Спосіб прокатки кілець
Номер патенту: 19854
Опубліковано: 25.12.1997
Автори: Озимин Віктор Михайлович, Горб Євген Васильович, Яковченко Олександр Васильович, Староселецький Михайло Іліч
Формула / Реферат
Способ прокатки колец с одновременным приложением усилий правки по наружной поверхности кольца через каждую четверть его оборота попарно вдоль плоскостей, проходящих через ось прокатки, отличающийся тем, что путем исключения эллипса в поперечном сечении готового кольца, усилия правки прикладывают вдоль плоскостей, развернутых относительно большой оси эллипса, получаемого в процессе прокатки, под углом не более 45°, при этом усилия, действующие вдоль каждой из плоскостей, прикладывают с одинаковым знаком, а при каждом повороте кольца на четвертую часть оборота знак усилий, действующих вдоль соответствующей плоскости, меняют на противоположный.
Текст
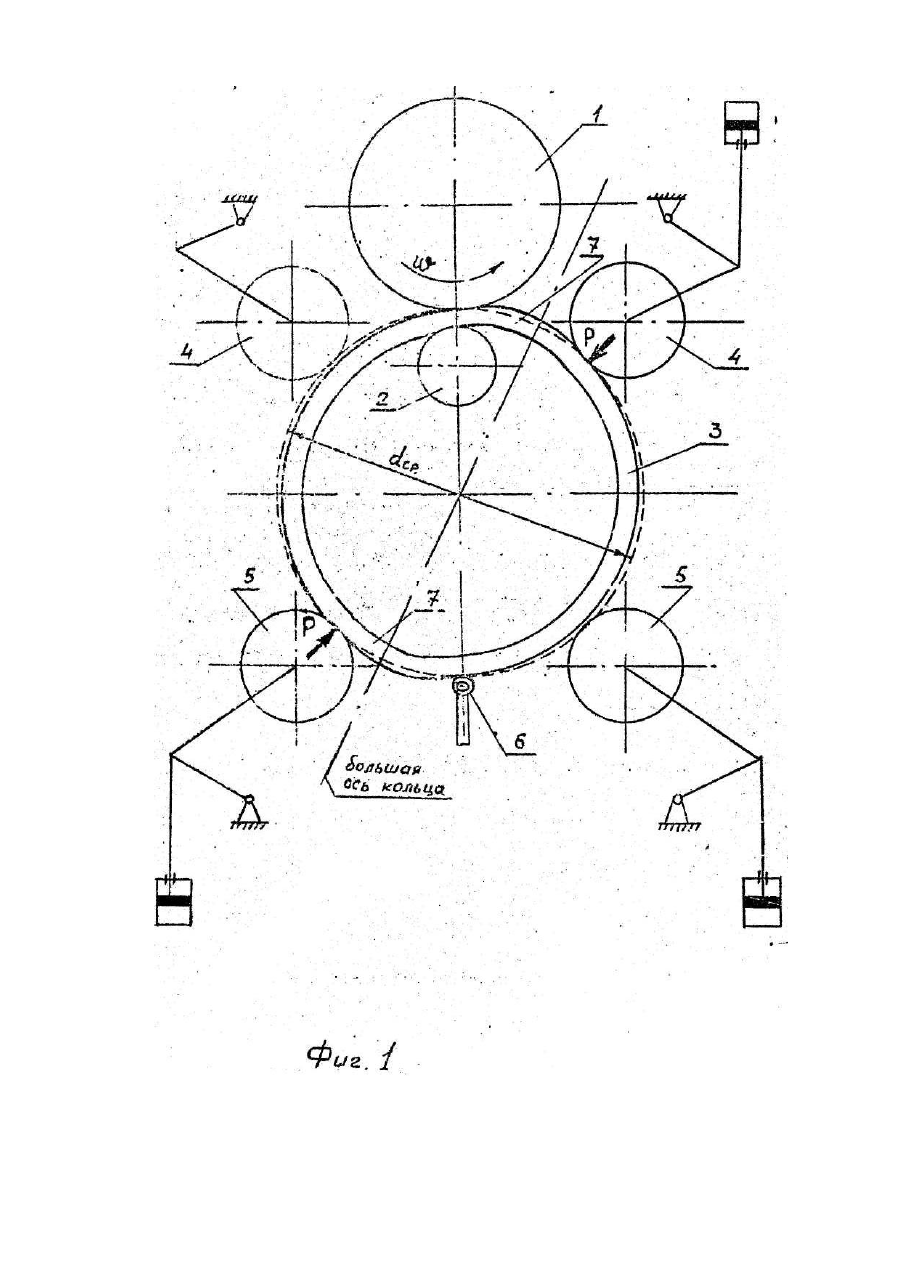
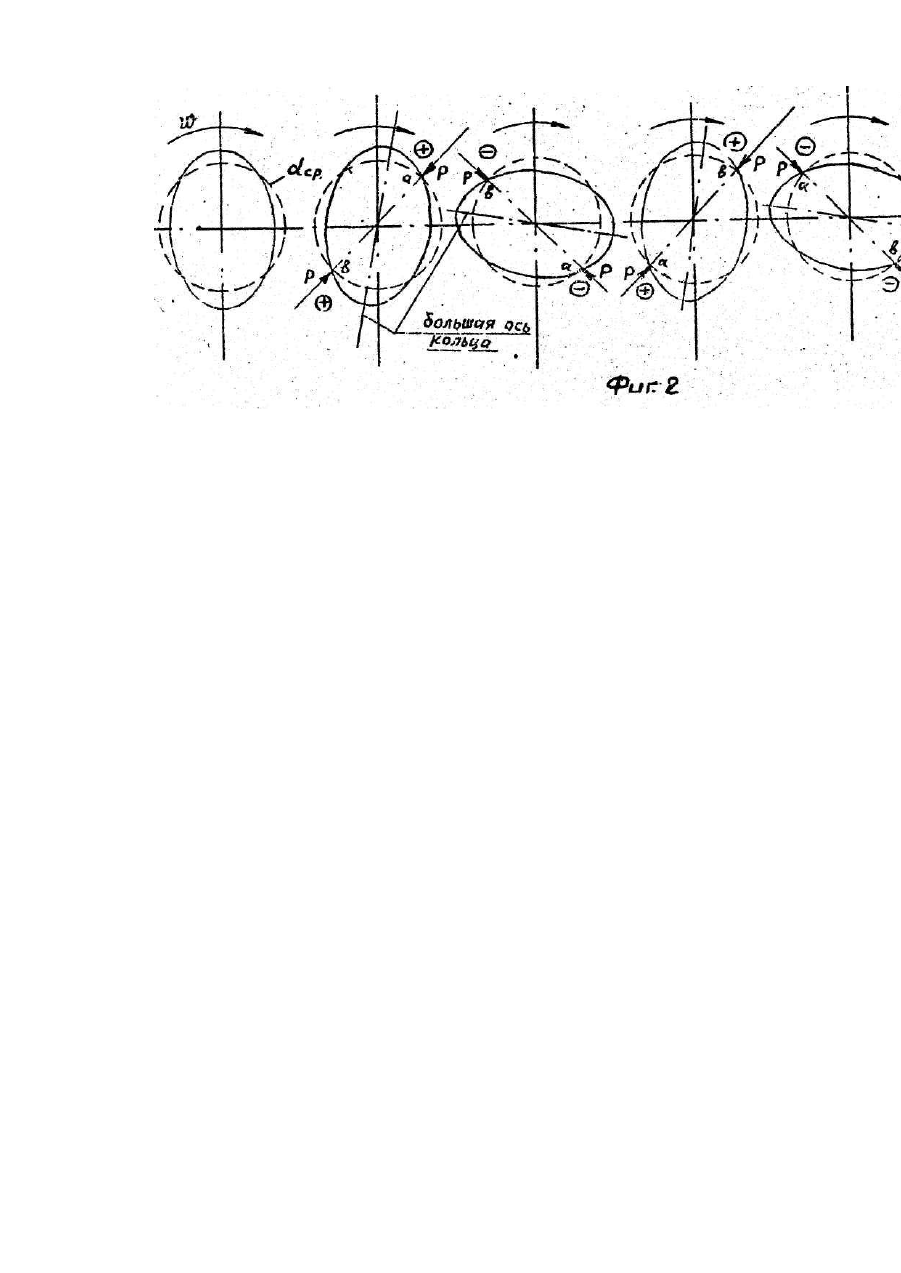
Изобретение относится к обработке металлов давлением и может быть использовано при прокатке колец на кольцепрокатных станах. Известен способ прокатки колец между наружным и внутренним валками с приложением усилий от центрирующих роликов к контуру наружной поверхности кольца асимметрично относительно продольной оси стана [1]. Известен также способ прокатки колец между наружным и внутренним валками, включающий приложение усилий к контуру наружной поверхности кольца на дуге менее 160° вблизи радиального очага деформации, при котором на стадии раскатки кольца величину усилия регулируют по заданному закону, а на стадии полировки прикладывают усилия правки путем фиксации центрирующи х роликов в положениях, соответствующи х готовому кольцу правильной формы [2]. Период правки продолжается 2-3 оборота кольца, Наиболее близким по технической сущности является способ прокатки колец с одновременным приложением усилий правки по наружной поверхности кольца через каждую четверть его оборота попарно вдоль плоскостей, проходящих