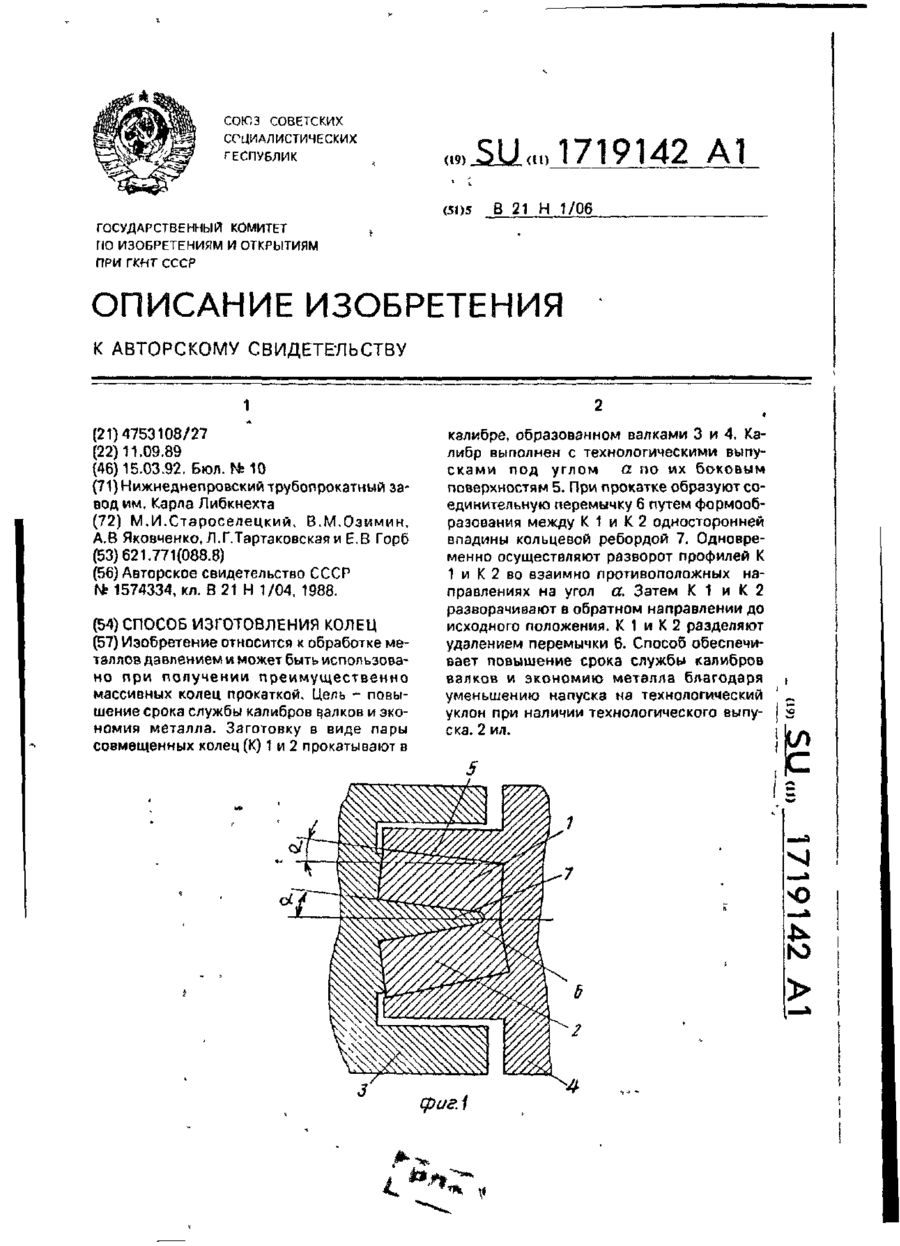
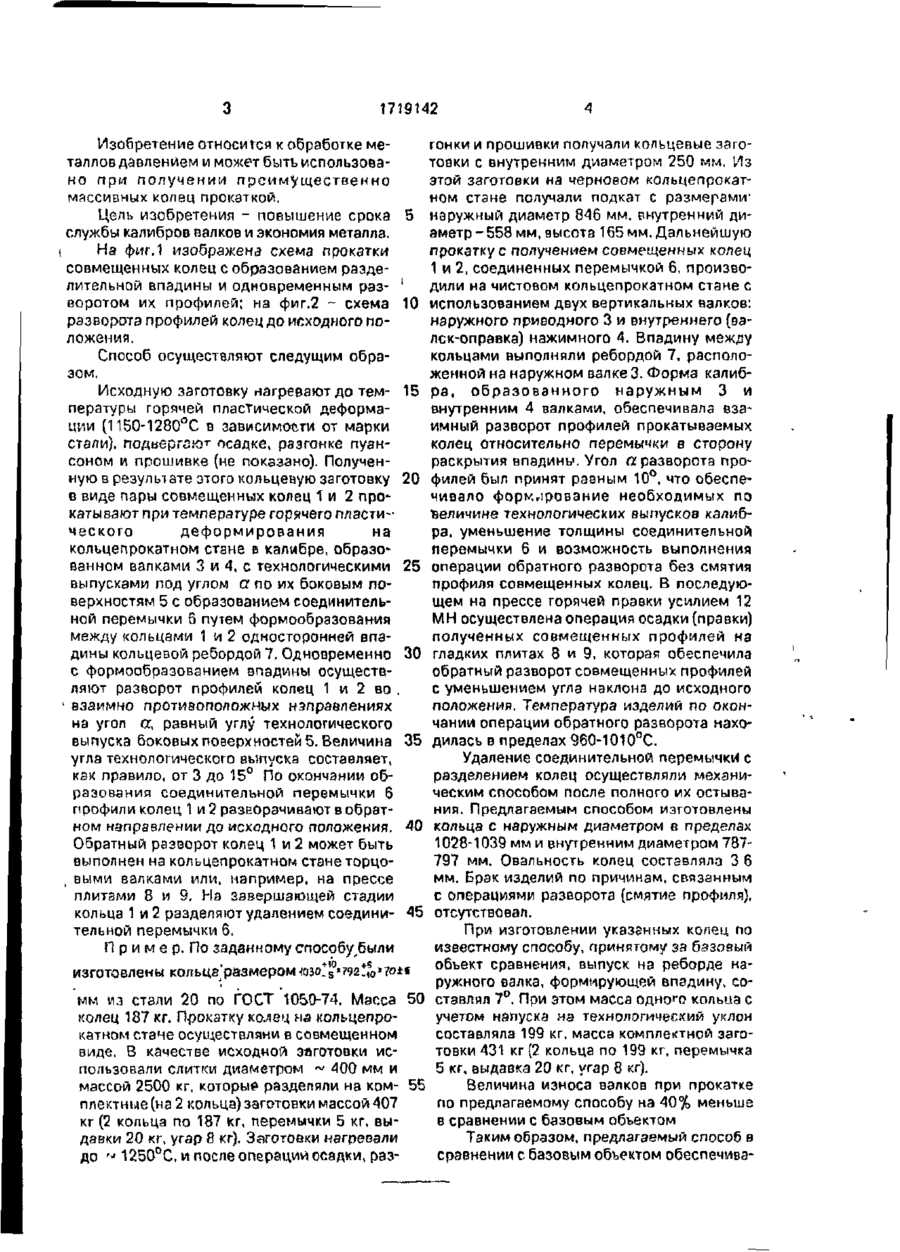
Способ изготовления колец, преимущественно, массивных, включающий прокатку в калибрах, образованных валками, с технологическими выпусками по их боковым поверхностям пары совмещенных колец с образованием соединительной перемычки путем формообразования между ними односторонней впадины и последующее разделение колец, отличающийся тем, что, с целью повышения срока службы калибров валков и экономии металла, одновременно с формообразованием односторонней впадины при температуре горячего пластического деформирования осуществляют взаимный разворот профилей колец во взаимно противоположных направлениях на угол, равный технологическому выпуску боковых поверхностей калибров, а по окончании образования перемычки профили колец разворачивают в обратном направлении до исходного положения.
