Спосіб виробництва зварних прямошовних труб великого діаметра
Номер патенту: 20326
Опубліковано: 15.07.1997
Автори: Спірідонов Віталій Дмитрович, Іванов Євген Іванович, Гончар Володимир Олександрович, Ковіка Микола Данилович, Заплаткин Юрій Ананьйович, Стома Генріх Францович, Новіков Леонід Миколайович, Соболевський Едуард Йосипович, Лебідь Генадій Олександрович, Горяний Сергій Андрійович, Коломенський Володимир Костянтинович, Омелін Олександр Дмитрович, Хоменко Анатолій Федорович
Формула / Реферат
Способ производства сварных прямошовных труб большого диаметра, включающий строжку продольных кромок листа, подгибку прикромочных участков, формовку трубной заготовки на вальцах, сварку сборочного шва, сварку внутреннего рабочего шва, сварку наружного рабочего шва и калибрование трубы на гидравлическом прессе-расширителе, отличающийся тем, что после сварки внутреннего рабочего шва зону сварного соединения принудительно охлаждают по всей ее длине внутри трубы до выравнивания продольной образующей по шву.
Текст
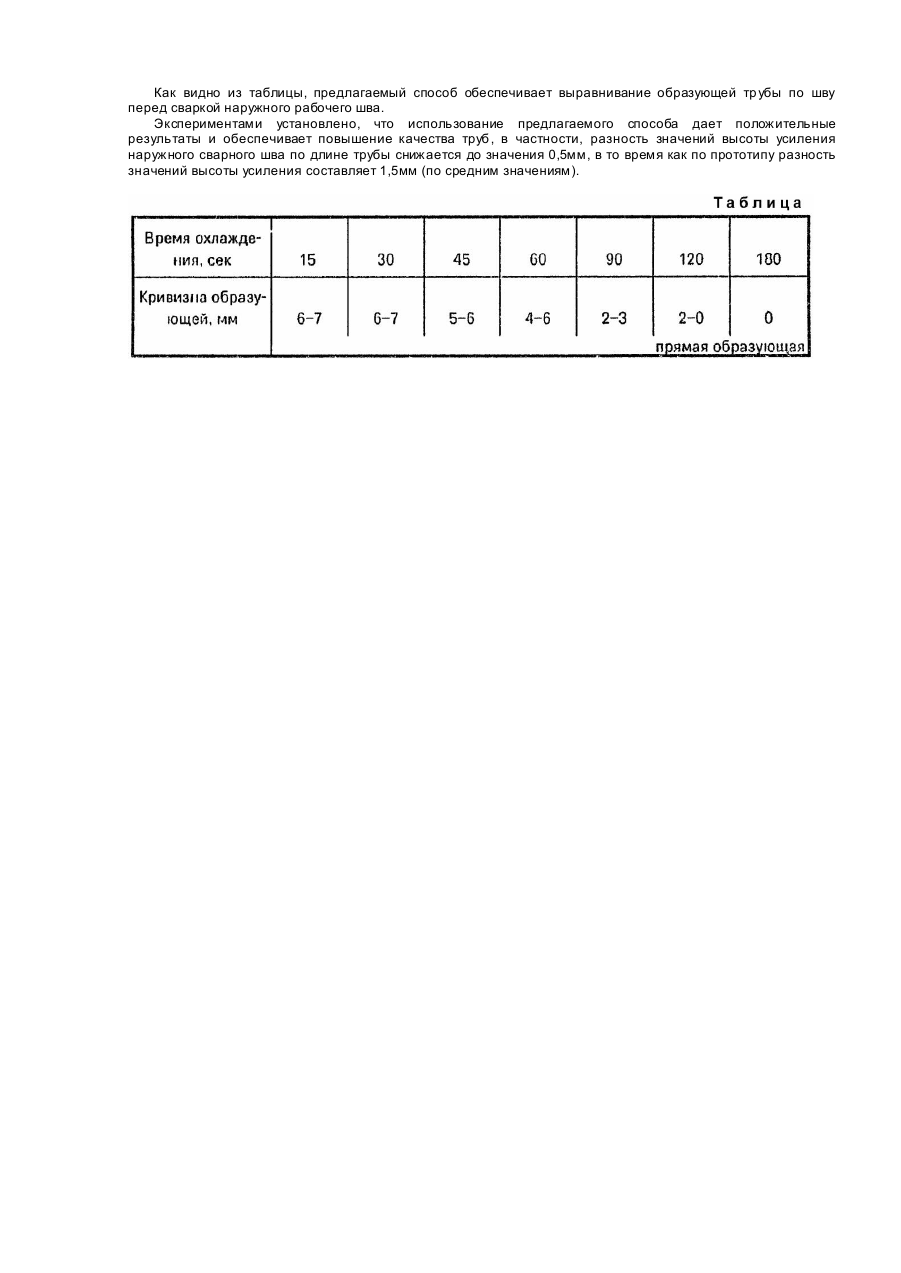
Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении сварных прямошовных труб большого диаметра. Известен способ производства сварных прямошовных труб большого диаметра, включающий строжку продольных кромок листа, подгибку прикромочных участков, формовку трубной заготовки на вальцах, сварку сборочного шва, сварку внутреннего рабочего шва, сварку наружного рабочего шва и калибрование трубы на гидравлическом прессе-расширителе (Спиваковский Л.И., Княжинский З.О. Черная металлургия капиталистических стран. Тр убная промышленность. - М.: Ме таллургия, 1970. - С.212 - 229). Использование данного способа производства сварных прямошовных труб большого диаметра не позволяет обеспечить требуемое качество наружного рабочего шва по геометрическим размерам шва в первую очередь по величине высоты усиления шва. Это связано с тем, что после сварки внутреннего рабочего шва, в результате тепловых деформаций, происходит искривление образующей тр убы в зоне сварного соединения. В результате этого сварку наружного шва производят по изогнутой образующей трубной заготовки, что приводит к ухудшению условий сварки и формирования наружного рабочего шва. Задачей настоящего изобретения является создание способа производства сварных тр уб большого диаметра, в котором путем ввода дополнительной операции, изменяющей условия формирования наружного рабочего шва при сварке обеспечивается уменьшение кривизны образующей тр убной заготовки в зоне сварного соединения, в результате чего повышается качество производимых тр уб. Поставленная задача достигается тем, что в способе производства сварных прямо-шовных труб большого диаметра, включающем строжку продольных кромок листа, подгибку прикромочных участков, формовку трубной заготовки на вальцах, сварку сборочного шва, сварку внутреннего рабочего шва, сварку наружного рабочего шва и калибрование трубы на гидравлическом прессе-расширителе, согласно изобретению после сварки внутреннего рабочего шва зону сварного соединения принудительно охлаждают по всей ее длине внутри тр убы до выравнивания продольной образующей по шву. Отличие предлагаемого способа от прототипа заключается в осуществлении