через ось прокатки [3]. Недостатком известных способов является то, что в период наиболее интенсивного роста диаметра колец, особенно тонкостенных, образуется значительная по величине эллипсность колец, что приводит к дестабилизации процесса прокатки и, как следствие, к необходимости уменьшения интенсивности деформации, снижению точности геометрических размеров колец и, в отдельных случаях, к необходимости прекращения процесса прокатки. Известные способы на заданной стадии не осуществляют активного исправления эллипсности. Вследствие того, что не обеспечивается одновременность приложения усилий к противоположным локальным участкам кольца, расположенным в зоне его большой си, при прохождении указанных участков через зону приложения усилий от центрирующих роликов наблюдается смещение кольца относительно продольной оси стана и дополнительное искажение формы кольца. Непрерывное приложение усилий от центрирующих роликов по всему периметру наружной поверхности кольца (в том числе на участках, расположенных в зоне меньшей его оси) также способствует увеличению эллипсности кольца. Целью настоящего изобретения является повышение производительности процесса и качества получаемых колец. Поставленная цель достигается тем, что в известном способе прокатки колец с одновременным приложением усилий правки по наружной поверхности кольца через каждую четверть его оборота попарно вдоль плоскостей, проходящих через ось прокатки, согласно изобретению, усилия правки прикладывают вдоль плоскостей, развернуты х относительно большей оси эллипса, получаемого в процессе прокатки под углом не более 45°, при этом усилия действующие вдоль каждом из плоскостей, прикладывают с одинаковым знаком, а при каждом повороте кольца на четвертую часть оборота знак усилий, действующих вдоль соответствующей плоскости, меняют на противоположный. На фиг.1 изображен процесс прокатки кольца с одновременной правкой его эллипсности; на фиг.2 - схема приложения сил правки кольца за один