Текст
Изобретение относится к обработке металлов давлением и может быть использовано при получении преимущественно массивных колец прокаткой. Цель - повышение срока службы калибров в.алков и экономия металла. Заготовку в виде пары совмещенных колец (К) 1 и 2 прокатывают в калибре, образованном валками 3 и 4. Калибр выполнен с технологическими выпусками под углом а по их боковым поверхностям 5. При прокатке образуют соединительную перемычку 6 путем формообразования между К 1 и К 2 односторонней впадины кольцевой ребордой 7. Одновременно осуществляют разворот профилей К 1 и К 2 во взаимно противоположных направлениях на угол а. Затем К 1 и К 2 разворачивают в обратном направлении до исходного положения. К 1 и К 2 разделяют удалением перемычки 6. Способ обеспечивает повышение срока службы калибров валков и экономию металла благодаря уменьшению напуска на технологический уклон при наличии технологического выпуска. 2 ил. ел > сригА 1719142 Изобретение относится к обработке металлов давлением и может быть использовано при получении преимущественно массивных колец прокаткой. Цель изобретения - повышение срока 5 службы калибров валков и экономия металла. На фиг,1 изображена схема прокатки совмещенных колец с образованием разде1 лительной впадины и одновременным разворотом их профилей; на фиг.2 - схема 10 разворота профилей колец до исходного положения. Способ осуществляют следущим образом. Исходную заготовку нагревают до тем- 15 пературы горячей пластической деформации (1150-1280°С в зависимости от марки стали), подьергзю7" осадке, разгонке пуансоном и прошивке (не показано). Полученную в результате этого кольцевую заготовку 20 в виде пары совмещенных колец 1 и 2 про* катывают при температуре горячего пластического деформирования на кольцепрокатном стане в калибре, образованном валками 3 и 4, с технологическими 25 выпусками под углом а по их боковым поверхностям 5 с образованием соединительной перемычки 6 путем формообразования между кольцами 1 и 2 односторонней впадины кольцевой ребордой 7. Одновременно 30 с формообразованием впадины осуществляют разворот профилей колец 1 и 2 во . 1 взаимно противоположных направлениях на угол а, равный углу технологического выпуска боковых поверхностей 5. Величина 35 угла технологического выпуска составляет, как правило, от 3 до 15° По окончании образования соединительной перемычки 6 профили колец 1 и 2 разворачивают в обратном направлении до исходного положения. 40 Обратный разворот колец 1 и 2 может быть выполнен на кольцепрокатном стане торцо, выми валками или, например, на прессе плитами 8 и 9. На завершающей стадии кольца 1 и 2 разделяют удалением соедини- 45 тельной перемычки 6. П р и м е р . По заданному способу^были изготовлены кольца1 раз мером шо! 8 *?9% гонки и прошивки получали кольцевые заготовки с внутренним диаметром 250 мм, Из этой заготовки на черновом кольцепрокатном стане получали подкат с размерами* наружный диаметр 846 мм. внутренний диаметр-558 мм, высота 165 мм. Дальнейшую прокатку с получением совмещенных колец 1 и 2, соединенных перемычкой 6. производили на чистовом кольцепрокатном стане с использованием двух вертикальных валков: наружного приводного 3 и внутреннего (вэлск-оправка) нажимного 4. Впадину межлу кольцами выполняли ребордой 7, расположенной на наружном валке 3. Форма калибра, образованного наружным 3 и внутренним 4 валками, обеспечивала взаимный разворот профилей прокатываемых колец относительно перемычки в сторону раскрытия впадины. Угол «разворота профилей был принят равным 10°, что обеспечивало формирование необходимых по "величине технологических выпусков калибра, уменьшение толщины соединительной перемычки 6 и возможность выполнения операции обратного разворота без смятия профиля совмещенных колец. В последующем на прессе горячей правки усилием 12 МН осуществлена операция осадки (правки) полученных совмещенных профилей на гладких плитах 8 и 9, которая обеспечила обратный разворот совмещенных профилей с уменьшением угла наклона до исходного положения. Температура изделий по окончании операции