принудительного охлаждения зоны сварного соединения по всей ее длине внутри трубы до выравнивания продольной образующей по шву после сварки внутреннего рабочего шва перед сваркой наружного рабочего шва трубы. Техническим результатом от использования предлагаемого способа является уменьшение кривизны образующей трубы в зоне сварного соединения перед сваркой наружного шва для повышения качества производимых труб. Это связано с тем, что при сварке внутреннего шва за счет нагрева длина образующей в зоне сварного соединения увеличивается, что приводит к ее искривлению, а охлаждение зоны сварного соединения - к сокращению длины образующей и к уменьшению кривизны или полному ее выравниванию до исходного прямолинейного состояния, в зависимости от режима охлаждения. Режим охлаждения, как показала экспериментальная проверка предлагаемого способа, зависит от толщины стенки диаметра труб и может осуществляться известными техническими средствами, а именно: струйным охлаждением водой зоны сварного соединения через форсунки на всю длину трубы; подачей водовоздушной смеси с помощью эжекторного распилителя, на зону сварного соединения внутрь трубы. Предлагаемый способ осуществляется следующим образом. Транспортными роликами лист подают в кромкострогальный станок, где производят строжку продольных кромок для получения заданной ширины, передают в кромкогибочную машину, в которой производят подгибку прикромочных участков листов по заданному радиусу, передают лист на листогибочные вальцы и производят формовку трубной заготовки. После формовки производят сборку стыка кромок трубной заготовки и сварку сборочного шва, затем трубн ую заготовку передают на стан и производят сварку вн утреннего рабочего шва. Трубу со стана сварки внутреннего рабочего шва подают на приемные ролики перед станом для сварки наружного рабочего шва. Через 1,5 - 2 минуты, когда температура участка зоны сварного соединения снизится до 550° - 600°C внутрь трубы с помощью эжекторного распилителя подают водовоздушную смесь для принудительного охлаждения зоны сварного соединения по всей длине трубы до температуры 60 - 90°C и выравнивания продольной образующей тр убы по шву. После завершения операции охлаждения зоны спарного соединения трубу передают на стан и производят сварку наружного рабочего шва по прямой образующей стыка кромок и калибруют на гидравлическом прессе-расширителе. Для сравнения предлагаемый и способ по прототипу были опробованы в условиях ТЭСЦ-1 Новомосковского трубного завода при изготовлении труб из стали марки 13ГІС-У диаметром 1020мм с толщиной стенки 11,2мм. В обоих случаях все предыдущие и последующие те хнологические операции, кроме дополнительной операции охлаждения зоны сварного соединения перед сваркой наружного рабочего шва по предлагаемому способу были идентичны. При изготовлении труб по прототипу кривизна образующей труб по шву перед сваркой наружного рабочего шва составляла 10 - 12мм. При этом после сварки наружного рабочего шва высота усиления шва по длине трубы была неравномерна: по переднему концу трубы высота валика усиления в ряде случаев превышала допустимую величину. При изготовлении труб по предлагаемому способу после сварки внутреннего рабочего шва тр убу подавали на