его оборот при прокатке (схема соответствует расположению центрирующих и нажимных роликов, представленных на фиг.1). На фиг.1 и 2 обозначено: 1 - вертикальный приводной валок; 2 - внутренний валок; 3 - прокатываемое эллипсообразное кольцо; 4 - центрирующие ролики; 5 - нажимные ролики; 6 - мерительный ролик; 7 локальные участки кольца в зоне большей оси эллипсa; Р - усилие правки, прикладываемое к локальным участкам 7; dcp - средний текущий диаметр кольца. Пунктирной линией показан контур кольца правильной формы диаметром d cp, Знаки (+) и (-) показывают положительное и отрицательное направления действия сил правки со стороны центрирующих и нажимных роликов эллипсности кольца на локальных участках "а" и "b" в зоне большой оси эллипса. Сущность предлагаемого способа заключается в следующем. Предварительно подготовленную полую заготовку одевают на внутренний валок кольцепрокатного стана и начинают обжатие заготовки в радиальном очаге деформации между наружным и внутренним валками. В период раскатки кольца к его наружной поверхности прикладывают усилия правки. Указанные усилия прикладывают по наружной поверхности кольца через каждую четверть его оборота попарно вдоль плоскостей, проходящих через ось прокатки и развернутых относительно большей оси эллипса, получаемого в процессе прокатки, под углом не более 45°. Усилия, действующие вдоль каждой из плоскостей, прикладывают с одинаковым знаком, а при каждом повороте кольца на четвертую часть оборота знак усилий, действующи х вдоль соответствующей плоскости, меняет на противоположный. Это достигается например, тем, что к кольцу подводится несколько пар -роликов, расположенных взаимно асимметрично относительно продольной оси стана и обеспечивающих контакт с наружной поверхностью кольца на участках противоположно расположенных относительно большей оси кольца. Указанные ролики устанавливаются в положения, соответствующие среднему диаметру кольца в данный момент и по мере увеличения диаметра - разводятся пропорционально увеличению диаметра. При расположении роликов (согласно схеме, приведенной на фиг.1) с фиксацией их в положениях, соответствующи х среднему диаметру кольца в данный момент времени, процесс прокатки происходит следующим образом: кольцо правильной формы при вращении в период прокатки касается всех роликов одновременно. Указанные ролики обеспечивают поддержание кольца на оси стана, усилия правки при этом не прикладываются. При вращении кольца неправильной (например, эллипсной) формы между указанными парами роликов, при их расположении в положениях, соответствущих среднему диаметру кольца в данный момент, к локальным участкам кольца, расположенным в зоне большей его оси и имеющим, соответственно, размер фактического диаметра, превышающий расчетный средний диаметр кольца, прикладывают усилия правки. Указанные усилия прикладывают одновременно на обеих локальных участках, расположенных в зоне большей его оси, асимметрично относительно продольной оси стана, соответствующими парами роликов. При вращении кольца неправильной формы знак направления приложения усилий правки относительно продольной оси стана через каждую четвертую часть его оборота изменяют (см.фиг.2), т.к. касание кольца участками, расположенными в зоне большей его оси происходит уже с другой парой роликов и так далее. Учитывая, что ролики зафиксированы в положениях, соответствующи х среднему диаметру кольца в данный момент времени, при прохождении между ними локальных участков кольца, расположенных в зоне большей его оси происходит процесс правки.' По исправлению неправильной формы кольца оно касается всех 4-х роликов одновременно. В этом случае процесс правки уже не осуществляется, ролики обеспечивают поддержание кольца на оси стана. Проведение операции правки на стадии раскатки кольца позволяет устранить искажение формы кольца сразу же после его появления и исключить развитие процесса искажения формы по мере раскатки кольца без снижения интенсивности его