обратного разворота находилась в пределах 960-1010°C. Удаление соединительной перемычки с разделением колец осуществляли механическим способом после полного их остывания. Предлагаемым способом изготовлены кольца с наружным диаметром в пределах 1028-1039 мм и внутренним диаметром 787797 мм. Овальность колец составляла 3 6 мм. Брак изделий по причинам, связанным с операциями разворота (смятие профиля), отсутствовал. При изготовлении указанных колец по известному способу, принятому за базовый объект сравнения, выпуск на реборде наружного валка, формирующей впадину, сомм из стали 20 по ГОСТ 1050-74. Масса 50 стзвлял 7°. При этом масса одного кольиа с колец 187 кг. Прокатку колец на кольцепроучетом напуска на технологический уклон катном стане осуществляни в совмещенном составляла 199 кг, масса комплектной заговиде. В качестве исходной заготовки истовки 431 кг (2 кольца по 199 кг, перемычка пользовали слитки диаметром ~ 400 мм и 5 кг, выдавка 20 кг, угар 8 кг). массой 2500 кг, которые разделяли на ком- 55 Величина износа валков при прокатке плектные (на 2 кольца) заготовки массой 407 по предлагаемому способу на 40% меньше кг (2 копьца по 187 кг, перемычки 5 кг, выв сравнении с базовым объектом давки 20 кг, угар 8 кг). Заготовки нагревали Таким образом, предлагаемый спосоЬ в j до ' 1250°С, и после операции осадки, разсравнении с базовым объектом обеспечива 1719142 ет повышениесрока службы калибров и экономию металла. что, с целью повышения срока службы калибров валков и экономии металла, одновременно с формообразованием односторонней впадины при температуре Формула изобретения горячего пластического деформирования Способ изготовления колец, преимущеосуществляют взаимный разворот профиственно, массивных, включающий прокатку лей колец во взаимно противоположных нав калибрах, образованных валками, с техноправлениях на угол, равный логическими выпусками по их боковым потехнологическому выпуску боковых поверхверхностям пары совмещенных колец с Образованием соединительной перемычки 10 ностей калибров, а по окончании образования перемычки профили колец путем формообразования между ними одразворачивают в обратном направлении до носторонней впадины и последующее разисходного положения. деление колец, о т л и ч а ю щ и й с я тем, фиг! Редактор Н.Шитев Составитель В Мальцев Техред М Моргентал Корректор В.Гирняк Заказ 727 Тираж Подписное ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035 Москва, Ж-35. Раушская наб., 4/5 Производственно-издательский комбинат "Патент", г. Ужгород, ул.Гагарина, 101
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for manufacture of rings
Автори англійськоюStaroseletskyi Mykhailo Illich, Ozymin Viktor Mykhailovych, Yakovchenko Oleksandr Vasyliovych, Tartakovska Liudmyla Hryhorivna, Horb Evhen Vasyliovych
Назва патенту російськоюСпособ изготовления колец
Автори російськоюСтароселецкий Михаил Ильич, Озимин Виктор Михайлович, Яковченко Александр Васильевич, Тартаковская Людмила Григорьевна, Горб Евгений Васильевич
МПК / Мітки
МПК: B21H 1/00
Мітки: кілець, спосіб, виготовлення
Код посилання
<a href="https://ua.patents.su/4-11404-sposib-vigotovlennya-kilec.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення кілець</a>
Спосіб виготовлення кілець з внутрішнім гребнем
Номер патенту: 11401
Опубліковано: 25.12.1996
Автори: Шрамко Олександр Вікторович, Яковченко Олександр Васильович, Новохатній Володимир Якимович, Озимин Віктор Михайлович, Староселецький Михайло Ілліч, Ващенко Костянтин Олександрович, Горб Євген Васильович
МПК: B21H 1/00
Мітки: кілець, спосіб, гребнем, внутрішнім, виготовлення
Формула / Реферат:
Способ производства колец с внутренним гребнем типа венцов, включающий предварительное формоизменение кольцевой заготовки и окончательную раскатку профиля изделия с радиальной и осевой деформацией заготовки между вертикальными и наклонными валками, отличающийся тем, что, с целью повышения качества гребня кольца за счет обкатки гребня как по боковым, так и по торцовой поверхностям, предварительное формоизменение кольцевой заготовки...