приемные ролики перед станом сварки наружного шва и по истечении 1,5 минуты после окончания процесса сварки внутреннего шва внутрь трубы с помощью эжекторных распылителей, расположенных с обоих концов трубы подавали водовоздушную смесь, факел которой направляли на зону сварного соединения. В процессе изготовления труб варьировали временем продолжительности принудительного охлаждения зоны сварного соединения труб. В зависимости от времени охлаждения внутреннего шва груб кривизна образующей уменьшалась до значений 7 - 0мм. Результаты измерения кривизны образующей тр уб в зоне сварного соединения в зависимости от времени охлаждения приведены в таблице. Как видно из таблицы, предлагаемый способ обеспечивает выравнивание образующей тр убы по шву перед сваркой наружного рабочего шва. Экспериментами установлено, что использование предлагаемого способа дает положительные результаты и обеспечивает повышение качества труб, в частности, разность значений высоты усиления наружного сварного шва по длине трубы снижается до значения 0,5мм, в то время как по прототипу разность значений высоты усиления составляет 1,5мм (по средним значениям).
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for production of longitudinal welded pipes of large diameter
Автори англійськоюIvanov Yevhen Ivanovych, Kolomenskyi Volodymyr Kostiantynovych, Kovika Mykola Danylovych, Sobolevskyi Eduard Yosypovych, Novikov Leonid Mykolaiovych, Honchar Volodymyr Oleksandrovych, Khomenko Anatolii Fedorovych, Zaplatkyn Yurii Ananiiovych, Spiridonov Vitalii Dmytrovych, Stoma Henrikh Frantsovych, Lebid' Henadii Oleksandrovych, Omelin Oleksandr Dmytrovych, Horianyi Serhii Andriiovych
Назва патенту російськоюСпособ производства сварных прямошовных труб большого диаметра
Автори російськоюИванов Евгений Иванович, Коломенский Владимир Константинович, Ковика Николай Данилович, Соболевский Эдуард Иосифович, Новиков Леонид Николаевич, Гончар Владимир Александрович, Хоменко Анатолий Федорович, Заплаткин Юрий Ананьевич, Спиридонов Виталий Дмитриевич, Стома Генрих Францович, Лебедь Геннадий Александрович, Омелин Александр Дмитриевич, Горяный Сергей Андреевич
МПК / Мітки
МПК: B21C 37/08
Мітки: спосіб, труб, діаметра, зварних, великого, виробництва, прямошовних
Код посилання
<a href="https://ua.patents.su/2-20326-sposib-virobnictva-zvarnikh-pryamoshovnikh-trub-velikogo-diametra.html" target="_blank" rel="follow" title="База патентів України">Спосіб виробництва зварних прямошовних труб великого діаметра</a>
Спосіб виготування труб великого діаметра
Номер патенту: 9331
Опубліковано: 30.09.1996
Автори: Коваль Сергій Анатольєвич, Остренко Віктор Яковлевич, Коваль Анатолій Тимофійович
МПК: B21C 37/08, B21B 19/00
Мітки: труб, виготування, спосіб, великого, діаметра
Формула / Реферат:
Способ изготовления труб большого диаметра; включающий получение полой заготовки и ее последующую горячую деформацию, отличающийся тем, что, с целью расширения технологических возможностей, полую заготовку получают из непрерывно-литого сляба путем формовки его в цилиндр и последующей сварки, формовку производят при температуре не ниже 0,3 Тпл, а горячую деформацию заготовки осуществляют при соотношении B/L не более 0,5, где Тпл -...