деформации, что обеспечивает повышение производительности процесса. Требование по приложению усилий правки только на локальных участках наружной поверхности кольца вдоль плоскостей, развернуты х относительно большей оси эллипса под углом не более 45° предусматривает исключение приложения усилий к участкам кольца, расположенным в зоне меньшей оси и имеющим фактический диаметр меньше среднего диаметра кольца в данный момент, способствует проведению процесса активной правки кольца и обеспечивает повышение качества колец. Приложение усилий, действующи х вдоль каждой из плоскостей с одинаковым знаком, обеспечивает активную правку кольца без смещения его относительно продольной оси стана, что способствует повышению производительности процесса прокатки и качества колец. Изменение каждой четвертой части оборота кольца знака направления приложения усилий правки, действующи х вдоль соответствующей плоскости, на противоположный, позволяет увеличить продолжительность периода активной правки в течение одного оборота кольца и также способствует повышению производительности процесса прокатки и качества колец. Как видно из сущности предлагаемого решения признаки приложения усилий правки вдоль плоскостей, развернутых о тносительно большей оси эллипса, получаемого в процессе прокатки, под углом не более 45°, приложения усилий, действующи х вдоль каждой из плоскостей, с одинаковым знаком, а также изменения знака усилий на противоположный при каждом повороте кольца на четвертую часть оборота, отличают заявляемое решение от известного. Предложенный способ обеспечивает повышение производительности процесса и качества колец. Предлагаемый способ был опробован в производственных условиях. В примере конкретного применения способа при изготовлении кольцевых изделий диаметром 700-3000мм на кольцепрокатном стане Нижнеднепропетровского трубопрокатного завода им. К.