Пристрій для виготовлення багатовиткових спіральових кілець з дроту прямокутного перерізу
Номер патенту: 4982
Опубліковано: 28.12.1994
Автори: Махтюк Леонід Лейбович, Гураль Іван Григорович
МПК: B21F 37/00
Мітки: прямокутного, виготовлення, спіральових, дроту, кілець, пристрій, багатовиткових, перерізу
Формула / Реферат:
Устройство для изготовления многовитковых спиральных колец из проволоки прямоугольного сечения, содержащее установленные в корпусе две плиты, образующие направляющий канал для проволоки, гибочный шагозадающий ролик, навивочную оправку, гибочный элемент и механизм резки, включающий подвижный и неподвижный ножи, отличающееся тем, что, с целью увеличения производительности и повышения надежности, гибочный элемент выполнен в виде кольца,...
Спосіб відновлення спрацьованих маслоущільнювальних кілець
Номер патенту: 4537
Опубліковано: 28.12.1994
Автори: Андрусенко Анатолій Петрович, Михайленко Юрій Григорович
МПК: B23P 6/00
Мітки: маслоущільнювальних, відновлення, спосіб, кілець, спрацьованих
Формула / Реферат:
1. Способ восстановления изношенных маслоуплотнительных колец, заключающийся в закреплении на поверхности кольца дополнительного элемента, компенсирующего износ, с последующей его обработкой, отличающийся тем, что дополнительный элемент закрепляют на нерабочей поверхности торца в стыке разреза маслоуплотнительного кольца.2. Способ по п.1, отличающийся тем, что закрепление дополнительного элемента, компенсирующего износ, производят...
Спосіб прокатки
Номер патенту: 12155
Опубліковано: 25.12.1996
Автори: Смирнов Євген Миколайович, Бабенко Михайло Антонович, Мінаєв Олександр Анатолійович, Нечепоренко Володимир Андрійович, Шульгін Григорій Митрофанович, Левічев Павло Олексійович, Костюченко Михайло Іванович, Максаков Анатолій Іванович
МПК: B21B 1/02
Формула / Реферат:
Способ прокатки, включающий продольное разделение раската в потоке стана, взаимное разведение и последующую пониточную прокатку разделенных заготовок в индивидуально расположенных калибрах по меньшей мере одной пары валков, отличающийся тем, что, с целью повышения устойчивости процесса за счет предупреждения скручивания раскатов при одновременном повышении точности готового профиля за счет уменьшения влияния перекоса валков, перед...
Спосіб виготовлення гнутих профілей
Номер патенту: 2979
Опубліковано: 26.12.1994
Автори: Калужський Володимир Борисович, Марченко Віктор Семенович, Здибель Микола Маркович
МПК: B21D 5/06
Мітки: гнутих, профілей, спосіб, виготовлення
Формула / Реферат:
1. Способ изготовления гнутых профилей преимущественно швеллерного типа путем многопереходной подгибки в валках боковых стенок профиля, отличающийся тем, что, с целью снижения трудоемкости при изготовлении одинаковых профилей из различных марок материалов, гибку ведут с сохранением величины контакта горизонтальной стенки профиля с нижним валком постоянной на всех переходах и равной ширине горизонтальной стенки готового профиля. 2....
Попередній патент: Спосіб оброблення пільгервалка
Наступний патент: Пристрій для вимірювання діаметрів виробів
Випадковий патент: Спосіб підвищення ресурсу пневмодвигуна гірничої машини