Спосіб калібрування зварних двошовних труб великого діаметру
Номер патенту: 4947
Опубліковано: 28.12.1994
Автори: Котов Ігор Іванович, Фурса Віталій Григорович, Стома Генріх Францевич, Дейнека Анатолій Якович, Соболевський Едуард Йосипович, Осоченко Іван Мойсейович, Коломенський Володимир Констянтинович, Андреєв Юрій Петрович, Іванов Євген Іванович, Танічев Олексій Григорійович
МПК: B21C 37/06
Мітки: великого, діаметру, калібрування, зварних, двошовних, труб, спосіб
Формула / Реферат:
Способ калибрования сварных двушовных труб большого диаметра, включающий калибрование трубы повторяющимися цикутами раздачи по диаметру на величину заданной остаточной деформации и перемещение трубы между циклами вдоль ее продольной оси с обеспечением перекрытия раздаваемых участков по длине трубы, отличающийся тем, что, с целью повышения качества труб за счет снижения их продольной кривизны, предварительно калибровку осуществляют со...
Спосіб виготовлення зварних прямошовних труб з серпоподібної заготовки
Номер патенту: 10021
Опубліковано: 30.09.1996
Автори: Соболенко Олександр Вікторович, Босий Андрій Володимирович, Гончар Володимир Павлович, Куцін Володимир Семенович, Ксаверчук Леонід Петрович, Павленко Владислав Максимович, Сапригін Хразален Михайлович, Клепанда Володимир Вікторович
МПК: B21C 37/06, B21C 37/08
Мітки: спосіб, серпоподібної, заготовки, зварних, труб, виготовлення, прямошовних
Формула / Реферат:
Способ изготовления сварных прямошовных труб из серповидной заготовки, включающий поперечный гиб заготовки в валках и ее скручивание, при этом величина деформации скручивания равна величине упругой деформации материала труб, отличающийся тем, что по меньшей мере на первом межпереходном участке заготовку скручивают вокруг вогнутой кромки и одновременно прикладывают поперечное сжимающее усилие со стороны выпуклой кромки.
Обладнання для буріння скважин великого діаметра
Номер патенту: 11430
Опубліковано: 25.12.1996
Автори: Докукін Олег Семенович, Олейніков Євгеній Семенович, Гільман Олександр Соломонович, Купчинський Ігор Олександрович
МПК: E21B 10/08, E21D 1/00
Мітки: обладнання, скважин, буріння, великого, діаметра
Формула / Реферат:
Устройство для бурения скважин большого диаметра, включающее расширитель с шарошками, забурник с шарошками, уплотнительный воротник между расширителем и забурником и породоспускной и всасывающий каналы, отличающееся тем, что, с целью повышения эффективности работы за счет улучшения очистки шарошек от разбуренной породы, не менее одного ряда зубьев на образующей каждой шарошки забурника расположено в пределах пространства, ограниченного...
Спосіб термомеханічної обробки зварних з’єднань
Номер патенту: 13590
Опубліковано: 25.04.1997
Автори: Яворський Юрій Денисович, Лебедєв Володимир Костянтинович
МПК: B23K 28/00
Мітки: обробки, з'єднань, зварних, термомеханічної, спосіб
Формула / Реферат:
Способ термомеханической обработки сварных соединений, преимущественно малой протяженности, при котором после сварки производят пластическое деформирование зоны сварного шва в горячем состоянии путем образования волнистой поверхности, которую сглаживают последующим обжатием, отличающийся тем, что, с целью повышения качества сварных соединений и упрощения применяемого оборудования, нагрев и пластическое деформирование осуществляют...
Попередній патент: Кавітаційний апарат
Наступний патент: Склад для розчинення уратних ниркових каменів в організмі хворої людини
Випадковий патент: Спосіб лікування виразкової хвороби, асоційованої з helicobacter pylori