Либкнехта, использовали два центрирующих ролика (4), расположенных со стороны наружного валка (1) и два ролика (5), смонтированных на каретке торцевых валков (8) со стороны, противоположной очагу радиальной деформации. Положение указанных роликов в период раскатки и полировки кольца соответствовало среднему диаметру кольца в данный момент времени. В период опробования предлагаемого способа прокатано 624 кольца. Достигнутое повышение производительности составило 8% при отсутствии брака колец по эллипсности.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of rolling rings
Автори англійськоюYakovchenko Oleksandr Vasyliovych, Staroseletskyi Mykhailo Il'ich, Ozymyn Viktor Mykhailovych, Horb Yevhen Vasyliovych
Назва патенту російськоюСпособ прокатки колец
Автори російськоюЯковченко Александр Васильевич, Староселецкий Михаил Ильич, Озимин Виктор Михайлович, Горб Евгений Васильевич
МПК / Мітки
МПК: B21H 1/00
Мітки: кілець, прокатки, спосіб
Код посилання
<a href="https://ua.patents.su/4-19854-sposib-prokatki-kilec.html" target="_blank" rel="follow" title="База патентів України">Спосіб прокатки кілець</a>
Стан для прокатки профільних кілець
Номер патенту: 12842
Опубліковано: 28.02.1997
Автор: Анохін Юрій Олександрович
МПК: B21H 1/00
Мітки: кілець, профільних, прокатки, стан
Формула / Реферат:
(57) Стан для прокатки профильных колец, содержащий установленные на станине внутренний ролик, выполненный разъемным в диаметральной плоскости, и по меньшей мере три нажимных ролика, установленные с возможностью радиального перемещения равноудалено друг от друга по окружности и от оси вращения внутреннего ролика, отличающийся тем, что один из нажимных роликов выполнен большего диаметра, чем остальные, и жестко смонтирован на оси, а каждый из...
Пристрій для виготовлення багатовиткових спіральових кілець з дроту прямокутного перерізу
Номер патенту: 4982
Опубліковано: 28.12.1994
Автори: Гураль Іван Григорович, Махтюк Леонід Лейбович
МПК: B21F 37/00
Мітки: кілець, спіральових, дроту, пристрій, виготовлення, перерізу, багатовиткових, прямокутного
Формула / Реферат:
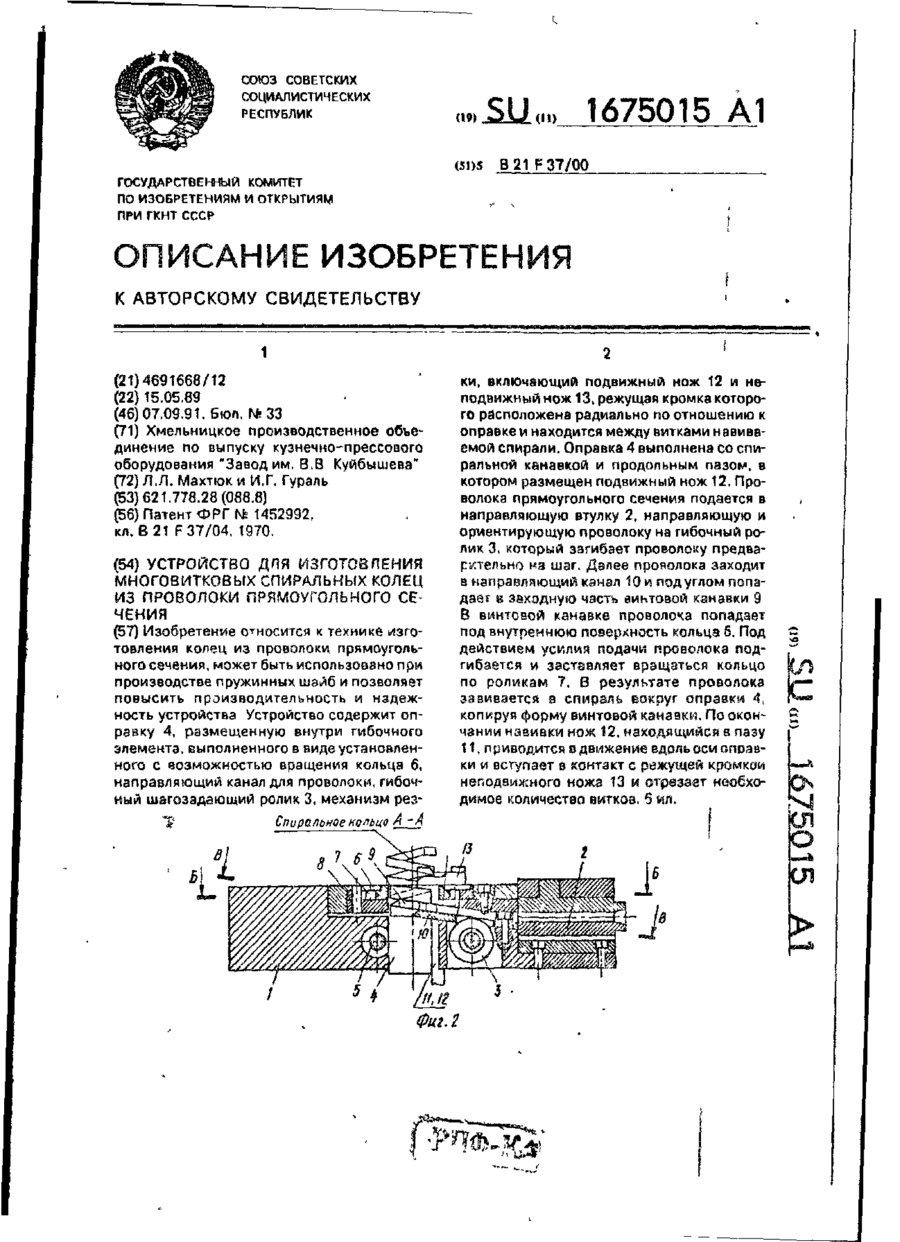
Устройство для изготовления многовитковых спиральных колец из проволоки прямоугольного сечения, содержащее установленные в корпусе две плиты, образующие направляющий канал для проволоки, гибочный шагозадающий ролик, навивочную оправку, гибочный элемент и механизм резки, включающий подвижный и неподвижный ножи, отличающееся тем, что, с целью увеличения производительности и повышения надежности, гибочный элемент выполнен в виде кольца,...
Спосіб виготовлення кілець
Номер патенту: 11404
Опубліковано: 25.12.1996
Автори: Озимин Віктор Михайлович, Горб Евген Васильович, Яковченко Олександр Васильович, Староселецький Михайло Ілліч, Тартаковська Людмила Григорівна
МПК: B21H 1/00
Мітки: виготовлення, спосіб, кілець
Формула / Реферат:
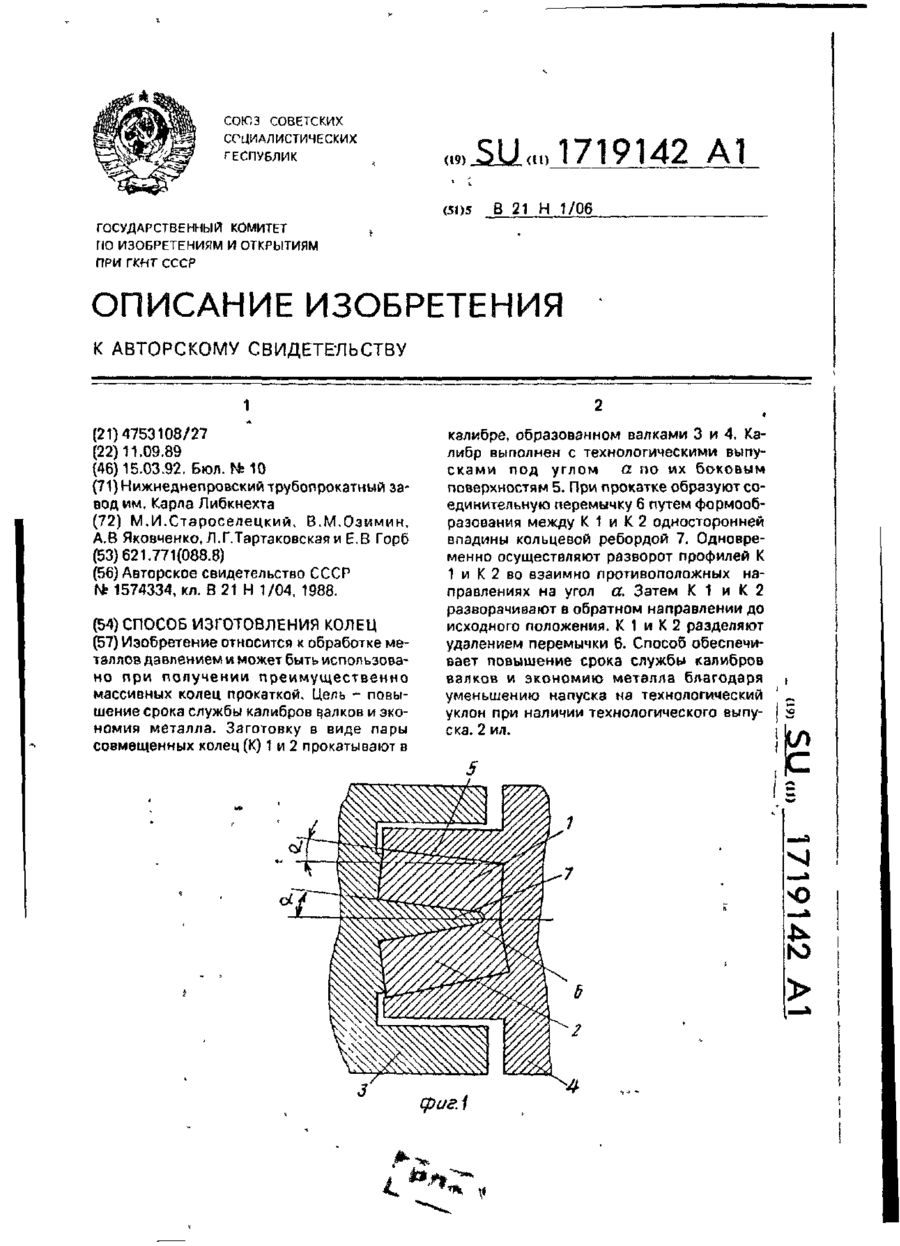
Способ изготовления колец, преимущественно, массивных, включающий прокатку в калибрах, образованных валками, с технологическими выпусками по их боковым поверхностям пары совмещенных колец с образованием соединительной перемычки путем формообразования между ними односторонней впадины и последующее разделение колец, отличающийся тем, что, с целью повышения срока службы калибров валков и экономии металла, одновременно с формообразованием...
Спосіб відновлення спрацьованих маслоущільнювальних кілець
Номер патенту: 4537
Опубліковано: 28.12.1994
Автори: Андрусенко Анатолій Петрович, Михайленко Юрій Григорович
МПК: B23P 6/00
Мітки: кілець, відновлення, маслоущільнювальних, спосіб, спрацьованих
Формула / Реферат:
1. Способ восстановления изношенных маслоуплотнительных колец, заключающийся в закреплении на поверхности кольца дополнительного элемента, компенсирующего износ, с последующей его обработкой, отличающийся тем, что дополнительный элемент закрепляют на нерабочей поверхности торца в стыке разреза маслоуплотнительного кольца.2. Способ по п.1, отличающийся тем, что закрепление дополнительного элемента, компенсирующего износ, производят...
Спосіб прокатки кільцевих виробів
Номер патенту: 11398
Опубліковано: 25.12.1996
Автори: Хейфец Валентин Ільіч, Староселецький Михайло Ілліч, Яковченко Олександр Васильович, Піщев Юрій Павлович, Озимин Віктор Михайлович
МПК: B21H 1/00
Мітки: кільцевих, виробів, спосіб, прокатки
Формула / Реферат:
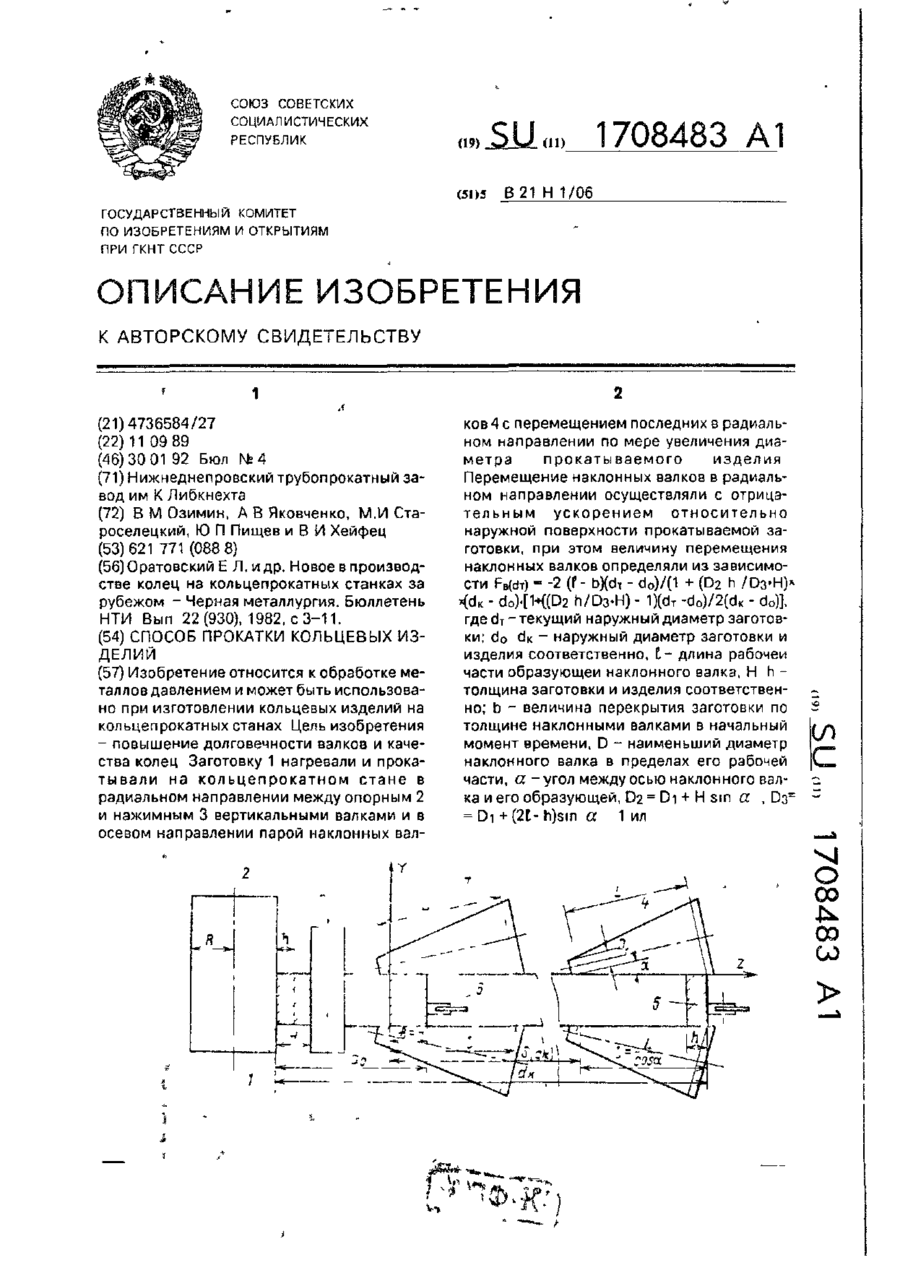
Способ прокатки кольцевых изделий, включающий деформацию кольцевой заготовки прокаткой с радиальным обжатием заготовки между опорным и нажимным вертикальными валками в осевым обжатием между парой наклонных валков, непрерывно перемещающихся в радиальном направлении относительно наружной боковой поверхности заготовки, отличающийся тем, что, с целью повышения долговечности валков и качества изделий, перемещение наклонных валков...
Попередній патент: Спосіб волочіння труб
Наступний патент: Спосіб виготовлення виробів типу вінців
Випадковий патент: Апарат для вирощування мікроорганізмів